Збірна черв’ячна фреза

Формула / Реферат
1. Збірна черв'ячна фреза, що складається з корпусу та двох видів зубчастих рейок з округленими куточками формоутворюючих та прорізних зубців, які мають вхідні і вихідні бокові, а також вершинні задні поверхні та різальні кромки відповідно, перші з яких виконано суцільними з корпусом, а другі - окремими, поворотними, зібраними в пази корпусу між першими рейками, яка відрізняється тим, що задні бокові поверхні зубців рейок, які виконано суцільними з корпусом, утворено розташованими на багатозахідних лівих і правих гвинтових лініях, а між цими зубчастими рейками встановлено принаймні по три поворотних зубчастих рейки з вершинними різальними кромками прорізних зубців, що мають зростаючу висоту на кожній наступній рейці, кожен з наступних зубців рейок яких виконано звуженим і зсунутим відносно зубця попередньої рейки у бік вхідних бокових різальних кромок рейок з формоутворюючими зубцями.
2. Збірна черв'ячна фреза за п. 1, яка відрізняється тим, що прорізні зубці рейок виконано з додатними передніми кутами.
Текст
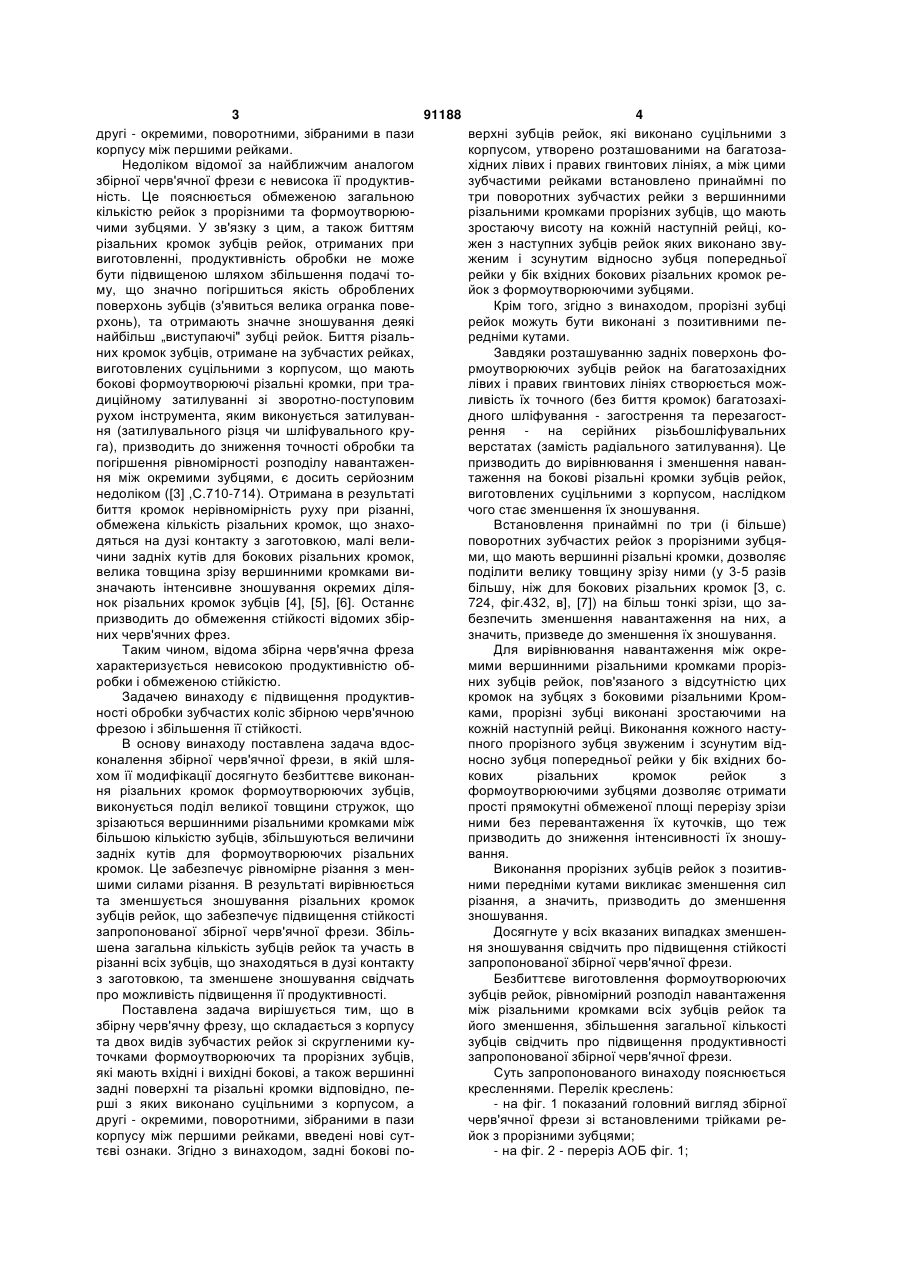
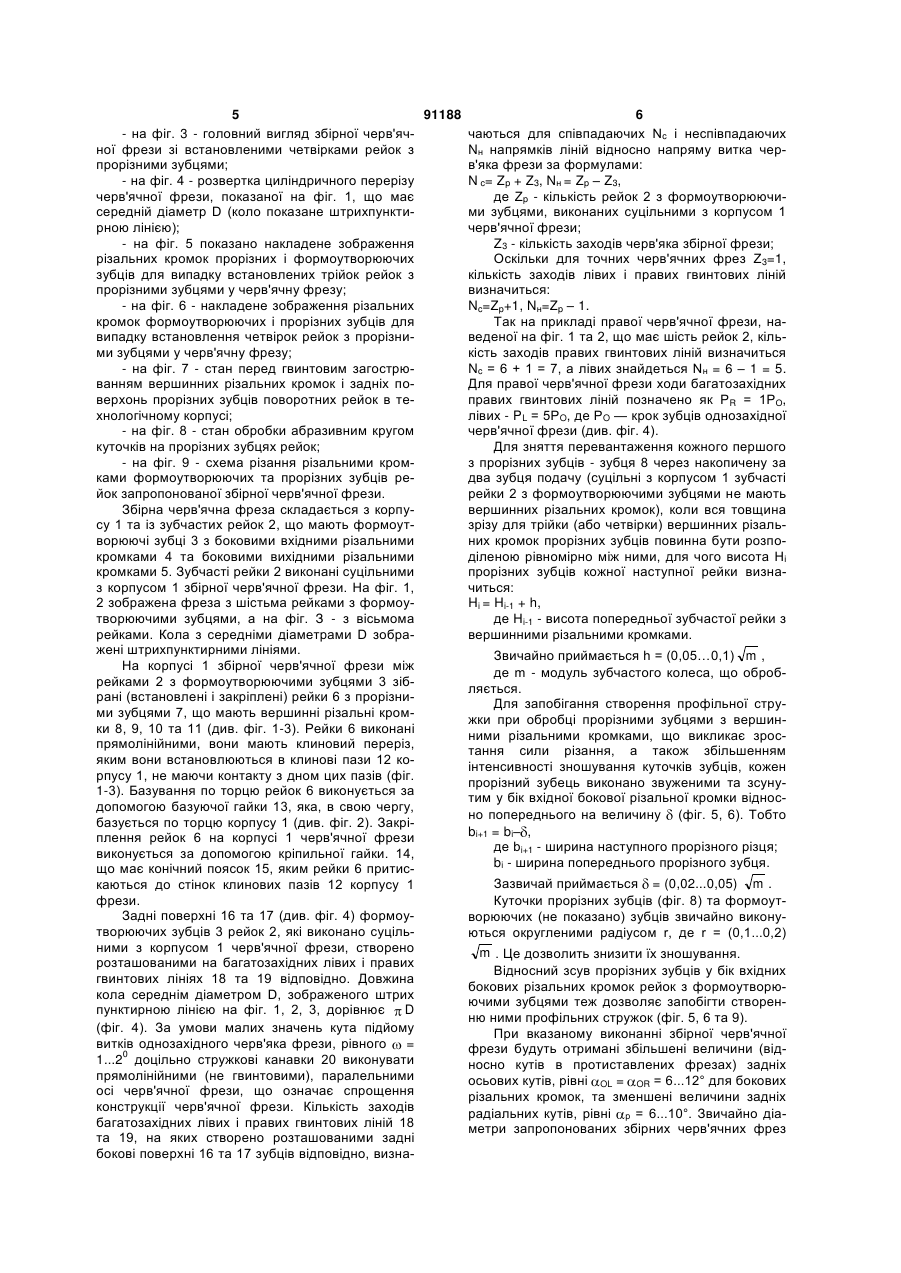
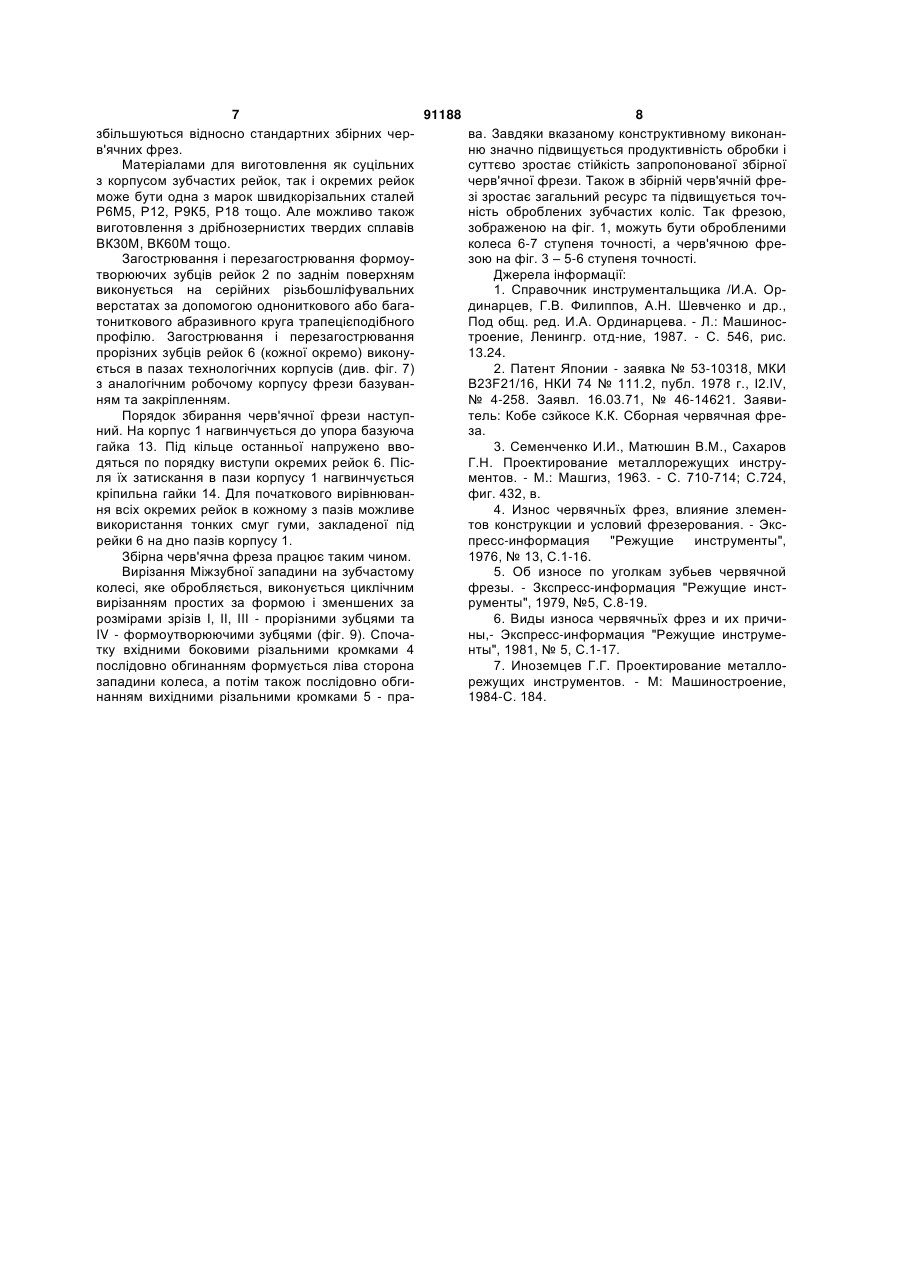
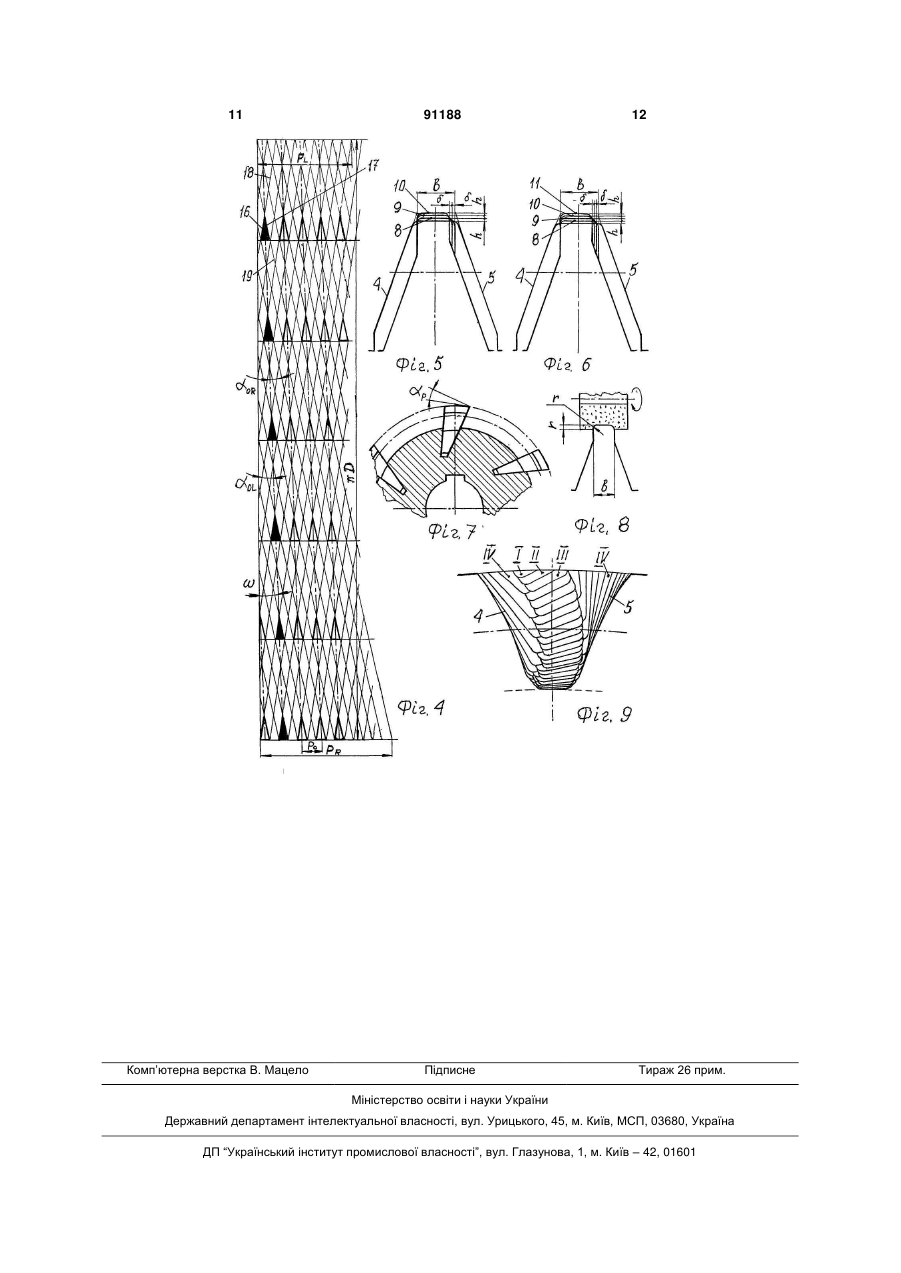
1. Збірна черв'ячна фреза, що складається з корпусу та двох видів зубчастих рейок з округленими куточками формоутворюючих та прорізних зубців, які мають вхідні і вихідні бокові, а також вершинні задні поверхні та різальні кромки відповідно, перші з яких виконано суцільними з корпу 3 91188 4 другі - окремими, поворотними, зібраними в пази верхні зубців рейок, які виконано суцільними з корпусу між першими рейками. корпусом, утворено розташованими на багатозаНедоліком відомої за найближчим аналогом хідних лівих і правих гвинтових лініях, а між цими збірної черв'ячної фрези є невисока її продуктивзубчастими рейками встановлено принаймні по ність. Це пояснюється обмеженою загальною три поворотних зубчастих рейки з вершинними кількістю рейок з прорізними та формоутворююрізальними кромками прорізних зубців, що мають чими зубцями. У зв'язку з цим, а також биттям зростаючу висоту на кожній наступній рейці, корізальних кромок зубців рейок, отриманих при жен з наступних зубців рейок яких виконано звувиготовленні, продуктивність обробки не може женим і зсунутим відносно зубця попередньої бути підвищеною шляхом збільшення подачі торейки у бік вхідних бокових різальних кромок рему, що значно погіршиться якість оброблених йок з формоутворюючими зубцями. поверхонь зубців (з'явиться велика огранка повеКрім того, згідно з винаходом, прорізні зубці рхонь), та отримають значне зношування деякі рейок можуть бути виконані з позитивними пенайбільш „виступаючі" зубці рейок. Биття різальредніми кутами. них кромок зубців, отримане на зубчастих рейках, Завдяки розташуванню задніх поверхонь фовиготовлених суцільними з корпусом, що мають рмоутворюючих зубців рейок на багатозахідних бокові формоутворюючі різальні кромки, при тралівих і правих гвинтових лініях створюється мождиційному затилуванні зі зворотно-поступовим ливість їх точного (без биття кромок) багатозахірухом інструмента, яким виконується затилувандного шліфування - загострення та перезагостня (затилувального різця чи шліфувального крурення - на серійних різьбошліфувальних га), призводить до зниження точності обробки та верстатах (замість радіального затилування). Це погіршення рівномірності розподілу навантаженпризводить до вирівнювання і зменшення навання між окремими зубцями, є досить серйозним таження на бокові різальні кромки зубців рейок, недоліком ([3] ,С.710-714). Отримана в результаті виготовлених суцільними з корпусом, наслідком биття кромок нерівномірність руху при різанні, чого стає зменшення їх зношування. обмежена кількість різальних кромок, що знахоВстановлення принаймні по три (і більше) дяться на дузі контакту з заготовкою, малі велиповоротних зубчастих рейок з прорізними зубцячини задніх кутів для бокових різальних кромок, ми, що мають вершинні різальні кромки, дозволяє велика товщина зрізу вершинними кромками виподілити велику товщину зрізу ними (у 3-5 разів значають інтенсивне зношування окремих ділябільшу, ніж для бокових різальних кромок [3, с. нок різальних кромок зубців [4], [5], [6]. Останнє 724, фіг.432, в], [7]) на більш тонкі зрізи, що запризводить до обмеження стійкості відомих збірбезпечить зменшення навантаження на них, а них черв'ячних фрез. значить, призведе до зменшення їх зношування. Таким чином, відома збірна черв'ячна фреза Для вирівнювання навантаження між окрехарактеризується невисокою продуктивністю обмими вершинними різальними кромками прорізробки і обмеженою стійкістю. них зубців рейок, пов'язаного з відсутністю цих Задачею винаходу є підвищення продуктивкромок на зубцях з боковими різальними Кромності обробки зубчастих коліс збірною черв'ячною ками, прорізні зубці виконані зростаючими на фрезою і збільшення її стійкості. кожній наступній рейці. Виконання кожного настуВ основу винаходу поставлена задача вдоспного прорізного зубця звуженим і зсунутим відконалення збірної черв'ячної фрези, в якій шляносно зубця попередньої рейки у бік вхідних бохом її модифікації досягнуто безбиттєве виконанкових різальних кромок рейок з ня різальних кромок формоутворюючих зубців, формоутворюючими зубцями дозволяє отримати виконується поділ великої товщини стружок, що прості прямокутні обмеженої площі перерізу зрізи зрізаються вершинними різальними кромками між ними без перевантаження їх куточків, що теж більшою кількістю зубців, збільшуються величини призводить до зниження інтенсивності їх зношузадніх кутів для формоутворюючих різальних вання. кромок. Це забезпечує рівномірне різання з менВиконання прорізних зубців рейок з позитившими силами різання. В результаті вирівнюється ними передніми кутами викликає зменшення сил та зменшується зношування різальних кромок різання, а значить, призводить до зменшення зубців рейок, що забезпечує підвищення стійкості зношування. запропонованої збірної черв'ячної фрези. ЗбільДосягнуте у всіх вказаних випадках зменшеншена загальна кількість зубців рейок та участь в ня зношування свідчить про підвищення стійкості різанні всіх зубців, що знаходяться в дузі контакту запропонованої збірної черв'ячної фрези. з заготовкою, та зменшене зношування свідчать Безбиттєве виготовлення формоутворюючих про можливість підвищення її продуктивності. зубців рейок, рівномірний розподіл навантаження Поставлена задача вирішується тим, що в між різальними кромками всіх зубців рейок та збірну черв'ячну фрезу, що складається з корпусу його зменшення, збільшення загальної кількості та двох видів зубчастих рейок зі скругленими кузубців свідчить про підвищення продуктивності точками формоутворюючих та прорізних зубців, запропонованої збірної черв'ячної фрези. які мають вхідні і вихідні бокові, а також вершинні Суть запропонованого винаходу пояснюється задні поверхні та різальні кромки відповідно, пекресленнями. Перелік креслень: рші з яких виконано суцільними з корпусом, а - на фіг. 1 показаний головний вигляд збірної другі - окремими, поворотними, зібраними в пази черв'ячної фрези зі встановленими трійками рекорпусу між першими рейками, введені нові сутйок з прорізними зубцями; тєві ознаки. Згідно з винаходом, задні бокові по- на фіг. 2 - переріз АОБ фіг. 1; 5 91188 6 - на фіг. 3 - головний вигляд збірної черв'яччаються для співпадаючих Nc і неспівпадаючих ної фрези зі встановленими четвірками рейок з Nн напрямків ліній відносно напряму витка черпрорізними зубцями; в'яка фрези за формулами: - на фіг. 4 - розвертка циліндричного перерізу N c= Zp + Z3, Nн = Zp – Z3, черв'ячної фрези, показаної на фіг. 1, що має де Zp - кількість рейок 2 з формоутворюючисередній діаметр D (коло показане штрихпунктими зубцями, виконаних суцільними з корпусом 1 рною лінією); черв'ячної фрези; - на фіг. 5 показано накладене зображення Z3 - кількість заходів черв'яка збірної фрези; різальних кромок прорізних і формоутворюючих Оскільки для точних черв'ячних фрез Z3=1, зубців для випадку встановлених трійок рейок з кількість заходів лівих і правих гвинтових ліній прорізними зубцями у черв'ячну фрезу; визначиться: - на фіг. 6 - накладене зображення різальних Nc=Zp+1, Nн=Zp – 1. кромок формоутворюючих і прорізних зубців для Так на прикладі правої черв'ячної фрези, навипадку встановлення четвірок рейок з прорізниведеної на фіг. 1 та 2, що має шість рейок 2, кільми зубцями у черв'ячну фрезу; кість заходів правих гвинтових ліній визначиться - на фіг. 7 - стан перед гвинтовим загострюNc = 6 + 1 = 7, а лівих знайдеться Nн = 6 – 1 = 5. ванням вершинних різальних кромок і задніх поДля правої черв'ячної фрези ходи багатозахідних верхонь прорізних зубців поворотних рейок в теправих гвинтових ліній позначено як PR = 1РО, хнологічному корпусі; лівих - PL = 5РO, де РO — крок зубців однозахідної - на фіг. 8 - стан обробки абразивним кругом черв'ячної фрези (див. фіг. 4). куточків на прорізних зубцях рейок; Для зняття перевантаження кожного першого - на фіг. 9 - схема різання різальними кромз прорізних зубців - зубця 8 через накопичену за ками формоутворюючих та прорізних зубців редва зубця подачу (суцільні з корпусом 1 зубчасті йок запропонованої збірної черв'ячної фрези. рейки 2 з формоутворюючими зубцями не мають Збірна черв'ячна фреза складається з корпувершинних різальних кромок), коли вся товщина су 1 та із зубчастих рейок 2, що мають формоутзрізу для трійки (або четвірки) вершинних різальворюючі зубці 3 з боковими вхідними різальними них кромок прорізних зубців повинна бути розпокромками 4 та боковими вихідними різальними діленою рівномірно між ними, для чого висота Hі кромками 5. Зубчасті рейки 2 виконані суцільними прорізних зубців кожної наступної рейки визназ корпусом 1 збірної черв'ячної фрези. На фіг. 1, читься: 2 зображена фреза з шістьма рейками з формоуHi = Hi-1 + h, творюючими зубцями, а на фіг. З - з вісьмома де Нi-1 - висота попередньої зубчастої рейки з рейками. Кола з середніми діаметрами D зобравершинними різальними кромками. жені штрихпунктирними лініями. Звичайно приймається h = (0,05…0,1) m , На корпусі 1 збірної черв'ячної фрези між де m - модуль зубчастого колеса, що обробрейками 2 з формоутворюючими зубцями 3 зібляється. рані (встановлені і закріплені) рейки 6 з прорізниДля запобігання створення профільної струми зубцями 7, що мають вершинні різальні кромжки при обробці прорізними зубцями з вершинки 8, 9, 10 та 11 (див. фіг. 1-3). Рейки 6 виконані ними різальними кромками, що викликає зроспрямолінійними, вони мають клиновий переріз, тання сили різання, а також збільшенням яким вони встановлюються в клинові пази 12 коінтенсивності зношування куточків зубців, кожен рпусу 1, не маючи контакту з дном цих пазів (фіг. прорізний зубець виконано звуженими та зсуну1-3). Базування по торцю рейок 6 виконується за тим у бік вхідної бокової різальної кромки відносдопомогою базуючої гайки 13, яка, в свою чергу, но попереднього на величину (фіг. 5, 6). Тобто базується по торцю корпусу 1 (див. фіг. 2). Закріbi+1 = bi– , плення рейок 6 на корпусі 1 черв'ячної фрези де bi+1 - ширина наступного прорізного різця; виконується за допомогою кріпильної гайки. 14, bi - ширина попереднього прорізного зубця. що має конічний поясок 15, яким рейки 6 притисЗазвичай приймається = (0,02...0,05) m . каються до стінок клинових пазів 12 корпусу 1 фрези. Куточки прорізних зубців (фіг. 8) та формоутЗадні поверхні 16 та 17 (див. фіг. 4) формоуворюючих (не показано) зубців звичайно виконутворюючих зубців 3 рейок 2, які виконано суцільються округленими радіусом r, де r = (0,1...0,2) ними з корпусом 1 черв'ячної фрези, створено m . Це дозволить знизити їх зношування. розташованими на багатозахідних лівих і правих Відносний зсув прорізних зубців у бік вхідних гвинтових лініях 18 та 19 відповідно. Довжина бокових різальних кромок рейок з формоутворюкола середнім діаметром D, зображеного штрих ючими зубцями теж дозволяє запобігти створенпунктирною лінією на фіг. 1, 2, 3, дорівнює D ню ними профільних стружок (фіг. 5, 6 та 9). (фіг. 4). За умови малих значень кута підйому При вказаному виконанні збірної черв'ячної витків однозахідного черв'яка фрези, рівного = фрези будуть отримані збільшені величини (від0 1...2 доцільно стружкові канавки 20 виконувати носно кутів в протиставлених фрезах) задніх прямолінійними (не гвинтовими), паралельними осьових кутів, рівні OL = OR = 6...12° для бокових осі черв'ячної фрези, що означає спрощення різальних кромок, та зменшені величини задніх конструкції черв'ячної фрези. Кількість заходів радіальних кутів, рівні р = 6...10°. Звичайно діабагатозахідних лівих і правих гвинтових ліній 18 метри запропонованих збірних черв'ячних фрез та 19, на яких створено розташованими задні бокові поверхні 16 та 17 зубців відповідно, визна 7 91188 8 збільшуються відносно стандартних збірних черва. Завдяки вказаному конструктивному виконанв'ячних фрез. ню значно підвищується продуктивність обробки і Матеріалами для виготовлення як суцільних суттєво зростає стійкість запропонованої збірної з корпусом зубчастих рейок, так і окремих рейок черв'ячної фрези. Також в збірній черв'ячній фреможе бути одна з марок швидкорізальних сталей зі зростає загальний ресурс та підвищується точР6М5, Р12, Р9К5, Р18 тощо. Але можливо також ність оброблених зубчастих коліс. Так фрезою, виготовлення з дрібнозернистих твердих сплавів зображеною на фіг. 1, можуть бути обробленими ВК30М, ВК60М тощо. колеса 6-7 ступеня точності, а черв'ячною фреЗагострювання і перезагострювання формоузою на фіг. 3 – 5-6 ступеня точності. творюючих зубців рейок 2 по заднім поверхням Джерела інформації: виконується на серійних різьбошліфувальних 1. Справочник инструментальщика /И.А. Орверстатах за допомогою однониткового або багадинарцев, Г.В. Филиппов, А.Н. Шевченко и др., тониткового абразивного круга трапецієподібного Под общ. ред. И.А. Ординарцева. - Л.: Машиноспрофілю. Загострювання і перезагострювання троение, Ленингр. отд-ние, 1987. - С. 546, рис. прорізних зубців рейок 6 (кожної окремо) викону13.24. ється в пазах технологічних корпусів (див. фіг. 7) 2. Патент Японии - заявка № 53-10318, МКИ з аналогічним робочому корпусу фрези базуванВ23F21/16, НКИ 74 № 111.2, публ. 1978 г., I2.IV, ням та закріпленням. № 4-258. Заявл. 16.03.71, № 46-14621. ЗаявиПорядок збирання черв'ячної фрези наступтель: Кобе сзйкосе К.К. Сборная червячная френий. На корпус 1 нагвинчується до упора базуюча за. гайка 13. Під кільце останньої напружено вво3. Семенченко И.И., Матюшин В.М., Сахаров дяться по порядку виступи окремих рейок 6. ПісГ.Н. Проектирование металлорежущих инструля їх затискання в пази корпусу 1 нагвинчується ментов. - М.: Машгиз, 1963. - С. 710-714; С.724, кріпильна гайки 14. Для початкового вирівнюванфиг. 432, в. ня всіх окремих рейок в кожному з пазів можливе 4. Износ червячньїх фрез, влияние злеменвикористання тонких смуг гуми, закладеної під тов конструкции и условий фрезерования. - Эксрейки 6 на дно пазів корпусу 1. пресс-информация "Режущие инструменты", Збірна черв'ячна фреза працює таким чином. 1976, № 13, С.1-16. Вирізання Міжзубної западини на зубчастому 5. Об износе по уголкам зубьев червячной колесі, яке обробляється, виконується циклічним фрезы. - Зкспресс-информация "Режущие инствирізанням простих за формою і зменшених за рументы", 1979, №5, С.8-19. розмірами зрізів І, II, III - прорізними зубцями та 6. Виды износа червячньїх фрез и их причиIV - формоутворюючими зубцями (фіг. 9). Спочаны,- Экспресс-информация "Режущие инструметку вхідними боковими різальними кромками 4 нты", 1981, № 5, С.1-17. послідовно обгинанням формується ліва сторона 7. Иноземцев Г.Г. Проектирование металлозападини колеса, а потім також послідовно обгирежущих инструментов. - М: Машиностроение, нанням вихідними різальними кромками 5 - пра1984-С. 184. 9 91188 10 11 Комп’ютерна верстка В. Мацело 91188 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInterlocking hob cutter
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюСборная червячная фреза
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23F 21/00
Мітки: фреза, збірна, черв'ячна
Код посилання
<a href="https://ua.patents.su/6-91188-zbirna-chervyachna-freza.html" target="_blank" rel="follow" title="База патентів України">Збірна черв’ячна фреза</a>
Збірна червячна фреза

Номер патенту: 7842
Опубліковано: 26.12.1995
Автори: Машанов Віктор Михайлович, Бараболя Степан Якович, Климов Валер'ян Іванович, Поденко Анатолій Андрійович
МПК: B23F 21/00
Мітки: черв'ячна, збірна, фреза
Формула / Реферат:
1. Сборная червячная фреза, содержащая корпус с винтовыми режущими зубчатыми рейками и зубья, выполненные ввиде резцов, размещенных с возможностью регулировки в осевом и радиальном направлениях, отличающаяся тем, что, с целью повышения жесткости фрезы и расширения ее технологических возможностей, резцы выполнены в виде пластин-клиньев, закрепленных с двух сторон введенными коническими гайками, которыми снабжена фреза, причем на гайках...
Збірна кінцева фреза

Номер патенту: 77444
Опубліковано: 15.12.2006
Автор: Скочко Євген Вікторович
МПК: B23C 5/10
Формула / Реферат:
Збірна кінцева фреза, що має корпус з гніздом, виконаним у вигляді двох циліндричних отворів, осі яких перетинаються на осі обертання, в яких з можливістю регулювання встановлено дві різальні вставки, яка відрізняється тим, що різальні вставки мають форму півциліндрів, задні торці яких виконано сферичними, а корпус виконано у вигляді цанги з регулювальним механізмом, що мають спільні різьбу, з нагвинченою на неї регулювальною гайкою, та паз,...
Фасонна кінцева фреза
Номер патенту: 35578
Опубліковано: 25.09.2008
Автори: Равська Наталія Сергіївна, Ліпський Євгеній Рудольфович, Вовк Вячеслав Володимирович, Скринник Павло Вадимович, Корзун Сергій Валерійович
МПК: B23C 5/10
Мітки: кінцева, фасонна, фреза
Формула / Реферат:
Фасонна кінцева фреза, яка містить циліндричну або конічну різальну частину з гвинтовими різальними кромками і гвинтовими стружковими канавками з кутом нахилу w та сферичну різальну частину фрези з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що передні та задні поверхні сферичної частини фрези виконані конічними, основою конусів є торцеві різальні...
Збірна торцева фреза
Номер патенту: 33197
Опубліковано: 15.02.2001
Автори: Зеленський Костянтин Васильович, Козак Василь Іванович, Нагорняк Степан Григорович
МПК: B23C 5/02
Текст:
...розташовані на упорах-фіксаторах. і виконується умова тса s*s? nw?, що дає можливість забезпечити зменшення часу холостих переміщень різців в процесі обробки. На фіг.1 зображена запропонована фреза в осьовому пе рерізі: на фіг.х? - переріз В-В фіг.1. На фрезерній оправці 1 встановлено корпус 2 з пазами 14, 15 і т.д. та кришка фрези 3. В круговій виточці корпусу розташовані сектори-державки 4 а різцями 5, упори-фіксатори 6 а стопорними...
Складена черв’ячна фреза

Номер патенту: 76541
Опубліковано: 15.08.2006
Автор: Скочко Євген Вікторович
МПК: B23F 21/00
Мітки: складена, черв'ячна, фреза
Формула / Реферат:
1. Складена черв'ячна фреза, яка включає встановлені на загальній оправці основні корпуси, що мають виступні зубчасті сегменти з боковими різальними кромками на їх зубцях, причому виступні зубчасті сегменти введені в міжсегментні проміжки суміжних корпусів, та проміжне кільце, встановлене між корпусами, яка відрізняється тим, що містить додатковий корпус, встановлений на оправці між основними корпусами з боковими різальними кромками на зубцях...
Попередній патент: Спосіб очищення труб теплообмінника за допомогою засобу для струминної обробки, а також пристрій для його здійснення
Наступний патент: Трициклічні сполуки бензопірану як протиаритмічні агенти
Випадковий патент: Спосіб вибухового вилучення твердосплавних вставок із шарошкових доліт