Набивання
Номер патенту: 91436
Опубліковано: 10.07.2014
Автори: Янченко Володимир Володимирович, Картель Микола Тимофійович, Семенцов Юрій Іванович, Михайленко Наталія Анатоліївна

Формула / Реферат
Набивання, що сплетене у вигляді шнура квадратним плетінням з армованих ниток, а кожна армована нитка складається із терморозширеного графіту і розміщеного всередині армуючого волокна, яке відрізняється тим, що кожна армована нитка із терморозширеного графіту додатково містить клеєву дисперсію вуглецевих нанотрубок.
Текст
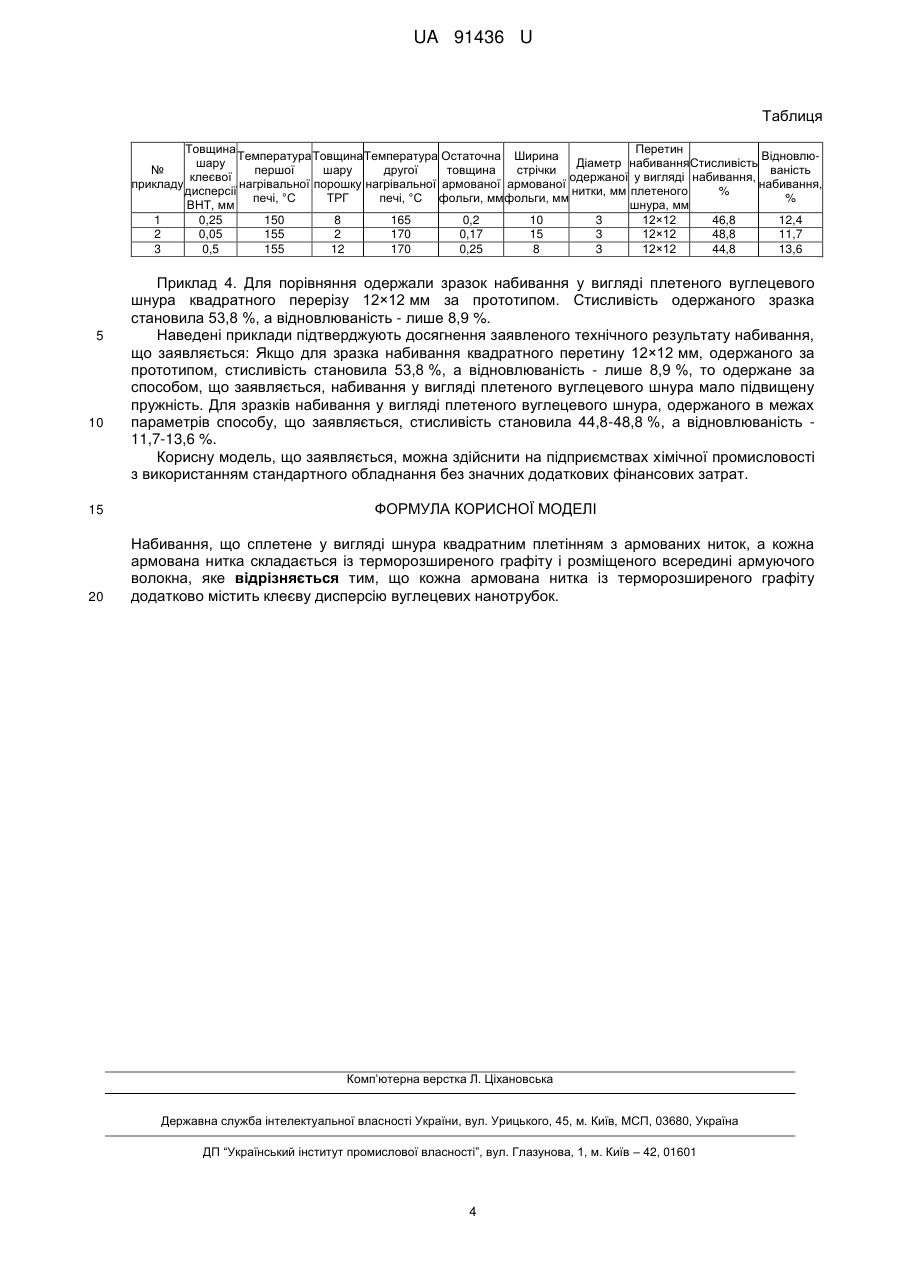
Реферат: Набивання, що сплетене у вигляді шнура квадратним плетінням з армованих ниток. Кожна армована нитка складається із терморозширеного графіту і розміщеного всередині армуючого волокна. Кожна армована нитка із терморозширеного графіту містить клеєву дисперсію вуглецевих нанотрубок. UA 91436 U (12) UA 91436 U UA 91436 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до набивань, які використовують для герметизації різноманітних з'єднань регулюючої, запірної й запобіжної арматури трубопроводів, насосів і компресорів реакторних установок атомних електростанцій та іншого обладнання в енергетичній, хімічній, нафтохімічній галузях, насособудуванні. Відоме набивання, що описане у патенті США № 4559862, МПК С09K3/10, D04C1/06, D04C1/02, F16J15/22, дата публікації 24 грудня 1985 р. Набивання містить серцевину з недорогого органічного волокна, обплетення з неорганічних волокон у комбінації з щонайменше одним волокном із групи: органічні, вугільні або графітові волокна, і просочення, що містить від 50 до 95 вагових відсотків диспергованого матеріалу, вибраного із групи, що складає із графіту, MоS2, TiS2, WS2 і тальку, та від 5 до 50 вагових відсотків в'яжучого, вибраного із групи, що включає дисперсний політетрафторетилен й крохмаль. Таке набивання не містить азбестового волокна, що проявляє канцерогенні властивості. Спільними ознаками з корисною моделлю, що заявляється, є наявність у складі набивання графіту та використання плетіння. Причинами, що перешкоджають одержанню потрібного технічного результату, є надмірна складність способу та не досить вдалий вибір недорогого органічного волокна для ущільнювального матеріалу. 6 Відоме набивання у вигляді шнура [патент Російської Федерації № 2108511 МПК F16J15/22, дата публікації: 10.04.1998]. Набивання складається із сердечника й обплетення. Сердечник утворений шляхом з'єднання в пучок смуг рівної ширини, вирізаних зі стрічки розширеного графіту, а обплетення виконане у вигляді сітки, сплетеної з ниток антифрикційного волокна або з металевого дроту, і встановлене з можливістю зміщення уздовж сердечника. Спільними ознаками з корисною моделлю, що заявляється, є: зовнішній вигляд набивання (набивання у вигляді шнура) наявність у складі набивання стрічок з ТРГ (терморозширеного графіту). Причинами, що перешкоджають одержанню потрібного технічного результату, є помірні параметри пружності ущільнювального матеріалу. Відомо набивання у вигляді шнура [патент США № 8297624, МПК F16J 15/22, F16J 15/30 (2006.01); дата публікації 30 жовтня 2012 p.], що складається з великої кількості армованих ниток із ТРГ, кожна з яких містить у собі багато подовжньо розташованих ниток армуючих волокон і порошку ТРГ, які з'єднані клеєм щонайменше з одного боку армуючого волокна. Багато таких ниток можуть бути об'єднані, щоб сформувати сердечник, який оповитий на зовнішній його поверхні плетінням з таких же ниток. Одним з варіантів ущільнювального матеріалу є шнур, виготовлений переплетенням (квадратне плетиво) великого числа армованих ниток із ТРГ. Крім того, множина таких армованих ниток із ТРГ може бути скручена у шнур довільної довжини. Набивання у вигляді шнура довільної довжини розрізають на ділянки потрібної довжини залежно від розміру деталей, які ущільнюють, і формують сальник. Спільними ознаками з корисною моделлю, що заявляється, є: наявність у складі набивання армованих ниток із ТРГ, які переплетені (квадратне плетиво) у шнур квадратного перерізу. Причинами, що перешкоджають одержанню потрібного технічного результату, є відносно надмірна складність набивання у вигляді шнура, що передбачає подвійний процес плетіння, при помірних ущільнювальних властивостях. 7 За прототип вибрано набивання, що наведено у патенті США № 5240769, МПК F16J 15/20; D04C 1/00; D06P 7/00 дата публікації 31.08.1993. Набивання у вигляді шнура, сплетене квадратним плетінням або скручене з декількох армованих ниток, а кожна армована нитка складається з двох - десяти смужок фольги із ТРГ товщиною менше 1 мм (переважно: 0,38 мм), шириною менше 5 мм (переважно до 3 мм), які обв'язані трикотажним плетінням з волокон, обраних з ряду: азбестове волокно, керамічне волокно, скловолокно, вуглецеве волокно, бавовна, віскоза, металеві волокна з нікель-хром-залізного сплаву нікель-мідних сплавів або нержавіючої сталі тощо. Поверхня волокон обв'язки трикотажного плетіння оброблена порошком лускатого графіту, або силіконовим маслом, або гумовим клеєм з добавкою політетрафторетилену, а також може додатково містити цинк і нітрит натрію як антикорозійної добавки. В одному з варіантів винаходу між другим і третім листом фольги із ТРГ розміщена армуюча нитка товщиною 0,15 мм, виготовлена зі сплаву нікель-хром-залізо. Спільними ознаками з набиванням, що заявляється, є: шнур, сплетений квадратним плетінням з декількох армованих ниток, кожна армована нитка складається із графітової фольги із ТРГ, що армована відповідним волокном. Причинами, що перешкоджають одержанню потрібного технічного результату, є дещо надмірна складність структури набивання, яка зокрема передбачає можливість використання азбестового волокна, яке має канцерогенні властивості. 1 UA 91436 U 5 10 15 20 25 30 35 40 45 50 55 60 За патентом США № 5240769 набивання виготовляють у такий спосіб. Укладають декілька гнучких графітових листів із ТРГ менше 1 мм у товщину (переважно: 0,38 мм) і розрізають на смужки менше 5 мм завширшки (найбільше переважно до 3 мм завширшки). Підготовлену смугу із декількох гнучких графітових листів із ТРГ обплітають трикотажним плетінням, застосовуючи азбестове волокно, керамічне волокно, скловолокно, вуглецеве волокно, бавовну, віскозу, металеві волокна з нікель-хром-залізного сплаву, нікель-мідних сплавів або нержавіючої сталі тощо. Потім поверхню волокон трикотажної обв'язки, обробляють принаймні одною з наступних речовин: силіконове масло, лускатий графіт, політетрафторетилен у гумовому клеї або, переважно, ці три герметики використовують разом із цинком або нітритом натрію (антикорозійна добавка). Потім, вісім обв'язаних армованих ниток з ТРГ сплітають квадратним плетінням в набивання або шість обв'язаних армованих ниток з ТРГ скручують в набивання з розрахунку 20 оборотів на погонний метр набивання. Виготовлене набивання може бути легко розрізане на фрагменти необхідної довжини, яка відповідає діаметру вала. Іншим варіантом способу є пошарове укладення в смугу трьох гнучких листів із ТРГ товщиною менше 1 мм і шириною менше 5 мм (переважно товщиною 0,38 мм і шириною до 3 мм) і чотирьох листів свинцевої фольги до 0,1 мм по товщині й 3 мм завширшки. Поверхню такої шаруватої смуги обплітають нитками зі сплаву нікель-хром-залізо з утворенням обв'язаної стрічки із графітової й свинцевої фольги, яка використовується як набивання, а також для виготовлення набивання шляхом сплетення або скручування декількох смужок обв'язаної стрічки із графітової й свинцевої фольги. Поверхню волокон, якими обв'язані стрічки із графітової й свинцевої фольги перед сплетенням чи скручуванням просочують принаймні однією з наступних речовин: силіконове масло, лускатий графіт або політетрафторетилен у гумовому клеї. Переважно ці три просочення застосовують разом із цинком або нітритом натрію (антикорозійні добавки). Модифікований приклад способу виготовлення набивання включає укладання чотирьох гнучких листів із ТРГ 0,38 мм у товщину. Між другим і третім листом фольги із ТРГ укладають армуючі нитки товщиною 0,15 мм, виготовлені зі сплаву нікель-хром-залізо. Потім листи розрізають на смужки шириною 3 мм, причому в кожній смужці перебуває одна армуюча нитка. Кожну смужку обплітають трикотажним плетінням, використовуючи волокно товщиною 0,1 мм зі сплаву нікельхром-залізо. Сформовану обв'язану смужку із ТРГ використовують як набивання, а також для виготовлення ущільнювального шнура, який сплітають або скручують із декількох обв'язаних смужок із ТРГ так, як описано вище. Іншим прикладом способу виготовлення набивання є перемішування 60 % частинок ТРГ, 25 % природного графіту, 10 % каучуку і 5 % коротких волокон арамідного волокна. З такої суміші методом екструзії одержують циліндричну нитку діаметром 3 мм, яку обплітають трикотажним в'язанням, використовуючи для обв'язки волокна діаметром 0,1 мм зі сплаву нікель-хром-залізо. Отриману обв'язану нитку використовують як набивання, а також для плетіння або скручування ущільнювального шнура так, як описано вище. В основу корисної моделі поставлена задача удосконалити набивання шляхом зміни складу набивання та параметрів способу його виготовлення, а також уведенням додаткових компонентів у склад набивання забезпечити підвищення пружності ущільнювального матеріалу, а також спростити спосіб його виготовлення. Поставлена задача вирішується тим, що набивання, яке сплетене у вигляді шнура квадратним плетінням з армованих ниток, а кожна армована нитка складається із ТРГ і розміщеного всередині армуючого волокна, згідно з корисною моделлю, кожна армована нитка додатково містить клеєву дисперсію вуглецевих нанотрубок. Технічним результатом корисної моделі, що заявляється, є підвищення пружності набивання. Набивання, що заявляється, має вигляд плетеного шнура квадратного перерізу з розміром від 4×4 мм до 50×50 мм. Плетений шнур складається з графітових армованих ниток діаметром від 2,0 мм до 4,0 мм, які армовані волокном і клеєвою суспензією ВНТ. Набивання використовують так: плетений шнур розрізають на шматки, довжина яких залежить від розмірів деталей, що ущільнюються, і викладають потрібне сальникове ущільнення Отже, набивання, що заявляється, має універсальні ущільнювальні властивості і може бути використане для ущільнення різноманітних деталей складної форми різних розмірів. Для здійснення способу виготовлення набивання використовували наступні матеріали та пристрої: графітову фольгу "Термографеніт" за ТУ У 26.8-30969031-002-2002; клеєву дисперсію ВНТ (вуглецевих нанотрубок), яка складається з води господарськопитного призначення за ГОСТ 24902-81, акрилової дисперсії AXSILAT(TM) 86924 та вуглецевих нанотрубок за ТУ У 24.1-03291669-009:2009; 2 UA 91436 U 5 10 15 20 25 30 35 40 45 50 55 скловолокно за ДСТУ 8325; дріт з високолегованої корозійностійкої і жароміцної сталі 08X18Н10Т, 12X18Н10Т діаметром 0,14-0,16 мм; нитки швейні бавовняні за ГОСТ 6309; комплекс вузлів лінії армування фольги з ТРГ, що включає в себе: вузол нанесення клеєвої дисперсії ВНТ; вузол подачі ниток армування, вузол укладання ниток армування, вузол подачі й розрівнювання порошку ТРГ, а також дві печі відпалу армованої фольги та вузол намотування армованої фольги; верстат марки AM NTC для розрізання неметалічної стрічки на ширину 5; 10; 12; 14; 16; 18; 20 мм; установка для скрутки нитки; машини для плетіння 8; 18; 24; 32 котушкові; універсальне пристосування для прокатки плетеного шнура в двох взаємно перпендикулярних площинах. Процес виготовлення набивання здійснюють так. На фольгу з ТРГ наносять суцільним шаром товщиною 0,05-0,5 мм клеєву дисперсію ВНТ, потім укладають армуючі нитки по ширині фольги з ТРГ так, щоб у подальшому розрізанні фольги з ТРГ на кожній стрічці знаходилась одна армуюча нитка, пропускають фольгу з ТРГ через першу нагрівальну піч з температурою 150-155 °C, наносять рівномірний шар порошку ТРГ товщиною 2-12 мм і прокатують, пропускають через другу нагрівальну піч з температурою 165-170 °C, здійснюють остаточну чистову прокатку одержаної армованої фольги до товщини 0,17-0,25 мм, розрізають армовану фольгу на стрічки шириною 5-20 мм, скручують кожну стрічку в нитку і пропускають через ряд формуючих філь'єр до одержання нитки діаметром 2-4 мм, з одержаних армованих ниток плетуть набивання у вигляді шнура квадратного перерізу. Виготовлений шнур прокатують валками у двох взаємно перпендикулярних площинах до потрібного перерізу від 4×4 мм до 50×50 мм. Можливість здійснення корисної моделі, що заявляється, підтверджують наступні приклади. Приклад 1. Попередньо готують клеєву дисперсію ВНТ, що складається з води, акрилової дисперсії та ВНТ у такому співвідношенні: вода 2л акрилова дисперсія 1л 10 г на 1л водноВНТ акрилової суміші. Фольгу з ТРГ протягують між приводним валком і валками для нанесення клеєвої дисперсії ВНТ, через пристрій для накладання армуючих ниток, через першу нагрівальну піч, пристрій для нанесення порошку ТРГ, валки попередньої прокатки, через другу нагрівальну піч, валки остаточної (чистової) прокатки до пристрою змотування армованої фольги в рулон. Вмикають першу та другу нагрівальні печі і чекають їх виходу на робочий температурний режим: для першої печі - 150 °C, а для другої печі - 165 °C. Після виходу нагрівальних печей на робочий температурний режим вмикають привідні валки, що рухають стрічку фольги з ТРГ. Під час руху фольги з ТРГ на її поверхню наносять суцільним шаром клеєву дисперсію ВНТ товщиною 0,25 мм, накладають нитки армуючого волокна по ширині графітової фольги, нагрівають до температури 150 °C, потім наносять шар порошку терморозширеного графіту товщиною 8 мм, проводять первинну прокатку одержаного шаруватого вуглецевого матеріалу, нагрівають до 165 °C, після цього проводять остаточну чистову прокатку одержаного армованого вуглецевого матеріалу до товщини 0,2 мм. Намотують шаруватий вуглецевий матеріал на приймальну картонну гільзу в рулон. При досягненні необхідного діаметра рулону процес зупиняють. Рулон зважують, і відправляють на пристрій для розрізання армованої стрічки на стрічки шириною 10 мм. Потім кожну стрічку скручують у нитку і пропускають через ряд формуючих філь'єр, одержують нитку товщиною 3 мм. З виготовлених ниток плетуть набивання у вигляді гнучкого шнура наскрізного плетіння квадратного перерізу. Виготовлений шнур прокатують валками у двох взаємноперпендикулярних площинах до потрібного перерізу 12×12 мм. Шнур намотують на котушки або в бухти, пакують, маркують і відправляють споживачеві або на склад. Виготовлене набивання у вигляді шнура мало такі характеристики пружності: стисливість становила 46,8 %, відновлюваність - 12,4 % Приклади 2 та 3. Набивання виготовляли так, як описано у прикладі 1, за винятком того, що змінювали параметри способу в межах, що заявлені у формулі корисної моделі. Конкретні числові значення параметрів способу, а також властивості виготовленого набивання наведено у прикладах 2 та 3 таблиці. 3 UA 91436 U Таблиця Товщина Перетин Температура Товщина Температура Остаточна Ширина Відновлюшару Діаметр набивання Стисливість № першої шару другої товщина стрічки ваність клеєвої одержаної у вигляді набивання, прикладу нагрівальної порошку нагрівальної армованої армованої набивання, дисперсії нитки, мм плетеного % печі, °C ТРГ печі, °C фольги, мм фольги, мм % ВНТ, мм шнура, мм 1 0,25 150 8 165 0,2 10 3 12×12 46,8 12,4 2 0,05 155 2 170 0,17 15 3 12×12 48,8 11,7 3 0,5 155 12 170 0,25 8 3 12×12 44,8 13,6 5 10 15 20 Приклад 4. Для порівняння одержали зразок набивання у вигляді плетеного вуглецевого шнура квадратного перерізу 12×12 мм за прототипом. Стисливість одержаного зразка становила 53,8 %, а відновлюваність - лише 8,9 %. Наведені приклади підтверджують досягнення заявленого технічного результату набивання, що заявляється: Якщо для зразка набивання квадратного перетину 12×12 мм, одержаного за прототипом, стисливість становила 53,8 %, а відновлюваність - лише 8,9 %, то одержане за способом, що заявляється, набивання у вигляді плетеного вуглецевого шнура мало підвищену пружність. Для зразків набивання у вигляді плетеного вуглецевого шнура, одержаного в межах параметрів способу, що заявляється, стисливість становила 44,8-48,8 %, а відновлюваність 11,7-13,6 %. Корисну модель, що заявляється, можна здійснити на підприємствах хімічної промисловості з використанням стандартного обладнання без значних додаткових фінансових затрат. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Набивання, що сплетене у вигляді шнура квадратним плетінням з армованих ниток, а кожна армована нитка складається із терморозширеного графіту і розміщеного всередині армуючого волокна, яке відрізняється тим, що кожна армована нитка із терморозширеного графіту додатково містить клеєву дисперсію вуглецевих нанотрубок. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSementsov Yurii Ivanovych, Kartel Mykola Tymofiiovych, Yanchenko Volodymyr Volodymyrovych
Автори російськоюСеменцов Юрий Иванович, Картель Николай Тимофеевич, Янченко Владимир Владимирович
МПК / Мітки
МПК: F16J 15/20, C09K 3/10, F16J 15/22
Мітки: набивання
Код посилання
<a href="https://ua.patents.su/6-91436-nabivannya.html" target="_blank" rel="follow" title="База патентів України">Набивання</a>
Установка для піскометного набивання футерівки металургійних ковшів
Номер патенту: 65795
Опубліковано: 15.04.2004
Автори: Слівченко Анатолій Іванович, Музирін Олександр Олегович, Івко Володимир Вікторович, Несвіт Володимир Васильович, Тонконог Анатолій Олексійович, Гринюк Сергій Іванович, Єрмоленко Ганна Володимирівна
МПК: B22D 41/02, B22C 15/00
Мітки: металургійних, ковшів, установка, піскометного, футерівки, набивання
Формула / Реферат:
Установка для піскометного набивання футерівки металургійних ковшів, що містить піскометні головки з системою подавання вогнетривкої маси, встановлені на обертовій круговій рамі, і секційний шаблон на кульовій опорі, яка відрізняється тим, що вона додатково містить пристрій для захисту футерівки, виконаний у вигляді горизонтального диска з кільцевим елементом жорсткості, встановлений на монолітну футерівку із зазором відносно верхньої секції...
Універсальна машина для облицювання та набивання свердловин
Номер патенту: 19617
Опубліковано: 25.12.1997
Автори: Сиротенко Валерій Дмитрович, Кочерга Василь Макарович, Переяславський Леонід Григорович, Черняєв Микола Іванович, Биков Євген Костянтинович
МПК: E01C 19/00, F42D 3/00
Мітки: набивання, свердловин, облицювання, універсальна, машина
Формула / Реферат:
Універсальна машина для облицювання та набивання свердловин, що вміщує на базі автомобіля завантажувальний бункер, донний скребковий конвеєр і розвантажувальні тічки в задній частині автомобіля, яка відрізняється тим, що вона обладнана двома поперечними роздавальними стрічковими конвеєрами, виконаними з упорами і розміщеними під розвантажувальними тічками, та встановленими похило з можливістю висування на протилежні боки за допомогою...
Універсальна машина для облицювання та набивання свердловин
Номер патенту: 21579
Опубліковано: 06.01.1998
Автори: Биков Євген Костянтинович, Черняєв Микола Іванович, Переяславський Леонід Григорович, Сиротенко Валерій Дмитрович, Кочерга Василь Макарович
МПК: F42D 3/00, E01C 19/00
Мітки: універсальна, облицювання, машина, свердловин, набивання
Формула / Реферат:
Універсальна машина для облицювання та набивання свердловин, що вміщує на базі автомобіля завантажувальний бункер, пристрій для обігріву подвійних стінок бункеру вихлопними газами двигуна автомобіля, донний скребковий конвейєр, поперечний стрічковий конвейєр з заднім боковим розвантаженням матеріалу, яка відрізняється тим, що вона обладнана баками для води вздовж бокових бортів завантажувального бункеру, причому стінки бункеру в площині...
Подова маса для холодного набивання футерівки ванни електропечей
Номер патенту: 49728
Опубліковано: 15.08.2005
Автори: Кашкуль Володимир Вікторович, Борисов Анатолій Трохимович, Овчарук Анатолій Миколайович, Кучер Іван Гурійович, Ольшанський Володимир Ілліч
МПК: C04B 35/66, C04B 35/00, C21B 7/06, C04B 35/52
Мітки: футерівки, холодного, подова, набивання, електропечей, ванни, маса
Формула / Реферат:
Спосіб відновлення цапф триангелей гальмівної важільної передачі вагонів, при якому наплавляють метал на зношену поверхню цапфи, після чого обробляють поверхню наплавленого металу, відновлюють отвір під шплінт в цапфі та нарізають різьбу по обробленій поверхні, який відрізняється тим, що перед наплавленням в отвір під шплінт встановлюють стержень з металу, що не зварюється з металом цапфи (наприклад мідний) та металом, який наплавляється,...
Готова до набивання довговічна стабілізована неїстівна колагенова оболонка
Номер патенту: 103875
Опубліковано: 10.12.2013
Автори: Гарсіа Мартінес Іон Іньякі, Кнортцер Ернст, Аррарас Хосе Анхель
МПК: A22C 13/00
Мітки: колагенова, готова, довговічна, набивання, неїстівна, оболонка, стабілізована
Формула / Реферат:
1. Стабілізована довговічна готова до набивання неїстівна колагенова оболонка, яка відрізняється тим, що вона містить вологу в кількості від 27 % до 50 % загальної маси оболонки та сіль у кількості від 2,5 % до 30 % сухої маси оболонки, причому сіль являє собою сіль органічної кислоти, і оболонка є упакованою.2. Стабілізована довговічна готова до набивання неїстівна колагенова оболонка за п. 1, яка відрізняється...
Попередній патент: Пневмодробоструминна установка
Наступний патент: Опорна балка під конвективний пакет котельного агрегату
Випадковий патент: Календар багаторічний