Спосіб шліфування впалих поверхонь обертання конічною поверхнею торця абразивного інструмента
Номер патенту: 92147
Опубліковано: 11.08.2014

Формула / Реферат
Спосіб шліфування впалих фасонних поверхонь обертання деталей конічною поверхнею абразивного інструмента при їх перехрещених осях, який відрізняється тим, що регулювання контактом, формоутворенням та зрізанням припуску при переході на наступний рядок здійснюється за рахунок слідкуючої вертикальної подачі в напрямку, що змінює міжцентрову відстань, а робота по формоутворенню та зрізанню припуску розподілена по різних ділянках профілю конічної поверхні інструмента.
Текст
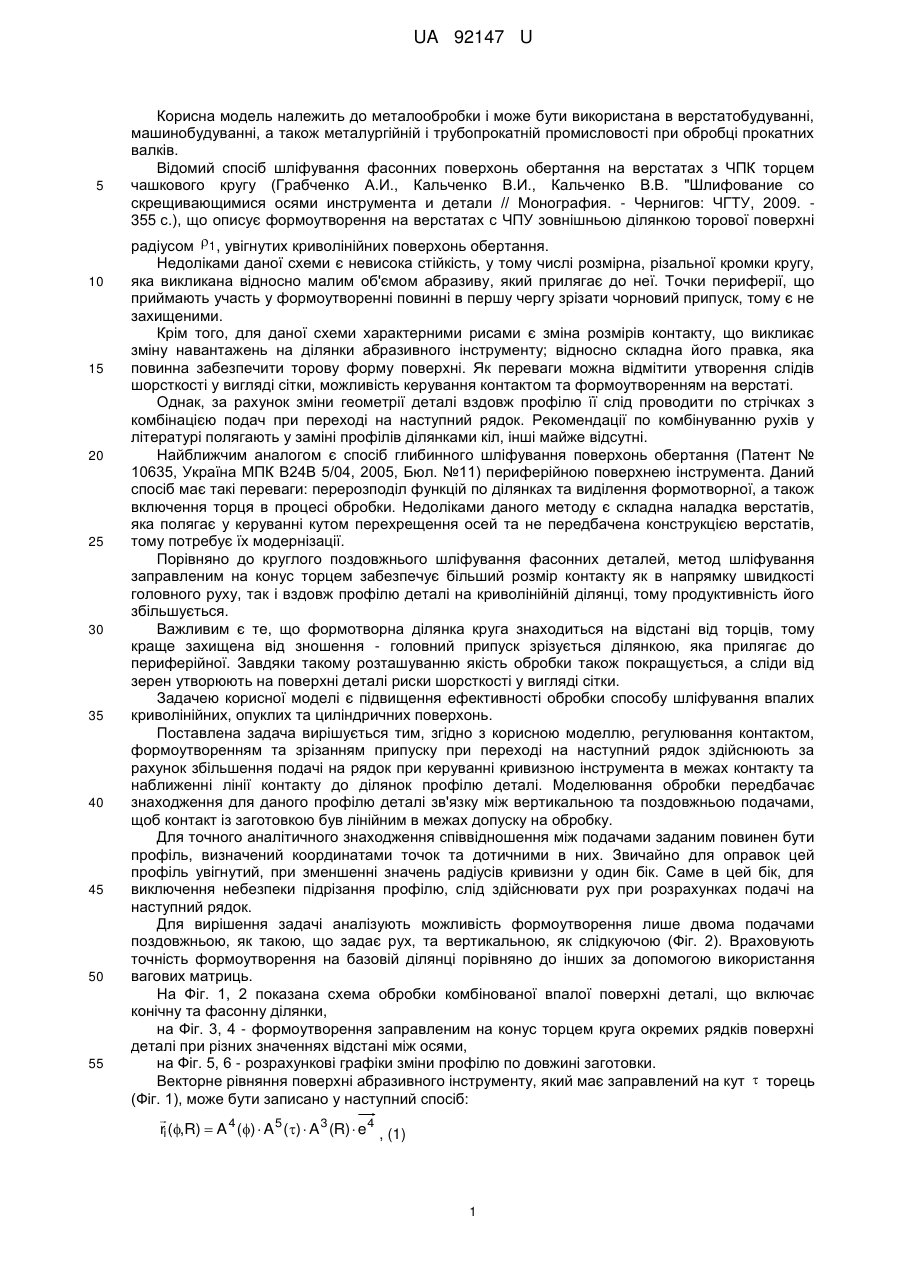
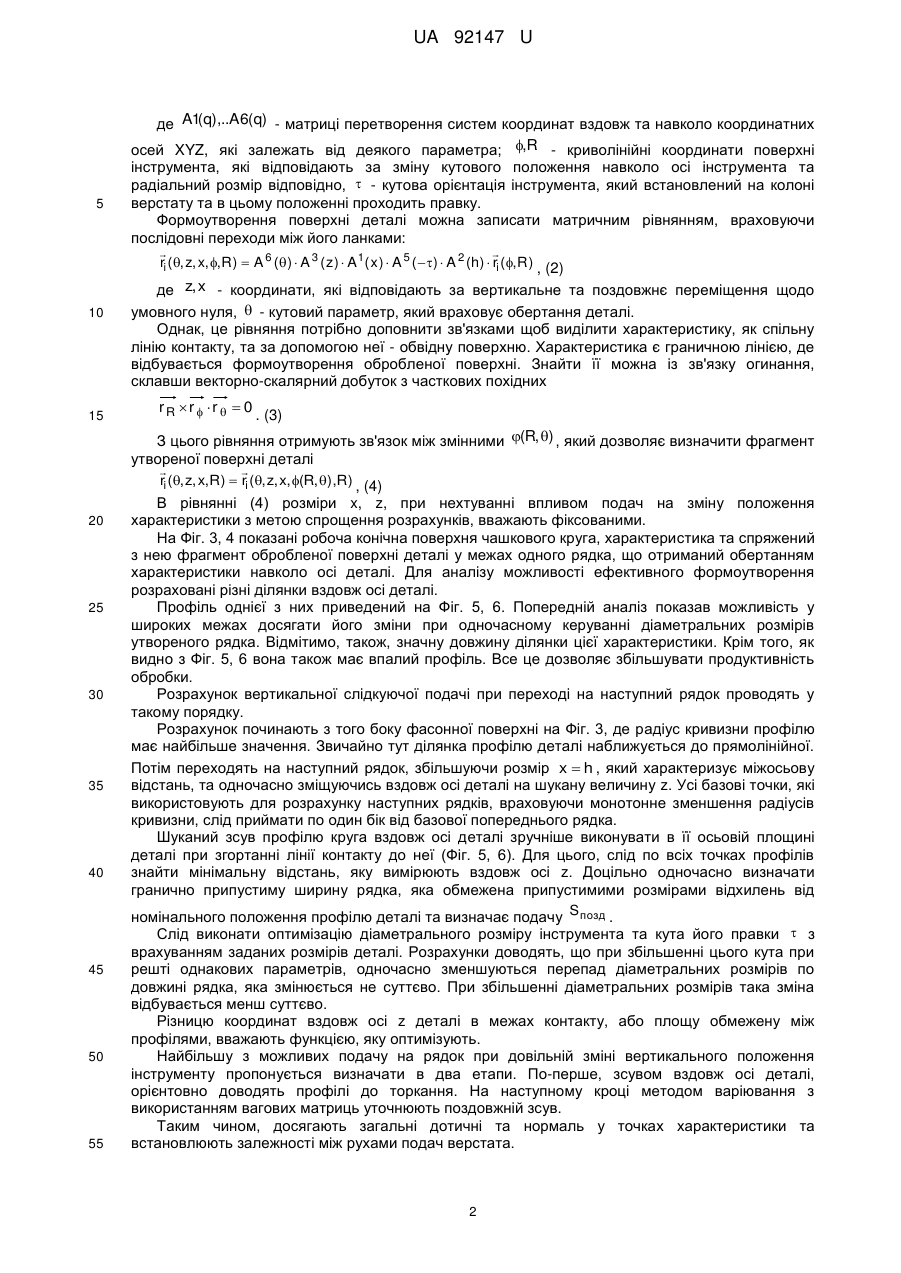
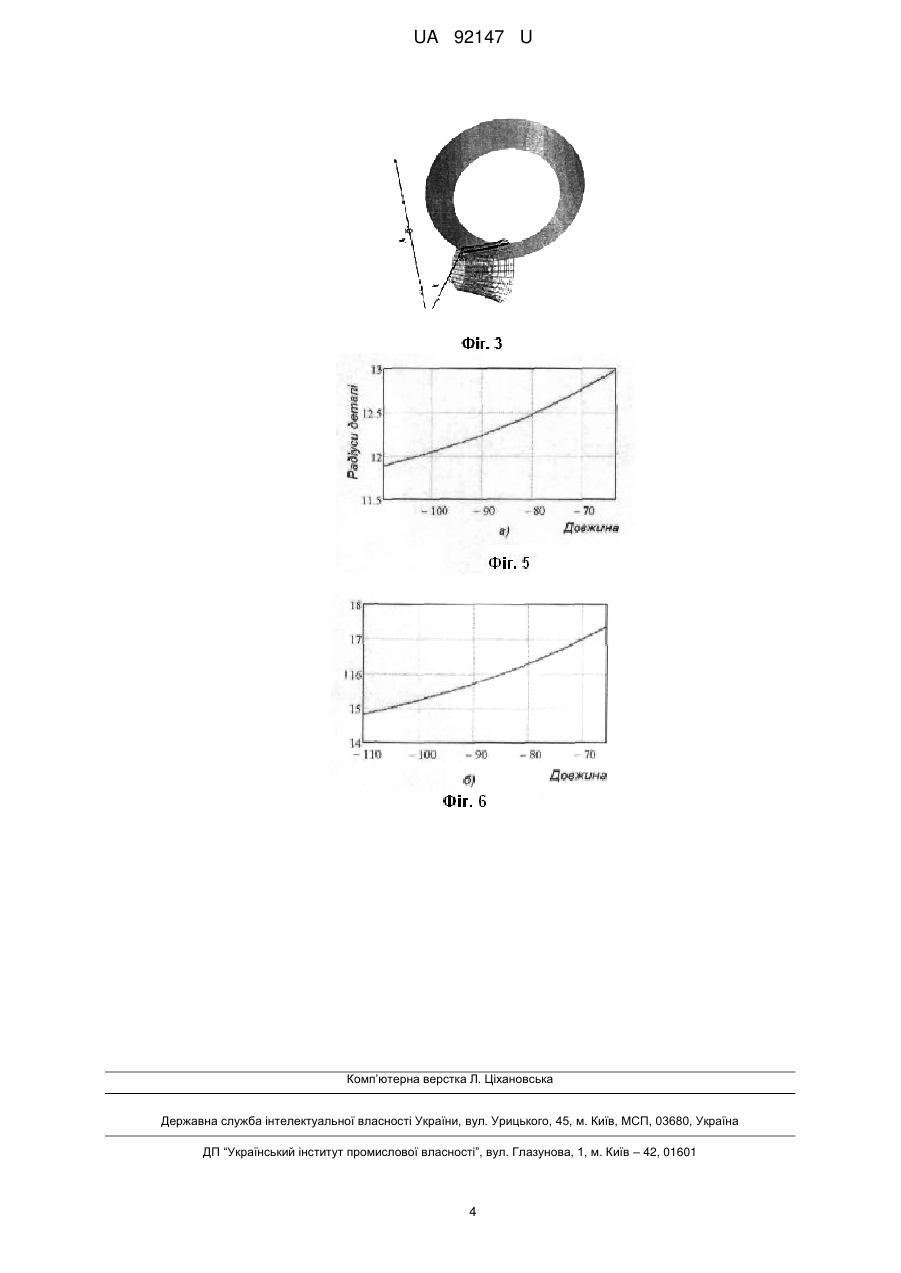
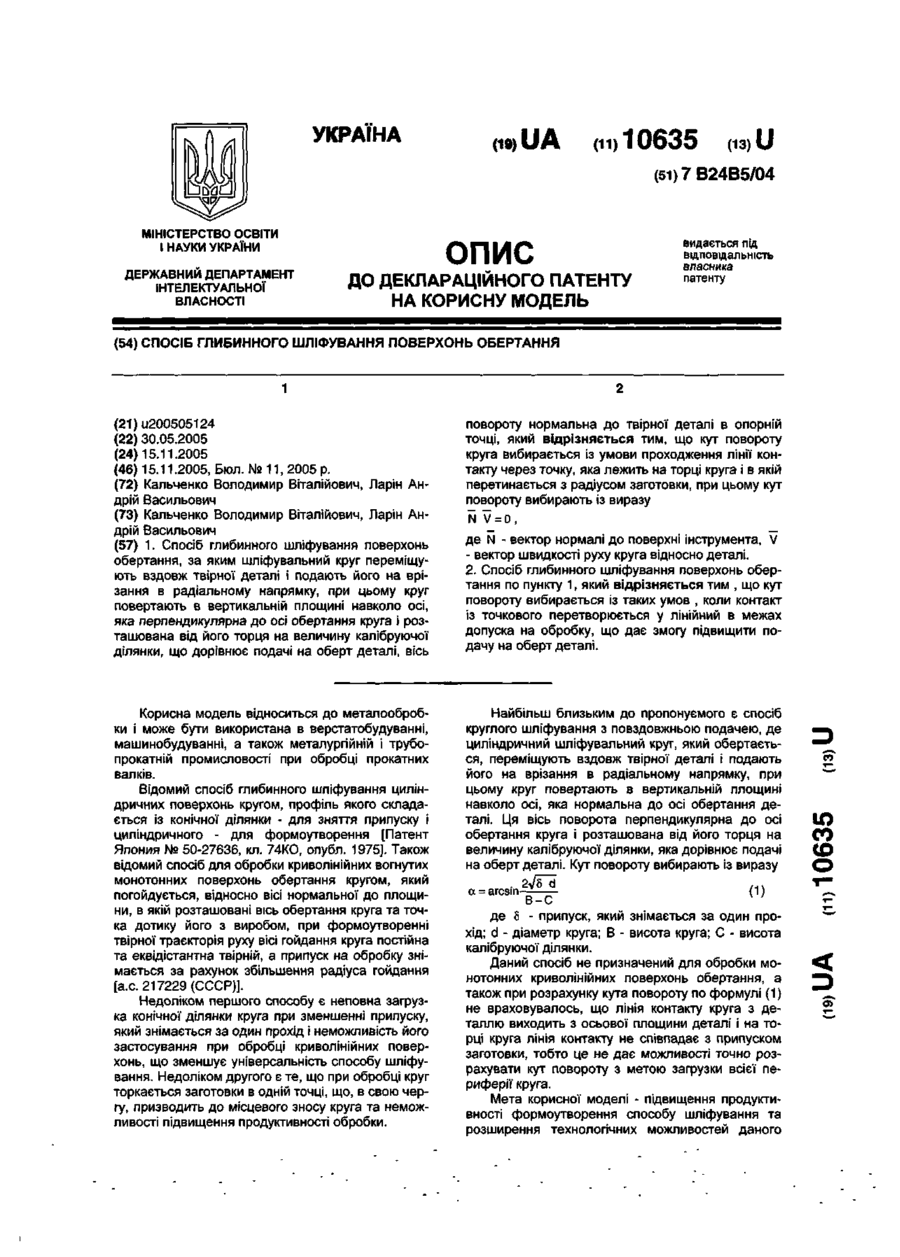
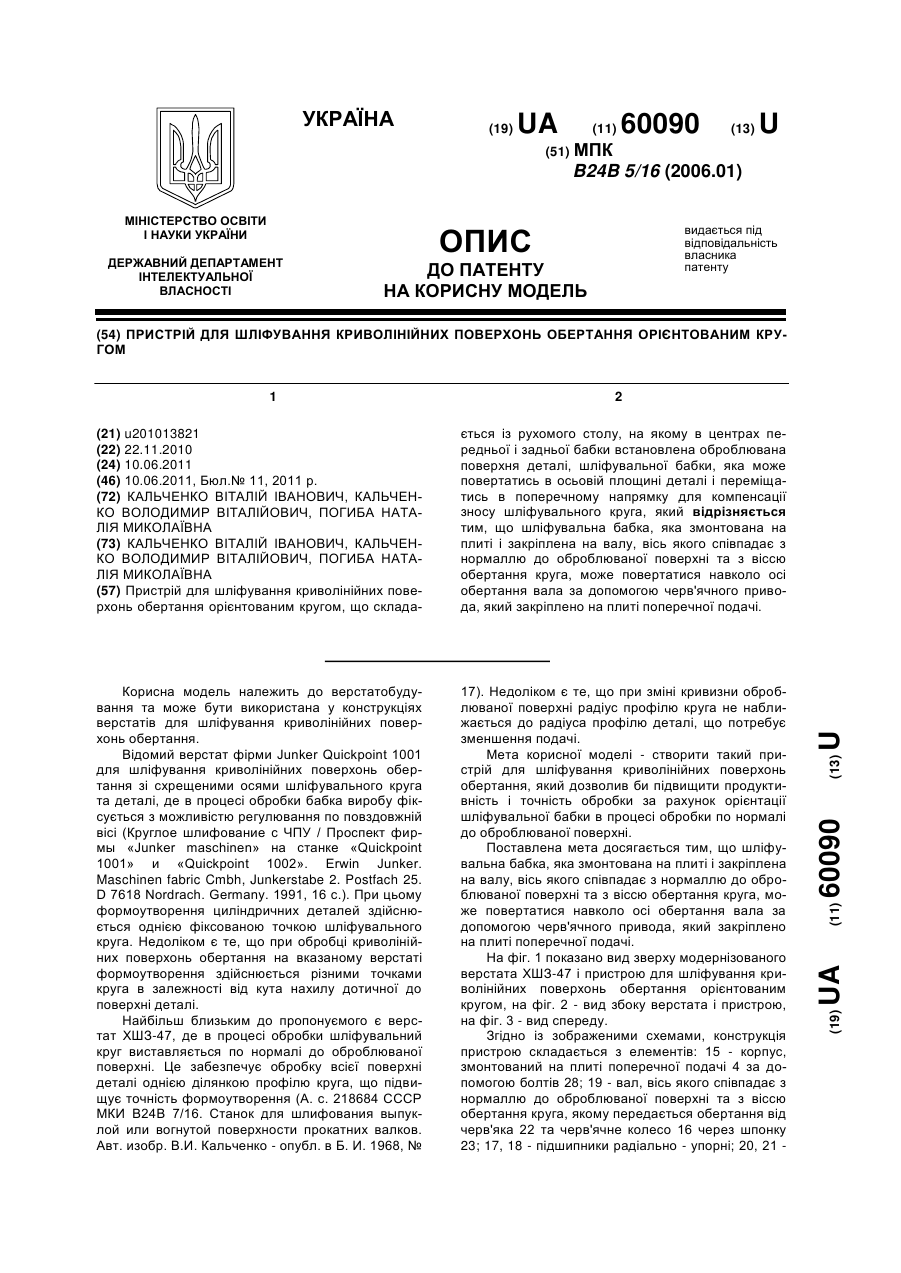
Реферат: Спосіб шліфування впалих фасонних поверхонь обертання деталей конічною поверхнею абразивного інструмента при їх перехрещених осях. Регулювання контактом, формоутворенням та зрізанням припуску при переході на наступний рядок здійснюють за рахунок слідкуючої вертикальної подачі в напрямку, що змінює міжцентрову відстань, а робота по формоутворенню та зрізанню припуску розподілена по різних ділянках профілю конічної поверхні інструмента. UA 92147 U (54) СПОСІБ ШЛІФУВАННЯ ВПАЛИХ ПОВЕРХОНЬ ОБЕРТАННЯ КОНІЧНОЮ ПОВЕРХНЕЮ ТОРЦЯ АБРАЗИВНОГО ІНСТРУМЕНТА UA 92147 U UA 92147 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металообробки і може бути використана в верстатобудуванні, машинобудуванні, а також металургійній і трубопрокатній промисловості при обробці прокатних валків. Відомий спосіб шліфування фасонних поверхонь обертання на верстатах з ЧПК торцем чашкового кругу (Грабченко А.И., Кальченко В.И., Кальченко В.В. "Шлифование со скрещивающимися осями инструмента и детали // Монография. - Чернигов: ЧГТУ, 2009. 355 с.), що описує формоутворення на верстатах с ЧПУ зовнішньою ділянкою торової поверхні радіусом 1 , увігнутих криволінійних поверхонь обертання. Недоліками даної схеми є невисока стійкість, у тому числі розмірна, різальної кромки кругу, яка викликана відносно малим об'ємом абразиву, який прилягає до неї. Точки периферії, що приймають участь у формоутворенні повинні в першу чергу зрізати чорновий припуск, тому є не захищеними. Крім того, для даної схеми характерними рисами є зміна розмірів контакту, що викликає зміну навантажень на ділянки абразивного інструменту; відносно складна його правка, яка повинна забезпечити торову форму поверхні. Як переваги можна відмітити утворення слідів шорсткості у вигляді сітки, можливість керування контактом та формоутворенням на верстаті. Однак, за рахунок зміни геометрії деталі вздовж профілю її слід проводити по стрічках з комбінацією подач при переході на наступний рядок. Рекомендації по комбінуванню рухів у літературі полягають у заміні профілів ділянками кіл, інші майже відсутні. Найближчим аналогом є спосіб глибинного шліфування поверхонь обертання (Патент № 10635, Україна МПК В24В 5/04, 2005, Бюл. №11) периферійною поверхнею інструмента. Даний спосіб має такі переваги: перерозподіл функцій по ділянках та виділення формотворної, а також включення торця в процесі обробки. Недоліками даного методу є складна наладка верстатів, яка полягає у керуванні кутом перехрещення осей та не передбачена конструкцією верстатів, тому потребує їх модернізації. Порівняно до круглого поздовжнього шліфування фасонних деталей, метод шліфування заправленим на конус торцем забезпечує більший розмір контакту як в напрямку швидкості головного руху, так і вздовж профілю деталі на криволінійній ділянці, тому продуктивність його збільшується. Важливим є те, що формотворна ділянка круга знаходиться на відстані від торців, тому краще захищена від зношення - головний припуск зрізується ділянкою, яка прилягає до периферійної. Завдяки такому розташуванню якість обробки також покращується, а сліди від зерен утворюють на поверхні деталі риски шорсткості у вигляді сітки. Задачею корисної моделі є підвищення ефективності обробки способу шліфування впалих криволінійних, опуклих та циліндричних поверхонь. Поставлена задача вирішується тим, згідно з корисною моделлю, регулювання контактом, формоутворенням та зрізанням припуску при переході на наступний рядок здійснюють за рахунок збільшення подачі на рядок при керуванні кривизною інструмента в межах контакту та наближенні лінії контакту до ділянок профілю деталі. Моделювання обробки передбачає знаходження для даного профілю деталі зв'язку між вертикальною та поздовжньою подачами, щоб контакт із заготовкою був лінійним в межах допуску на обробку. Для точного аналітичного знаходження співвідношення між подачами заданим повинен бути профіль, визначений координатами точок та дотичними в них. Звичайно для оправок цей профіль увігнутий, при зменшенні значень радіусів кривизни у один бік. Саме в цей бік, для виключення небезпеки підрізання профілю, слід здійснювати рух при розрахунках подачі на наступний рядок. Для вирішення задачі аналізують можливість формоутворення лише двома подачами поздовжньою, як такою, що задає рух, та вертикальною, як слідкуючою (Фіг. 2). Враховують точність формоутворення на базовій ділянці порівняно до інших за допомогою використання вагових матриць. На Фіг. 1, 2 показана схема обробки комбінованої впалої поверхні деталі, що включає конічну та фасонну ділянки, на Фіг. 3, 4 - формоутворення заправленим на конус торцем круга окремих рядків поверхні деталі при різних значеннях відстані між осями, на Фіг. 5, 6 - розрахункові графіки зміни профілю по довжині заготовки. Векторне рівняння поверхні абразивного інструменту, який має заправлений на кут торець (Фіг. 1), може бути записано у наступний спосіб: ri (,R) A 4 () A 5 () A 3 (R) e 4 , (1) 1 UA 92147 U 5 10 15 20 25 30 35 40 45 50 55 де A1(q),..A6(q) - матриці перетворення систем координат вздовж та навколо координатних осей XYZ, які залежать від деякого параметра; ,R - криволінійні координати поверхні інструмента, які відповідають за зміну кутового положення навколо осі інструмента та радіальний розмір відповідно, - кутова орієнтація інструмента, який встановлений на колоні верстату та в цьому положенні проходить правку. Формоутворення поверхні деталі можна записати матричним рівнянням, враховуючи послідовні переходи між його ланками: ri (, z, x, ,R) A 6 () A 3 ( z) A 1( x ) A 5 ( ) A 2 (h) ri (,R) , (2) де z, x - координати, які відповідають за вертикальне та поздовжнє переміщення щодо умовного нуля, - кутовий параметр, який враховує обертання деталі. Однак, це рівняння потрібно доповнити зв'язками щоб виділити характеристику, як спільну лінію контакту, та за допомогою неї - обвідну поверхню. Характеристика є граничною лінією, де відбувається формоутворення обробленої поверхні. Знайти її можна із зв'язку огинання, склавши векторно-скалярний добуток з часткових похідних r R r r 0 . (3) З цього рівняння отримують зв'язок між змінними (R, ) , який дозволяє визначити фрагмент утвореної поверхні деталі ri (, z, x,R) ri (, z, x, (R, ),R) , (4) В рівнянні (4) розміри x, z, при нехтуванні впливом подач на зміну положення характеристики з метою спрощення розрахунків, вважають фіксованими. На Фіг. 3, 4 показані робоча конічна поверхня чашкового круга, характеристика та спряжений з нею фрагмент обробленої поверхні деталі у межах одного рядка, що отриманий обертанням характеристики навколо осі деталі. Для аналізу можливості ефективного формоутворення розраховані різні ділянки вздовж осі деталі. Профіль однієї з них приведений на Фіг. 5, 6. Попередній аналіз показав можливість у широких межах досягати його зміни при одночасному керуванні діаметральних розмірів утвореного рядка. Відмітимо, також, значну довжину ділянки цієї характеристики. Крім того, як видно з Фіг. 5, 6 вона також має впалий профіль. Все це дозволяє збільшувати продуктивність обробки. Розрахунок вертикальної слідкуючої подачі при переході на наступний рядок проводять у такому порядку. Розрахунок починають з того боку фасонної поверхні на Фіг. 3, де радіус кривизни профілю має найбільше значення. Звичайно тут ділянка профілю деталі наближується до прямолінійної. Потім переходять на наступний рядок, збільшуючи розмір x h , який характеризує міжосьову відстань, та одночасно зміщуючись вздовж осі деталі на шукану величину z. Усі базові точки, які використовують для розрахунку наступних рядків, враховуючи монотонне зменшення радіусів кривизни, слід приймати по один бік від базової попереднього рядка. Шуканий зсув профілю круга вздовж осі деталі зручніше виконувати в її осьовій площині деталі при згортанні лінії контакту до неї (Фіг. 5, 6). Для цього, слід по всіх точках профілів знайти мінімальну відстань, яку вимірюють вздовж осі z. Доцільно одночасно визначати гранично припустиму ширину рядка, яка обмежена припустимими розмірами відхилень від номінального положення профілю деталі та визначає подачу S позд . Слід виконати оптимізацію діаметрального розміру інструмента та кута його правки з врахуванням заданих розмірів деталі. Розрахунки доводять, що при збільшенні цього кута при решті однакових параметрів, одночасно зменшуються перепад діаметральних розмірів по довжині рядка, яка змінюється не суттєво. При збільшенні діаметральних розмірів така зміна відбувається менш суттєво. Різницю координат вздовж осі z деталі в межах контакту, або площу обмежену між профілями, вважають функцією, яку оптимізують. Найбільшу з можливих подачу на рядок при довільній зміні вертикального положення інструменту пропонується визначати в два етапи. По-перше, зсувом вздовж осі деталі, орієнтовно доводять профілі до торкання. На наступному кроці методом варіювання з використанням вагових матриць уточнюють поздовжній зсув. Таким чином, досягають загальні дотичні та нормаль у точках характеристики та встановлюють залежності між рухами подач верстата. 2 UA 92147 U Обробку можливо проводити на копіювальних верстатах при використанні для слідкуючої подачі шаблонів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб шліфування впалих фасонних поверхонь обертання деталей конічною поверхнею абразивного інструмента при їх перехрещених осях, який відрізняється тим, що регулювання контактом, формоутворенням та зрізанням припуску при переході на наступний рядок здійснюється за рахунок слідкуючої вертикальної подачі в напрямку, що змінює міжцентрову відстань, а робота по формоутворенню та зрізанню припуску розподілена по різних ділянках профілю конічної поверхні інструмента. 3 UA 92147 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюRudyk Andrii Vasyliovych
Автори російськоюРудык Андрей Васильевич
МПК / Мітки
МПК: B24B 5/04
Мітки: інструмента, абразивного, спосіб, торця, поверхонь, конічною, обертання, поверхнею, шліфування, впалих
Код посилання
<a href="https://ua.patents.su/6-92147-sposib-shlifuvannya-vpalikh-poverkhon-obertannya-konichnoyu-poverkhneyu-torcya-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування впалих поверхонь обертання конічною поверхнею торця абразивного інструмента</a>
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: поверхонь, шліфування, спосіб, випуклих, інструмента, деталі, схрещеними, торових, осями
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, спосіб, криволінійних, випуклих, шліфування, поверхонь
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Ларін Андрій Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, поверхонь, шліфування, спосіб, глибинного
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Погиба Наталія Миколаївна
МПК: B24B 5/16
Мітки: криволінійних, пристрій, поверхонь, кругом, обертання, орієнтованим, шліфування
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Спосіб шліфування жолоба змінного радіуса з вертикальним зміщенням інструмента

Номер патенту: 40522
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: зміщенням, змінного, шліфування, вертикальним, радіуса, жолоба, інструмента, спосіб
Формула / Реферат:
Спосіб шліфування кільцевого жолоба зі змінним радіусним профілем, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, та дискретно повертають відносно осі, що проходить через центр дуги профілю жолоба в кожному осьовому перерізі та перпендикулярно до нього, і нахиляють інструмент навколо прямої, яка...
Попередній патент: Грілка
Наступний патент: Кутомірна сітка артилерійської бусолі
Випадковий патент: Спосіб створення піднімальної сили і горизонтальної тяги