Спосіб нанесення антиадгезійного покриття на хлібопекарські форми
Номер патенту: 93173
Опубліковано: 10.01.2011
Автори: Бондаренко Дмитро Олександрович, Фролов Олександр Миколайович, Китаєв Євген Анатолійович, Кашуба Роман Олександрович, Кривенко Олег Павлович
Формула / Реферат
Спосіб нанесення антиадгезійного покриття на хлібопекарські форми, що включає механічну обробку металевих хлібопекарських форм, обдування форм сухим повітрям, нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм з нанесеним полімерним антиадгезійним покриттям, який відрізняється тим, що механічну обробку форм ведуть методом піскоструминної обробки за допомогою абразивоструминної установки з діаметром внутрішнього отвору сопла d=5-8 мм, при тиску стислого повітря Р1=4-7 кгс/см2, продуктивності стислого повітря А=2-8 м3/хв., частинками піску розміром b=0,5-2,5 мм, з відстані до поверхні форм L1=l0-300 мм, після обдування форм сухим повітрям здійснюють підігрів форм в печі до температури Т1=40-60 °С, після чого наносять на форми одношарове полімерне антиадгезійне покриття, що містить, мас.: каучук низькомолекулярний - 60-85 %, каталізатор затвердіння - 1,5-1,9 % і розчинник - решта, товщиною S=20-250 мкм, кінематичною в'язкістю h=60-90 сСт за допомогою розпилюючого пристрою при тиску повітря Р2=5-10 кгс/см2, з відстані до поверхні форм L2=50-200 мм, а після нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм для полімеризації нанесеного полімерного антиадгезійного покриття ведуть в сушильній камері при температурі повітря Т2= 40-60 °С протягом терміну t=12-48 год.
Текст
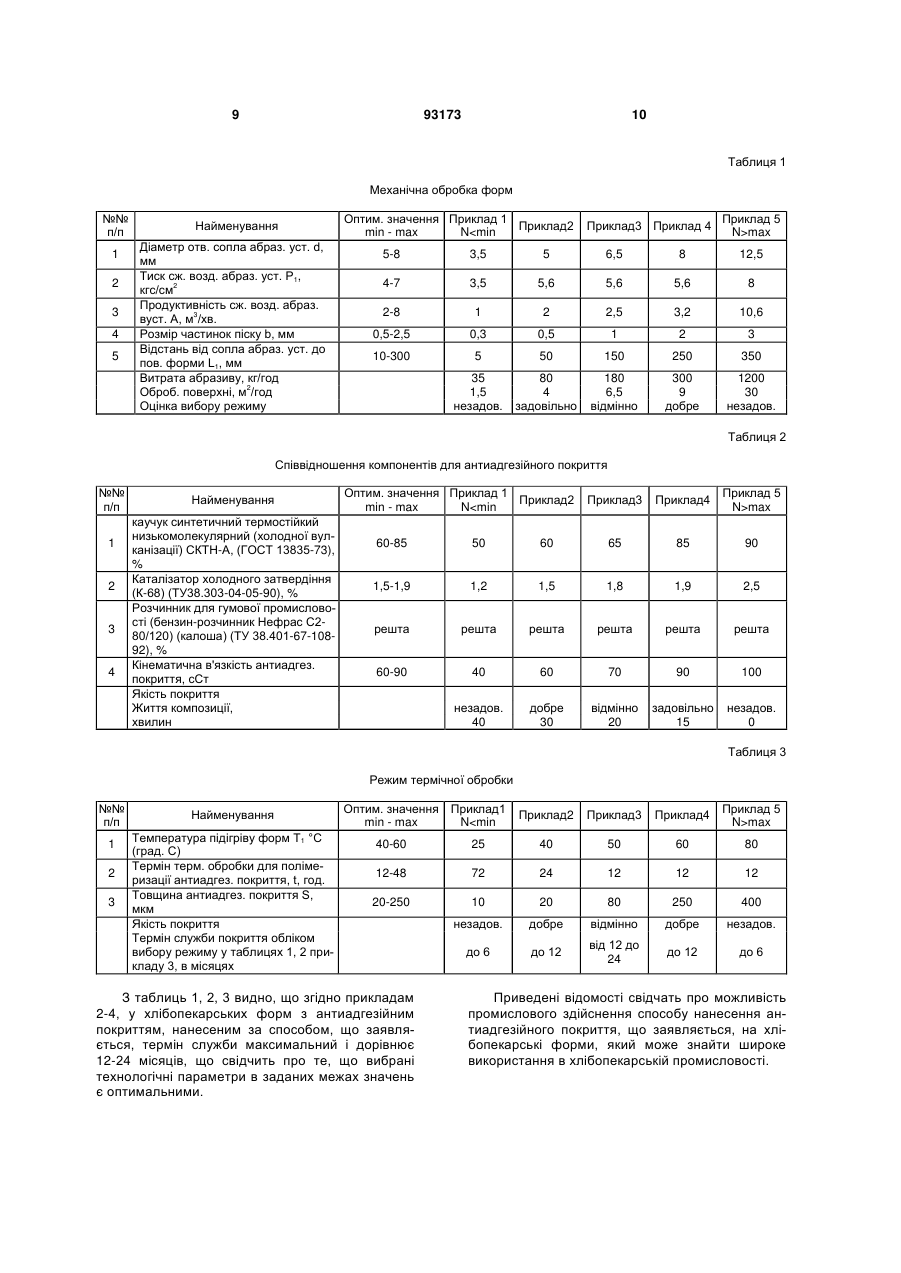
Спосіб нанесення антиадгезійного покриття на хлібопекарські форми, що включає механічну обробку металевих хлібопекарських форм, обдування форм сухим повітрям, нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм з нанесеним полімерним антиадгезійним покриттям, який відрізняється тим, що C2 2 (13) 1 3 рі, нанесення шару покриття у вигляді суспензії Ф4Д, що включає політетрафторетилен (фторопласт), сушку покриття на повітрі і термічну обробку форми. Для збільшення теплопровідності форми при одночасному спрощенні процесу нанесення покриття, як грунт використовують 50% водну суспензію політетрафторетилену (фторопласту), що містить двоокис кремнію в кількості 20-30 мас. %, шари грунту і покриття наносять завтовшки відповідно 10-15 мкм, після сушки ґрунту форму додатково піддають термообробці при 150-160°С [«Способ покрытия хлебопекарной формы антиадгезионным составом» SU 1750572 (А) (Научно-производственное объединение хлебопекарной промышленности) A21D8/08, 30.07.1992, аналог] [2]. Відомий також спосіб нанесення антиадгезійного покриття на хлібопекарські форми, що включає попередню піскоструминну обробку, обдування стислим повітрям для видалення пилу і нанесення антиадгезійного покриття з фторопласту з подальшою його термообробкою. Для підвищення якості покриття і продуктивності процесу нанесення антиадгезійного покриття, форми перед нанесенням покриття нагрівають до 415-430°С, причому товщину покриття вибирають 10-20 км, при цьому термообробку здійснюють при температурі прогрівання протягом 20 хвилин [«Способ обработки внутренних поверхностей пекарных форм» RU 2025977 (С1) (Научнопроизводственная фирма «Сбоина»), А21В3/13, 09.01.1995, аналог] [3]. Недоліками відомих способів нанесення антиадгезійного покриття на хлібопекарські форми [1-3] є висока вартість покриття хлібопекарської форми антиадгезійним складом на основі політетрафторетилену (фторопласту), а також недостатня стійкість антиадгезійного покриття хлібопекарських форм, із-за чого термін експлуатації хлібопекарських форм з антиадгезійним покриттям, нанесеним відомими способами, не перевищує 6 місяців. З рівня техніки відомий також найбільш близький до способу, що заявляється, за призначенням, кількістю загальних ознак і технічному результату, що досягається, - спосіб нанесення антиадгезійного покриття на хлібопекарські форми, що включає механічну обробку металевих хлібопекарських форм, обдування форм сухим повітрям, нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм з нанесеним полімерним антиадгезійним покриттям. Механічну обробку форм ведуть методом дробоструминної обробки при тиску повітря 0,4-0,6 Мпа, причому кожна форма обробляється 5-6 с. Перед нанесенням антиадгезійного покриття на поверхні форм наносять грунт. Термічну обробку форм і полімеризацію нанесеного полімерного антиадгезійного покриття здійснюють протягом 3 годин при температурі 180°С. Для підвищення якості обробки форм, випалення форм проводять при температурі 450500°С протягом 0,9-1,2 годин в газовому середовищі із змістом кисню 12-15%, а перед дробоструминною обробкою здійснюють промивку (очищення) форм від продуктів випалення водою під тиском 1,5-2,0 Мпа з подальшою сушкою при 80 93173 4 100°С протягом 0,4-0,6 годин [«Способ обработки внутренних поверхностей хлебопекарных форм и линия для обработки внутренних поверхностей хлебопекарных форм» SU 1178379 (А) (Воронежский технологический институт) А21В3/13, 15.09.1985, найбільш близький аналог - прототип] [4]. Недоліками відомого способу нанесення антиадгезійного покриття на хлібопекарські форми [4] є його недосконалість, обумовлена тим, що цей спосіб передбачає велику кількість дій (операцій) і велику номенклатуру використовуваного енергоємного технологічного устаткування, що підвищує собівартість хлібопекарських форм. Крім того, умови виконання дій (операцій), зокрема режими дій (операцій) і використовуваний склад антиадгезійного покриття, а також тип технологічного устаткування не є раціональними, внаслідок чого не досягається оптимізація технологічного процесу нанесення антиадгезійного покриття, знижується стійкість антиадгезійного покриття хлібопекарських форм, із-за чого термін експлуатації хлібопекарських форм з антиадгезійним покриттям, нанесеним цим відомим способом, складає від 6 до 10 місяців. Суть винаходу В основу винаходу поставлена задача, удосконалити спосіб нанесення антиадгезійного покриття на хлібопекарські форми шляхом: - зниження кількості дій (операцій), номенклатури і енергоспоживання використовуваного технологічного устаткування - застосування раціональних режимів (операцій) і використовуваного складу компонентів антиадгезійного покриття, що забезпечують оптимізацію технологічного процесу нанесення антиадгезійного покриття. Технічний результат, який досягається при рішенні поставленої задачі і використанні вдосконаленого способу, полягає в підвищенні стійкості антиадгезійного покриття хлібопекарських форм при одночасному спрощенні процесу його нанесення і зниженні собівартості хлібопекарських форм, внаслідок чого термін експлуатації хлібопекарських форм з антиадгезійним покриттям, нанесеним вдосконаленим способом, підвищується до 12-24 місяців. Поставлена задача вирішується, а технічний результат досягається тим, що в способі нанесення антиадгезійного покриття на хлібопекарські форми, що включає механічну обробку металевих хлібопекарських форм, обдування форм сухим повітрям, нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм з нанесеним полімерним антиадгезійним покриттям, згідно винаходу, механічну обробку форм ведуть методом піскоструминної обробки за допомогою абразивоструминної установки з діаметром внутрішнього отвору сопла d=5-8 мм, при тиску стислого повітря Ρ1=4-7 кгс/см2, продуктивності стислого повітря А=2-8 м3/хв, частинками піску розміром b=0,5-2,5 мм, з відстані до поверхні форм L1=10300 мм, після обдування форм сухим повітрям здійснюють підігрів форм в печі до температури Τ1=40-60°С, після чого наносять на форми одно 5 шарове полімерне антиадгезійне покриття, мас, що містить: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) - 60-85%, каталізатор холодного затвердіння - 1,5-1,9% і розчинник для гумової промисловості - решта, товщиною S=20-250 мкм, кінематичною в'язкістю з=60-90 сСт за допомогою розпилюючого пристрою при тиску повітря Р2=5-10 кгс/см2, з відстані до поверхні форм L2=50-200 мм, а після нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм для полімеризації нанесеного полімерного антиадгезійного покриття ведуть в сушильній камері при температурі повітря Т2=4060°С протягом терміну t=12-48 годин. У зв'язку з тим, що механічну обробку форм ведуть методом піскоструминної обробки за допомогою абразивоструминної установки, забезпечується економічніша обробка в порівнянні з дробеструйной обробкою в прототипі [4] з раціональними технологічними параметрами (d=5-8 мм, Ρ1=4-7 кгс/см2, А=2-8 м3/хв, b=0,5-2,5 мм, L1=10-300 мм), визначеними досвідченим шляхом. Вибір цих технологічних параметрів за межами згаданих значень веде до зниження якості механічної обробки форм, що надалі приведе до зниження стійкості антиадгезійного покриття хлібопекарських форм або до збільшення енергоспоживання при механічній обробці. У зв'язку з тим, що після обдування форм сухим повітрям для видалення пилу здійснюють підігрів форм в печі до температури Т1= 40-60°С, забезпечується підігрів металевої форми до оптимальної температури, необхідної для якісного зчеплення антиадгезійного покриття з поверхнею металевої форми, прискорення процесу полімеризації і підвищення стійкості антиадгезійного покриття. Вибір температури підігріву форм в заданому діапазоні (Т1=40-60°С) заснований на досвідчених даних. Вибір температури підігріву форм за межами вибраних значень (Т1=40-60°С) недоцільний, оскільки в цих випадках не досягається необхідна якість зчеплення полімерного антиадгезійного покриття з металевою хлібопекарською формою. Нанесення на нагріті металеві хлібопекарські форми одношарового полімерного антиадгезійного покриття, мас, що містить: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) 60-85%, каталізатор холодного затвердіння 1,5-1,9%, розчинник для гумової промисловості решта, забезпечує формування порівняльно недорого, але ефективного в роботі полімерного антиадгезійного покриття для нанесення на металеві хлібопекарські форми. Дослідним шляхом встановлено, що застосування згаданого складу компонентів полімерного антиадгезійного покриття на основі каучуку синтетичного термостійкого низькомолекулярного (холодної вулканізації), переважно СКТН-А по ГОСТ 13835-73 «Каучук синтетичний термостійкий низькомолекулярний» (СКТН), його аналогів іншої близької густини СКТН-Б, СКТН-В, СКТН-Ф, або його 93173 6 замінників закордонного виробництва (Dow Corning 3429 Polymer, DE), у поєднанні з каталізатором холодного затвердіння, переважно К-68 (ТУ 38.303-04-05-90), К-21 (ТУ 38.303-04-05-90) чи К-18 (ТУ 6-02-805-78) або К-10С (ТУ 6-02-874-79) і розчинника для гумової промисловості, переважно бензина-розчинника Нефрас С2-80/120 (калоша) (ТУ 38.401-67-108-92) або Нефрас С3-80/120 (ТУ 38.401-67-108-92) у вказаному мас. % співвідношенні при формуванні ефективного в роботі полімерного антиадгезійного покриття з порівняльно недорогих компонентів забезпечує високе зчепленням полімерного антиадгезійного покриття із стінками металевої хлібопекарської форми. За рахунок цього досягається підвищення стійкості антиадгезійного покриття і термін служби хлібопекарських форм при невисокій вартості антиадгезійного покриття згаданого складу і співвідношення компонентів. Вибір технологічних параметрів при нанесенні одношарового полімерного антиадгезійного покриття, мас, що містить.: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) - 60-85%, каталізатор холодного затвердіння - 1,5-1,9% і розчинник для гумової промисловості решта, товщиною S=20-250 мкм, кінематичною в'язкістю =60-90 сСт за допомогою розпилюючого пристрою при тиску повітря Р2=5-10 кгс/см2, з відстані до поверхні форм L2=50-200 мм, заснований на дослідних даних, при яких забезпечується нанесення полімерного антиадгезійного покриття на стінки металевих хлібопекарських форм рівномірним шаром без потьоків з високим зчепленням, що підвищує якість і стійкість антиадгезійного покриття. Вибір технологічних параметрів при нанесенні покриття за межами згаданих значень веде до порушення режиму полімеризації, потьоків і нерівномірності товщини шару полімерного антиадгезійного покриття, що знижує якість і стійкість антиадгезійного покриття на хлібопекарських формах. Завдяки тому, що після нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм для полімеризації нанесеного полімерного антиадгезійного покриття ведуть в сушильній камері при температурі повітря Т2=4060°С протягом терміну t=12-48 годин, досягається повна полімеризація полімерного антиадгезійного покриття, що містить мас: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) 60-85%, каталізатор холодного затвердіння 1,5-1,9% розчинник для гумової промисловості решта. При цьому забезпечується економічніший режим полімеризації при невисокій температурі нагріву, що разом з високою якістю полімерного антиадгезійного покриття забезпечує зниження енергоспоживання для процесу його полімеризації. Вибір технологічних параметрів в заданому діапазоні значень (Т2=40-60°С, t=12-48 годин) заснований на дослідних даних. Дослідним шляхом установлено, що вибір технологічних параметрів 7 за межами вибраних значень (Т2=40-60°С, t=12-48 годин) недоцільний, оскільки в цих випадках не досягається необхідна якість полімерного антиадгезійного покриття при його полімеризації або невиправдано збільшується тривалість самого процесу полімеризації. В цілому, в порівнянні з прототипом [4], запропоновані удосконалення забезпечують підвищення стійкості антиадгезійного покриття хлібопекарських форм при одночасному спрощенні процесу його нанесення і зниженні собівартості хлібопекарських форм, внаслідок чого термін експлуатації хлібопекарських форм з антиадгезійним покриттям, нанесеним вдосконаленим способом, підвищується до 12-24 місяців. Відомості, які підтверджують можливість здійснення винаходу У загальному випадку спосіб нанесення антиадгезійного покриття на хлібопекарські форми включає механічну обробку металевих хлібопекарських форм, обдування форм сухим повітрям, нанесення на форми полімерного антиадгезійного покриття і термічну обробку форм з нанесеним полімерним антиадгезійним покриттям. Особливістю способу є наступні операції і їх режими виконання. Механічну обробку форм ведуть методом піскоструминної обробки за допомогою абразивоструминної установки з діаметром внутрішнього отвору сопла d=5-8 мм, при тиску стислого повітря Ρ1=4-7 кгс/см2, продуктивності стислого повітря 3 А=2-8 м /хв, частинками піску розміром b=0,5-2,5 мм, з відстані до поверхні форм L1=10-300 мм. Після обдування форм сухим повітрям здійснюють підігрів форм в печі до температури Τ1=4060°С. Потім наносять на форми одношарове полімерне антиадгезійне покриття, що містить мас: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) - 60-85%, каталізатор холодного затвердіння - 1,5-1,9% і розчинник для гумової промисловості - решта, товщиною S=20250 мкм, кінематичною в'язкістю =60-90 сСт за допомогою розпилюючого пристрою при тиску повітря Р2=5-10 кгс/см2, з відстані до поверхні форм L2=50-200 мм. Дослідним шляхом встановлено, що найбільш ефективне є застосування згаданого складу компонентів полімерного антиадгезійного покриття що складається з каучуку синтетичного термостійкого низькомолекулярного (холодної вулканізації), переважно СКТН-А (http://www.penta 93173 8 si.com.ua/product228.html) по ГОСТ 13835-73 «Каучук синтетичний термостійкий низькомолекулярний» (СКТН) (http://www.complexdoc.ru/lib/%D0%93%D0%9E%D 0%A1%D0%A2%2013835-73), його аналогів іншої близької густини СКТН-Б, СКТН-В, СКТН-Ф (http://www.penta91.ru/sctn.htm?from=Google&gclid=CImE1Lv0mqUC FYIw3wodLRjoIA), або його замінників закордонного виробництва (Dow Corning 3429 Polymer, DE) (http://diol.fis.ru/product/8073898), у поєднанні з каталізатором холодного затвердіння, переважно К68 (ТУ 38.303-04-05-90), К-21 (ТУ 38.303-04-05-90), К-18 (ТУ 6-02-805-78) (http://www.pentasever.ru/catalyst.html) або каталізатором К-10С (ТУ 6-02-874-79) (http://www.promportal.ru/showusers.php?id=84) (http://www.megasklad.ru/lots/view/380134) і розчинником для гумової промисловості, переважно бензином-розчинником Нефрас С2-80/120 (калоша) (ГОСТ 26377-84) (ТУ 38.401-67-108-92) або Нефрас СЗ-80/120 (ТУ 38.401-67-108-92) (http://www.complexdoc.ru/text/%D0%93%D0%9E% D0%A1%D0%A2%2026377-84), http://www.servon.ru/index.php?id=71&PHPSESSID= acc0b9d9225dfcb32e6a9a5), (http://www.ati.com.ua/s2-80-120-rastvoritelneftyanoy_bbc_471617.html). Після нанесення на форми полімерного антиадгезійного покриття, термічну обробку форм для полімеризації нанесеного полімерного антиадгезійного покриття ведуть в сушильній камері при температурі повітря Т2=40-60 °С протягом терміну t=12-48 годин. Готові хлібопекарські форми упаковують і відправляють на склад. Склад компонентів антиадгезійного покриття і технологічні режими конкретних прикладів (приклади 1-5) здійснення способу нанесення антиадгезійного покриття містить мас: каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) СКТН-А по ГОСТ 13835-73 «Каучук синтетичний термостійкий низькомолекулярний» (СКТН) - 60-85%, каталізатор холодного затвердіння (К-68) (ТУ 38.303-04-05-90) - 1,5-1,9% і розчинник для гумової промисловості (бензинрозчинник Нефрас С2-80/120) (калоша) (ГОСТ 26377-84) (ТУ 38.401-67-108-92) - решта, на хлібопекарські форми представлені в таблицях 1-3. Приклади здійснення способу нанесення антиадгезійного покриття на хлібопекарські форми 9 93173 10 Таблиця 1 Механічна обробка форм №№ п/п 1 2 3 4 5 Найменування Діаметр отв. сопла абраз. уст. d, мм Тиск сж. возд. абраз. уст. Р1, 2 кгс/см Продуктивність сж. возд. абраз. 3 вуст. А, м /хв. Розмір частинок піску b, мм Відстань від сопла абраз. уст. до пов. форми L1, мм Витрата абразиву, кг/год 2 Оброб. поверхні, м /год Оцінка вибору режиму Оптим. значення Приклад 1 Приклад2 min - max Nmax 5-8 3,5 5 6,5 8 12,5 4-7 3,5 5,6 5,6 5,6 8 2-8 1 2 2,5 3,2 10,6 0,5-2,5 0,3 0,5 1 2 3 10-300 5 50 150 250 350 35 1,5 незадов. 80 4 задовільно 180 6,5 відмінно 300 9 добре 1200 30 незадов. Таблиця 2 Співвідношення компонентів для антиадгезійного покриття №№ п/п 1 2 3 4 Найменування каучук синтетичний термостійкий низькомолекулярний (холодної вулканізації) СКТН-А, (ГОСТ 13835-73), % Каталізатор холодного затвердіння (К-68) (ТУ38.303-04-05-90), % Розчинник для гумової промисловості (бензин-розчинник Hефрас С280/120) (калоша) (ТУ 38.401-67-10892), % Кінематична в'язкість антиадгез. покриття, сСт Якість покриття Життя композиції, хвилин Оптим. значення Приклад 1 Приклад2 min - max Nmax 60-85 50 60 65 85 90 1,5-1,9 1,2 1,5 1,8 1,9 2,5 решта решта решта решта решта решта 60-90 40 60 70 90 100 незадов. 40 добре 30 відмінно 20 задовільно 15 незадов. 0 Таблиця 3 Режим термічної обробки №№ п/п 1 2 3 Найменування Температура підігріву форм Τ1 °С (град. С) Термін терм. обробки для полімеризації антиадгез. покриття, t, год. Товщина антиадгез. покриття S, мкм Якість покриття Термін служби покриття обліком вибору режиму у таблицях 1, 2 прикладу 3, в місяцях Оптим. значення Приклад1 min - max Nmax 40-60 25 40 50 60 80 12-48 72 24 12 12 12 20-250 10 20 80 250 400 незадов. добре відмінно добре незадов. до 6 до 12 від 12 до 24 до 12 до 6 З таблиць 1, 2, 3 видно, що згідно прикладам 2-4, у хлібопекарських форм з антиадгезійним покриттям, нанесеним за способом, що заявляється, термін служби максимальний і дорівнює 12-24 місяців, що свідчить про те, що вибрані технологічні параметри в заданих межах значень є оптимальними. Приведені відомості свідчать про можливість промислового здійснення способу нанесення антиадгезійного покриття, що заявляється, на хлібопекарські форми, який може знайти широке використання в хлібопекарській промисловості. 11 Комп’ютерна верстка О. Гапоненко 93173 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for antiadhesion coating of baking dishes
Автори англійськоюBondarenko Dmytro Oleksandrovych, Kashuba Roman Oleksandrovych, Kytaiev Yevhen Anatoliiovych, Kryvenko Oleh Pavlovych, Frolov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ нанесения антиадгезивного покрытия на хлебопекарные формы
Автори російськоюБондаренко Дмитрий Александрович, Кашуба Роман Александрович, Китаев Евгений Анатольевич, Кривенко Олег Павлович, Фролов Александр Николаевич
МПК / Мітки
МПК: A21B 3/00, C08K 7/00, A21D 8/00
Мітки: антиадгезійного, форми, покриття, спосіб, нанесення, хлібопекарські
Код посилання
<a href="https://ua.patents.su/6-93173-sposib-nanesennya-antiadgezijjnogo-pokrittya-na-khlibopekarski-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення антиадгезійного покриття на хлібопекарські форми</a>
Спосіб нанесення оптичного покриття різної форми
Номер патенту: 33849
Опубліковано: 10.07.2008
Автори: Кабацій Василь Миколайович, Гасинець Вячеслав Омелянович, Кабацій Микола Васильович
МПК: G03C 1/015, G01D 5/26, G02B 1/10
Мітки: нанесення, покриття, різної, спосіб, форми, оптичного
Формула / Реферат:
Спосіб нанесення оптичного покриття на основі складних халькогенідних стекол, в якому відібрані кусочки халькогенідного скла розміщують на попередньо нагрітому до необхідної температури напівпровідниковому елементі, який відрізняється тим, що подрібнені кусочки халькогенідного скла за допомогою відповідного механізму поміщають у кварцовий реактор, який знаходиться всередині верхньої камери нагрівника, маса халькогенідного скла, внутрішній...
Спосіб нанесення оптичного покриття різної форми на основі халькогенідних склоподібних сплавів

Номер патенту: 89690
Опубліковано: 25.02.2010
Автори: Кабацій Василь Миколайович, Кабацій Микола Васильович
МПК: G03C 1/015, G02B 1/10
Мітки: склоподібних, халькогенідних, сплавів, нанесення, різної, оптичного, основі, форми, покриття, спосіб
Формула / Реферат:
1. Спосіб нанесення оптичного покриття на основі халькогенідних склоподібних сплавів, в якому матеріал халькогенідного скла розміщують на попередньо нагрітому до необхідної температури напівпровідниковому елементі, який відрізняється тим, що подрібнені кусочки халькогенідного скла вміщують у кварцовий реактор, який переміщують через верхню камеру нагрівника, або подрібнені кусочки халькогенідного скла подають за допомогою відповідного...
Композиція для антиадгезійного покриття
Номер патенту: 2698
Опубліковано: 15.07.2004
Автори: Анцишкін Андрій Віталійович, Кобельчук Юрій Михайлович
МПК: C09D 191/00, C09D 5/00, C09D 183/04
Мітки: композиція, покриття, антиадгезійного
Формула / Реферат:
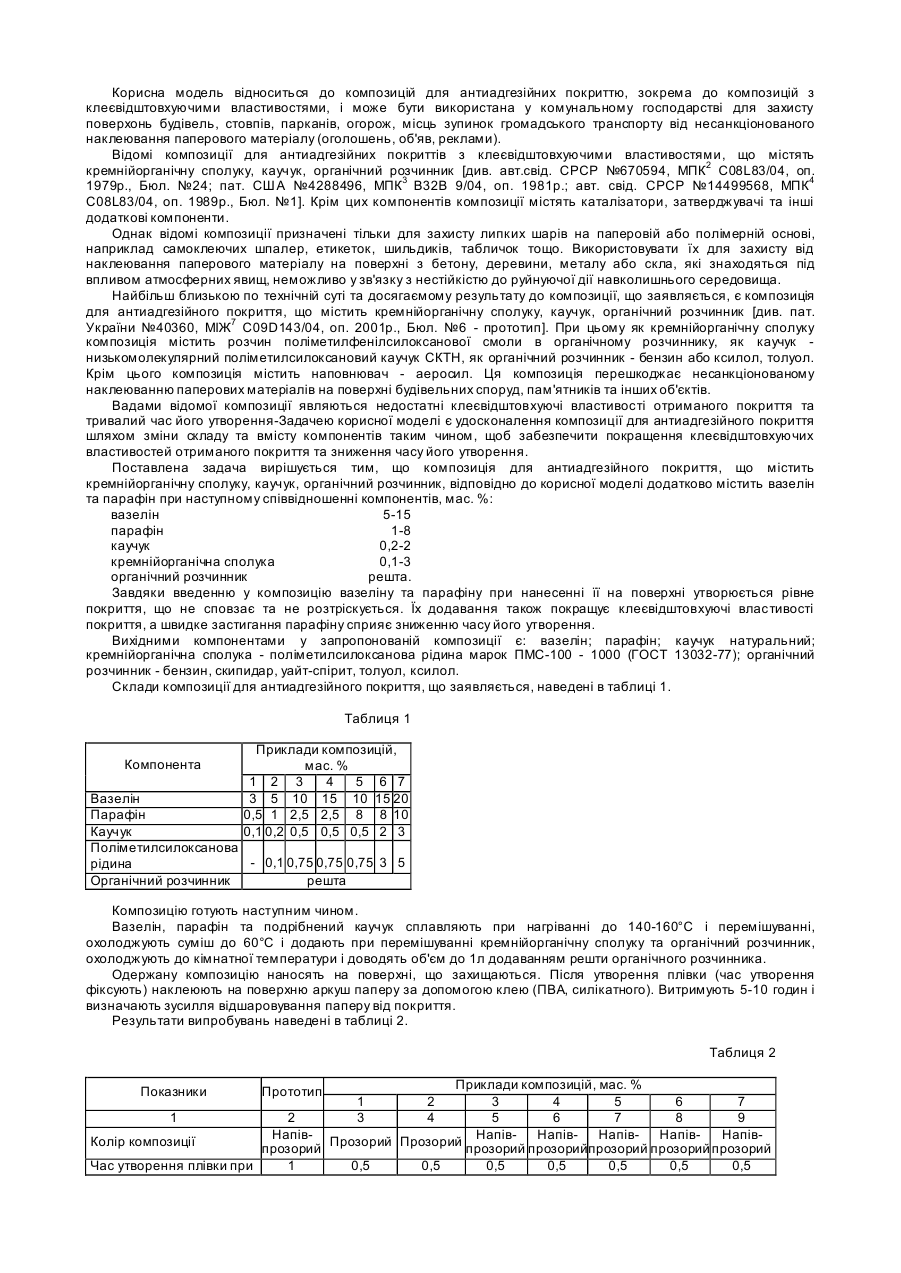
Композиція для антиадгезійного покриття, що містить кремнійорганічну сполуку, каучук, органічний розчинник, яка відрізняється тим, що додатково містить вазелін та парафін при наступному співвідношенні компонентів, мас. %: вазелін 5-15 парафін 1-8 каучук 0,2-2 кремнійорганічна сполука 0,1-3 ...
Спосіб і пристрій для нанесення покриття у форми для розплавленого скла
Номер патенту: 92335
Опубліковано: 25.10.2010
Автори: Ліді Д. Уейн, Стінекер Адам У., Грін Томас Г.
МПК: C03B 40/00
Мітки: пристрій, нанесення, розплавленого, покриття, скла, форми, спосіб
Формула / Реферат:
1. Пристрій для використання із секцією машини формування склотари з індивідуальними секціями (I.S. машини), секція якої включає щонайменше одну чорнову форму для формування заготовки тарної ємності з придатного для формування скла шляхом пресування або видування, який включає:головку, що виробляє сажу, містить пальник, установлений для періодичної подачі порцій багатої горючої суміші з палива та окисника зі спрямовуванням її потоку у...
Пристрій для нанесення теплоізоляційного покриття на ливарні форми

Номер патенту: 77106
Опубліковано: 16.10.2006
Автори: Крюков Геннадій Олександрович, Балаклієць Ігор Альбінович
МПК: B22D 15/00, B22D 13/10
Мітки: покриття, нанесення, форми, пристрій, теплоізоляційного, ливарні
Формула / Реферат:
1. Пристрій для нанесення теплоізоляційного покриття на ливарні форми, що містить підставку для установлення кокілів, раму і розпилювач, що включає диск із привідним валом, місткість для теплоізоляційного покриття з герметизованими завантажувальними отворами і внутрішньою еластичною оболонкою, пневмоклапан, підводи стиснутого повітря до місткості і до пневмоклапана, випускний конус і пристрій для регулювання зазору між конусом і диском, який...
Попередній патент: Принада для риб (варіанти) та спосіб її виготовлення
Наступний патент: Секція для обробки рідкого металу газами
Випадковий патент: Зубчаста передача