Спосіб і пристрій для нанесення покриття у форми для розплавленого скла
Формула / Реферат
1. Пристрій для використання із секцією машини формування склотари з індивідуальними секціями (I.S. машини), секція якої включає щонайменше одну чорнову форму для формування заготовки тарної ємності з придатного для формування скла шляхом пресування або видування, який включає:
головку, що виробляє сажу, містить пальник, установлений для періодичної подачі порцій багатої горючої суміші з палива та окисника зі спрямовуванням її потоку у бік щонайменше однієї чорнової форми;
іскровий запальний пристрій, установлений для періодичного запалювання горючої суміші з палива та окисника з метою одержання полум'я, що коптить; і
котушку запалювання, установлену усередині головки, що виробляє сажу, для періодичної подачі електроживлення високої напруги запальному пристрою, причому котушка запалювання встановлена досить близько до іскрового запального пристрою з метою виключення перешкод правильній роботі системи електронного керування I.S. машини, і
пристрій для забезпечення зазначеної котушки запалювання струмом відносно низької напруги.
2. Пристрій за п. 1, у якому кожний з імпульсів високої напруги має напругу щонайменше достатню для проскакування іскри між віддаленими один від одного запальними електродами іскрового запального пристрою.
3. Пристрій за п. 2, у якому кожний з імпульсів високої напруги має напругу приблизно 12000-15000 вольт.
4. Пристрій за п. 1, який включає:
електричний пульт для забезпечення котушки запалювання електроживленням відносно низької напруги, при цьому електричний пульт розташований досить далеко від згаданого пальника.
5. Пристрій за п. 4, у якому:
електроживленням відносно низької напруги є постійний струм з напругою 12-24 вольт.
6. Пристрій за п. 1, у якому котушка запалювання працює з відносно постійною частотою подачі запалювальних імпульсів, що становить приблизно 4000 імпульсів/хв.
7. Спосіб вироблення сажі для покриття чорнової форми I.S. машини формування склотари, який включає:
установку пальника по одній прямій із чорновою формою для переривчастої подачі порцій багатої горючої суміші палива та окисника зі спрямовуванням її потоку у бік щонайменше однієї чорнової форми;
запалювання горючої суміші палива та окисника за межами пальника в напрямку потоку для одержання полум'я, що коптить, шляхом переривчастої подачі електроживлення іскровому запальному пристрою; і
установку котушки запалювання усередині головки, що виробляє сажу, для переривчастої подачі електроживлення іскровому запальному пристрою досить близько до іскрового запального пристрою для запобігання перешкодам правильній роботі системи електронного керування I.S. машини, і
подачу струму відносно низької напруги на згадану котушку запалювання.
8. Спосіб за п. 7, при якому:
котушка запалювання безпосередньо з'єднана з іскровим запальним пристроєм.
9. Спосіб за п. 7, при якому:
іскровий запальний пристрій живиться струмом з напругою щонайменше достатньою для проскакування іскри між віддаленими один від одного електродами іскрового запального пристрою.
10. Спосіб за п. 7, при якому:
іскровий запальний пристрій живиться струмом з напругою приблизно 12000-15000 вольт.
11. Спосіб за п. 9, при якому:
іскровий запальний пристрій живиться способом індуктивної розрядки.
12. Спосіб за п. 7, при якому передбачається:
забезпечення джерелом живлення відносно низької напруги котушки запалювання для генерування імпульсів високої напруги, при цьому джерело живлення розташоване відносно далеко від котушки запалювання.
13. Спосіб за п. 12, при якому:
джерело живлення подає котушці запалювання живлення з напругою приблизно 12-24 В постійного струму.
14. Спосіб за п. 7, при якому котушка запалювання працює з відносно постійною частотою подачі запалювальних імпульсів, що становить приблизно 4000 імпульсів/хв.
15. Пристрій для використання із секцією машини формування склотари з індивідуальними секціями (I.S. машини), секція якої включає множину чорнових форм для формування заготовок тарної ємності з придатного для формування скла шляхом пресування або видування, який включає:
множину головок що виробляють сажу, які містять пальники, кожний з яких установлений для переривчастої подачі порцій багатої горючої суміші палива та окисника зі спрямовуванням її потоку у бік чорнових форм;
множину іскрових запальних пристроїв, кожний з яких установлений для запалювання суміші палива та окисника, що надходить з одного із зазначених пальників, для одержання полум'я, що коптить; і
котушку запалювання, установлену усередині кожної головки, що виробляє сажу, для періодичної подачі електроживлення високої напруги запальному пристрою, причому котушка запалювання встановлена досить близько до іскрового запального пристрою для виключення перешкод правильній роботі системи електронного керування I.S. машини, і
пристрій для забезпечення кожної котушки запалювання струмом відносно низької напруги.
16. Пристрій за п. 15, електричний пульт для забезпечення кожної котушки запалювання електроживленням відносно низької напруги, при цьому електричний пульт розташований досить далеко від згаданих пальників.
Текст
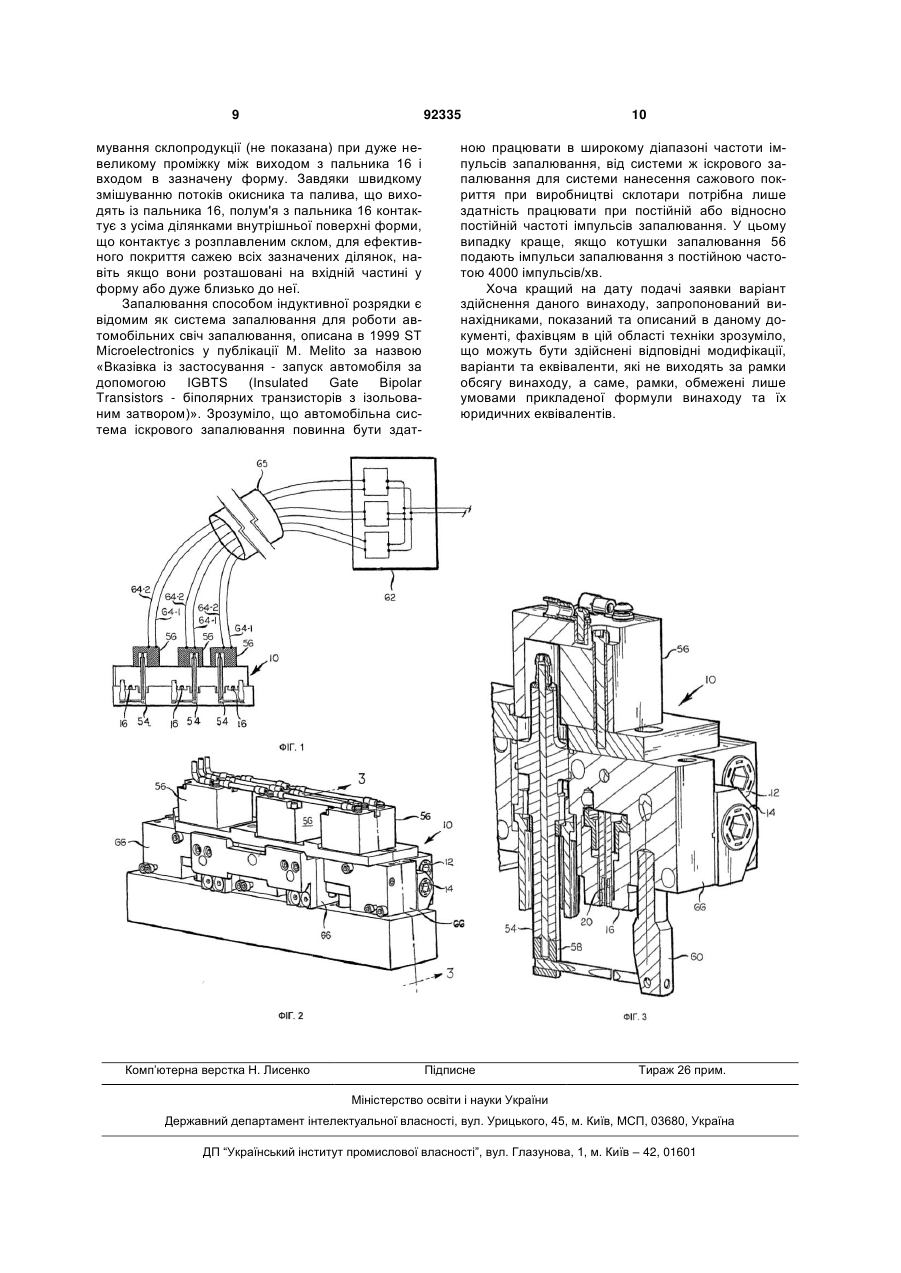
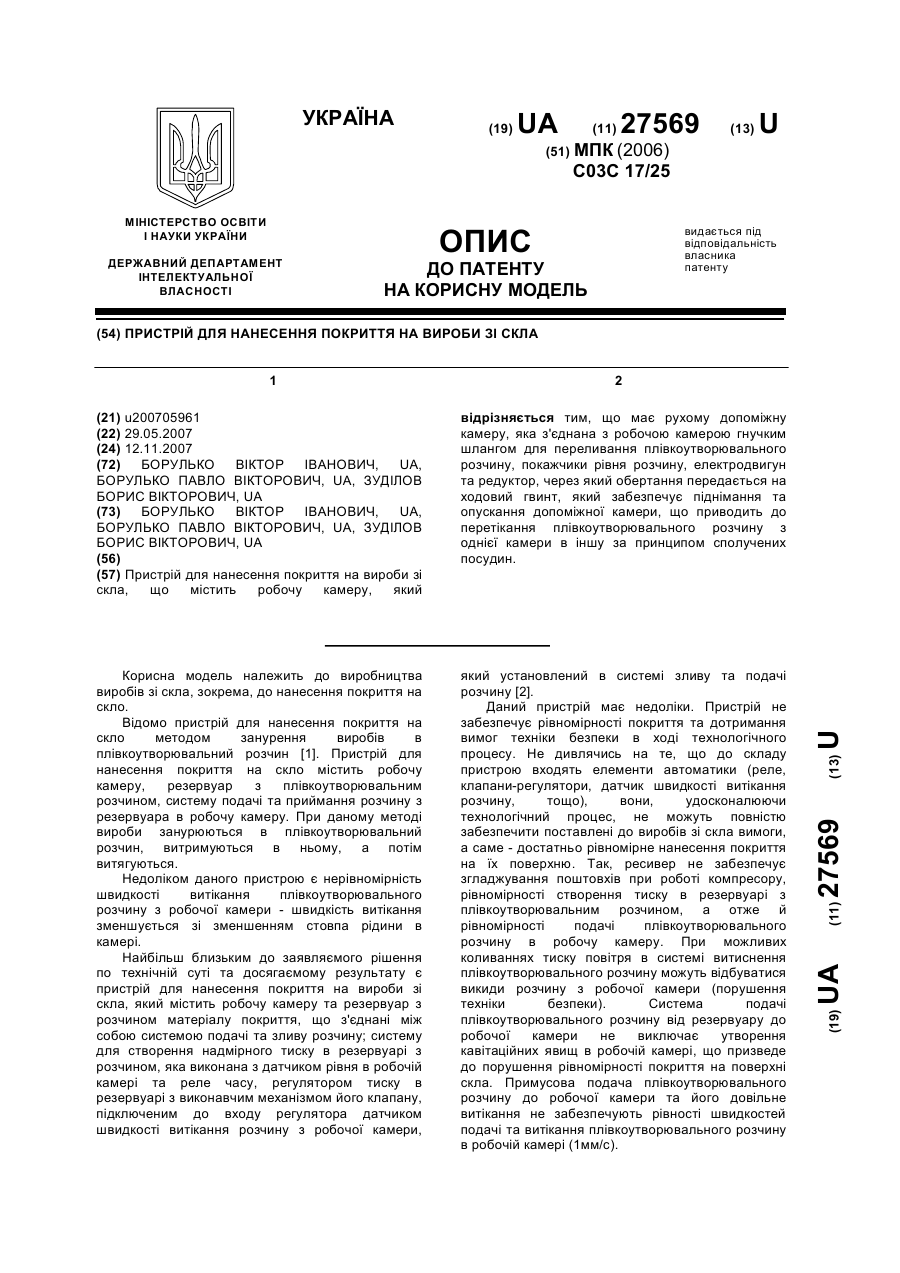
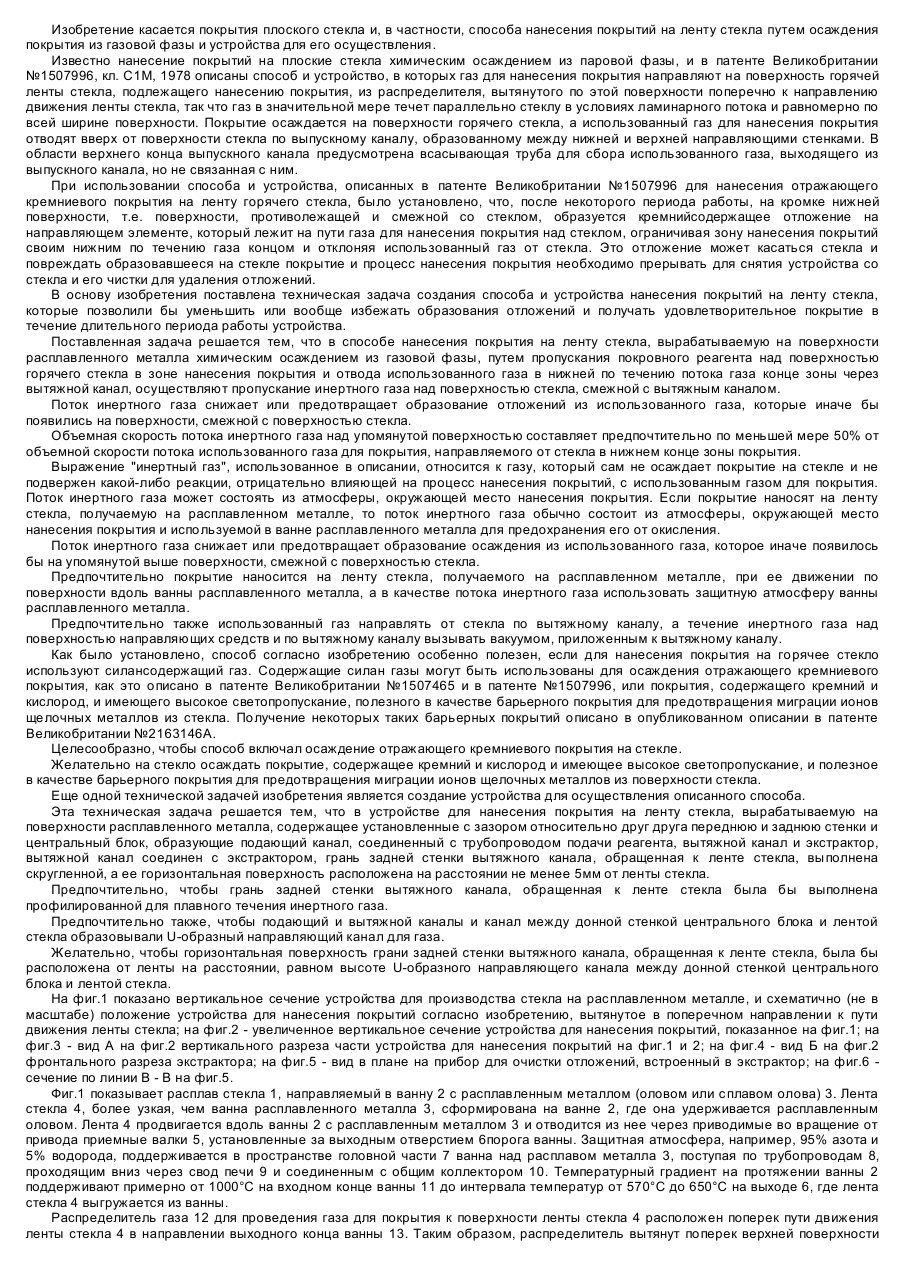
1. Пристрій для використання із секцією машини формування склотари з індивідуальними секціями (I.S. машини), секція якої включає щонайменше одну чорнову форму для формування заготовки тарної ємності з придатного для формування скла шляхом пресування або видування, який включає: головку, що виробляє сажу, містить пальник, установлений для періодичної подачі порцій багатої горючої суміші з палива та окисника зі спрямовуванням її потоку у бік щонайменше однієї чорнової форми; іскровий запальний пристрій, установлений для періодичного запалювання горючої суміші з палива та окисника з метою одержання полум'я, що коптить; і котушку запалювання, установлену усередині головки, що виробляє сажу, для періодичної подачі електроживлення високої напруги запальному пристрою, причому котушка запалювання встановлена досить близько до іскрового запального пристрою з метою виключення перешкод правильній роботі системи електронного керування I.S. машини, і пристрій для забезпечення зазначеної котушки запалювання струмом відносно низької напруги. 2. Пристрій за п.1, у якому кожний з імпульсів високої напруги має напругу щонайменше достатню для проскакування іскри між віддаленими один від одного запальними електродами іскрового запального пристрою. 2 (19) 1 3 92335 4 іскровий запальний пристрій живиться способом індуктивної розрядки. 12. Спосіб за п.7, при якому передбачається: забезпечення джерелом живлення відносно низької напруги котушки запалювання для генерування імпульсів високої напруги, при цьому джерело живлення розташоване відносно далеко від котушки запалювання. 13. Спосіб за п.12, при якому джерело живлення подає котушці запалювання живлення з напругою приблизно 12-24 В постійного струму. 14. Спосіб за п.7, при якому котушка запалювання працює з відносно постійною частотою подачі запалювальних імпульсів, що становить приблизно 4000 імпульсів/хв. 15. Пристрій для використання із секцією машини формування склотари з індивідуальними секціями (I.S. машини), секція якої включає множину чорнових форм для формування заготовок тарної ємності з придатного для формування скла шляхом пресування або видування, який включає: множину головок що виробляють сажу, які містять пальники, кожний з яких установлений для пере ривчастої подачі порцій багатої горючої суміші палива та окисника зі спрямовуванням її потоку у бік чорнових форм; множину іскрових запальних пристроїв, кожний з яких установлений для запалювання суміші палива та окисника, що надходить з одного із зазначених пальників, для одержання полум'я, що коптить; і котушку запалювання, установлену усередині кожної головки, що виробляє сажу, для періодичної подачі електроживлення високої напруги запальному пристрою, причому котушка запалювання встановлена досить близько до іскрового запального пристрою для виключення перешкод правильній роботі системи електронного керування I.S. машини, і пристрій для забезпечення кожної котушки запалювання струмом відносно низької напруги. 16. Пристрій за п.15, електричний пульт для забезпечення кожної котушки запалювання електроживленням відносно низької напруги, при цьому електричний пульт розташований досить далеко від згаданих пальників. Даний винахід стосується способу та пристрою для нанесення покриття у , форму машини для формування скла шляхом осадження в ній сажі, зокрема, сажі, що утворюється в результаті переривчастого запалювання багатої горючої суміші з кисню та палива від іскри, створюваної іскровим запальним пристроєм. Більш конкретно, даний винахід стосується способу та пристрою вказаного характеру, у якому зазначена форма є формою машини для формування склотари з індивідуальними секціями (I.S.-типу). Як відомо, наприклад, з патенту США 5746800 (Ambrogio) або патенту США 5679409 (Seeman), бажано наносити на контактуючу з розплавленим склом поверхню машини, що виробляє скляну продукцію, наприклад, внутрішню поверхню форми такої машини, тонкий шар вугільної сажі замість періодичного нанесення кистю на таку поверхню звичайного покриття на основі масла та графіту. Таке покриття із сажі одержують шляхом часткового окиснення вуглецевмісного газу, такого як ацетилен або змішаний газ на основі ацетилену, типу метилацетилену та пропадієну (іноді називаного МАРР-газом або MAPD-газом), за допомогою пальника, полум'я якого спрямовано на поверхню форми, на яку треба нанести покриття. Згаданий патент 5679409 (Seeman) розкриває систему нанесення сажі на поверхню форми, у якій суміш MAPD-газу та кисню після запалювання запальним полум'ям палаючого природного газу спрямовується на поверхню, що потребує покриття. Як відзначено в 5679409 (Seeman), внаслідок безумовно переривистої роботи пальника, що виробляє сажу, у машині для виробляння скляної продукції, суміш MAPD-газу і кисню повинна перебувати під надійним керуванням, щоб запобігти поширенню полум'я з місця горіння усередину ви пускного отвору пальника (колонка 3, рядки 9-20) і тому зрозуміло, що система згідно патенту 5679409 (Seeman) довела свою придатність для ефективного використання при покритті сажею ливарних форм для скла в ротаційної машині Hartford 28 для виробництва столового посуду, у якій один пальник для виробляння сажі може обслуговувати всі форми на обертовому столі. З урахуванням цього, частота робочих імпульсів пальника, що виробляє сажу, призначеного для машини Hartford 28 для виробляння столового посуду, є досить високою, і тенденцію до поширення полум'я у зворотному напрямку в результаті протитечії кисню через змішувач повітря та палива в паливну лінію можна виключити шляхом надійного керування робочим режимом пристрою для виробляння сажі. Машина Hartford 28 для виробництва склопродукції, однак, сама по собі непридатна для виробництва порожньої склотари з невеликими отворами, наприклад, тари, використовуваної для упаковування різних харчових продуктів і напоїв, оскільки такі вироби треба виробляти на машинах з рознімними формами. Машина з окремими секціями (I.S. машина), описана, наприклад, у найбільш цитованому патенті США 6098427 (Kirkman) або патенті США 3617233 (Mumford), розкриття кожного з яких включено в даний опис винаходу шляхом відсилання, є двоступінчастою формувальною машиною, що працює з рознімними формами для скла, і такий тип машин широко використовується при виробництві зазначеної склотари. Оскільки для кожної з наявних у машині I.S.типу секцій потрібний окремий пальник, що виробляє сажу, то пальник, що виробляє сажу для I.S. машини, працює з меншою частотою у порівнянні з пальником для машини Hartford 28. Із цієї причини 5 дотепер не можна було використовувати пальник, що належить до типу пальників з попереднім приготуванням суміші, того типу, що зазначений у патенті 5679409 (Seeman), для роботи в I.S. машині, тому що є випадки горіння у зворотному напрямку в результаті протитечії кисню зі змішувача для змішування палива з киснем у паливну лінію протягом відносно тривалого періоду між імпульсами горіння пальника. Склоформувальна машина, описана у вищезгаданому патенті 5746800 (Ambrogio), розкриття якої включено в даний опис винаходу шляхом відсилання, належить до машин формування склотари з індивідуальними секціями (I.S.-машин). Однак в даному патенті розкривається використання іскрового запального пристрою, елемент 23, який розташований на відстані від головки, що виробляє сажу, а таке розташування вимагає використання добре екранованих кабелів, що йдуть від іскрового запального пристрою до запальних електродів, елементи 22, для запобігання впливу електромагнітних перешкод (ЕМІ) у кабелях на роботу систем електронного керування або інших електричних елементів склоформувальної машини. Найбільш цитована опублікована патентна заявка США №2003-0221455А1 (Scott та ін.), розкриття якої також включено в даний опис винаходу шляхом відсилання, описує систему виробляння сажі для покриття форми склоформувальної I.S. машини. Зазначена заявка (Scott та ін.) описує, зокрема, використання пальника з поверхневим змішуванням для переривчастого окремого випускання струменів окисника та вуглеводневого палива, які повинні запалюватися електричною іскрою, що виникає між віддаленими один від одного елементами запального пристрою, після витікання з пальника з поверхневим змішуванням, щоб у такий спосіб виключити зворотне поширення вогню в результаті змішування окисника з паливом у лінії окисника або лінії палива в період паузи між імпульсами горіння. Як згадано раніше, потенційна проблема зворотного поширення вогню сильніше виражена у I.S. машини, ніж у склоформувальної машини Hartford 28 для виробництва столового посуду, такої машини, до якої застосовні ідеї патенту США 6068889 (Seeman), оскільки періоди паузи між послідовними імпульсами горіння у I.S. машини є довшими, ніж у машини Hartford 28. Яка б система виробляння сажі не використовувалася в I.S. машині, що формує склотару, важливо, щоб подавалася дуже висока напруга, наприклад, 12000-15000В, залежно від відстані між запальними електродами, для проскакування іскри між віддаленими один від одного запальними електродами працюючого в переривчастому режимі запального пристрою, щоб належним чином запалювати потоки окисника та палива, що змішуються, або їх попередньо приготовлену суміш із метою одержання в такий спосіб сажі Така напруга створюється електронним елементом, що живиться від звичайного джерела електроживлення, наприклад, з напругою 12-24В постійного струму, який трансформує більш низьку напругу джерела живлення в більш високу напругу, необхідну для 92335 6 переривчастої роботи іскрового запального пристрою. Це може бути досягнуто способом ємнісної розрядки, при якому іскра проскакує в результаті закорочування конденсатора із заданим рівнем накопичення енергії. Це може бути досягнуто також способом індуктивної генерації, при якому генерується короткий індуктивний імпульс високої напруги при перериванні струму, що протікає по первинній обмотці перетворювача напруги; це змушує вторинну обмотку багаторазово збільшити напругу в імпульсі, до 20-35кВ, з урахуванням співвідношення витків. Для використання в системі виробляння сажі машини, що формує скло, кращою є іскрова запальна система з індуктивною розрядкою, тому що в ній генеруються більш низькі пікові струмові імпульси, наприклад, приблизно 6А, у порівнянні зі струмовими імпульсами, що сягають 100А, в запальному пристрої з ємнісною розрядкою, а це означає зниження ступеня ризику для працівників, що перебувають поблизу машини. Оскільки вільний простір навколо форм I.S. машини для формування склотари обмежений, дотепер джерело високої напруги для іскрового запального пристрою не встановлювали поруч із формами машини, що потребують нанесення покриття. При віддаленому від форм машини розташуванні джерела високої напруги необхідні дуже довгі електричні кабелі для проведення іскрового імпульсу високої напруги від джерела низької напруги. Це може приводити до певних ускладнень в експлуатаційному відношенні, тому що кабелі високої напруги, якщо вони дуже довгі, створюють надмірно високий рівень електромагнітних перешкод (ЕМІ), екранування яких в достатньому ступені є неможливим, тому що таке екранування по всій поверхні довгого кабелю надає іскрі надлишкової ємності, зменшуючи при цьому напругу на іскровому проміжку до рівня, що може бути дуже низьким. Проблема збільшується в системі виробляння сажі для I.S. машини, якщо така машина працює за багатопорожнинним принципом, тобто, за принципом, відповідно до якого використовуються багатогніздові форми для одночасного виготовлення 2, 3 або 4 тарних ємностей у кожній секції машини, оскільки для кожної форми в кожній із секцій машини необхідно мати головку, що виробляє сажу, і ЕМІ від кабелю кожної головки, що виробляє сажу, можуть заважати роботі електронної системи керування формувальної машини, особливо, якщо запальні пристрої для головок, що виробляють сажу, викликають запалювання перекривними імпульсами. Згідно з даним винаходом, імпульс дуже високої напруги, наприклад, щонайменше 15000 В, періодично подається на віддалені один від одного запальні елементи іскрового запального пристрою для головки, що виробляє сажу, яка розташована в безпосередній близькості від форми I.S. машини для формування склотари. Іскрова напруга виробляється індукційним розрядним пристроєм, вбудованим в головку, що виробляє сажу, та подається безпосередньо на віддалені один від одного запальні електроди іскрового запального пристрою, хоча можливо й використання пристрою з ємнісною розрядкою. Пристрій з індуктивною розряд 7 кою, що відповідає даному винаходу, одержує живлення відносно низької напруги, наприклад, 1224В імпульсного постійного струму, живлення від джерела живлення, через кабелі від віддаленого електричного пульта і передає це живлення низької напруги на котушку кожної порожнини машини, що розташована безпосередньо над запальною свічею цієї порожнини. Оскільки кабелі, що йдуть від електричного пульта до іскрового запального пристрою, працюють при відносно низькій напрузі, немає необхідності в їх ретельному екрануванні для запобігання випромінювання ними такого рівня ЕМІ, який міг би заважати роботі електронної системи керування формувальної машини або кожної з розташованих поблизу головок, при будьякій нормальній відстані між електричним пультом і перетворювачем напруги іскрового запального пристрою. В результаті розміщення пристрою з індуктивною розрядкою в головці, що виробляє сажу, у якій він повинен працювати, довжина ліній високої напруги дуже невелика, що мінімізує небажані ЕМІ від головки, що виробляє сажу, або від розташованих поблизу її головок, що виробляють сажу. Крім того, при груповому розміщенні головок, що виробляють сажу, наприклад, при розміщенні в «зчетвереній» I.S. машині (а саме, машині, що одночасно виготовляє чотири тарних ємності в кожній своїй секції), яка потребує 4 головки, що виробляють сажу, для кожної секції машини, робочий цикл машини залишає досить часу для запальних циклів у цих іскрових запальних пристроях без жодного перекривання іскрових запальних імпульсів у різних головках, що виробляють сажу, а це, до того ж, сприяє запобіганню генерування запального імпульсу для будь-якої головки, що виробляє сажу, в результаті роботи іскрового запального пристрою для будь-якої іншої розташованої поблизу головки, що виробляє сажу. У зв'язку із цим, метою даного винаходу є розробка поліпшеного способу та пристрою для покриття сажею форми I.S. машини для формування склотари. Більш конкретно, метою даного винаходу є розробка способу та пристрою зазначеного характеру, який може працювати за імпульсним принципом без створення надмірно високого рівня електромагнітних перешкод, причому без необхідності бути пристосованим для роботи в широкому діапазоні частот пульсації. Для кращого розуміння даного винаходу та його цілей, звертається увага на креслення та наведений далі його короткий опис, на докладний опис винаходу та на прикладену формулу винаходу. Фіг.1 - схема електричної системи для використання у пристрої, що відповідає даному винаходу, для практичного здійснення методу, що відповідає даному винаходу; Фіг.2 - перспективний вид головки для тригніздової машини формування склотари, що відповідає кращому варіанту здійснення даного винаходу; і Фіг.3 - місцевий перспективний вид у поперечному перерізі та у збільшеному масштабі по лінії 33 згідно Фіг.2. 92335 8 Пристрій за даним винаходом для нанесення сажового покриття на контактуючу зі склом поверхню форми на Фіг.1 та 2 позначений в цілому позицією 10. До пристрою 10 для нанесення сажового покриття паливо надходить через вхідний отвір 12, а окисник - через вхідний отвір 14 для окисника. Окисник від його джерела (не показано) під тиском надходить до вхідного отвору 14, а паливо під тиском від його джерела (не показано) надходить до вхідного отвору 12. Доставлений до вхідного отвору 14 окисник краще є відносно чистим киснем, типу наявного на ринку балонного кисню, хоча можливо також використання збагаченого киснем повітря. Доставлене до вхідного отвору 12 паливо краще є МАРР-газом (сумішшю метилацетилену та пропадієну). Окисник від вхідного отвору. 14 надходить до пальника 16, що належить до типу пальників з поверхневим змішуванням, по каналу 18 для окисника, а паливо від вхідного отвору 12 надходить до пальника 16 по каналу 20 для палива. Хоча на Фіг.3 зображений всього лише один пальник 16, має бути зрозуміло, що є по одному пальнику для кожної порожнини в кожній секції I.S. машини формування склотари, наприклад, по три пальники в кожній секції тригніздової I.S. машини, як показано на Фіг.1, або чотири пальники в кожній секції «зчетвереної» I.S. машини. Паливо та окисник, виходячи з пальника 16, до якого вони надійшли по каналу 18 для окисника та каналу 20 для палива, відразу ж на виході з пальника 16 починають змішуватися. Незабаром після цього, щонайменше, частково змішані паливо та окисник, продовжують, щонайменше, змішуватися в результаті завихрень, що супроводжують їхні потоки, у поєднанні зі звичайною молекулярною дифузією, і утворюють горючу суміш, а горюча суміш запалюється від іскри, що виникає в іскровому запальному пристрої 54 з індуктивною розрядкою, розміщеному в головці, що виробляє сажу, з якою зв'язаний пальник 16, за вхідним отвором після виходу з пальника 16, як це буде далі пояснено більш докладно. Іскровий запальний пристрій 54 подає з котушки 56 імпульс високої напруги на той або іншій з пари віддалених один від одного електродів 58, 60. Іскровий запальний пристрій 54 одержує електричне живлення відносно низької напруги, і наприклад, 12-24 В постійного струму в переривчастому режимі, від віддаленого електричного пульта по віддаленим один від одного проводам 64-1, 642, по одному такому комплекту віддалених один від одного проводів для кожного іскрового запального пристрою 54, провода 64-1, 64-2 проходять усередині обмотки 65, загальна довжина якої становить приблизно 8-10 футів. Оскільки провода 64-1, 64-2 працюють при низькій напрузі, вони не створюють ЕМІ-фону такого рівня, який заважав би правильній роботі електронної системи керування I.S. машини, у якій працює головка 10. Як показано на Фіг.2, пальник 16 з поверхневим змішуванням, що виробляє сажу, який відповідає пальнику, позначеному позицією 216 у вищезгаданій опублікованій заявці Scott '455, розташований своєю поздовжньою центральною віссю співвісно з поздовжньою центральною віссю форми для фор 9 92335 мування склопродукції (не показана) при дуже невеликому проміжку між виходом з пальника 16 і входом в зазначену форму. Завдяки швидкому змішуванню потоків окисника та палива, що виходять із пальника 16, полум'я з пальника 16 контактує з усіма ділянками внутрішньої поверхні форми, що контактує з розплавленим склом, для ефективного покриття сажею всіх зазначених ділянок, навіть якщо вони розташовані на вхідній частині у форму або дуже близько до неї. Запалювання способом індуктивної розрядки є відомим як система запалювання для роботи автомобільних свіч запалювання, описана в 1999 ST Microelectronics у публікації М. Melito за назвою «Вказівка із застосування - запуск автомобіля за допомогою IGBTS (Insulated Gate Bipolar Transistors - біполярних транзисторів з ізольованим затвором)». Зрозуміло, що автомобільна система іскрового запалювання повинна бути здат Комп’ютерна верстка Н. Лиcенко 10 ною працювати в широкому діапазоні частоти імпульсів запалювання, від системи ж іскрового запалювання для системи нанесення сажового покриття при виробництві склотари потрібна лише здатність працювати при постійній або відносно постійній частоті імпульсів запалювання. У цьому випадку краще, якщо котушки запалювання 56 подають імпульси запалювання з постійною частотою 4000 імпульсів/хв. Хоча кращий на дату подачі заявки варіант здійснення даного винаходу, запропонований винахідниками, показаний та описаний в даному документі, фахівцям в цій області техніки зрозуміло, що можуть бути здійснені відповідні модифікації, варіанти та еквіваленти, які не виходять за рамки обсягу винаходу, а саме, рамки, обмежені лише умовами прикладеної формули винаходу та їх юридичних еквівалентів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for deposition of coating into molds for the melt glass
Автори англійськоюGREEN THOMAS G, LEIDY WAYNE D, STIENECKER ADAM W
Назва патенту російськоюСпособ и устройство для нанесения покрытия в формы для расплавленного стекла
Автори російськоюГрин Томас Г., Лиди Д. Уэйн, Стинекер Адам У.
МПК / Мітки
МПК: C03B 40/00
Мітки: скла, пристрій, форми, нанесення, спосіб, розплавленого, покриття
Код посилання
<a href="https://ua.patents.su/5-92335-sposib-i-pristrijj-dlya-nanesennya-pokrittya-u-formi-dlya-rozplavlenogo-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для нанесення покриття у форми для розплавленого скла</a>
Пристрій для нанесення покриття на вироби зі скла
Номер патенту: 27569
Опубліковано: 12.11.2007
Автори: Борулько Віктор Іванович, Зуділов Борис Вікторович, Борулько Павло Вікторович
МПК: C03C 17/25
Мітки: вироби, нанесення, пристрій, покриття, скла
Формула / Реферат:
Пристрій для нанесення покриття на вироби зі скла, що містить робочу камеру, який відрізняється тим, що має рухому допоміжну камеру, яка з'єднана з робочою камерою гнучким шлангом для переливання плівкоутворювального розчину, покажчики рівня розчину, електродвигун та редуктор, через який обертання передається на ходовий гвинт, який забезпечує піднімання та опускання допоміжної камери, що приводить до перетікання плівкоутворювального розчину з...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: нанесення, скла, здійснення, пристрій, покриття, спосіб, стрічку
Формула / Реферат:
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Пристрій для нанесення покриття на вироби із скла
Номер патенту: 574
Опубліковано: 15.12.1993
Автори: Дудник Тетяна Олександрівна, Аткарська Алла Борисівна, Марічева Любов Іванівна, Борулько Віктор Іванович, Попович Сергій Андрійович, Гойхман Валерій Юрійович, Шитц Юлій Абрамович
МПК: C03C 17/25
Мітки: вироби, покриття, нанесення, скла, пристрій
Формула / Реферат:
Устройство для нанесения покрытия на изделия из стекла, содержащее рабочую камеру и резервуар с раствором материала покрытия, соединенные между собой через систему подачи ислива раствора, отличающееся тем. что оно снабжено системой для создания избыточного давления в резервуаре с раствором, выполненной с датчиком уровня в рабочей камере и реле времени, регулятором давления в резервуаре с исполнительным механизмом его клапана, и подключенным к...
Пристрій для нанесення теплоізоляційного покриття на ливарні форми

Номер патенту: 77106
Опубліковано: 16.10.2006
Автори: Балаклієць Ігор Альбінович, Крюков Геннадій Олександрович
МПК: B22D 13/10, B22D 15/00
Мітки: теплоізоляційного, покриття, нанесення, ливарні, пристрій, форми
Формула / Реферат:
1. Пристрій для нанесення теплоізоляційного покриття на ливарні форми, що містить підставку для установлення кокілів, раму і розпилювач, що включає диск із привідним валом, місткість для теплоізоляційного покриття з герметизованими завантажувальними отворами і внутрішньою еластичною оболонкою, пневмоклапан, підводи стиснутого повітря до місткості і до пневмоклапана, випускний конус і пристрій для регулювання зазору між конусом і диском, який...
Пристрій для нанесення покриття на поверхню гарячої стрічки скла

Номер патенту: 11250
Опубліковано: 25.12.1996
Автори: Едвард Хагрівз, Пітер Джеймс Вітфілд, Беррі Томас Гранді
МПК: C03C 17/23
Мітки: поверхню, скла, стрічки, гарячої, пристрій, покриття, нанесення
Попередній патент: Спосіб алкілування олефіну ізопарафіном та установка для його здійснення (варіанти)
Наступний патент: Моторний плавзасіб з пристроєм керування
Випадковий патент: Діетиламонію 4-(((3-((1н-тетразол-1-іл)метил)-4-феніл-4,5-дигідро-1н-1,2,4-триазол-5-іл)тіо)метил)бензоат, що виявляє антигіпоксичну активність