Пристрій для збирання з’єднань з натягом тепловим способом деталей із різнорідних матеріалів
Номер патенту: 93271
Опубліковано: 25.09.2014
Автори: Гордєєв Андрій Сергійович, Святуха Анатолій Якимович
Формула / Реферат
Пристрій для збирання з'єднань з натягом тепловим способом деталей із різнорідних матеріалів, що містить співвісно розташований запресовочний шток силового циліндра та механізм центрування деталей, які з'єднують, який відрізняється тим, що містить розпилювач охолоджуючої рідини, який змонтований на запресовочному штоці і виконаний у вигляді встановленого в отворі, виконаному в штоці і зв'язаному з гідромагістраллю підпружиненого золотника зі штовхачем, при цьому в направляючій частині запресовочного штока виконані радіальні отвори, які зв'язані з осьовим отвором, при цьому механізм центрування деталей, які з'єднують виконаний у вигляді встановленого в стакані підпружиненого порожнистого ступінчастого пальця з радіальними отворами на ступені меншого діаметра, запресовочний шток і ступінчастий палець забезпечені закріпленими на них ущільнюючими кільцевими прокладками.
Текст
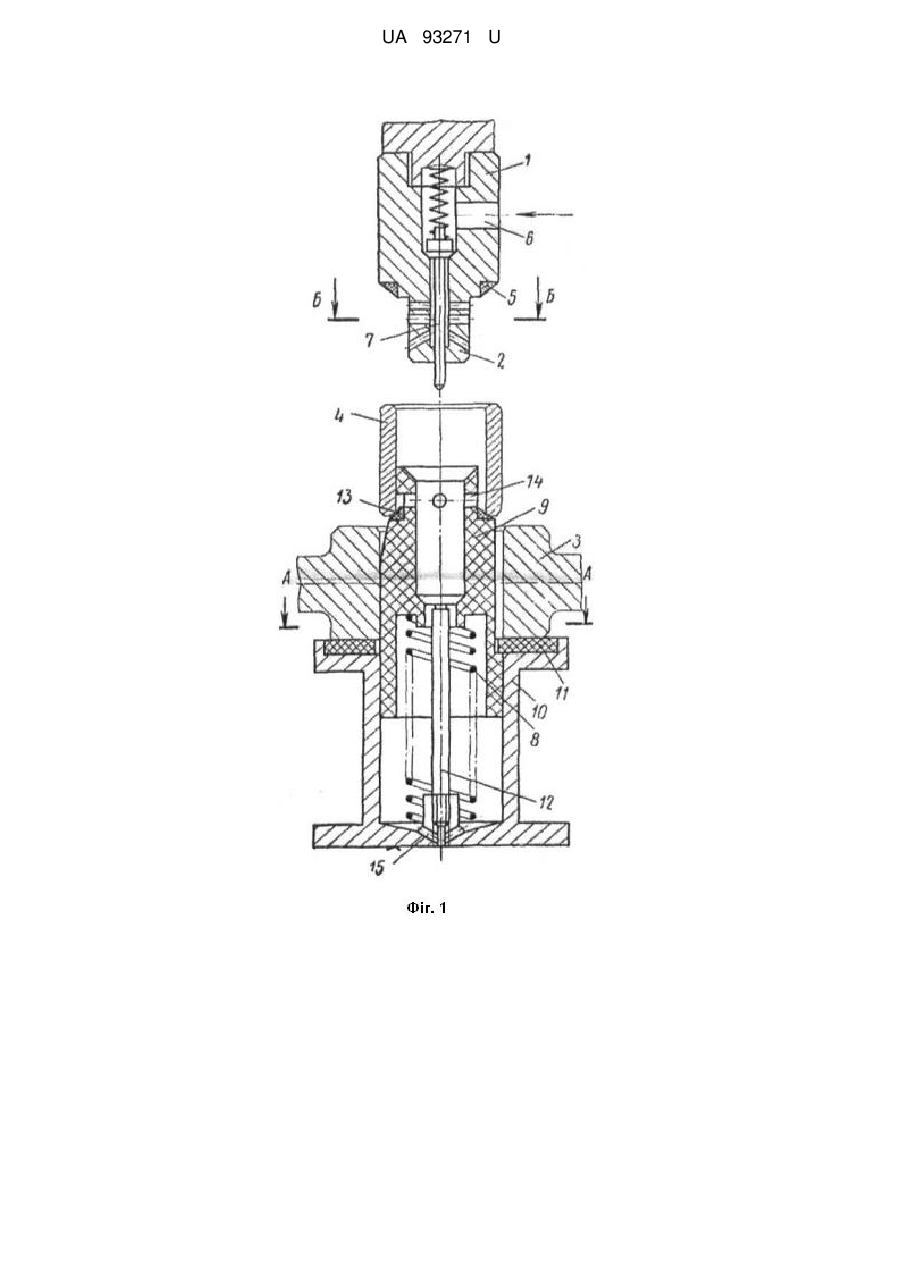
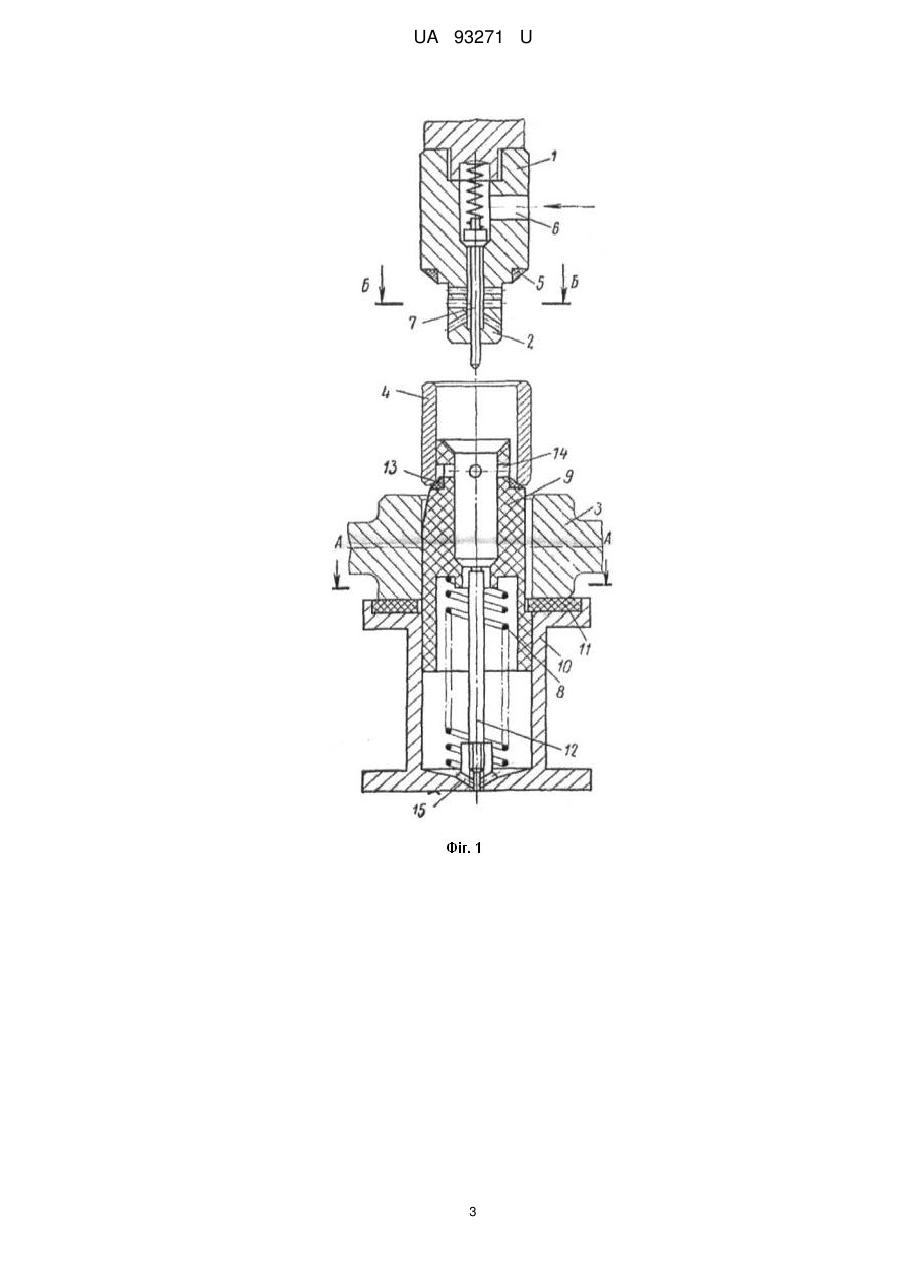
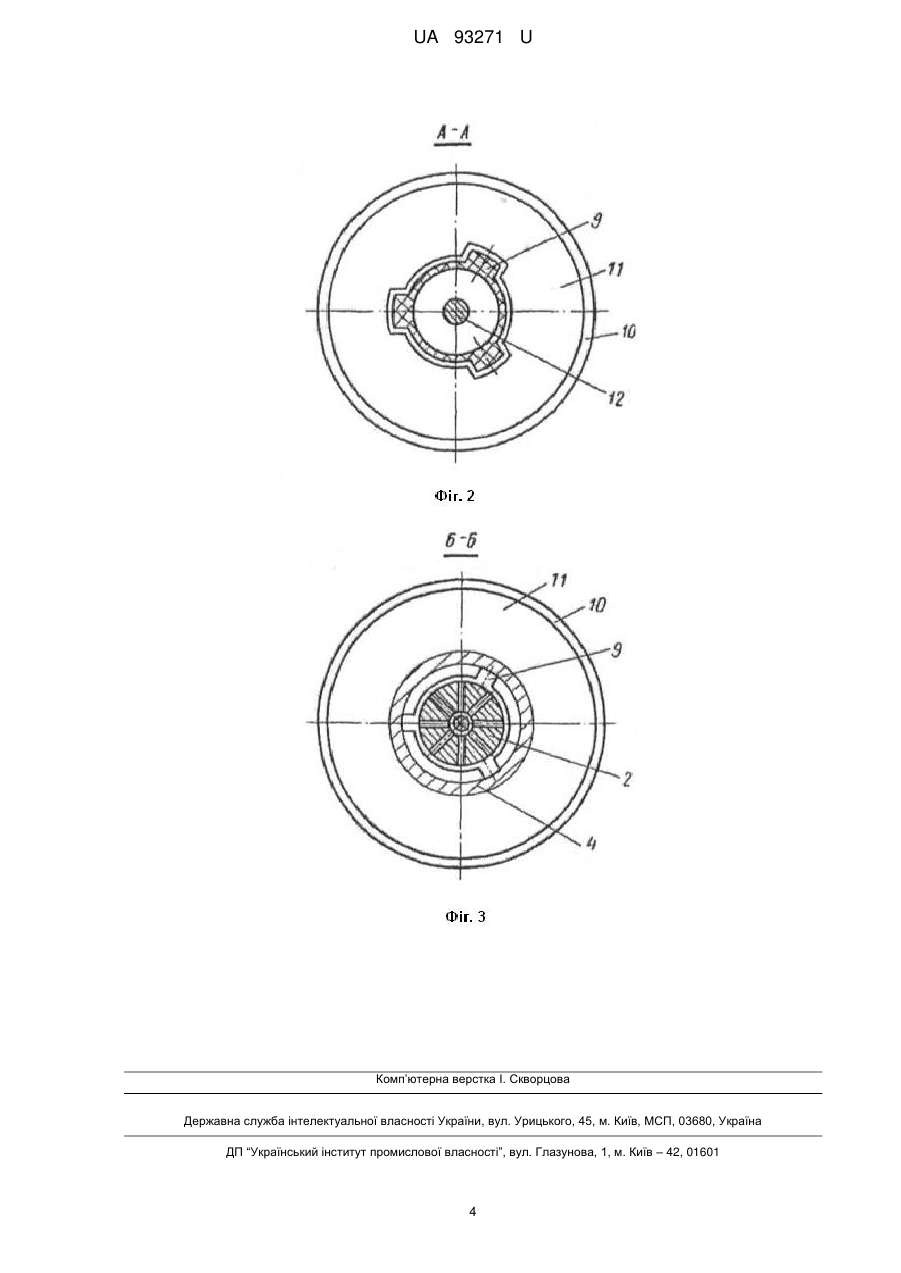
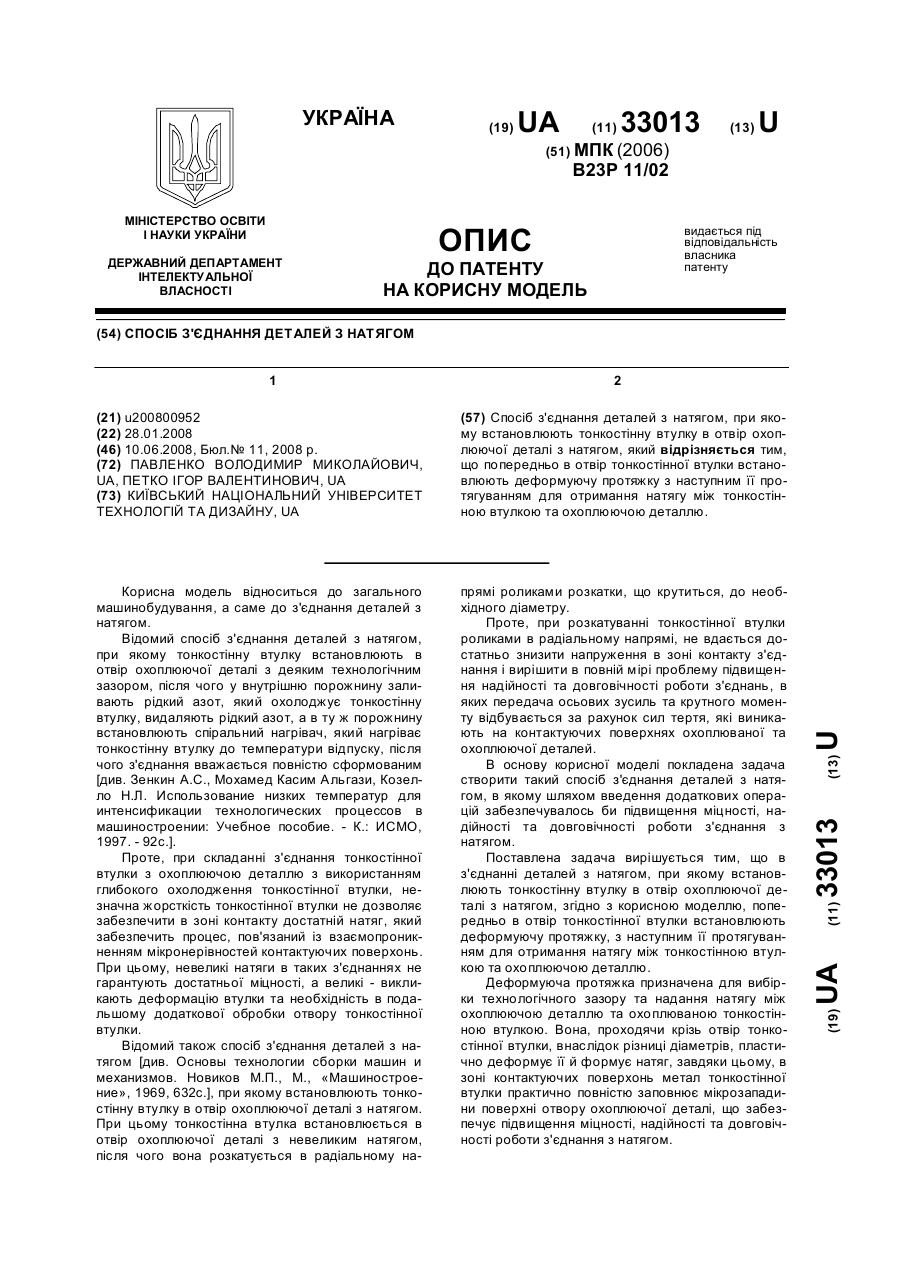
Реферат: UA 93271 U UA 93271 U 5 10 15 20 25 30 35 40 45 50 55 Пристрій може знайти застосування при збиранні тепловим способом порожнистих втулок, виготовлених з антифрикційних матеріалів, наприклад із бронзи або латуні, та охоплюючих деталей із сталі, які з'єднуються з натягом і мають різні коефіцієнти лінійного розширення. Задача корисної моделі - забезпечити якісне та міцне з'єднання таких деталей з відповідними натягами тепловим способом, при якому повністю відсутні будь-які пошкодження посадочних поверхонь деталей, які з'єднуються [1]. Відомі деякі зразки пристроїв для збирання пресових з'єднань деталей типу вал-втулка, які містять співвісні розташовані для запресовки шток силового циліндра та механізм центрування деталей, які з'єднуються. Найбільш близьким до запропонованого пристрою є "Способ ориентирования и сборки деталей" [2]. Відомий спосіб включає електромагнітний складальний пристрій, який містить дві індукційні котушки, конфігурація яких вибрана пропорційно формі та розмірам деталей, що складаються. Орієнтування рухомої деталі відбувається під впливом магнітних сил, які переміщують її до базової. Проте такий пристрій не може забезпечити якісного з'єднання деталей з натягом у випадку, якщо охоплювана деталь виготовлена із антифрикційного матеріалу (бронзи або латуні) і має значно більший коефіцієнт лінійного розширення та до того ще й антимагнітна у порівнянні зі стальною. Тому в основу корисної моделі поставлено задачу - розробити пристрій, який забезпечує якісне та міцне з'єднання деталей з натягом, які мають різні коефіцієнти лінійного розширення. З метою підвищення міцності з'єднань з натягом, деталі яких мають різні коефіцієнти лінійного розширення, запропонований пристрій містить розпилювач охолоджуючої рідини, який змонтований на запресовочному штоці і виконаний у вигляді встановленого в отворі, виконаному в штоці і зв'язаному з гідромагістраллю підпружиненого золотника зі штовхачем, при цьому в направляючій частині запресовочного штока виконані радіальні отвори, які зв'язані з осьовим отвором, при цьому механізм центрування деталей, які з'єднують виконаний у вигляді встановленого в стакані підпружиненого порожнистого ступінчастого пальця з радіальними отворами на ступені меншого діаметра, запресовочний шток і ступінчастий палець забезпечені закріпленими на них ущільнюючими кільцевими прокладками. На фіг. 1 показаний запропонований пристрій, головний вигляд; на фіг. 2 - розріз по А-А на фіг. 1; на фіг. 3 - розріз по Б-Б на фіг. 1. Конструкція запропонованого пристрою представлена на фіг. 1. Пристрій включає в себе співвісний вертикально розташований запресовочний шток 1 силового циліндра, змонтований на ньому розпилювач 2 охолоджуючої рідини і механізм для центрування деталей, які з'єднують, переважно корпусної деталі 3 і порожнистої втулки 4, що має більший коефіцієнт лінійного розширення. До торця штока 1 прикріплені ущільнююча кільцева гідроізолююча прокладка 5. Розпилювач 2 виконаний у вигляді встановленого в осьовому отворі, передбаченому в штоці і пов'язаному з гідромагістраллю каналом 6, підпружиненного золотника 7 із штовхачем, при цьому в направляючій частині штока виконані радіальні отвори, пов'язані з осьовим отвором. Механізм центрування виконаний у вигляді підпружиненого пружиною 8 порожнистого ступінчастого пальця 9 встановленого в стакані 10. До верхнього фланця стакана прикріплена плита 11 з радіальними пазами, а до нижнього - стрижень 12. На стику верхньої і середньої ступенів пальця 9 торцева кільцева поверхня забезпечена ущільнюючої прокладкою 13. В середній ступені пальця виконані виступи, які входять в пази плити 11, а в верхній ступені пальця виконані радіальні отвори 14. У нижній основі стакана 10 виконані отвори 15. Плита 11 і палець 9 виготовлені з теплоізоляційного матеріалу, наприклад асботекстоліта. Складання деталей здійснюється наступним чином. У початковому стані запресовочний шток 1 з розпилювачем 2, а також палець 9 знаходяться в крайньому верхньому положенні. Нагріта корпусна деталь 3, зцентрована середнього ступеня пальця, встановлюється на плиту 11, а втулка 4, зцентрована верхнього ступеня пальця, встановлюється нижнім торцем на прокладку 13. При русі штока 1 вниз верхній торець втулки 4 впирається в ущільнювальну прокладку 5, при цьому розпилювач 2 розміщується всередині втулки. При подальшому русі вниз шток 1 всуває втулку 4 в корпусну деталь 3 до упору нижнього торця втулки в виступи плити 11 і одночасно переміщує вниз палець 9. При цьому золотник 7, впираючись штовхачем в стрижень 12, відкриває канали 6, в результаті чого охолоджуюча рідина під тиском через розпилювач 2 подається на внутрішню поверхню втулки 4. Інтенсивне охолодження втулки відбувається і через зону сполучення корпусної деталі. 1 UA 93271 U 5 10 15 20 Шток 1 знаходиться в нижньому положенні до повного охолодження з'єднання. Охолоджуюча рідина через отвори 14 верхньої частини пальця 9 і через його порожнину попадає в стакан 10 і далі через отвори 15 виводиться з пристрою. Ущільнюючі прокладки 5 і 13, герметизують зону охолодження і виключають можливість попадання рідини на корпусну деталь 3. Після охолодження з'єднання шток 1 з розпилювачем 2 відводиться у верхнє положення, золотник 7 перекриває канали 6, корпусна деталь 3 з встановленою в ній втулкою 4 знімаються з плити 11, а палець 9 під впливом пружини 8 повертається у верхнє початкове положення. Запропонований пристрій дозволяє застосувати тепловий метод складання з'єднань з натягом у випадках, коли коефіцієнт лінійного розширення втулки більше коефіцієнта розширення корпусу, забезпечуючи при цьому значне підвищення міцності з'єднання завдяки інтенсивному відведенню тепла, яке отримує бронзова втулка при контакті з нагрітим стальним корпусом, що дозволяє уникнути пластичній деформації втулки. Пристрій відрізняється простотою конструкції, надійністю в роботі, забезпечує високу якість з'єднань і може бути використаний для механізації та автоматизації складальних процесів при виготовленні та ремонті машин. Джерела інформації: 1. Кравцов М.К. Промежуточные среды в соединениях с натягом /М.К. Кравцов, А.А. Святуха, В.В. Чернов. - Харьков: Изд-во Штрих. 2001. - 200 с. 2. Способ ориентирования и сборки деталей. А.С. № 361853 опубліковано у бюлетені № 2 13.11.1973. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Пристрій для збирання з'єднань з натягом тепловим способом деталей із різнорідних матеріалів, що містить співвісно розташований запресовочний шток силового циліндра та механізм центрування деталей, які з'єднують, який відрізняється тим, що містить розпилювач охолоджуючої рідини, який змонтований на запресовочному штоці і виконаний у вигляді встановленого в отворі, виконаному в штоці і зв'язаному з гідромагістраллю підпружиненого золотника зі штовхачем, при цьому в направляючій частині запресовочного штока виконані радіальні отвори, які зв'язані з осьовим отвором, при цьому механізм центрування деталей, які з'єднують виконаний у вигляді встановленого в стакані підпружиненого порожнистого ступінчастого пальця з радіальними отворами на ступені меншого діаметра, запресовочний шток і ступінчастий палець забезпечені закріпленими на них ущільнюючими кільцевими прокладками. 2 UA 93271 U 3 UA 93271 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSviatukha Anatolii Yakymovych, Hordieiev Andrii Serhiiovych
Автори російськоюСвятуха Анатолий Якимович, Гордеев Андрей Сергеевич
МПК / Мітки
МПК: B23P 19/02
Мітки: збирання, з'єднань, деталей, пристрій, натягом, матеріалів, тепловим, різнорідних, способом
Код посилання
<a href="https://ua.patents.su/6-93271-pristrijj-dlya-zbirannya-zehdnan-z-natyagom-teplovim-sposobom-detalejj-iz-riznoridnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для збирання з’єднань з натягом тепловим способом деталей із різнорідних матеріалів</a>
Спосіб з’єднання деталей з натягом
Номер патенту: 33013
Опубліковано: 10.06.2008
Автори: Павленко Володимир Миколайович, Петко Ігор Валентинович
МПК: B23P 11/02
Мітки: деталей, натягом, з'єднання, спосіб
Формула / Реферат:
Спосіб з'єднання деталей з натягом, при якому встановлюють тонкостінну втулку в отвір охоплюючої деталі з натягом, який відрізняється тим, що попередньо в отвір тонкостінної втулки встановлюють деформуючу протяжку з наступним її протягуванням для отримання натягу між тонкостінною втулкою та охоплюючою деталлю.
Пристрій для теплового розпресування деталей з’єднаних коаксиально з натягом
Номер патенту: 33615
Опубліковано: 15.02.2001
Автори: Корчевський Микола Володимирович, Лейбович Лев Іссахарович, Девякович Олег Петрович, Дорошенко Микола Єгорович, Горькавець Володимир Вікторович
МПК: B23P 19/02, F04D 29/60
Мітки: деталей, натягом, розпресування, коаксіальної, пристрій, з'єднаних, теплового
Текст:
...запропонованого та відомого пристрою-прототипу, дозволяють при використанні заявленого винаходу досягнути описаного вище технічного результату, тобто знаходяться з ним у причиннонаслідковому зв'язку. Виходячи з цього, можна стверджувати, що ознаки, що характеризують винахід, є істотними. Винахід пояснюється за допомогою малюнка (фіг.), який ілюструє вид пристрою у поздовжньому розрізі з об'єктом розпресування -ротором багатоступінчастого...
Пристрій для пресового розбирання і збирання деталей машин

Номер патенту: 32107
Опубліковано: 12.05.2008
Автори: Галушко Олександр Іларіонович, Моргун Анатолій Миколайович
МПК: B23P 19/02
Мітки: пристрій, розбирання, збирання, деталей, машин, пресового
Формула / Реферат:
Пристрій для пресового розбирання і збирання деталей машин, що містить силовий механізм із штоком, до якого прикріплений фланець з шарнірно закріпленими на вилках трьома упорами, які мають кронштейни для кріплення їх до отворів в корпусній деталі агрегату, який ремонтують, який відрізняється тим, що силовий механізм виконаний в вигляді гідроциліндра, а упори виконані телескопічними з можливістю зміни і фіксації їх довжини.
Спосіб з’єднання деталей з натягом
Номер патенту: 32918
Опубліковано: 10.06.2008
Автори: Петко Ігор Валентинович, Павленко Володимир Миколайович
МПК: B23P 11/02
Мітки: спосіб, деталей, натягом, з'єднання
Формула / Реферат:
Спосіб з'єднання деталей з натягом, при якому в отвір охоплюючої деталі встановлюють проміжну пластичну тонкостінну втулку з технологічним зазором, якій надають первинного натягу та встановлюють в неї охоплювану деталь більшої довжини з натягом, який відрізняється тим, що перед встановленням охоплюваної деталі в отвір тонкостінної втулки встановлюють деформуючу протяжку з наступним її протягуванням для отримання первинного натягу між...
Знімач для демонтажу з валів деталей, встановлених з натягом
Номер патенту: 36873
Опубліковано: 10.11.2008
Автори: Чухрай Володимир Євгенович, Рис Василь Іванович
МПК: B25B 27/02
Мітки: знімач, деталей, натягом, валів, демонтажу, встановлених
Формула / Реферат:
Знімач для демонтажу з валів деталей, встановлених з натягом, що містить траверсу з захоплювачами, який відрізняється тим, що містить силовий гвинт з важелем, причому плечі траверси встановлені до осі силового гвинта під кутом a.
Попередній патент: Спосіб формування епітаксійних шарів кремнію
Наступний патент: Премікс з одноосібним використанням солей мікроелементів різної хімічної природи для годівлі свиней кс-5
Випадковий патент: Спосіб виробництва дієтичного молока при однотипній годівлі корів