Спосіб та пристрій для намотування металевих стрічок на навивальну оправку
Формула / Реферат
1. Спосіб намотування металевих стрічок (13) на розташовану в шахті (3) намотувальної установки навивальну оправку (4), до якої металеву стрічку подають ведучим пристроєм (2), який містить в своїй рамі (5) один нижній та один верхній ведучі ролики (6, 7), причому для направлення металевої стрічки (13) під нею передбачений стіл (11), а вище металевої стрічки розташований перевідний пристрій (17) і відкидна кришка (19) шахти, яка примикає до перевідного пристрою і доходить до навивальної оправки, причому для керування ходом стрічки через ведучий пристрій визначають подовжнє тягове зусилля, що діє з боку ведучого пристрою (2) на металеву стрічку (13), за допомогою пристрою (10) для вимірювання натягнення стрічки, який встановлюють в рамі (5) ведучої установки на поворотній осі (8) позаду нижнього ведучого ролика (7), поблизу нього, і який може притискатися знизу до металевої стрічки (13), який відрізняється тим, що разом з поворотом пристрою (10) для вимірювання натягнення стрічки зверху до металевої стрічки (13) повертають контрзасіб (26) у вигляді контрролика.
2. Спосіб за п. 1, який відрізняється тим, що клинову складову розподілу натягнення стрічки вимірюють по ширині металевої стрічки (13).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що пристрій (10) для вимірювання натягнення стрічки керовано підводять під металеву стрічку (13) відразу після створення натягнення стрічки між ведучим пристроєм (2) і навивальною оправкою (4).
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що пристрій (10) для вимірювання натягнення стрічки повертають до металевої стрічки (13) до досягнення визначеної, фіксованої позиції, що враховує всю ділянку діаметрів намотування.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що вимірюють положення кромок металевої стрічки (13).
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що пристрій (10) для вимірювання натягнення стрічки утворює з роликом (23), що притискається до металевої стрічки (13), кут обмотування.
7. Спосіб за п. 6, який відрізняється тим, що ролик (23) перед поворотом попередньо прискорюють до швидкості руху металевої стрічки (13).
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що результати вимірювання значень натягнення стрічки після ведучого пристрою (2) передають назад на пристрій регулювання розташованої попереду виробничої лінії.
9. Пристрій для намотування металевих стрічок (13) на розташовану в шахті (3) намотувальної установки навивальну оправку (4), до якої металева стрічка підводиться від ведучого пристрою (2), який містить в рамі (5) ведучого пристрою один нижній та один верхній ведучі ролики (6, 7), причому для направлення металевої стрічки (13) нижче неї передбачений стіл (11), а вище металевої стрічки розташовані перевідний пристрій (17), а також примикаюча до нього поблизу навивальної оправки кришка (19) шахти, причому передбачений пристрій (10) для вимірювання натягнення стрічки, який складається з одного першого плеча (10а) важеля, який своїм заднім кінцем встановлений в точці (9) повороту на рамі (5) ведучого пристрою, і одного, шарнірно закріпленого спереду в першому плечі (10а), другого плеча (10b) важеля, який містить на своєму передньому кінці ролик (23), причому між першим плечем (10а) важеля і другим плечем (10b) важеля розташований засіб (24) для вимірювання сили, зокрема для здійснення способу за п. 1, який відрізняється тим, що пристрій (10) для вимірювання натягнення стрічки оснащений контрроликом (26), який встановлений з можливістю повороту зверху до металевої стрічки (13) і закріплений на передньому, поверненому до верхнього ведучого ролика (6), кінці перевідного пристрою (17).
10. Пристрій за п. 9, який відрізняється тим, що містить датчик тиску як засіб (24) для вимірювання сили.
Текст
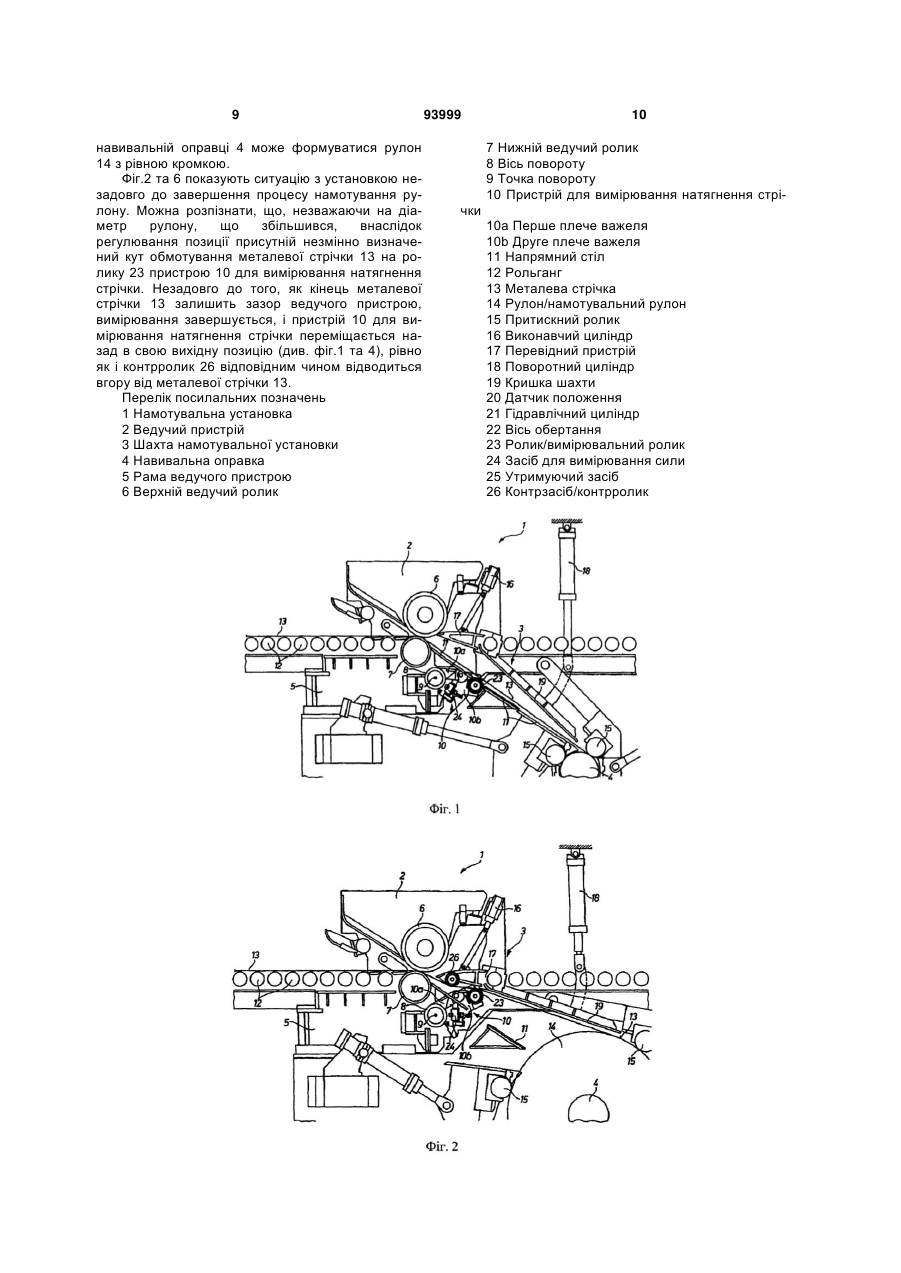
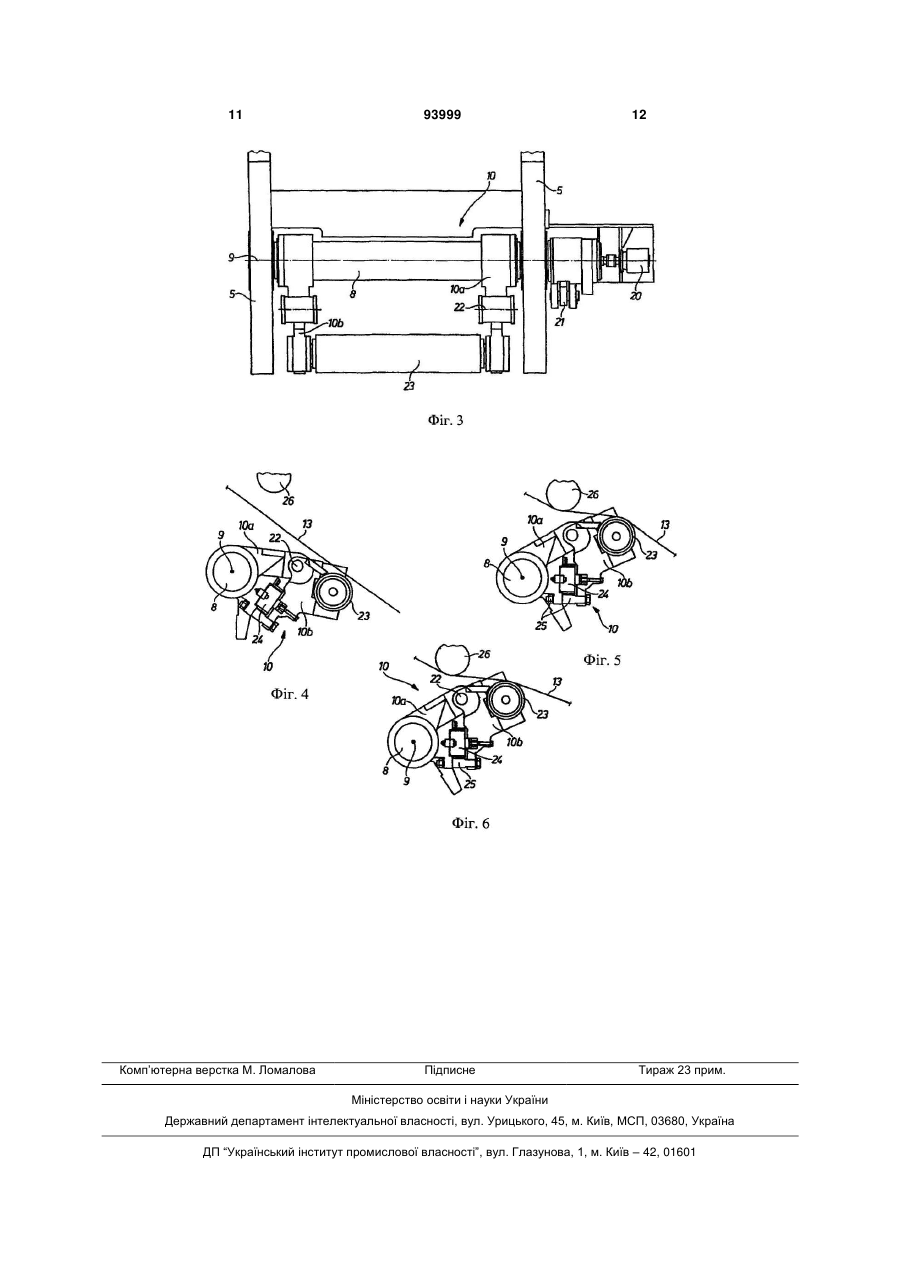
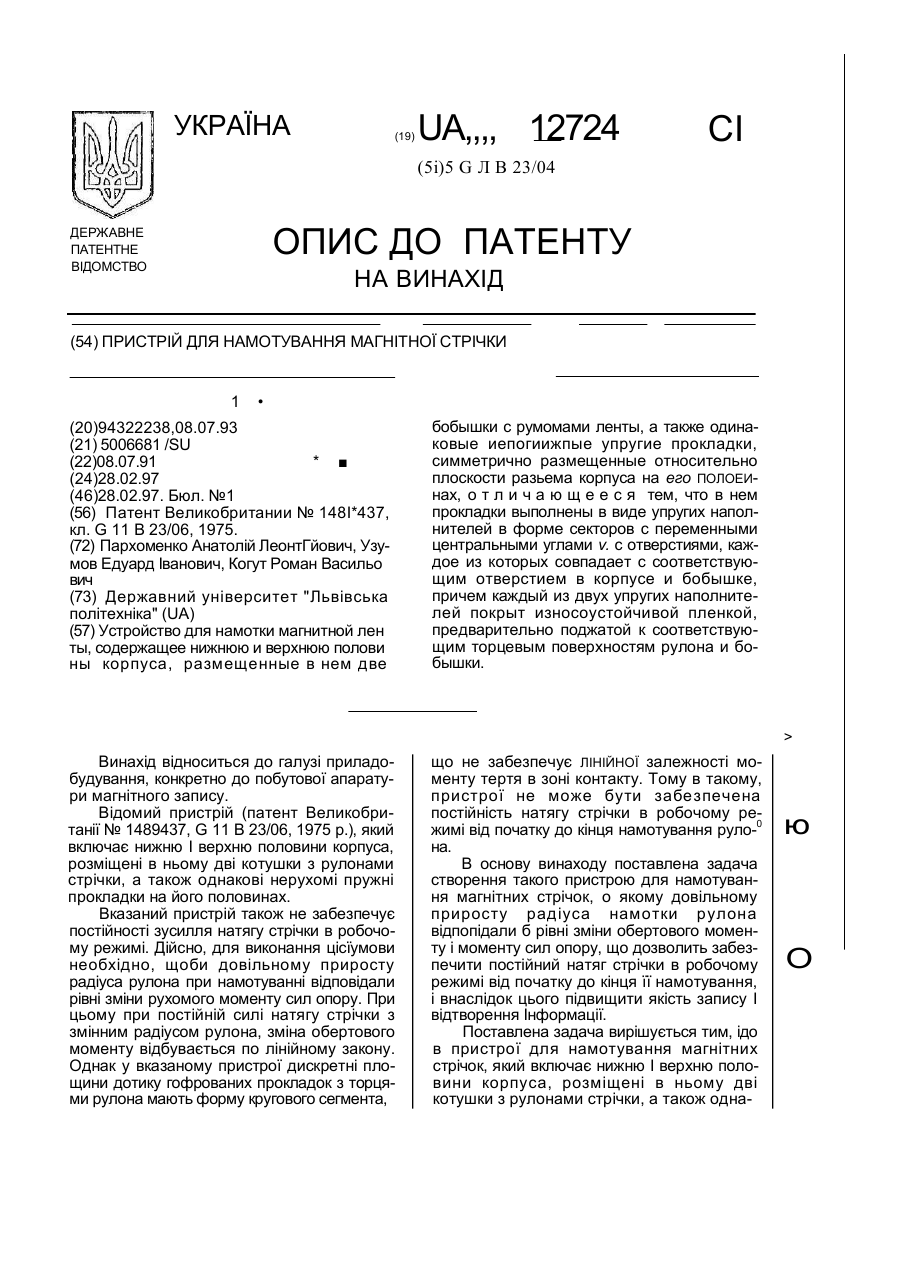
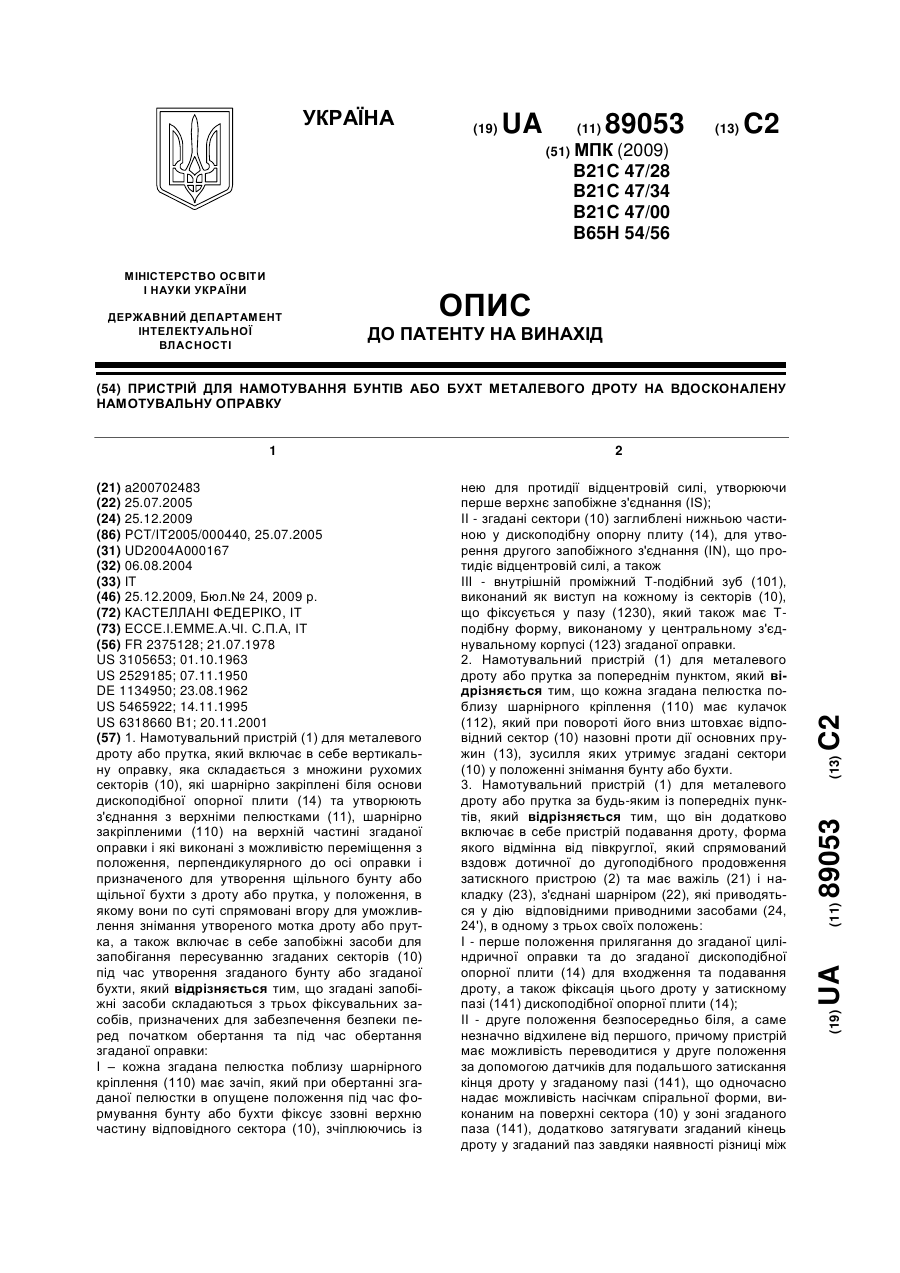
1. Спосіб намотування металевих стрічок (13) на розташовану в шахті (3) намотувальної установки навивальну оправку (4), до якої металеву стрічку подають ведучим пристроєм (2), який містить в своїй рамі (5) один нижній та один верхній ведучі ролики (6, 7), причому для направлення металевої стрічки (13) під нею передбачений стіл (11), а вище металевої стрічки розташований перевідний пристрій (17) і відкидна кришка (19) шахти, яка примикає до перевідного пристрою і доходить до навивальної оправки, причому для керування ходом стрічки через ведучий пристрій визначають подовжнє тягове зусилля, що діє з боку ведучого пристрою (2) на металеву стрічку (13), за допомогою пристрою (10) для вимірювання натягнення стрічки, який встановлюють в рамі (5) ведучої установки на поворотній осі (8) позаду нижнього ведучого ролика (7), поблизу нього, і який може притискатися знизу до металевої стрічки (13), який відрізняється тим, що разом з поворотом пристрою (10) для вимірювання натягнення стрічки 2 (19) 1 3 93999 4 (10а) важеля, який своїм заднім кінцем встановлений в точці (9) повороту на рамі (5) ведучого пристрою, і одного, шарнірно закріпленого спереду в першому плечі (10а), другого плеча (10b) важеля, який містить на своєму передньому кінці ролик (23), причому між першим плечем (10а) важеля і другим плечем (10b) важеля розташований засіб (24) для вимірювання сили, зокрема для здійснення способу за п. 1, який відрізняється тим, що пристрій (10) для вимірювання натягнення стрічки оснащений контрроликом (26), який встановлений з можливістю повороту зверху до металевої стрічки (13) і закріплений на передньому, поверненому до верхнього ведучого ролика (6), кінці перевідного пристрою (17). 10. Пристрій за п. 9, який відрізняється тим, що містить датчик тиску як засіб (24) для вимірювання сили. Винахід стосується способу та пристрою для намотування металевих стрічок на розташовану в шахті намотувального пристрою навивальну оправку, до якої металева стрічка підводиться від ведучого пристрою, який містить в рамі ведучого пристрою один верхній і один нижній ведучі ролики, причому для направлення передбачений стіл, розташований нижче металевої стрічки, а вище металевої стрічки розташований перевідний пристрій стрічки, а також відкидна кришка шахти, розташована з примиканням до перевідного пристрою поблизу навивальної оправки. Відомий з документа DE 19520709 А1 ведучий пристрій або ведучий апарат оснащений стаціонарно укріпленим нижнім валком і регульованим відносно нього верхнім валком. Регульований верхній валок укріплений в регульованій за допомогою працюючого на гідравлічній рідині циліндра поворотній рамі, яка утворена двома протилежачими кулісами, які з'єднані в зоні їх загальної осі коливання за допомогою основи, закріпленої з обох боків в рамі ведучого елемента. Куліси цього ведучого елемента можуть регулюватися за допомогою гідравлічних циліндрів, що навантажуються кожний окремо, причому основа, яка з'єднує куліси між собою, виконана як пружина крутіння. У цьому випадку за рахунок прикладення різних регулювальних зусиль при відносно малій різниці зусилля гідравлічного циліндра можуть досягатися різні кути повороту куліс і, отже, регульованого верхнього валка, або, відповідно, ведучого валка. Це пояснюється тим, що за рахунок коливання верхнього валка тягове зусилля, що надається ведучим пристроєм, діє на стрічку і, таким чином, регулюється розподіл тягнучого зусилля. Зусилля в розташованих на боці приводу і боці обслуговування регулюючих циліндрів верхнього ведучого валка (виконавчий елемент) можуть задаватися різним чином. Тим самим різниця тягового зусилля передається на ведучий пристрій із зміщенням в напрямку ширини на металеву стрічку і, отже, впливає на хід стрічки. Все ж при намотуванні металевих стрічок, зокрема гарячих стрічок, часто відбуваються помилки намотування в формі циклічного або приблизно циклічного проходження окремих витків в процесі загального намотування рулону. Це проходження є неприйнятним, оскільки виступаючі витки можуть бути легко пошкоджені при подальшому транспортуванні. Головну причину цієї помилки намотування потрібно шукати в нерівності стрічки, яка в про цесі намотування в намотувальній установці може призвести до відведення стрічки поперечно напрямку транспортування. З документа DE 19704447 А1 відомий вимірювальний ролик для вимірювання рівності вальцьованої стрічки, що знаходиться під натягненням, в лінії гарячого вальцювання стрічки. Один або декілька цих вимірювальних роликів, які притискаються знизу довальцьованої стрічки, можуть розташовуватися між прокатними клітями виробничої лінії і/або в напрямку вальцювання після останньої прокатної кліті виробничої лінії, і/або перед ведучим пристроєм для намотувального пристрою, і/або між ведучим пристроєм і намотувальним пристроєм. При вимірювальному ролику, розташованому між ведучим пристроєм і намотувальним пристроєм, одержана величина вимірювання використовується для повороту ведучого пристрою, і, таким чином, регулюється хід стрічки при намотуванні на намотувальну або навивальну оправку. З документа DE 10131850 А1 відомий намотувальний пристрій для тонкої стрічки з роликом вимірювання рівності для вимірювання і впливу на рівність стрічки в шахті намотувального пристрою лінії гарячого вальцювання стрічки. Ролик вимірювання рівності розташований в цьому випадку в шахті намотувального пристрою між ведучим пристроєм, а також навивальною оправкою і рухомими, а також стаціонарно закріпленими напрямними для стрічки, що знаходяться там. Ролик вимірювання рівності переводиться з робочого положення, в якому гаряча стрічка з підтримання приблизно незмінного кута обмотування направляється навколо ролика вимірювання рівності, в опущену позицію, в якій він в шахті намотувального пристрою захищений напрямною стрічки, що повертається. В основу винаходу покладена задача такого подальшого удосконалення способу і пристрою названого вище типу, що може досягатися поліпшене вимірювання натягнення металевої стрічки в шахті намотувального пристрою, зокрема, забезпечується можливість впливу на ведучий пристрій за допомогою підлягаючої передачі їм різниці натягнення стрічки, внаслідок чого може утворюватися рулон металевої стрічки з рівними кромками. Ця задача вирішується за допомогою способу відповідно до винаходу за рахунок того, що подовжнє тягове зусилля, яке діє з боку ведучого пристрою на металеву стрічку, визначається для керування проходженням стрічки через ведучий 5 пристрій за допомогою пристрою для вимірювання натягнення стрічки, який розташований на рамі ведучого пристрою в точці повороту на незначній відстані позаду нижнього ведучого валка і який може відкидатися знизу до металевої стрічки. Таким чином, за рахунок пристрою для вимірювання натягнення стрічки, який закріплений з можливістю коливання в самому ведучому пристрої, а саме, на рамі ведучого пристрою, і який може здійснювати процес вимірювання таким чином, вже відразу за зазором ведучого пристрою, створений інструмент, який одночасно забезпечує різні переваги для ведучого пристрою. Сюди відносяться вплив на хід стрічки під час процесу намотування між ведучим пристроєм і навивальною оправкою для поліпшеної прямизни кромки рулону, за рахунок вимірювання на металевій стрічці більшої інформації про процес, наприклад, прояви центральної і крайової хвилястості, успішна передача результатів вимірювання до пристрою регулювання розташованої перед виробничою лінії (профіль і рівність) і ділянки охолоджування, а також контроль якості виробу. Крім того, внаслідок короткого шляху можливе також вимірювання на кінці стрічки, яке є важливим, оскільки в цьому випадку направлення стрічки є особливо складним внаслідок не присутнього більше натягнення стрічки чистової групи клітей прокатного стану. Відповідно до винаходу пропонується вимірювати клинову складову розподілу натягнення стрічки по ширині металевої стрічки, при бажанні і при необхідності з накладенням здійснюється також вимірювання позиції кромок металевої стрічки. Пристрій для вимірювання натягнення стрічки постійно вимірює розподіл натягнення стрічки, відповідно, її рівність. Одержані дані обробляються в процесорі оцінки і, будучи забезпеченими відповідним заданим значенням повороту, передаються на пристрій автоматизації або регулювання ведучих роликів. Відповідно до переважної пропозиції винаходу пристрій для вимірювання натягнення стрічки відразу після створення натягнення стрічки між ведучим пристроєм і навивальною оправкою відкидається з регулюванням під металеву стрічку, наприклад, за допомогою гідравлічного циліндра, що діє щонайменше на одному кінці осі повороту пристрою для вимірювання натягнення стрічки. Необхідне натягнення стрічки звичайно досягається після двох-трьох витків навивальної оправки. Протягом часу, доки металева стрічка відсутня між ведучим пристроєм і навивальною оправкою, пристрій для вимірювання натягнення стрічки знаходиться у відкинутому в бік стані. Як тільки потім передня частина стрічки досягне зазору ведучого пристрою і буде створене натягнення стрічки, здійснюється гідравлічно регульований поворот в напрямку нижнього боку металевої стрічки. Відповідно до переважного виконання винаходу пристрій для вимірювання натягнення стрічки з роликом, що занурюється в металеву стрічку, утворює один кут обмотування. Останній забезпечує передачу зусилля від металевої стрічки на вимірювальний ролик і від нього на вбудований в 93999 6 пристрій для вимірювання натягнення стрічки пристрій вимірювання сили. Якщо пристрій для вимірювання натягнення стрічки переважно до визначеної, фіксованої, переважно, визначеної загальним діаметром намотування позиції, повернений до металевої стрічки, причому металева стрічка аналогічно, як при режимі утворення петлі у виробничій лінії, зазнає відхилення, також на кінці стрічки може бути утворений ще оптимальний кут обмотування на випереджальному ролику, або відповідно, вимірювальному ролику. Далі, сприятливим є випадок, якщо разом з поворотом пристрою для вимірювання натягнення стрічки в робоче положення і зануренням вимірювального ролика в металеву стрічку зверху на металеву стрічку відкидається контрзасіб (контрролик). Тільки незадовго до того, коли кінець стрічки залишить зазор ведучого пристрою, вимірювання припиняється, і пристрій для натягнення стрічки і контрзасіб переміщаються назад в свою вихідну позицію. Відповідно до наступного переважного виконання винаходу вимірювальний ролик і, переважно також контрролик перед поворотом в робоче положення попередньо прискорюються до швидкості руху металевої стрічки. Оскільки ролик в процесі намотування відкидається на стрічку, за рахунок попереднього прискорення запобігають пошкодженню металевої стрічки за рахунок необхідного пізніше в іншому випадку процесу прискорення. Привід може здійснюватися механічно і/або електрично і/або гідравлічно. Пристрій для рішення покладеної в основу винаходу задачі відрізняється відповідно до винаходу тим, що пристрій для вимірювання натягнення стрічки складається з першого плеча важеля, закріпленого позаду в точці повороту на кронштейні ведучого пристрою, і шарнірно закріпленого спереду в першому плечі важеля другого плеча важеля, який на своєму передньому кінці містить ролик, причому між першим плечем важеля і другим плечем важеля розташований засіб для вимірювання сили, переважно, датчик тиску, наприклад, у формі комірок для вимірювання тиску. Як тільки пристрій для вимірювання натягнення стрічки буде повернений до металевої стрічки, і її випереджальний вимірювальний ролик навантажиться в металеву стрічку з утворенням кута обмотування, через ролик прикладається зусилля, яке навантажує переднє, друге плече важеля в напрямку руху годинникової стрілки. Сили, які виникають на ролику внаслідок натягнення стрічки, передаються далі з дуже незначним тертям на датчик тиску, вбудований в перше плече важеля, закріплене на рамі ведучого пристрою, і на систему регулювання ведучого пристрою, який, наприклад, за допомогою повороту верхнього ведучого ролика коректує рух стрічки. Формування кута обмотування може бути поліпшене, якщо відповідно до переважної форми виконання пристрій для вимірювання натягнення стрічки забезпечений контрроликом, який може відкидатися зверху на металеву стрічку. Цей ролик може бути закріплений, переважно, на передньо 7 му, поверненому до верхнього ведучого ролика кінці перевідної установки, який і без того присутній. Подальші ознаки і подробиці винаходу витікають з пунктів формули винаходу і наведеного нижче опису зображеного на кресленнях прикладу виконання винаходу. Фігури показують. Фіг.1 показує в частковому подовжньому перерізі намотувальну установку з розташованим в шахті намотувального пристрою, закріпленим з можливістю поворотного руху пристроєм для вимірювання натягнення стрічки, який знаходиться у відкинутій від підлягаючої намотуванню металевої стрічки, неробочої позиції; Фіг.2 показує намотувальну установку за фіг.1 в стадії експлуатації незадовго до завершення процесу намотування рулону; Фіг.3 показує як елемент намотувальної установки закріплений з можливістю поворотного руху пристрій для вимірювання натягнення стрічки в схематичному вигляді на раму ведучого пристрою; Фіг.4 показує в частковому перерізі вигляд збоку на пристрій для вимірювання натягнення стрічки в опущеному на початок процесу намотування рулону положенні; Фіг.5 показує пристрій для вимірювання натягнення стрічки за фіг.4 в навантаженому на нижню сторону стрічки положенні після створення натягнення стрічки під час процесу намотування рулону; і Фіг.6 показує положення пристрою для вимірювання натягнення стрічки за фіг.4 або 5 незадовго до завершення процесу намотування рулону. Зображена на фіг.1 та 2 намотувальна установка 1 складається з ведучого пристрою 2, до якого примикає шахта 3 намотувальної установки з розташованою на її кінці навивальною оправкою 4. В рамі 5 ведучого пристрою закріплені один верхній та один нижній ведучі ролики 6, 1, а також встановлений з можливістю повороту на осі 8 повороту своєю точкою 9 повороту на незначній відстані за нижнім ведучим роликом 7 пристрій 10 для вимірювання натягнення стрічки. До пристрою 10 для вимірювання натягнення стрічки в напрямку навивальної оправки 4 примикає напрямний стіл 11, який ділянкою стола, що проходить до нижнього ведучого ролика 7, закриває також присутній там вільний простір в напрямку пристрою 10 для вимірювання натягнення стрічки. Через напрямний стіл 11 металева стрічка 13, яка входить від не зображеної виробничої лінії через рольганг 12 і транспортується ведучими роликами 6, 7 через утворений ними зазор подавальною пристрою, надходить до навивальної оправки 4, на яку металева стрічка 13 намотується в готову бухту або намотаний рулон 14, як показано на фіг.2 з його найбільшим діаметром рулону. Навивальній оправці 4 надані декілька розподілених по її периметру притискиних роликів 15. Зверху шахта 3 намотувальної установки закривається перевідним пристроєм 17 стрічки, який в показаному на фіг.1 вихідному положенні доходить до периметра верхнього ведучого ролика 6 і повертається за допомогою виконавчого гідроциліндра 18, а також навивальної оправки 4, що про 93999 8 ходить від нього вище, яка переміщується за допомогою поворотного циліндра 18 кришкою 19 шахти. Пристрій 10 для вимірювання натягнення стрічки, який встановлений з можливістю повороту навколо осі 8 повороту в точці 9 повороту в рамі 5 ведучого пристрою, повертається за допомогою гідравлічного циліндра 21 (див. фіг.3), який закріплений своїм нижнім кінцем на рамі 5 ведучого пристрою і має відповідний датчик 20 положення. Пристрій 10 для вимірювання натягнення стрічки, як більш детально показано на фіг.4-6, складається з першого плеча 10а важеля, який встановлений своїм заднім кінцем на осі 8 повороту, і другим плечем 10b важеля, який шарнірно встановлений на передньому кінці плеча 10а важеля на осі 22 обертання. Спереду на другому плечі 10b важеля встановлений випереджальний ролик або вимірювальний ролик 23, що, переважно, приводиться у обертання (не зображено). У проміжному просторі між обома плечами важелів 10а, 10b як складова частина першого плеча 10а важеля виконаний засіб 24 для вимірювання сили у формі комірок для вимірювання тиску. Обидва плеча 10а, 10b важелів утримуються разом один з одним за допомогою утримуючого засобу 25, який дозволяє для переднього, другого плеча 10b важеля незначний люфт переміщення. У позиції поза експлуатацією перед процесом намотування пристрій 10 для вимірювання натягнення стрічки знаходиться в найнижчій, відведеній позиції, як показано на фіг.1 та 4. Як тільки вістря стрічки або початок стрічки проходить через зазор ведучого пристрою між верхнім і нижнім ведучими роликами 6, 7, і на навивальній оправці 4 при взаємодії притискиних роликів 15 утворюються приблизно від двох до трьох витків стрічки vi, отже, створюється натягнення стрічки між навивальною оправкою 4 і ведучим пристроєм 2, пристрій 10 для вимірювання натягнення стрічки повертається з гідравлічним регулюванням в точну позицію відносно нижньої сторони металевої стрічки 13 за допомогою гідравлічного циліндра 21. За рахунок підтримки встановленого на передньому кінці перевідного пристрою 17 стрічки, що відкидається зверху і, отже, у зустрічному напрямку, контрролика 26 (він зображений на фіг.2 як складова частина перевідного пристрою 17 стрічки) забезпечується необхідний для проведення процесу вимірювання кут обмотування металевої стрічки 13 на ролику 23. Прикладене через ролик 23 від металевої стрічки 13 зусилля навантажує важіль 10b в напрямку годинникової стрілки і, отже, засіб 24 для вимірювання сили першого, заднього плеча 10а важеля. Засіб або засоби для вимірювання сили постійно вимірюють розподіл натягнення стрічки, відповідно, рівність стрічки. Одержані дані оцінюються і передаються на регулюючий пристрій ведучого пристрою 2. Він може на основі вимірювання регулюватися таким чином, що, наприклад, за рахунок повороту верхнього і/або нижнього ведучого роликів 6, 7 або паралельного повороту обох роликів, або шляхом завдання різних зусиль замикання на боках приводу та обслуговування, на 9 навивальній оправці 4 може формуватися рулон 14 з рівною кромкою. Фіг.2 та 6 показують ситуацію з установкою незадовго до завершення процесу намотування рулону. Можна розпізнати, що, незважаючи на діаметр рулону, що збільшився, внаслідок регулювання позиції присутній незмінно визначений кут обмотування металевої стрічки 13 на ролику 23 пристрою 10 для вимірювання натягнення стрічки. Незадовго до того, як кінець металевої стрічки 13 залишить зазор ведучого пристрою, вимірювання завершується, і пристрій 10 для вимірювання натягнення стрічки переміщається назад в свою вихідну позицію (див. фіг.1 та 4), рівно як і контрролик 26 відповідним чином відводиться вгору від металевої стрічки 13. Перелік посилальних позначень 1 Намотувальна установка 2 Ведучий пристрій 3 Шахта намотувальної установки 4 Навивальна оправка 5 Рама ведучого пристрою 6 Верхній ведучий ролик 93999 10 7 Нижній ведучий ролик 8 Вісь повороту 9 Точка повороту 10 Пристрій для вимірювання натягнення стрі чки 10а Перше плече важеля 10b Друге плече важеля 11 Напрямний стіл 12 Рольганг 13 Металева стрічка 14 Рулон/намотувальний рулон 15 Притискний ролик 16 Виконавчий циліндр 17 Перевідний пристрій 18 Поворотний циліндр 19 Кришка шахти 20 Датчик положення 21 Гідравлічний циліндр 22 Вісь обертання 23 Ролик/вимірювальний ролик 24 Засіб для вимірювання сили 25 Утримуючий засіб 26 Контрзасіб/контрролик 11 Комп’ютерна верстка М. Ломалова 93999 Підписне 12 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for winding metal strips onto coiling mandrel
Автори англійськоюHackenberg, Wolfgang-Dietmar
Назва патенту російськоюСпособ и устройство для намотки металлических лент ha намоточную оправку
Автори російськоюХаккенберг Вольфганг-Дитмар
МПК / Мітки
МПК: B21B 38/00, B21C 47/06, B21C 47/34, B21C 51/00
Мітки: стрічок, оправку, намотування, навивальну, пристрій, металевих, спосіб
Код посилання
<a href="https://ua.patents.su/6-93999-sposib-ta-pristrijj-dlya-namotuvannya-metalevikh-strichok-na-navivalnu-opravku.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для намотування металевих стрічок на навивальну оправку</a>
Пристрій для намотування магнітних стрічок
Номер патенту: 12724
Опубліковано: 28.02.1997
Автори: Узумов Едуард Іванович, Пархоменко Анатолій Леонтійович, Когут Роман Васильович
МПК: G11B 23/04
Мітки: пристрій, намотування, магнітних, стрічок
Формула / Реферат:
(57) Устройство для намотки магнитной ленты, содержащее нижнюю и верхнюю половины корпуса, размещенные в нем две бобышки с рулонами ленты, а также одинаковые неподвижные упругие прокладки, симметрично размещенные относительно плоскости разъема корпуса на его половинах, отличающееся тем, что в нем прокладки выполнены в виде упругих наполнителей в форме секторов с переменными центральными углами с отверстиями, каждое из которых совпадает с...
Пристрій для намотування бунтів або бухт металевого дроту на вдосконалену намотувальну оправку
Номер патенту: 89053
Опубліковано: 25.12.2009
Автор: Кастеллані Федеріко
МПК: B65H 54/56, B21C 47/28, B21C 47/00, B21C 47/34
Мітки: намотувальну, бухт, металевого, оправку, бунтів, дроту, пристрій, намотування, вдосконалену
Формула / Реферат:
1. Намотувальний пристрій (1) для металевого дроту або прутка, який включає в себе вертикальну оправку, яка складається з множини рухомих секторів (10), які шарнірно закріплені біля основи дископодібної опорної плити (14) та утворюють з'єднання з верхніми пелюстками (11), шарнірно закріпленими (110) на верхній частині згаданої оправки і які виконані з можливістю переміщення з положення, перпендикулярного до осі оправки і призначеного для...
Моталка для обробки металевих стрічок з прямими крайками, зокрема для намотування гарячекатаної стрічки
Номер патенту: 13482
Опубліковано: 25.04.1997
Автори: Йоахім Пфайффер, Хельга Тройтманн, Мартін Браун
МПК: B65H 26/00, B21C 47/02
Мітки: намотування, гарячекатаної, зокрема, металевих, стрічки, обробки, прямими, стрічок, крайками, моталка
Формула / Реферат:
1. Моталка для обработки металлических лент с прямыми кромками, в частности, для наматывания горячекатаной ленты, содержащая установленную с возможностью вращения и связанную с приводом поворота оправку, включающую корпус, сегменты, размещенные в корпусе с возможностью радиального перемещения, и механизм радиального перемещения сегментов в виде разжимной штанги, гидравлического цилиндра двойного действия и муфты, связывающей шток поршня...
Спосіб та пристрій для виготовлення металевих стрічок
Номер патенту: 85409
Опубліковано: 26.01.2009
Автори: Альтунтоп Зіткі, Бенфер Франк, Ліппольд Карстен, Ріттнер Карл
МПК: B21B 45/04, B21B 1/46
Мітки: стрічок, металевих, спосіб, пристрій, виготовлення
Формула / Реферат:
1. Спосіб виготовлення металевих стрічок (1) за допомогою пристрою (2), який включає нагрівання металевої заготовки, зокрема тонкого сляба, в печі до необхідної температури і/або підтримку її температури на бажаному рівні і здійснення прокатки металевої заготовки (1) за піччю (3, 3а, 3b) в напрямку (R) транспортування за допомогою прокатного стана (4), при цьому металева заготовка (1) під час свого перебування в печі (3, 3а, 3b) піддається...
Пристрій для намотування і розмотування катаних штаб
Номер патенту: 93075
Опубліковано: 10.01.2011
Автори: Ельс Бернхард, Бойтер Маттіас
МПК: B21C 47/02, B21C 47/24
Мітки: катаних, пристрій, штаб, розмотування, намотування
Формула / Реферат:
Пристрій для намотування і розмотування катаних штаб (WB), що виходять з прокатного стана (WS), виконаний з можливістю введення катаної штаби (WB), що виходить з прокатного стана (WS), за допомогою блока згинальних валків (BR) в камеру (WK) намотування, що містить роликову пару (RP), яка приводиться в обертальний рух, намотування в рулон (B) з подальшим встановленням рулону на рольганг (GR), його розмотування при зміні напрямку обертання...
Попередній патент: Розподільник крапель скломаси
Наступний патент: Пристрій для обробки м’яких пакетів
Випадковий патент: Спосіб кріплення листової продукції у начіпному пристрої