Пристрій для обробки сідел клапанів
Номер патенту: 95725
Опубліковано: 12.01.2015
Автори: Гончарук Сергій Степанович, Веремей Геннадій Олександрович, Кальченко Володимир Віталійович

Формула / Реферат
Пристрій для обробки сідел клапанів, що включає пристосування для базування конструкції відносно оброблюваної деталі за напрямними елементами головки блока циліндрів і пристосування для лезової обробки сідел клапанів, який відрізняється тим, що додатково містить кульову опору і "плаваюче" оснащення з пневматичною подушкою, а ріжучий інструмент має три ріжучих кромки, розташованих під різними кутами.
Текст
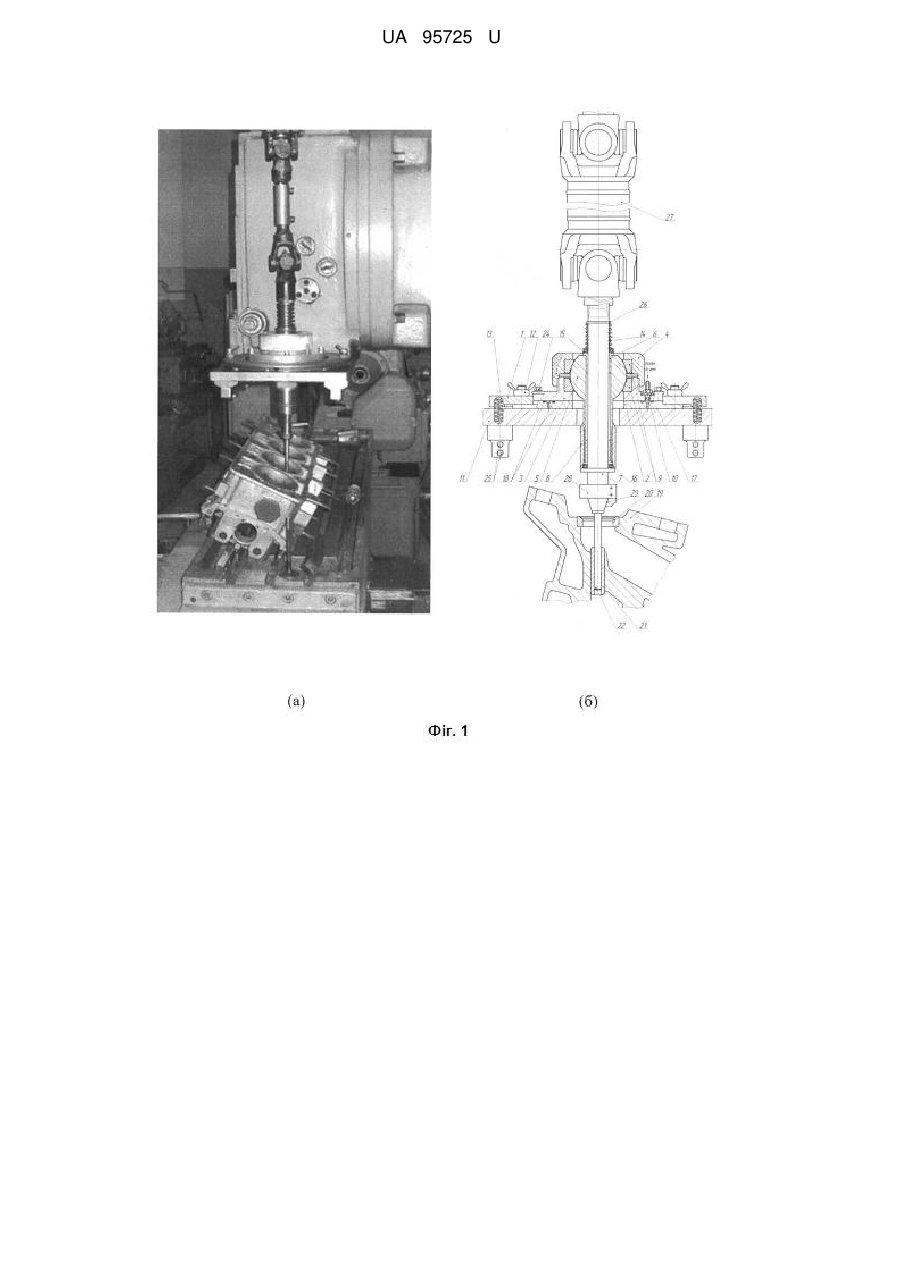
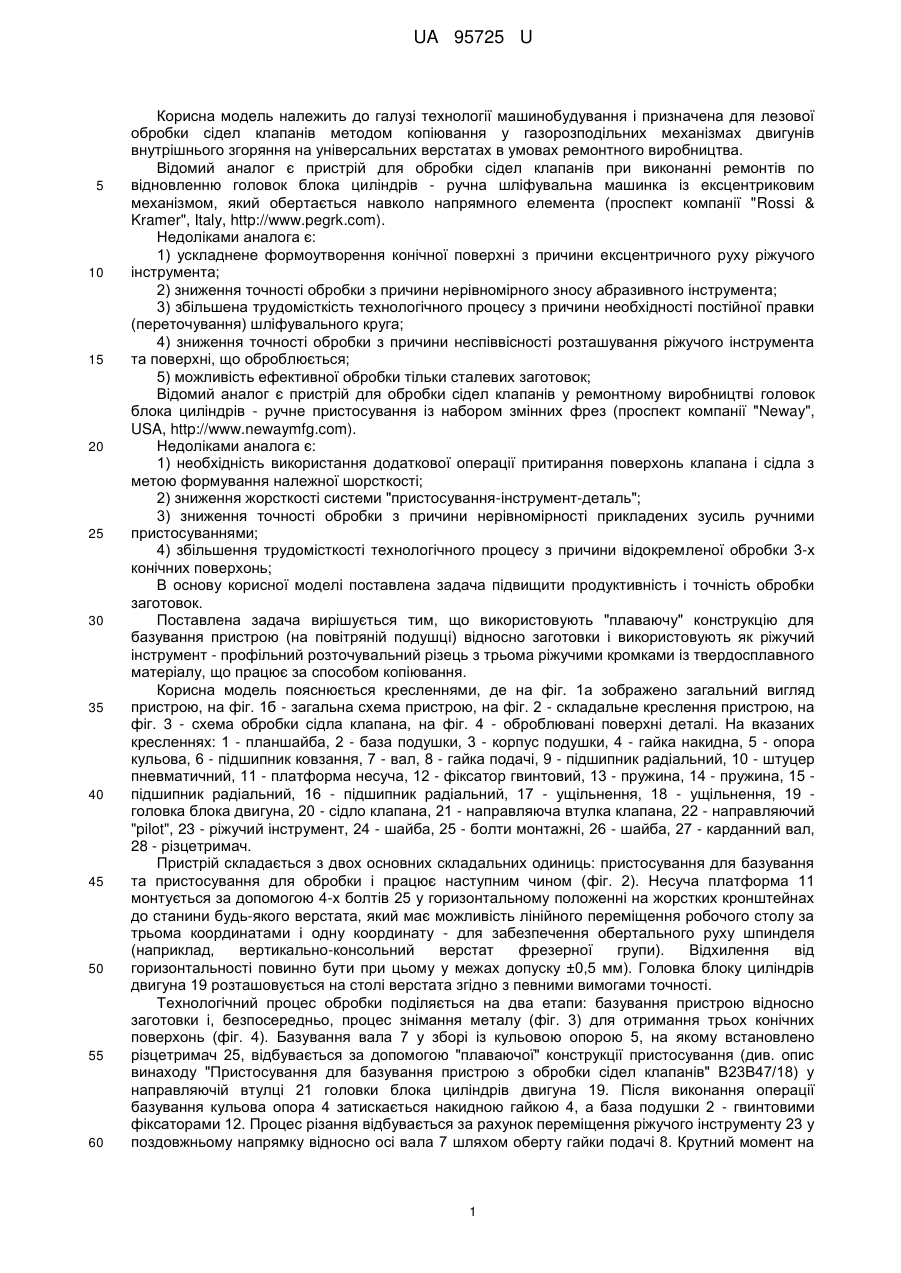
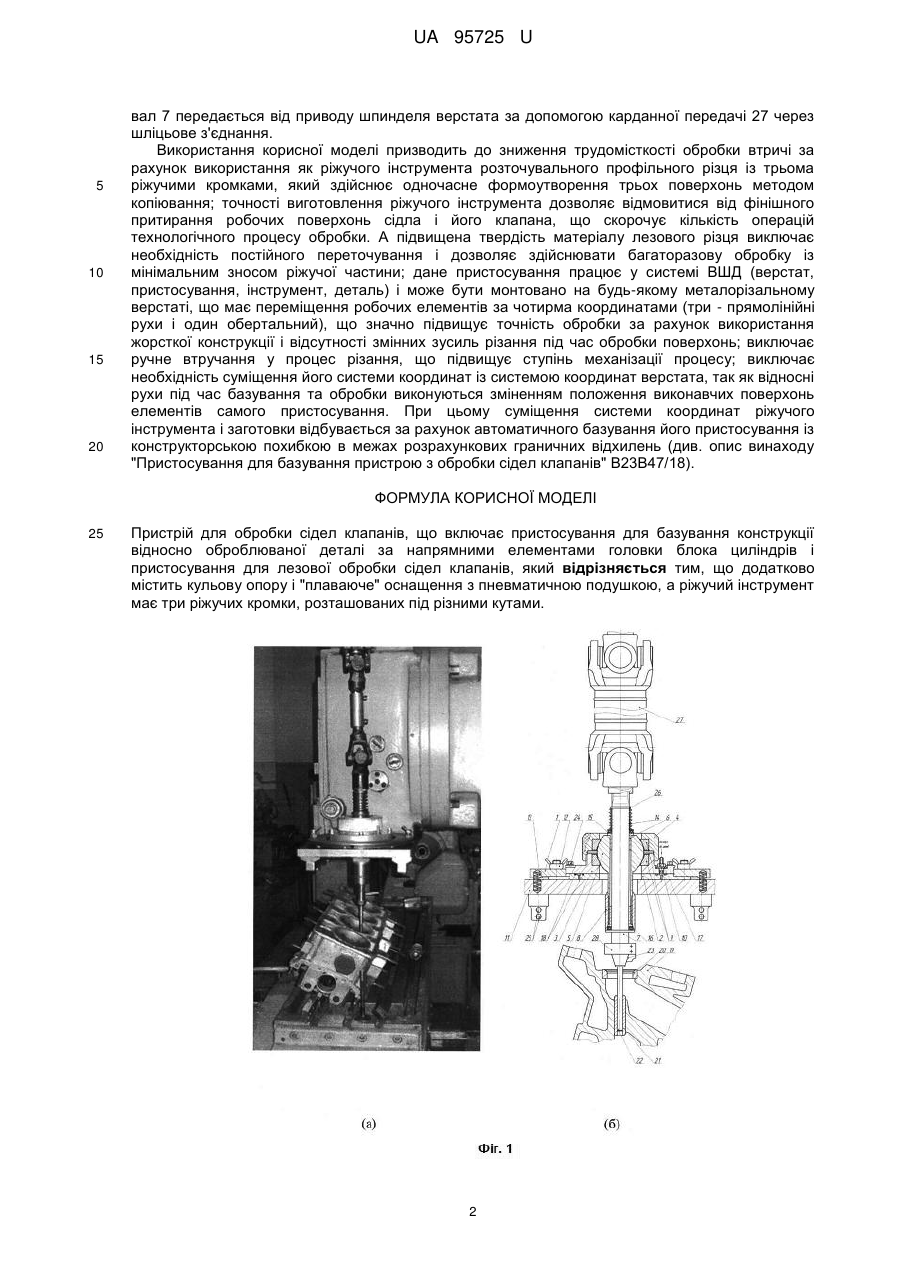
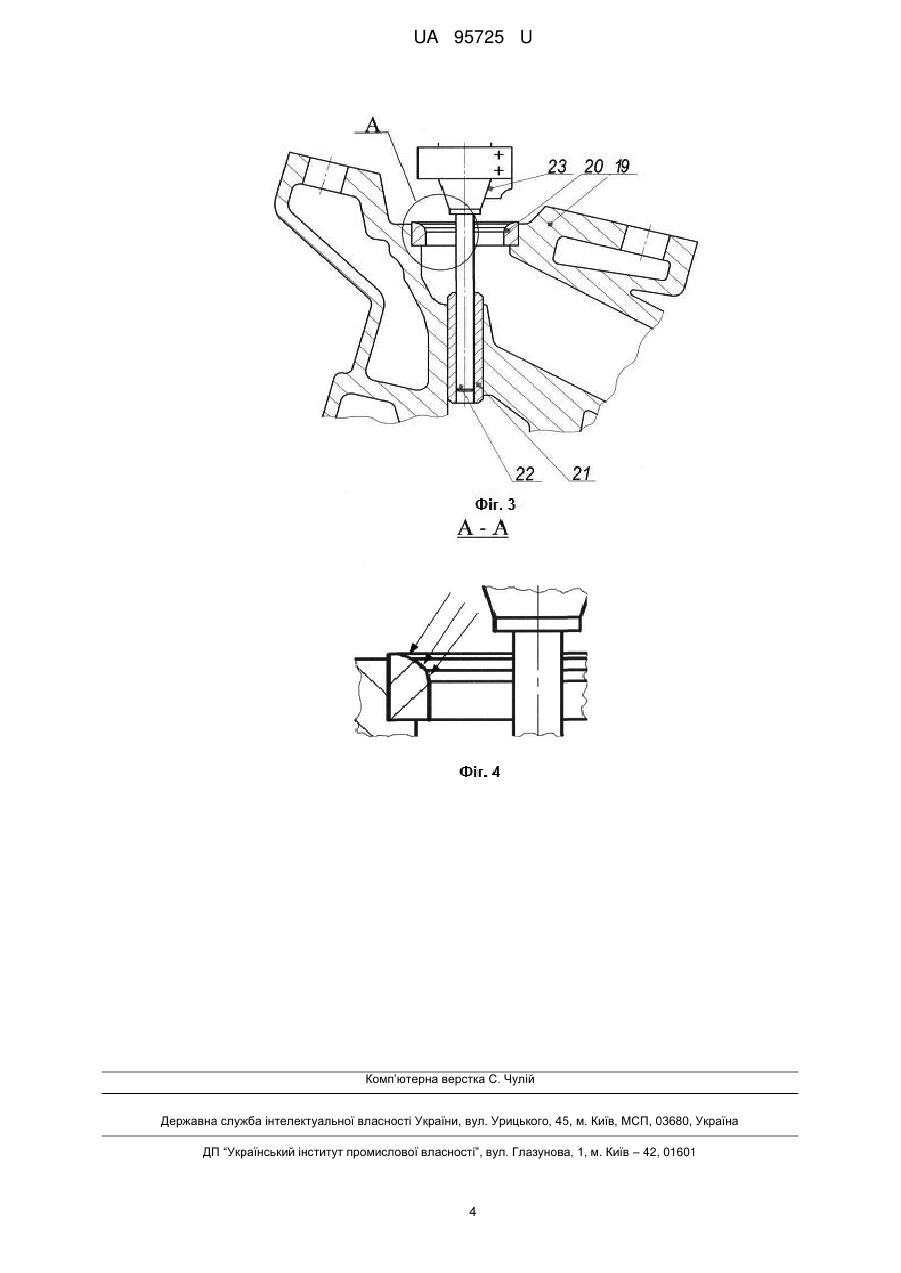
Реферат: UA 95725 U UA 95725 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування і призначена для лезової обробки сідел клапанів методом копіювання у газорозподільних механізмах двигунів внутрішнього згоряння на універсальних верстатах в умовах ремонтного виробництва. Відомий аналог є пристрій для обробки сідел клапанів при виконанні ремонтів по відновленню головок блока циліндрів - ручна шліфувальна машинка із ексцентриковим механізмом, який обертається навколо напрямного елемента (проспект компанії "Rossi & Kramer", Italy, http://www.pegrk.com). Недоліками аналога є: 1) ускладнене формоутворення конічної поверхні з причини ексцентричного руху ріжучого інструмента; 2) зниження точності обробки з причини нерівномірного зносу абразивного інструмента; 3) збільшена трудомісткість технологічного процесу з причини необхідності постійної правки (переточування) шліфувального круга; 4) зниження точності обробки з причини неспіввісності розташування ріжучого інструмента та поверхні, що оброблюється; 5) можливість ефективної обробки тільки сталевих заготовок; Відомий аналог є пристрій для обробки сідел клапанів у ремонтному виробництві головок блока циліндрів - ручне пристосування із набором змінних фрез (проспект компанії "Neway", USA, http://www.newaymfg.com). Недоліками аналога є: 1) необхідність використання додаткової операції притирання поверхонь клапана і сідла з метою формування належної шорсткості; 2) зниження жорсткості системи "пристосування-інструмент-деталь"; 3) зниження точності обробки з причини нерівномірності прикладених зусиль ручними пристосуваннями; 4) збільшення трудомісткості технологічного процесу з причини відокремленої обробки 3-х конічних поверхонь; В основу корисної моделі поставлена задача підвищити продуктивність і точність обробки заготовок. Поставлена задача вирішується тим, що використовують "плаваючу" конструкцію для базування пристрою (на повітряній подушці) відносно заготовки і використовують як ріжучий інструмент - профільний розточувальний різець з трьома ріжучими кромками із твердосплавного матеріалу, що працює за способом копіювання. Корисна модель пояснюється кресленнями, де на фіг. 1а зображено загальний вигляд пристрою, на фіг. 1б - загальна схема пристрою, на фіг. 2 - складальне креслення пристрою, на фіг. 3 - схема обробки сідла клапана, на фіг. 4 - оброблювані поверхні деталі. На вказаних кресленнях: 1 - планшайба, 2 - база подушки, 3 - корпус подушки, 4 - гайка накидна, 5 - опора кульова, 6 - підшипник ковзання, 7 - вал, 8 - гайка подачі, 9 - підшипник радіальний, 10 - штуцер пневматичний, 11 - платформа несуча, 12 - фіксатор гвинтовий, 13 - пружина, 14 - пружина, 15 підшипник радіальний, 16 - підшипник радіальний, 17 - ущільнення, 18 - ущільнення, 19 головка блока двигуна, 20 - сідло клапана, 21 - направляюча втулка клапана, 22 - направляючий "pilot", 23 - ріжучий інструмент, 24 - шайба, 25 - болти монтажні, 26 - шайба, 27 - карданний вал, 28 - різцетримач. Пристрій складається з двох основних складальних одиниць: пристосування для базування та пристосування для обробки і працює наступним чином (фіг. 2). Несуча платформа 11 монтується за допомогою 4-х болтів 25 у горизонтальному положенні на жорстких кронштейнах до станини будь-якого верстата, який має можливість лінійного переміщення робочого столу за трьома координатами і одну координату - для забезпечення обертального руху шпинделя (наприклад, вертикально-консольний верстат фрезерної групи). Відхилення від горизонтальності повинно бути при цьому у межах допуску ±0,5 мм). Головка блоку циліндрів двигуна 19 розташовується на столі верстата згідно з певними вимогами точності. Технологічний процес обробки поділяється на два етапи: базування пристрою відносно заготовки і, безпосередньо, процес знімання металу (фіг. 3) для отримання трьох конічних поверхонь (фіг. 4). Базування вала 7 у зборі із кульовою опорою 5, на якому встановлено різцетримач 25, відбувається за допомогою "плаваючої" конструкції пристосування (див. опис винаходу "Пристосування для базування пристрою з обробки сідел клапанів" В23В47/18) у направляючій втулці 21 головки блока циліндрів двигуна 19. Після виконання операції базування кульова опора 4 затискається накидною гайкою 4, а база подушки 2 - гвинтовими фіксаторами 12. Процес різання відбувається за рахунок переміщення ріжучого інструменту 23 у поздовжньому напрямку відносно осі вала 7 шляхом оберту гайки подачі 8. Крутний момент на 1 UA 95725 U 5 10 15 20 вал 7 передається від приводу шпинделя верстата за допомогою карданної передачі 27 через шліцьове з'єднання. Використання корисної моделі призводить до зниження трудомісткості обробки втричі за рахунок використання як ріжучого інструмента розточувального профільного різця із трьома ріжучими кромками, який здійснює одночасне формоутворення трьох поверхонь методом копіювання; точності виготовлення ріжучого інструмента дозволяє відмовитися від фінішного притирання робочих поверхонь сідла і його клапана, що скорочує кількість операцій технологічного процесу обробки. А підвищена твердість матеріалу лезового різця виключає необхідність постійного переточування і дозволяє здійснювати багаторазову обробку із мінімальним зносом ріжучої частини; дане пристосування працює у системі ВШД (верстат, пристосування, інструмент, деталь) і може бути монтовано на будь-якому металорізальному верстаті, що має переміщення робочих елементів за чотирма координатами (три - прямолінійні рухи і один обертальний), що значно підвищує точність обробки за рахунок використання жорсткої конструкції і відсутності змінних зусиль різання під час обробки поверхонь; виключає ручне втручання у процес різання, що підвищує ступінь механізації процесу; виключає необхідність суміщення його системи координат із системою координат верстата, так як відносні рухи під час базування та обробки виконуються зміненням положення виконавчих поверхонь елементів самого пристосування. При цьому суміщення системи координат ріжучого інструмента і заготовки відбувається за рахунок автоматичного базування його пристосування із конструкторською похибкою в межах розрахункових граничних відхилень (див. опис винаходу "Пристосування для базування пристрою з обробки сідел клапанів" В23В47/18). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Пристрій для обробки сідел клапанів, що включає пристосування для базування конструкції відносно оброблюваної деталі за напрямними елементами головки блока циліндрів і пристосування для лезової обробки сідел клапанів, який відрізняється тим, що додатково містить кульову опору і "плаваюче" оснащення з пневматичною подушкою, а ріжучий інструмент має три ріжучих кромки, розташованих під різними кутами. 2 UA 95725 U 3 UA 95725 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Volodymyr Vitaliiovych, Goncharuk Sergii Stepanovych, Veremei Gennadii Oleksandrovych
Автори російськоюКальченко Владимир Витальевич, Гончарук Сергей Степанович, Веремейй Геннадий Александрович
МПК / Мітки
МПК: B23B 43/00
Мітки: обробки, сідел, пристрій, клапанів
Код посилання
<a href="https://ua.patents.su/6-95725-pristrijj-dlya-obrobki-sidel-klapaniv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки сідел клапанів</a>
Пристосування для базування пристрою з обробки сідел клапанів
Номер патенту: 95724
Опубліковано: 12.01.2015
Автори: Веремей Геннадій Олександрович, Гончарук Сергій Степанович
МПК: B23B 47/00
Мітки: клапанів, пристрою, сідел, пристосування, базування, обробки
Формула / Реферат:
Пристосування для базування пристрою з обробки сідел клапанів, що включає конструкцію напрямного елемента "pilot", орієнтованого відносно оброблюваної деталі за елементами головки блока циліндрів, яке відрізняється тим, що додатково містить кульову опору і "плаваюче" оснащення з пневматичною подушкою.
Пристрій для завантаження сипких матеріалів у клапанні мішки з зашпаруванням клапанів за допомогою адгезиву
Номер патенту: 35851
Опубліковано: 16.04.2001
Автори: Кравцов Олександр Миколайович, Оришака Олег Володимирович, Оришака Володимир Олексійович, Кравцова Галина Володимирівна
МПК: B65B 1/04
Мітки: завантаження, допомогою, мішки, матеріалів, зашпаруванням, пристрій, сипких, адгезиву, клапанів, клапанні
Формула / Реферат:
Пристрій для завантаження сипких матеріалів у клапанні мішки з зашпаруванням клапанів за допомогою адгезиву, що містить у собі бункер, живильне пристосування, завантажувальне пристосування, яке включає нерухому та рухому частини, ваговимірювальне пристосування, систему автоматики, пристосування для зашпарування клапанів мішків адгезивом, яке включає розпилювач і обладнання для дозування і подачі аерозолю адгезиву до розпилювача, який...
Пристрій для випробування клапанів двигунів внутрішнього згоряння
Номер патенту: 43294
Опубліковано: 10.08.2009
Автори: Коробочка Олександр Миколайович, Піддубний Ігор Миколайович, Чернета Олег Георгійович, Івщенко Леонід Йосипович, Кубіч Вадим Іванович
МПК: G01M 15/00
Мітки: згоряння, внутрішнього, випробування, клапанів, двигунів, пристрій
Формула / Реферат:
Пристрій для випробування клапанів двигунів внутрішнього згоряння, що містить головку циліндрів з розміщеними в ній впускними і випускними клапанами і конічними сідлами клапанів, який відрізняється тим, що він містить камеру для спалювання палива із встановленим у ній пальником, механізм обертання клапанів, що випробовуються, і керований електродвигун, кінематично пов'язаний з розподільним валом головки циліндрів.
Блок клапанів

Номер патенту: 5375
Опубліковано: 15.03.2005
Автори: ЛАСТОЧКІН АНДРІЙ ДМИТРОВИЧ, Мітіліно Світлана Петрівна, Ратманський Йосип Ієгудович
МПК: G05D 16/06
Формула / Реферат:
Блок клапанів для подачі та регулювання робочих компонентів, в єдиному корпусі якого розміщені запобіжні клапани, запірні клапани з електромагнітним приводом, який відрізняється тим, що блок клапанів має спільну вхідну порожнину, в якій розміщені по два запобіжних клапани та запірних клапани з електромагнітним приводом, вихідні порожнини яких з'єднані з спільними вихідним та дренажним каналами, сідла обох запобіжних клапанів мають різьбові...
Пристрій для обробки фасок на сідлах клапанів
Номер патенту: 3166
Опубліковано: 26.12.1994
Автор: Д'яченко Володимир Опанасович
МПК: B23B 29/00
Мітки: пристрій, обробки, сідлах, фасок, клапанів
Формула / Реферат:
Устройство для обработки фасок на седлах клапанов, содержащее корпус с пазом, в котором установлен с возможностью перемещения резцедержатель, связанный посредством упругих элементов с подпружиненным относительно корпуса толкателем, связанный с толкателем хвостовик, закрепленный в корпусе перпендикулярно относительно паза штифт, сопряженный посредством лысок с наклонным пазом в резцедержателе, размещенный на корпусе упорный подшипник,...
Попередній патент: Пристосування для базування пристрою з обробки сідел клапанів
Наступний патент: Спосіб визначення концентрації дофаміну
Випадковий патент: Спосіб профілактики післяродових патологій і неплідності у корів та підвищення життєздатності новонароджених телят