Штангенциркуль


Формула / Реферат
Штангенциркуль, що складається з вимірювальної штанги та рамки з відліковим пристроєм зі стопорним гвинтом, який відрізняється тим, що до рамки послідовно закріплена скоба глибиною не менше половини ширини скоби, до іншого кінця скоби послідовно закріплена додаткова рамка з додатковим відліковим пристроєм з додатковим стопорним гвинтом та з додатковою вимірювальною штангою, яка виконана з протилежним напрямком вимірювання співвісно до основної вимірювальної штанги.
Текст
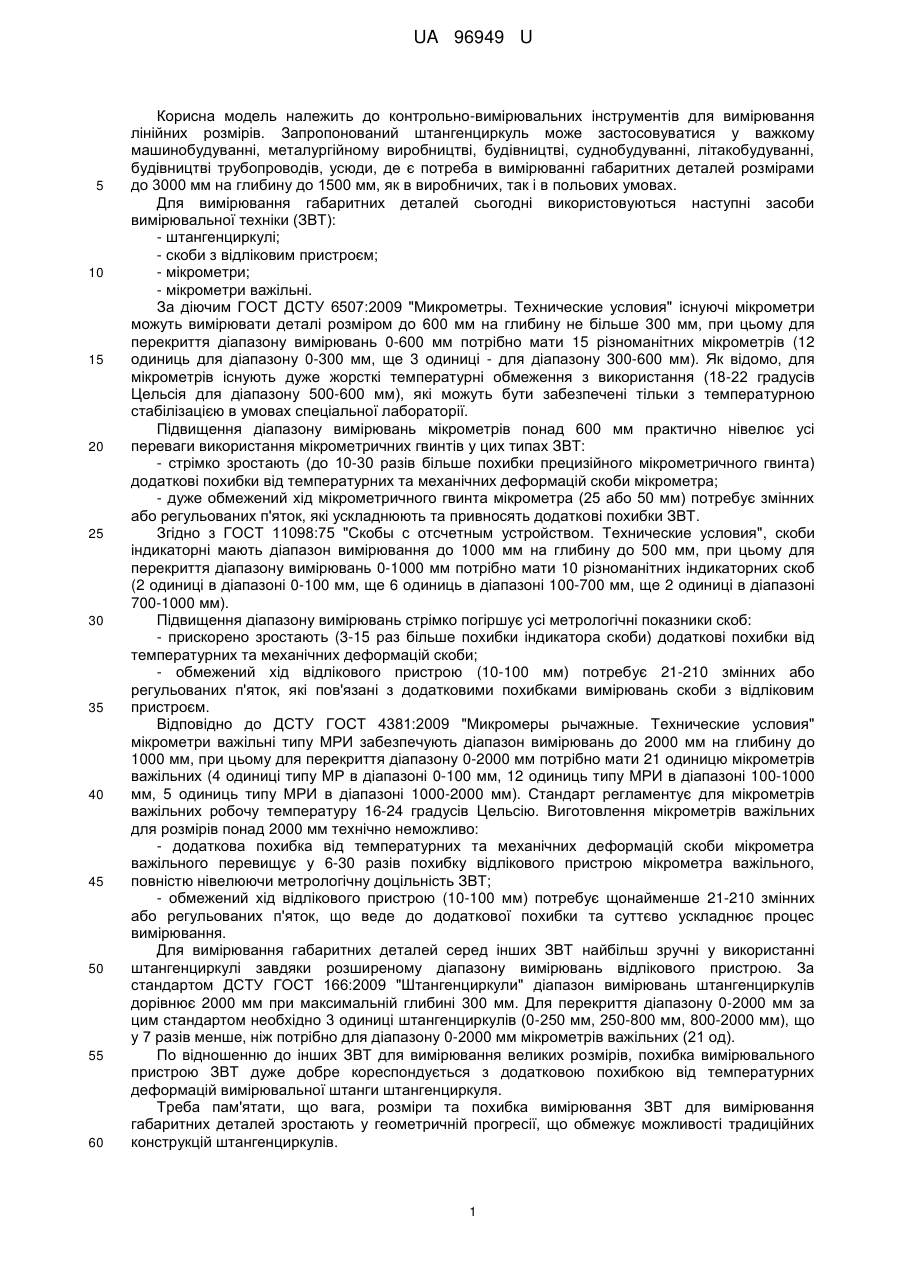
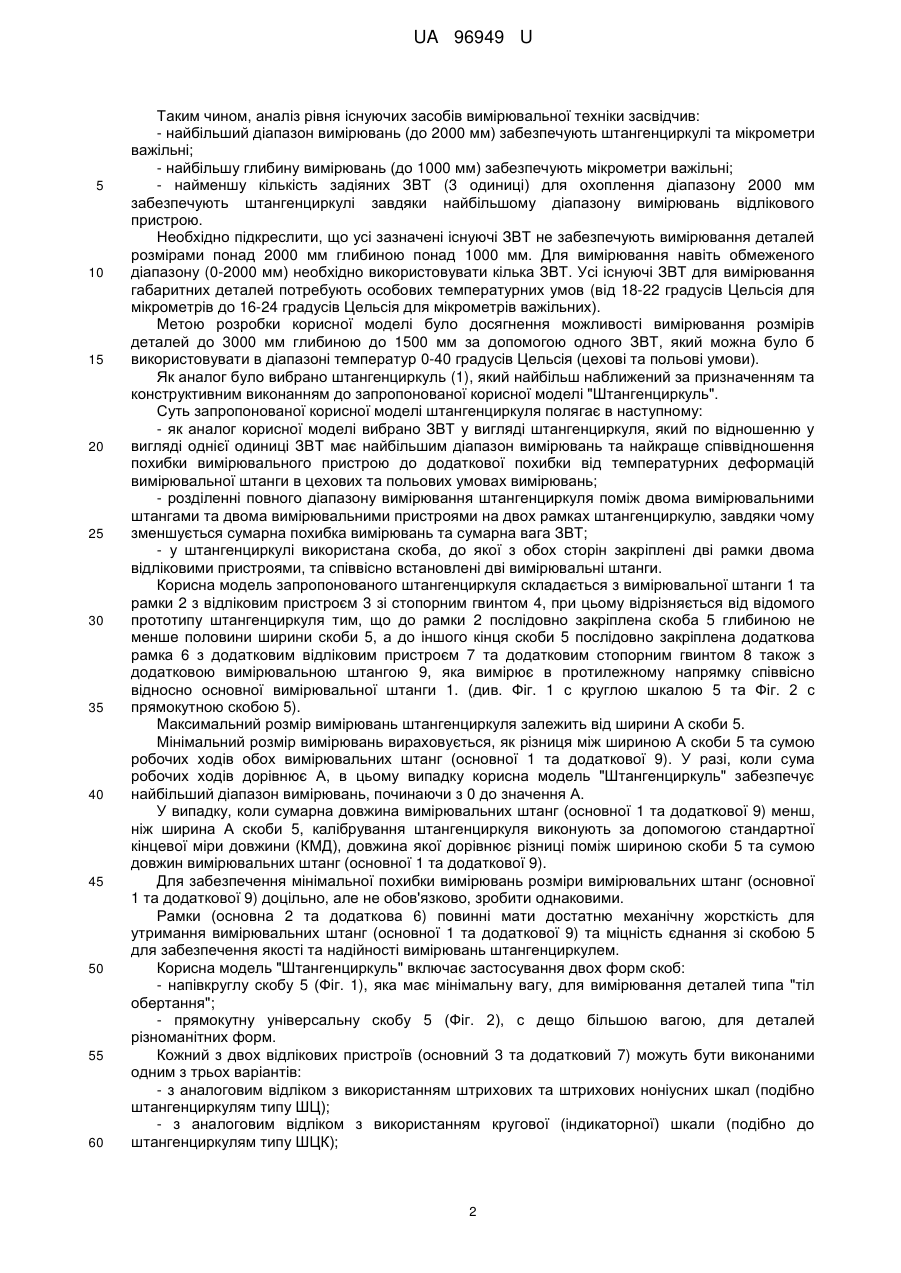
Реферат: UA 96949 U UA 96949 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до контрольно-вимірювальних інструментів для вимірювання лінійних розмірів. Запропонований штангенциркуль може застосовуватися у важкому машинобудуванні, металургійному виробництві, будівництві, суднобудуванні, літакобудуванні, будівництві трубопроводів, усюди, де є потреба в вимірюванні габаритних деталей розмірами до 3000 мм на глибину до 1500 мм, як в виробничих, так і в польових умовах. Для вимірювання габаритних деталей сьогодні використовуються наступні засоби вимірювальної техніки (ЗВТ): - штангенциркулі; - скоби з відліковим пристроєм; - мікрометри; - мікрометри важільні. За діючим ГОСТ ДСТУ 6507:2009 "Микрометры. Технические условия" існуючі мікрометри можуть вимірювати деталі розміром до 600 мм на глибину не більше 300 мм, при цьому для перекриття діапазону вимірювань 0-600 мм потрібно мати 15 різноманітних мікрометрів (12 одиниць для діапазону 0-300 мм, ще 3 одиниці - для діапазону 300-600 мм). Як відомо, для мікрометрів існують дуже жорсткі температурні обмеження з використання (18-22 градусів Цельсія для діапазону 500-600 мм), які можуть бути забезпечені тільки з температурною стабілізацією в умовах спеціальної лабораторії. Підвищення діапазону вимірювань мікрометрів понад 600 мм практично нівелює усі переваги використання мікрометричних гвинтів у цих типах ЗВТ: - стрімко зростають (до 10-30 разів більше похибки прецизійного мікрометричного гвинта) додаткові похибки від температурних та механічних деформацій скоби мікрометра; - дуже обмежений хід мікрометричного гвинта мікрометра (25 або 50 мм) потребує змінних або регульованих п'яток, які ускладнюють та привносять додаткові похибки ЗВТ. Згідно з ГОСТ 11098:75 "Скобы с отсчетным устройством. Технические условия", скоби індикаторні мають діапазон вимірювання до 1000 мм на глибину до 500 мм, при цьому для перекриття діапазону вимірювань 0-1000 мм потрібно мати 10 різноманітних індикаторних скоб (2 одиниці в діапазоні 0-100 мм, ще 6 одиниць в діапазоні 100-700 мм, ще 2 одиниці в діапазоні 700-1000 мм). Підвищення діапазону вимірювань стрімко погіршує усі метрологічні показники скоб: - прискорено зростають (3-15 раз більше похибки індикатора скоби) додаткові похибки від температурних та механічних деформацій скоби; - обмежений хід відлікового пристрою (10-100 мм) потребує 21-210 змінних або регульованих п'яток, які пов'язані з додатковими похибками вимірювань скоби з відліковим пристроєм. Відповідно до ДСТУ ГОСТ 4381:2009 "Микромеры рычажные. Технические условия" мікрометри важільні типу МРИ забезпечують діапазон вимірювань до 2000 мм на глибину до 1000 мм, при цьому для перекриття діапазону 0-2000 мм потрібно мати 21 одиницю мікрометрів важільних (4 одиниці типу МР в діапазоні 0-100 мм, 12 одиниць типу МРИ в діапазоні 100-1000 мм, 5 одиниць типу МРИ в діапазоні 1000-2000 мм). Стандарт регламентує для мікрометрів важільних робочу температуру 16-24 градусів Цельсію. Виготовлення мікрометрів важільних для розмірів понад 2000 мм технічно неможливо: - додаткова похибка від температурних та механічних деформацій скоби мікрометра важільного перевищує у 6-30 разів похибку відлікового пристрою мікрометра важільного, повністю нівелюючи метрологічну доцільність ЗВТ; - обмежений хід відлікового пристрою (10-100 мм) потребує щонайменше 21-210 змінних або регульованих п'яток, що веде до додаткової похибки та суттєво ускладнює процес вимірювання. Для вимірювання габаритних деталей серед інших ЗВТ найбільш зручні у використанні штангенциркулі завдяки розширеному діапазону вимірювань відлікового пристрою. За стандартом ДСТУ ГОСТ 166:2009 "Штангенциркули" діапазон вимірювань штангенциркулів дорівнює 2000 мм при максимальній глибині 300 мм. Для перекриття діапазону 0-2000 мм за цим стандартом необхідно 3 одиниці штангенциркулів (0-250 мм, 250-800 мм, 800-2000 мм), що у 7 разів менше, ніж потрібно для діапазону 0-2000 мм мікрометрів важільних (21 од). По відношенню до інших ЗВТ для вимірювання великих розмірів, похибка вимірювального пристрою ЗВТ дуже добре кореспондується з додатковою похибкою від температурних деформацій вимірювальної штанги штангенциркуля. Треба пам'ятати, що вага, розміри та похибка вимірювання ЗВТ для вимірювання габаритних деталей зростають у геометричній прогресії, що обмежує можливості традиційних конструкцій штангенциркулів. 1 UA 96949 U 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, аналіз рівня існуючих засобів вимірювальної техніки засвідчив: - найбільший діапазон вимірювань (до 2000 мм) забезпечують штангенциркулі та мікрометри важільні; - найбільшу глибинувимірювань (до 1000 мм) забезпечують мікрометри важільні; - найменшу кількість задіяних ЗВТ (3 одиниці) для охоплення діапазону 2000 мм забезпечують штангенциркулі завдяки найбільшому діапазону вимірювань відлікового пристрою. Необхідно підкреслити, що усі зазначені існуючі ЗВТ не забезпечують вимірювання деталей розмірами понад 2000 мм глибиною понад 1000 мм. Для вимірювання навіть обмеженого діапазону (0-2000 мм) необхідно використовувати кілька ЗВТ. Усі існуючі ЗВТ для вимірювання габаритних деталей потребують особових температурних умов (від 18-22 градусів Цельсія для мікрометрів до 16-24 градусів Цельсія для мікрометрів важільних). Метою розробки корисної моделі було досягнення можливості вимірювання розмірів деталей до 3000 мм глибиною до 1500 мм за допомогою одного ЗВТ, який можна було б використовувати в діапазоні температур 0-40 градусів Цельсія (цехові та польові умови). Як аналог було вибрано штангенциркуль (1), який найбільш наближений за призначенням та конструктивним виконанням до запропонованої корисної моделі "Штангенциркуль". Суть запропонованої корисної моделі штангенциркуля полягає в наступному: - як аналог корисної моделі вибрано ЗВТ у вигляді штангенциркуля, який по відношенню у вигляді однієї одиниці ЗВТ має найбільшим діапазон вимірювань та найкраще співвідношення похибки вимірювального пристрою до додаткової похибки від температурних деформацій вимірювальної штанги в цехових та польових умовах вимірювань; - розділенні повного діапазону вимірювання штангенциркуля поміж двома вимірювальними штангами та двома вимірювальними пристроями на двох рамках штангенциркулю, завдяки чому зменшується сумарна похибка вимірювань та сумарна вага ЗВТ; - у штангенциркулі використана скоба, до якої з обох сторін закріплені дві рамки двома відліковими пристроями, та співвісно встановлені дві вимірювальні штанги. Корисна модель запропонованого штангенциркуля складається з вимірювальної штанги 1 та рамки 2 з відліковим пристроєм 3 зі стопорним гвинтом 4, при цьому відрізняється від відомого прототипу штангенциркуля тим, що до рамки 2 послідовно закріплена скоба 5 глибиною не менше половини ширини скоби 5, а до іншого кінця скоби 5 послідовно закріплена додаткова рамка 6 з додатковим відліковим пристроєм 7 та додатковим стопорним гвинтом 8 також з додатковою вимірювальною штангою 9, яка вимірює в протилежному напрямку співвісно відносно основної вимірювальної штанги 1. (див. Фіг. 1 с круглою шкалою 5 та Фіг. 2 с прямокутною скобою 5). Максимальний розмір вимірювань штангенциркуля залежить від ширини А скоби 5. Мінімальний розмір вимірювань вираховується, як різниця між шириною А скоби 5 та сумою робочих ходів обох вимірювальних штанг (основної 1 та додаткової 9). У разі, коли сума робочих ходів дорівнює А, в цьому випадку корисна модель "Штангенциркуль" забезпечує найбільший діапазон вимірювань, починаючи з 0 до значення А. У випадку, коли сумарна довжина вимірювальних штанг (основної 1 та додаткової 9) менш, ніж ширина А скоби 5, калібрування штангенциркуля виконують за допомогою стандартної кінцевої міри довжини (КМД), довжина якої дорівнює різниці поміж шириною скоби 5 та сумою довжин вимірювальних штанг (основної 1 та додаткової 9). Для забезпечення мінімальної похибки вимірювань розміри вимірювальних штанг (основної 1 та додаткової 9) доцільно, але не обов'язково, зробити однаковими. Рамки (основна 2 та додаткова 6) повинні мати достатню механічну жорсткість для утримання вимірювальних штанг (основної 1 та додаткової 9) та міцність єднання зі скобою 5 для забезпечення якості та надійності вимірювань штангенциркулем. Корисна модель "Штангенциркуль" включає застосування двох форм скоб: - напівкруглу скобу 5 (Фіг. 1), яка має мінімальну вагу, для вимірювання деталей типа "тіл обертання"; - прямокутну універсальну скобу 5 (Фіг. 2), с дещо більшою вагою, для деталей різноманітних форм. Кожний з двох відлікових пристроїв (основний 3 та додатковий 7) можуть бути виконаними одним з трьох варіантів: - з аналоговим відліком з використанням штрихових та штрихових ноніусних шкал (подібно штангенциркулям типу ШЦ); - з аналоговим відліком з використанням кругової (індикаторної) шкали (подібно до штангенциркулям типу ШЦК); 2 UA 96949 U 5 10 15 20 25 - з цифровим відліком (подібно до штангенциркулів типу ШЦЦ). Відповідно до потреб користувача корисна модель штангенциркуля. Робота штангенциркуля починається зі зведенням обох вимірювальних штанг 1 та 9 до повного контакту (у випадку меншої сумарної довжини вимірювальних штанг 1 та 9 відносно ширини А скоби 5-з додатковим затисканням поміж вимірювальних штанг 1 та 9 відповідної кінцевої міри довжини КМД), при цьому на відлікових пристроях 3 та 7 відображаються нульові показники. За побажанням працівника одну з двох вимірювальних штанг (або 1, або 9) за допомогою відповідного стопорного гвинта (або 4, або 8) фіксують відносно відповідної рамки (або 2, або 6), при цьому друга вимірювальна штанга вільно переміщується відносно своєї рамки. Після фіксації однієї з вимірювальних штанг деталь 10 затискають поміж двох вимірювальних штанг 1 та 9, одна з котрих була раніше зафіксована, визначають показники відлікових приладів 3 та 7. Дійсний розмір вимірювання деталі 10 обчислюється одним з двох способів: - сумою двох показників двох відлікових приладів 3 та 7 у випадку, коли сума довжин вимірювальних штанг 1 та 9 дорівнює ширині А скоби 5 штангенциркуля; - сумою трьох показників, з яких два - це показники відлікових приладів 3 та 7, а третій показник - розмір відповідної кінцевої міри довжини КМД (дорівнює різниці між шириною А скоби 5 та сумою довжин двох вимірювальних штанг 1 та 9) у випадку, коли сума довжин двох вимірювальних штанг 1 та 9 менша за ширину А скоби 5 штангенциркуля. Відповідно до формули корисної моделі штангенциркуля, заявником були виготовлені два експериментальних зразки штангенциркулів двох типорозмірів, відповідно до запропонованої корисної моделі, виконано метрологічний контроль у акредитованій калібрувальній лабораторії підприємства ПНВП "МІКРОТЕХ". Порівняння корисної моделі штангенциркуля з існуючими аналогами (1) повністю підтвердили переваги запропонованої корисної моделі, див. табл. Таблиця Діапазон вимірювань, Кількість ЗВТ з розбиттям Глибина вимірювань, мм по діапазонам мм Корисна Корисна Корисна Аналог (1) Аналог (1) Аналог (1) модель модель модель 0-400 125 0-1000 0-1000 1 0-1000 2 500 320-1000 200 0-250 0-250 80 250-800 0-2000 250-800 200 0-3000 3 800-2000 800-2000 1 300 2000-3000 2000-3000 1500 1500 немає немає немає 30 Похибка, мкм Корисна модель Аналог (1) 25 100 200 80 немає Проведений у табл. аналіз штангенциркулів підтверджує можливість практичної реалізації, технічні та економічні переваги корисної моделі "Штангенциркуль". Запропонована корисна модель штангенциркуля найкращим чином втілює переваги штангенінструменту при вимірюванні габаритних деталей, тому має велику перспективу використання в цехових та польових умовах. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Штангенциркуль, що складається з вимірювальної штанги та рамки з відліковим пристроєм зі стопорним гвинтом, який відрізняється тим, що до рамки послідовно закріплена скоба глибиною не менше половини ширини скоби, до іншого кінця скоби послідовно закріплена додаткова рамка з додатковим відліковим пристроєм з додатковим стопорним гвинтом та з додатковою вимірювальною штангою, яка виконана з протилежним напрямком вимірювання співвісно до основної вимірювальної штанги. 3 UA 96949 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/20
Мітки: штангенциркуль
Код посилання
<a href="https://ua.patents.su/6-96949-shtangencirkul.html" target="_blank" rel="follow" title="База патентів України">Штангенциркуль</a>
Штангенциркуль

Номер патенту: 71098
Опубліковано: 15.11.2004
Автори: Петровський Валерій Петрович, Омельяненко Дар'я Василівна, Ливицький Іван Миколайович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
1. Штангенциркуль, що містить штангу, рамку з основним ноніусом та додатковою шкалою, який відрізняється тим, що додаткова шкала виконана у вигляді зубчастої рейки з десятковими ноніусами на кожному зубці, яка розташована у рамці протилежно основному ноніусу, вимірювальні ребра зубців нахилені під гострим кутом до штрихів штанги, штрихи нанесені на всю ширину штанги, а крок зубців дорівнює кроку штрихів основного ноніуса рамки.2....
Штангенциркуль
Номер патенту: 5449
Опубліковано: 15.03.2005
Автор: Гевко Ігор Богданович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
Штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою і двома нерухомими губками, рамки з шкалою ноніуса і двох рухомих губок, глибиноміра, розміщеного з задньої сторони штанги в П-подібному пазу та стопорного гвинта, який відрізняється тим, що на вільному кінці глибиноміра, перпендикулярно до нього жорстко закріплена планка нутроміра таким чином, щоб її довжина була рівною ширині штанги, а при контакті рухомих губок між собою...
Мікрометричний штангенциркуль
Номер патенту: 33178
Опубліковано: 10.06.2008
Автори: Крук Володимир Володимирович, Стефанів Сергій Володимирович, Івасечко Роман Романович, Фльонц Олег Володимирович
МПК: G01B 3/20
Мітки: штангенциркуль, мікрометричний
Формула / Реферат:
Мікрометричний штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою, нерухомої і рухомої губок, рамки з шкалою ноніуса та стопорного гвинта, який відрізняється тим, що посередині висоти нерухомої губки виконано ступінчастий наскрізний отвір, в якому жорстко встановлено втулку, в яку жорстко встановлена ніжка мікрометра з індикатором і вимірювальною ніжкою, яка є в контакті з поверхнею оброблюваної деталі, а на штанзі...
Ультразвуковий штангенциркуль
Номер патенту: 47246
Опубліковано: 25.01.2010
Автор: Галаган Роман Михайлович
МПК: G01B 17/00, G01B 3/20
Мітки: штангенциркуль, ультразвуковий
Формула / Реферат:
Ультразвуковий штангенциркуль, що містить штангу, контактні губки, рухому рамку, електромагнітоакустичний перетворювач для збудження поверхневих хвиль в матеріалі штанги, що послідовно з'єднаний з блоком цифрової обробки сигналу та індикатором, який відрізняється тим, що на рухомій рамці додатково встановлено температурний датчик, який з'єднано з блоком цифрової обробки сигналу.
Ультразвуковий штангенциркуль
Номер патенту: 30824
Опубліковано: 11.03.2008
Автори: Галаган Роман Михайлович, Цапенко Володимир Кузьмич, Протасов Анатолій Георгієвич
МПК: G01B 17/00, G01B 3/20
Мітки: ультразвуковий, штангенциркуль
Формула / Реферат:
Ультразвуковий штангенциркуль, що містить штангу, контактні губки, рухому рамку, який відрізняється тим, що на рухомій рамці встановлено похилий п’єзоперетворювач для збудження поверхневої хвилі в матеріалі штанги, що послідовно з’єднаний з блоком цифрової обробки сигналу та індикатором.
Попередній патент: Спосіб прогнозування зрощення перелому
Наступний патент: Спосіб діагностики дисплазії сполучної тканини у шийці матки
Випадковий патент: Пристрій для перемішування