Розточувальна головка
Номер патенту: 97969
Опубліковано: 10.04.2015
Автори: Оргиян Олександр Андрійович, Оргіян Андрій Олександрович, Баланюк Ганна Василівна, ОБОРСЬКИЙ ГЕННАДІЙ ОЛЕКСАНДРОВИЧ
Формула / Реферат
Розточувальна головка, що містить шпиндель, який має виступ з меншим діаметром, оснащений різцем, а також виступ з більшим діаметром, оснащений різцем, причому виступ з більшим діаметром виконаний у вигляді порожнистого циліндра, установленого на виступі з меншим діаметром за допомогою дуплексованих підшипників, а на виступі з більшим діаметром виконані трапецеїдальні канавки для пасової передачі.
Текст
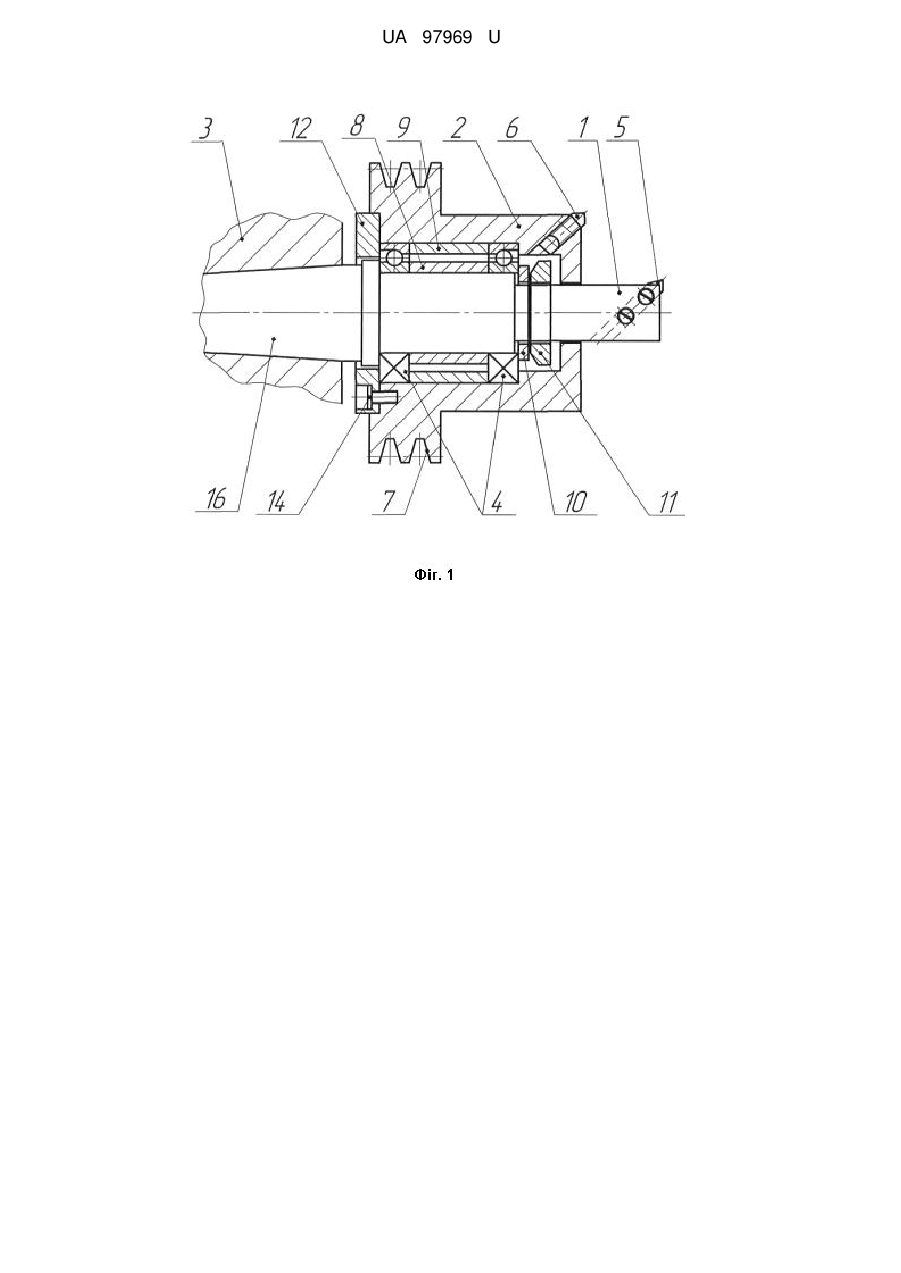
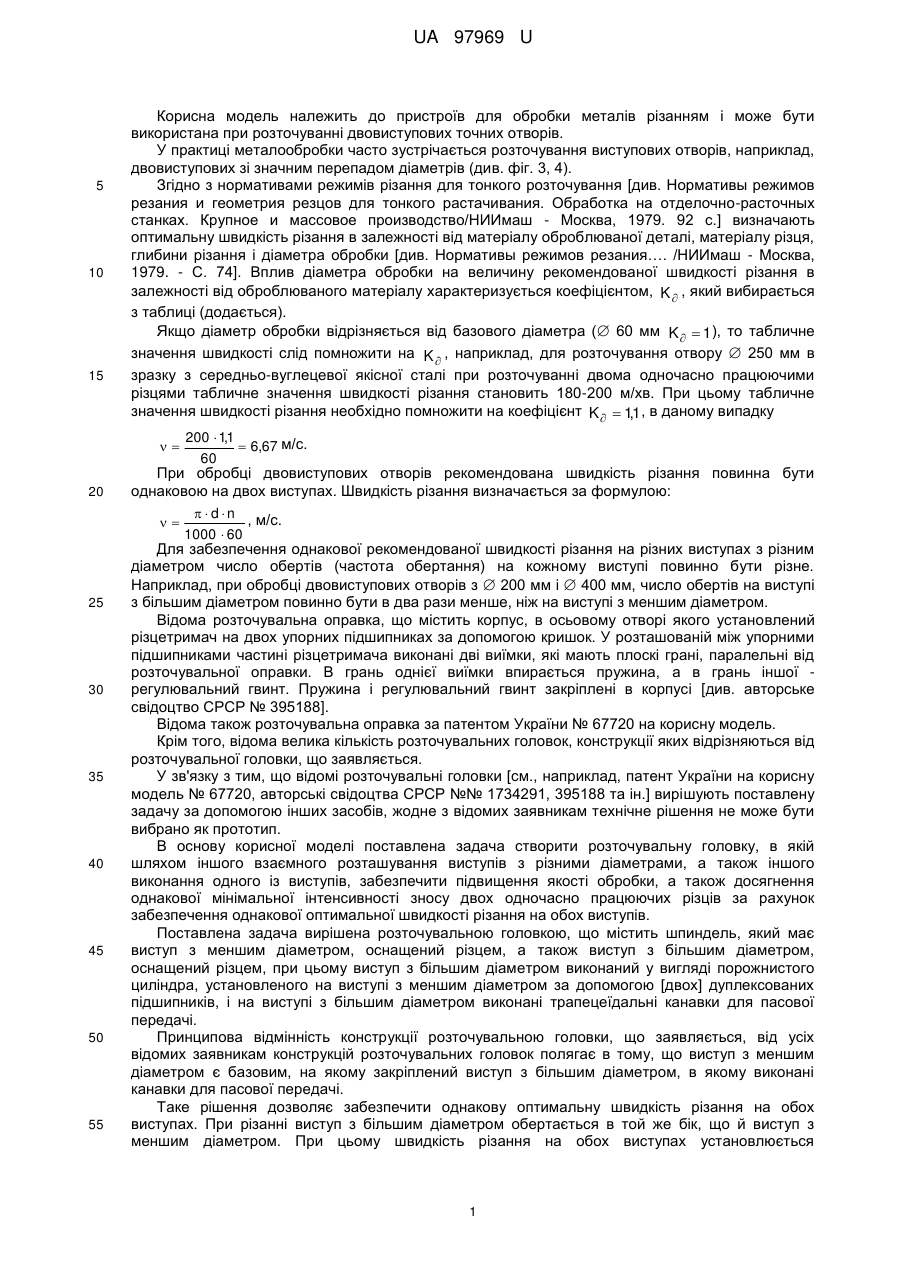
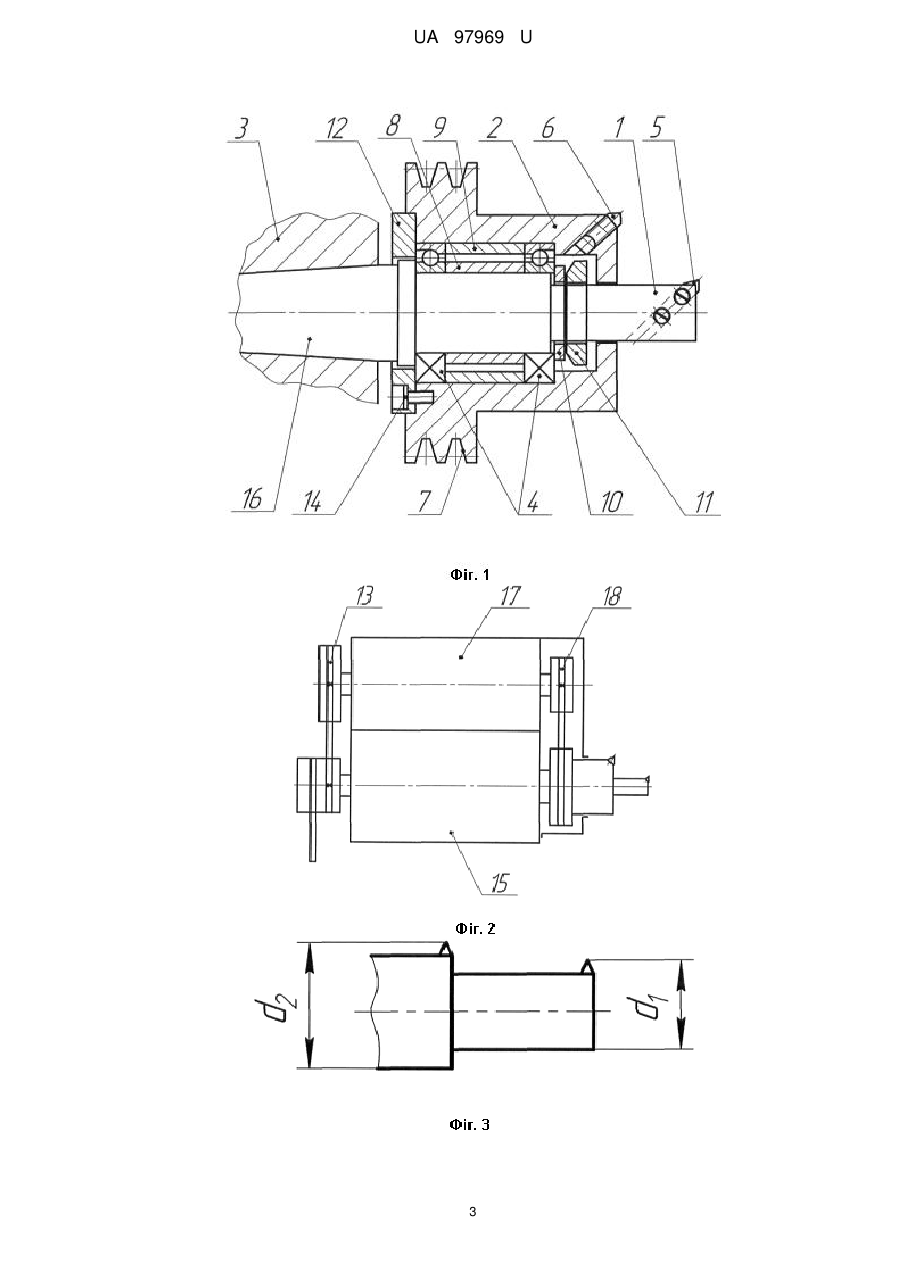
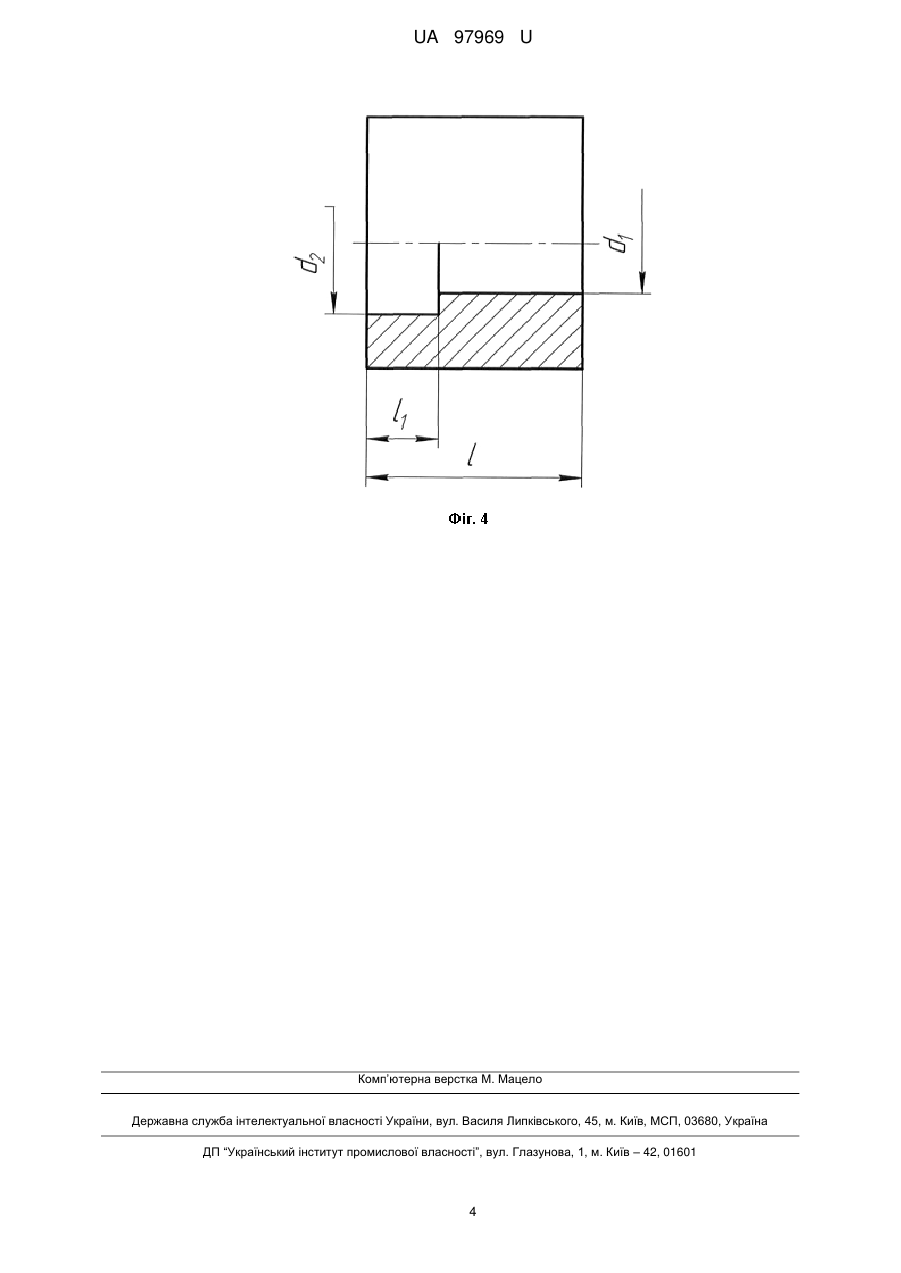
Реферат: Розточувальна головка містить шпиндель, який має виступ з меншим діаметром, оснащений різцем, а також виступ з більшим діаметром, оснащений різцем. Виступ з більшим діаметром виконаний у вигляді порожнистого циліндра, установленого на виступі з меншим діаметром за допомогою дуплексованих підшипників, а на виступі з більшим діаметром виконані трапецеїдальні канавки для пасової передачі. UA 97969 U (12) UA 97969 U UA 97969 U 5 10 15 Корисна модель належить до пристроїв для обробки металів різанням і може бути використана при розточуванні двовиступових точних отворів. У практиці металообробки часто зустрічається розточування виступових отворів, наприклад, двовиступових зі значним перепадом діаметрів (див. фіг. 3, 4). Згідно з нормативами режимів різання для тонкого розточування [див. Нормативы режимов резания и геометрия резцов для тонкого растачивания. Обработка на отделочно-расточных станках. Крупное и массовое производство/НИИмаш - Москва, 1979. 92 с.] визначають оптимальну швидкість різання в залежності від матеріалу оброблюваної деталі, матеріалу різця, глибини різання і діаметра обробки [див. Нормативы режимов резания…. /НИИмаш - Москва, 1979. - С. 74]. Вплив діаметра обробки на величину рекомендованої швидкості різання в залежності від оброблюваного матеріалу характеризується коефіцієнтом, K , який вибирається з таблиці (додається). Якщо діаметр обробки відрізняється від базового діаметра ( 60 мм K 1), то табличне значення швидкості слід помножити на K , наприклад, для розточування отвору 250 мм в зразку з середньо-вуглецевої якісної сталі при розточуванні двома одночасно працюючими різцями табличне значення швидкості різання становить 180-200 м/хв. При цьому табличне значення швидкості різання необхідно помножити на коефіцієнт K 11 , в даному випадку , 200 1,1 6,67 м/с. 60 При обробці двовиступових отворів рекомендована швидкість різання повинна бути однаковою на двох виступах. Швидкість різання визначається за формулою: d n , м/с. 1000 60 Для забезпечення однакової рекомендованої швидкості різання на різних виступах з різним діаметром число обертів (частота обертання) на кожному виступі повинно бути різне. Наприклад, при обробці двовиступових отворів з 200 мм і 400 мм, число обертів на виступі з більшим діаметром повинно бути в два рази менше, ніж на виступі з меншим діаметром. Відома розточувальна оправка, що містить корпус, в осьовому отворі якого установлений різцетримач на двох упорних підшипниках за допомогою кришок. У розташованій між упорними підшипниками частині різцетримача виконані дві виїмки, які мають плоскі грані, паралельні від розточувальної оправки. В грань однієї виїмки впирається пружина, а в грань іншої регулювальний гвинт. Пружина і регулювальний гвинт закріплені в корпусі [див. авторське свідоцтво СРСР № 395188]. Відома також розточувальна оправка за патентом України № 67720 на корисну модель. Крім того, відома велика кількість розточувальних головок, конструкції яких відрізняються від розточувальної головки, що заявляється. У зв'язку з тим, що відомі розточувальні головки [см., наприклад, патент України на корисну модель № 67720, авторські свідоцтва СРСР №№ 1734291, 395188 та ін.] вирішують поставлену задачу за допомогою інших засобів, жодне з відомих заявникам технічне рішення не може бути вибрано як прототип. В основу корисної моделі поставлена задача створити розточувальну головку, в якій шляхом іншого взаємного розташування виступів з різними діаметрами, а також іншого виконання одного із виступів, забезпечити підвищення якості обробки, а також досягнення однакової мінімальної інтенсивності зносу двох одночасно працюючих різців за рахунок забезпечення однакової оптимальної швидкості різання на обох виступів. Поставлена задача вирішена розточувальною головкою, що містить шпиндель, який має виступ з меншим діаметром, оснащений різцем, а також виступ з більшим діаметром, оснащений різцем, при цьому виступ з більшим діаметром виконаний у вигляді порожнистого циліндра, установленого на виступі з меншим діаметром за допомогою [двох] дуплексованих підшипників, і на виступі з більшим діаметром виконані трапецеїдальні канавки для пасової передачі. Принципова відмінність конструкції розточувальною головки, що заявляється, від усіх відомих заявникам конструкцій розточувальних головок полягає в тому, що виступ з меншим діаметром є базовим, на якому закріплений виступ з більшим діаметром, в якому виконані канавки для пасової передачі. Таке рішення дозволяє забезпечити однакову оптимальну швидкість різання на обох виступах. При різанні виступ з більшим діаметром обертається в той же бік, що й виступ з меншим діаметром. При цьому швидкість різання на обох виступах установлюється 20 25 30 35 40 45 50 55 1 UA 97969 U 5 10 15 20 25 30 оптимальною і однаковою, для чого відношення чисел обертів обох виступів призначається обернено пропорційним відношенню їх діаметрів. Розточувальна головка зображена на кресленні, де: - фіг. 1 - розточувальна головка в розрізі; - фіг. 2 - вид шпинделя з корпусом привода для передачі обертання на виступ з більшим діаметром; - фіг. 3 - вид двохступеневої борштанги; - фіг. 4 - вид деталі з двоступеневим отвором. Розточувальна головка містить виступ з меншим діаметром 1 і виступ з більшим діаметром 2. Виступ з меншим діаметром 1 оснащений різцем 5 і закріплений в шпинделі 3 розточувальної головки 15 за допомогою конічного хвостовика 16. Виступ з більшим діаметром 2 оснащений різцем 6 і виконаний у вигляді порожнистого циліндра, установленого на двох дуплексованих підшипниках 4 на виступі з меншим діаметром 1. На виступі з більшим діаметром 2 виконані трапецеїдальні канавки 7 для пасової передачі. Дуплексація підшипників 4 здійснена за допомогою розпірних втулок 8, 9 і притискної гайки 11 через кільце 10. Дуплексовані підшипники 4 зафіксовані кришкою 12 за допомогою гвинтів 14. Для ілюстрації роботи розточувальної головки на фіг. 2 вказані шківи 13, 18 і корпус 17 додаткового приводу. В корпусі 17 установлений вал (на кресленні не показано), оснащений шківами 18 різного діаметра для забезпечення заданих передаточних чисел. Розточувальна головка працює таким чином. При різанні різець 5 виступу з меншим діаметром 1 і різець 6 виступу з більшим діаметром 2 працюють одночасно, причому довжини виступів 1 і 2 відповідають довжинам оброблюваних отворів. Виступ з меншим діаметром 1 обертається зі швидкістю, що дорівнює швидкості обертання шпинделя 3 і рівною оптимальній швидкості різання для конкретних умов обробки. Для забезпечення однакових умов роботи різців 5 і 6 і величин їх радіального зносу, виступ з більшим діаметром 2 приводиться в обертання за допомогою додаткового приводу, при цьому відношення числа обертів виступу з меншим діаметром 1 і виступу з більшим діаметром 2 обернено пропорційно відношенню їх діаметрів. Необхідне передавальне число встановлюється за допомогою шківів 13, 18. Таблиця Залежність діаметра обробки від оброблюваного матеріалу Діаметр обробки, мм До 20 Понад 20 до 60 Понад 60 до 150 Понад 150 Сталь 0,8 0,95 1,05 1,1 Кд Матеріал, що обробляється Чавун Кольоровий метал і сплави 0,9 0,85 0,95 0,9 1,0 1,0 1,05 1,1 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Розточувальна головка, що містить шпиндель, який має виступ з меншим діаметром, оснащений різцем, а також виступ з більшим діаметром, оснащений різцем, причому виступ з більшим діаметром виконаний у вигляді порожнистого циліндра, установленого на виступі з меншим діаметром за допомогою дуплексованих підшипників, а на виступі з більшим діаметром виконані трапецеїдальні канавки для пасової передачі. 2 UA 97969 U 3 UA 97969 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюOrhiian Oleksandr Andriiovych
Автори російськоюОргиян Александр Андреевич
МПК / Мітки
МПК: B21J 5/06, B21D 28/26, B21D 35/00
Мітки: головка, розточувальна
Код посилання
<a href="https://ua.patents.su/6-97969-roztochuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна головка</a>
Шпиндельна розточувальна головка з мікронною подачею
Номер патенту: 80823
Опубліковано: 12.11.2007
Автори: Федосов Олександр Матвійович, Чернов Сергій Костянтинович
МПК: B23B 29/00, B23B 3/00
Мітки: подачею, розточувальна, головка, мікронною, шпиндельна
Формула / Реферат:
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняється тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою.2. Шпиндельна розточувальна головка за п.1, яка відрізняється тим, що гвинтові пари підпружинено в один бік з ліквідацією...
Розточувальна головка

Номер патенту: 89727
Опубліковано: 25.04.2014
Автори: Босюк Павло Володимирович, Білик Стефанія Григорівна, Гевко Ігор Богданович, Гупка Андрій Богданович, Гевко Богдан Матвійович
МПК: B23B 29/00, B23B 35/00
Мітки: розточувальна, головка
Формула / Реферат:
Розточувальна головка, що виконана у вигляді рухомого штока з можливістю осьового і кругового переміщення в циліндричному корпусі, а кінцева конічна частина рухомого штока є у взаємодії з оправками радіальних різців, які розміщені в циліндричному корпусі рівномірно по колу, базуючих і кріпильних елементів, яка відрізняється тим, що за конічною частиною рухомого штока виконана циліндрична напрямна, яка є у взаємодії з отвором лівої втулки...
Розточувальна головка

Номер патенту: 72588
Опубліковано: 27.08.2012
Автори: Кривий Петро Дмитрович, Крупа Володимир Васильович
МПК: B23B 29/03
Мітки: головка, розточувальна
Формула / Реферат:
Розточувальна головка, що складається з корпуса, в якому виконані хвостовик з різзю для закріплення розточувальної головки в пристосуванні та центральний отвір для підводу змащувально-охолоджуючої речовини (ЗОР), пружних напрямних, які встановлені в поздовжні пази, який відрізняється тим, що в корпусі виконані додатково чотири нерівномірно розміщені по колу радіальні пази, в які встановлені три різці для чистової і один різець для чорнової...
Дворізцева розточувальна головка
Номер патенту: 93918
Опубліковано: 27.10.2014
Автори: Крупа Володимир Васильович, Кривий Петро Дмитрович, Дзюра Володимир Олексійович
МПК: B23B 29/03
Мітки: розточувальна, головка, дворізцева
Формула / Реферат:
Дворізцева розточувальна головка, що складається з корпусу, в якому з можливістю регулювання положення встановлені два діаметрально-протилежні різці, яка відрізняється тим, що різці закріплені на рівноплечому важелі, встановленому з можливістю провороту на осі, яка розміщена у співвісних отворах, виконаних на бічній поверхні корпуса, що має вигляд товстостінного циліндра із наскрізними вікнами, осі симетрії цих вікон розміщені...
Розточувальна головка
Номер патенту: 82488
Опубліковано: 25.04.2008
Автори: Лінчевський Павло Адамович, Іоргачов Вадим Дмитрович, Джугурян Тигран Герасимович, Буюклі Іван Михайлович
МПК: B23B 29/00
Мітки: розточувальна, головка
Формула / Реферат:
Розточувальна головка, що містить корпус, в пазах якого встановлені різальні і спрямовуючі елементи з можливістю радіального переміщення і взаємодії між собою через підпружинені клинові елементи, яка відрізняється тим, що кожний різальний елемент встановлений з можливістю одночасного контактування опорною клиновою поверхнею через тіло кочення з боковою клиновою поверхнею спрямовуючого елемента, що розміщений в суміжному пазу попереду по...
Попередній патент: Установка горизонтального направленого буріння
Наступний патент: Спосіб профілактики післяопераційних ускладнень при відеоторакоскопічній біопсії внутрішньогрудних лімфатичних вузлів
Випадковий патент: Апарат відновлення рухливості колінного, тазостегнового суглобів та стопи людини