Розточувальна головка
Номер патенту: 72588
Опубліковано: 27.08.2012

Формула / Реферат
Розточувальна головка, що складається з корпуса, в якому виконані хвостовик з різзю для закріплення розточувальної головки в пристосуванні та центральний отвір для підводу змащувально-охолоджуючої речовини (ЗОР), пружних напрямних, які встановлені в поздовжні пази, який відрізняється тим, що в корпусі виконані додатково чотири нерівномірно розміщені по колу радіальні пази, в які встановлені три різці для чистової і один різець для чорнової обробки, які закріплені за допомогою диска, що жорстко з'єднаний з корпусом, причому регулювання радіального вильоту різців здійснено за допомогою спеціальних гвинтів з конічними кінцевими поверхнями, що встановлені з можливістю спряження з торцевими скосами різців, та на кожному різці виконані поздовжні пази для підводу ЗОР в зону різання, і головні кути в плані на різцях для чистової обробки, а також допоміжні кути в плані на першому і другому різцях для чистової обробки однакові і рівні відповідно ![]() і
і![]()
![]() , а допоміжний кут в плані на третьому різці для чистової обробки корегований, а його значення визначається за формулою:
, а допоміжний кут в плані на третьому різці для чистової обробки корегований, а його значення визначається за формулою:
![]() , де
, де
![]() - головний кут в плані на різцях для чистової обробки, град.;
- головний кут в плані на різцях для чистової обробки, град.;
![]() - допоміжний кут в плані на першому та другому різцях для чистової обробки, град.;
- допоміжний кут в плані на першому та другому різцях для чистової обробки, град.;
причому центральні кути між вершинами першого та другого і першого та третього різців для чистової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточеної головки визначаються за формулами:
![]() , де
, де
![]() - величина подачі на другому різці для чистової обробки, мм/різець;
- величина подачі на другому різці для чистової обробки, мм/різець;
![]() - величина загальної подачі розточеної головки, мм/об;
- величина загальної подачі розточеної головки, мм/об;
![]() - величина подачі на третьому різці для чистової обробки, мм/різець;
- величина подачі на третьому різці для чистової обробки, мм/різець;
![]() - висота нерівностей профілю за десятьма точками, мкм;
- висота нерівностей профілю за десятьма точками, мкм;
причому різець для чорнової обробки встановлено в місці сходження радіальних складових сил різання, створених різцями для чистової обробки, а центральний кут між вершиною першого різця для чистової обробки та вершиною різця для чорнової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточувальної головки визначається за формулою:
 , де
, де
![]() ;
;
![]() ,
, ![]() ,
, ![]() - поправочні коефіцієнти на головні кути в плані відповідно на першому, другому та третьому різцях для чистової обробки;
- поправочні коефіцієнти на головні кути в плані відповідно на першому, другому та третьому різцях для чистової обробки;
![]() ,
, ![]() , та
, та ![]() - величини подач відповідно першому, другому та третьому різцям для чистової обробки, мм/різець;
- величини подач відповідно першому, другому та третьому різцям для чистової обробки, мм/різець;
![]() і
і ![]() - центральні кути, що визначають кутові положення другого і третього різців для чистової відносно першого відповідно, град;
- центральні кути, що визначають кутові положення другого і третього різців для чистової відносно першого відповідно, град;
![]() - показник степеня, що враховує вплив подачі на радіальну складову сили різання,
- показник степеня, що враховує вплив подачі на радіальну складову сили різання,
причому вершина різця для чорнової обробки зміщена відносно вершин різців для чистової обробки, що знаходяться в одній площині, перпендикулярній до поздовжньої осі корпусу розточеної головки, в напрямку подачі на величину l, а його радіальний виліт менший від радіального вильоту різців для чистової обробки на величину t, що визначається з умови зрівноваження радіальних складових сил різання на різцях для чистової та різці для чорнової обробки за формулою:
 , де
, де
![]() - загальний припуск на оброблення;
- загальний припуск на оброблення;
![]() - поправочний коефіцієнт на головний кут в плані різця для чорнової обробки.
- поправочний коефіцієнт на головний кут в плані різця для чорнової обробки.
![]() - показник степеня, який враховує вплив глибини різання на радіальну складову сили різання.
- показник степеня, який враховує вплив глибини різання на радіальну складову сили різання.
Текст
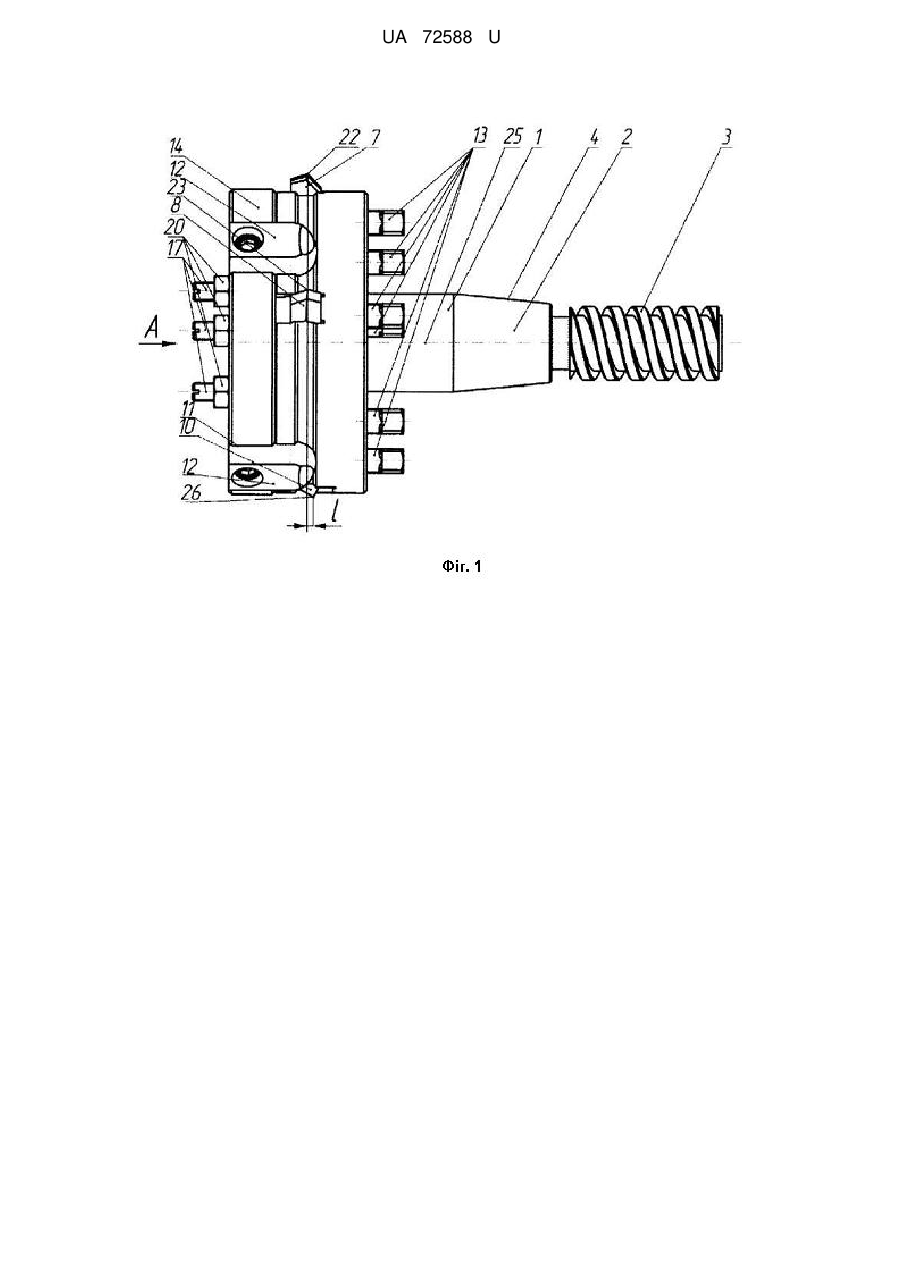
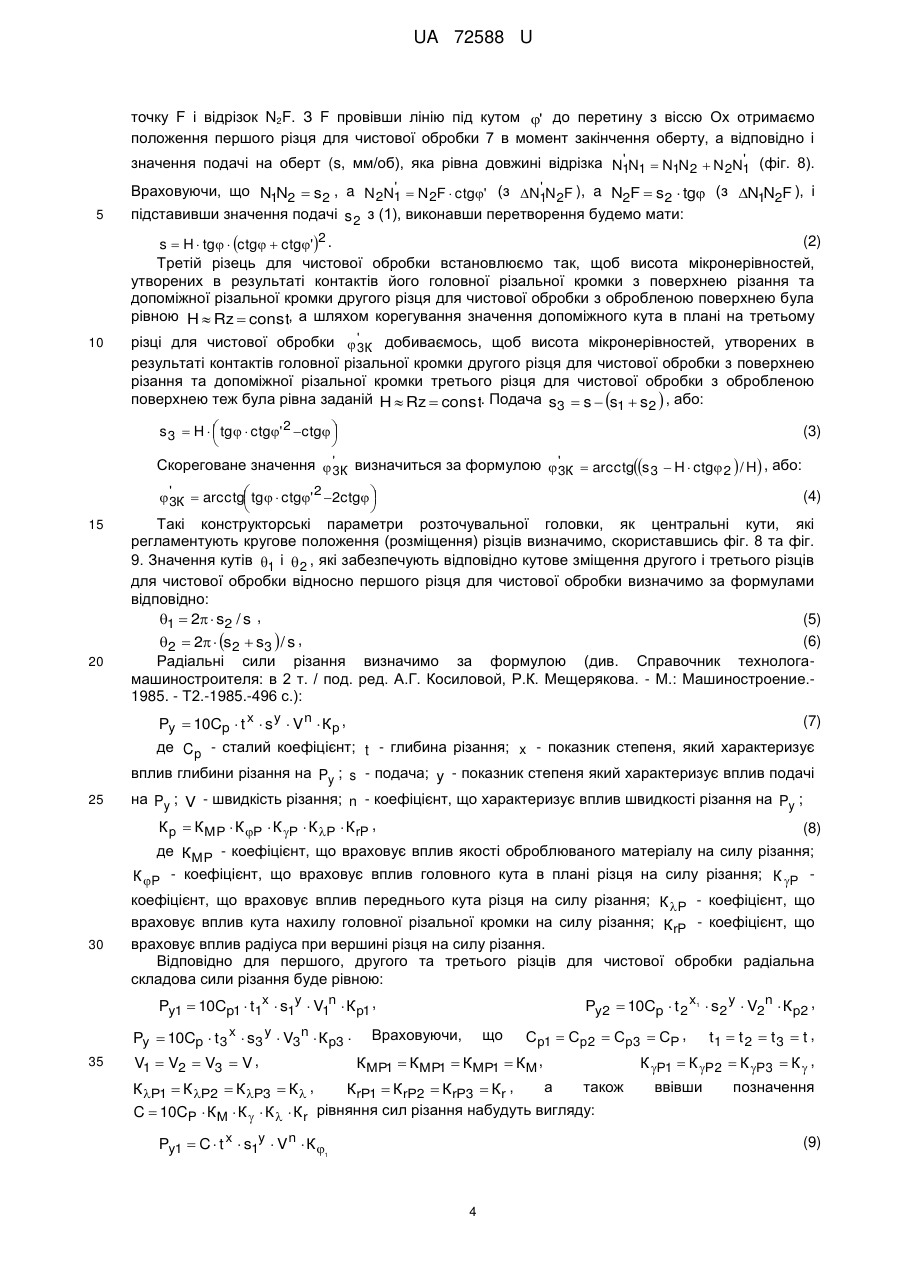
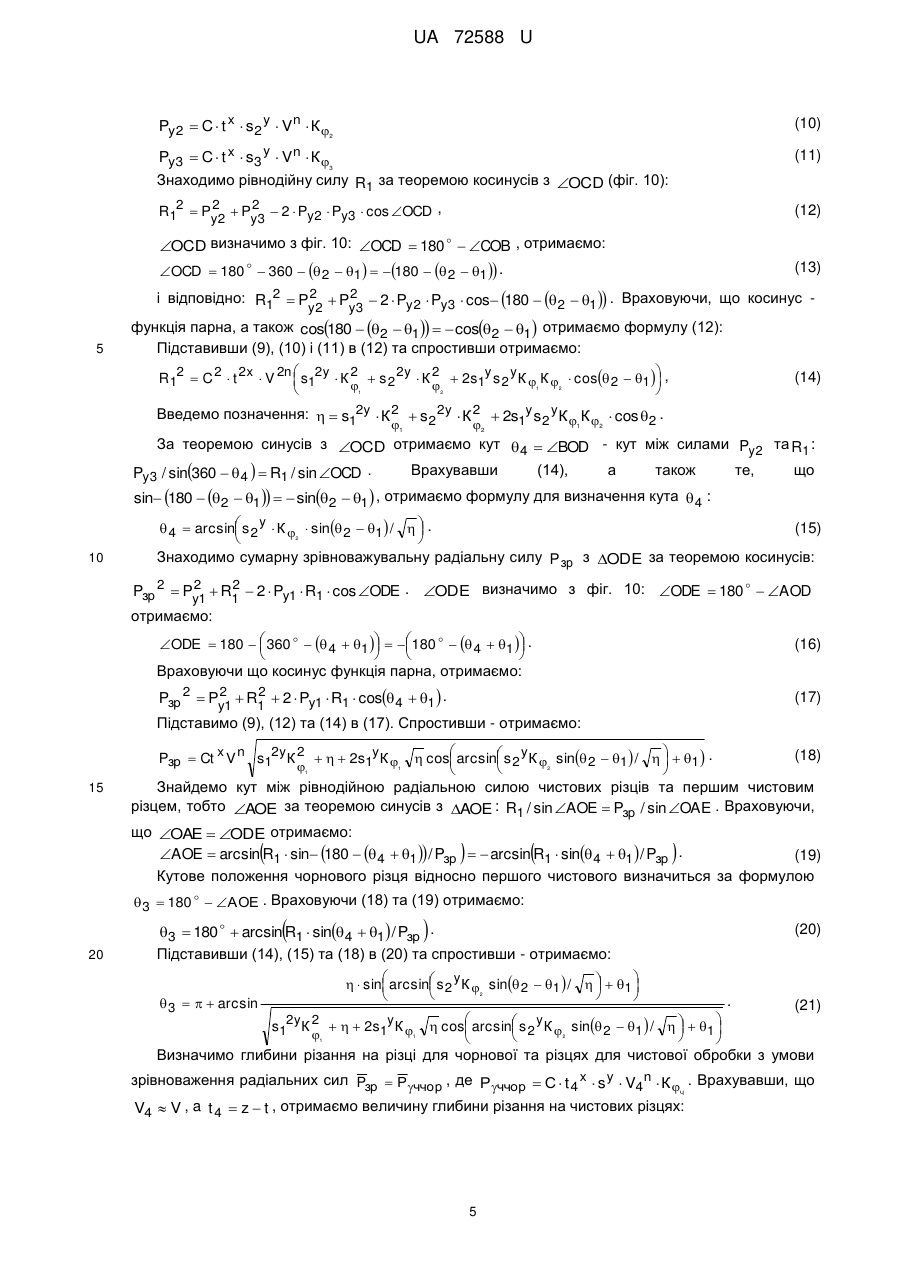
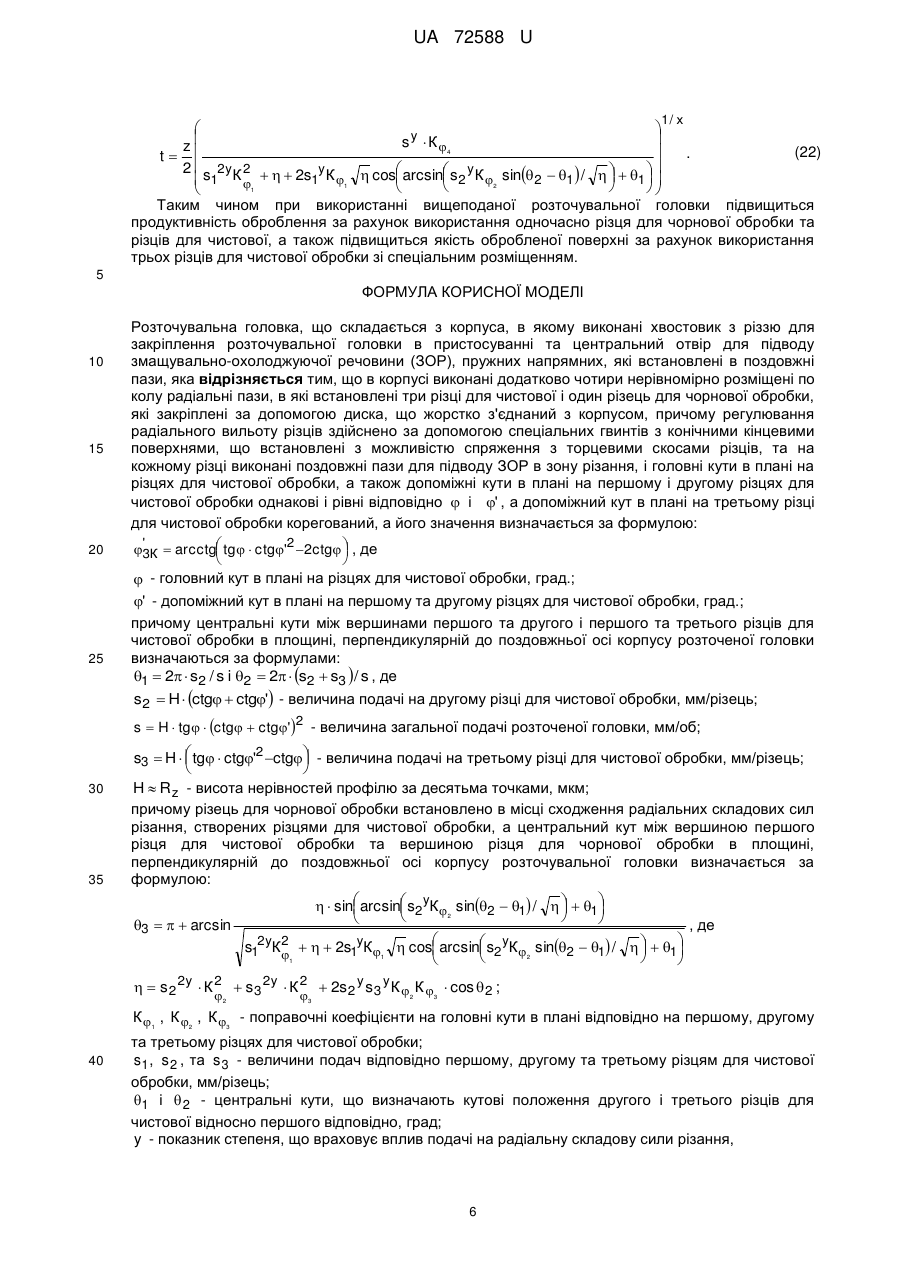
Реферат: UA 72588 U UA 72588 U 5 10 15 20 25 Корисна модель належить до механічного оброблення металів різанням і може бути використана для оброблення глибоких отворів циліндрів. Найближчим технічним рішенням є розточувальна головка для обробки глибоких отворів, що складається з корпуса, на якому виконаний хвостовик з різзю для закріплення інструменту в пристосуванні та центральний отвір для підводу змащувально-охолоджуючої рідини (ЗОР), 6 пружних напрямних, які встановлені в поздовжні пази (див. пат. 2104827 RU, МПК В23В 29/03. № 94028997/02; заявл. 12.07.94; опубл. 20.02.98). Недоліком даної розточувальної головки є її низька продуктивність, через те, що подача на даний інструмент визначається з умови оброблення одним різцем, а не двома, так як другий різець фактично йде по сліду першого. Іншим недоліком даного інструменту є його низька точність через незрівноваженість радіальних складових сил різання, що виникають в процесі оброблення. В основу корисної моделі поставлена задача підвищення продуктивності оброблення, а також точності розмірів оброблюваних деталей за рахунок використання інструменту, що складається з корпуса, в якому виконані хвостовик з різзю для закріплення інструменту в пристосуванні та центральний отвір для підводу ЗОР, пружних напрямних, які встановлені в поздовжні пази, причому в корпусі виконані додатково чотири нерівномірно розміщені по колу радіальні пази, в які встановлені три різці для чистової і один різець для чорнової обробки, які закріплені за допомогою диска, що жорстко з'єднаний з корпусом, причому регулювання радіального вильоту різців здійснено за допомогою спеціальних гвинтів з конічними кінцевими поверхнями, що встановлені з можливістю спряження з торцевими скосами різців, та на кожному різці виконані поздовжні пази для підводу ЗОР в зону різання, і головні кути в плані на різцях для чистової обробки, а також допоміжні кути в плані на першому і другому різцях для чистової обробки однакові і рівні відповідно і ' , а допоміжний кут в плані на третьому різці для чистової обробки корегований, а його значення визначається за формулою: '3К arcctg tg ctg' 2 2ctg , де - головний кут в плані на різцях для чистової обробки, град.; 30 ' - допоміжний кут в плані на першому та другому різцях для чистової обробки, град.; причому центральні кути між вершинами першого та другого і першого та третього різців для чистової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточувальної головки визначаються за формулами: 1 2 s2 / s i 2 2 s2 s3 / s , де s2 H ctg ctg' - величина подачі на другому різці для чистової обробки, мм/різець; s H tg ctg ctg' 2 - величина загальної подачі розточувальної головки, мм/об; 35 40 s 3 H tg ctg' 2 ctg - величина подачі на третьому різці для чистової обробки, мм/різець; H R z - висота нерівностей профілю за десятьма точками, мкм; причому різець для чорнової обробки встановлено в місці сходження радіальних складових сил різання, створених різцями для чистової обробки, а центральний кут між вершиною першого різця для чистової обробки та вершиною різця для чорнової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточувальної головки визначається за формулою: sin arcsin s 2 y К sin 2 1 / 1 2 3 arcsin , де s12y К 2 2s1y К 1 cos arcsin s 2 y К 2 sin 2 1 / 1 1 45 s 2 2y К 2 s 3 2y К 2 2s 2 y s 3 y К 2 К 3 cos 2 ; 2 3 К , К , К - поправочні коефіцієнти на головні кути в плані відповідно на першому, 50 другому та третьому різцях для чистової обробки; s1 , s 2 , та s 3 - величини подач відповідно першому, другому та третьому різцях для чистової обробки, мм/різець; 1 і 2 - центральні кути, що визначають кутові положення другого і третього різців для чистової відносно першого відповідно, град; 1 2 3 1 UA 72588 U 5 y - показник степеня, що враховує вплив подачі на радіальну складову сили різання, причому вершина різця для чорнової обробки зміщена відносно вершин різців для чистової обробки, що знаходяться в одній площині, перпендикулярній до поздовжньої осі корпусу розточувальної головки, в напрямку подачі на величину l, а його радіальний виліт менший від радіального вильоту різців для чистової обробки на величину t, що визначається з умови зрівноваження радіальних складових сил різання на різцях для чистової та різці для чорнової обробки за формулою: 1/ х 10 s y К 4 z , де t 2 s 2y К 2 2s y К arcsin s y К sin / cos 2 2 1 1 1 1 2 1 1 z - загальний припуск на оброблення; x - показник степеня, який враховує вплив глибини різання на радіальну складову сили різання; К - поправочний коефіцієнт на головний кут в плані різця для чорнової обробки. 4 15 20 25 30 35 Суть корисної моделі пояснюється графічними матеріалами, виконаними на фіг. 1-10. Зокрема на фіг. 1 поданий загальний вигляд розточувальної головки; на фіг. 2 - вид А на фіг. 1; на фіг. 3 - розріз по Б-Б на фіг. 2; на фіг. 4 - розріз по В-В на фіг. 3; на фіг. 5 перший та другий різці для чистової обробки; на фіг. 6 - третій різець для чистової обробки; на фіг. 7 - різець для чорнової обробки; на фіг. 8 - схема розміщення різців для чистової обробки та формування шорсткості обробленої поверхні; на фіг. 9 - схема кутового розміщення різця для чорнової обробки та різців для чистової обробки; на фіг. 10 - розрахункова схема векторів радіальних складових сил різання від різця для чорнової обробки та різців для чистової обробки. Розточувальна головка складається з корпуса 1 (фіг. 1, 3), на одному з кінців якого виконаний хвостовик 2 з різзю 3 та конусною частиною 4, що служать для співвісного з'єднання розточувальної головки з пристосуванням (на фіг. не показано). В корпусі 1 знаходиться центральний отвір 5, для підводу ЗОР в зону різання. На другому кінці корпусу 1 виконані радіальні пази 6, в які встановлюються три різці для чистової обробки 7, 8, 9 та один різець для чорнової обробки 10 (фіг. 1, 2, 3, 7), а також поздовжні пази 11, в які встановлюються напрямні 12. Різці встановлені з можливістю фіксування притискними гвинтами 13 до диска 14, який жорстко з'єднаний з корпусом 1 гвинтами 15 та штифтами 16. Регулювання радіального вильоту різців здійснено за допомогою спеціальних гвинтів 17 з конічними кінцевими поверхнями 18, що встановлені з можливістю спряження з торцевими скосами 19 різців. Спеціальні гвинти 17 встановлені з можливістю фіксування за допомогою контргайок 20. На кожному різці 7, 8, 9, 10 виконані пази 21 для можливості підводу ЗОР безпосередньо в зону різання. Головні кути в плані на різцях для чистової обробки 7, 8, 9 та допоміжні кути в плані на першому 7 та другому 8 різцях для чистової обробки однакові і рівні відповідно і ' , а допоміжний кут в плані на третьому різці для чистової обробки 9 корегований, причому його значення визначається за формулою: '3К arcctg tg ctg' 2 2ctg , де - головний кут в плані на різцях для чистової обробки, град.; 40 45 50 ' - допоміжний кут в плані на першому та другому різцях для чистової обробки, град.; Центральні кути між вершиною 22 першого 7 та вершиною 23 другого 8 і вершиною 22 першого 7 та вершиною 24 третього 9 різців для чистової обробки в площині, перпендикулярній до поздовжньої осі 25 корпусу розточувальної головки визначаються за формулами: 1 2 s2 / s i 2 2 s2 s3 / s , де s2 H ctg ctg' - величина подачі на другому чистовому різці, мм/різець; s H tg ctg ctg' 2 - величина загальної подачі інструменту, мм/об; s 3 H tg ctg' 2 ctg - величина подачі на третьому чистовому різці, мм/різець; H R z - висота нерівностей профілю за десятьма точками, мкм. Різець для чорнової обробки 10 встановлюється в місці сходження радіальних складових сил різання, створених різцями для чистової обробки 7, 8, 9. Центральний кут між вершиною 22 першого різця для чорнової обробки 7 та вершиною 26 різця для чорнової обробки 10 в 2 UA 72588 U площині, перпендикулярній до поздовжньої осі 25 корпусу розточувальної головки визначається за формулою: 3 arcsin sin arcsin s 2 y К sin 2 1 / 1 2 1 5 15 s 2 2y К 2 s 3 2y К 2 2s 2 y s 3 y К 2 К 3 cos 2 ; 2 3 К , К , К - поправочні коефіцієнти на головні кути в плані відповідно на першому 7, 1 10 , де s12y К 2 2s1y К 1 cos arcsin s 2 y К 2 sin 2 1 / 1 2 3 другому 8 та третьому 9 різцях для чистової обробки; s1 , s 2 , та s 3 - величина подач відповідно на першому 7, другому 8 та третьому 9 різцях для чистової обробки, мм/різець; 1 і 2 - центральні кути, що визначають кутові положення другого 8 і третього 9 різців для чистової обробки відносно першого 7 відповідно, град; y - показник степеня, що враховує вплив подачі на радіальну складову сили різання. Вершина 26 різця для чорнової обробки 10 зміщена відносно вершин 22, 23, 24 різців для чистової обробки 7, 8, 9, що знаходяться в одній площині, перпендикулярній до поздовжньої осі 25 корпусу розточувальної головки, в напрямку подачі на величину l, а його радіальний виліт менший від радіального вильоту різців для чистової обробки 7, 8, 9 на величину t, що визначається з умови зрівноваження радіальних складових сил різання на різцях для чистової 7, 8, 9 та різці для чорнової 10 обробки за формулою: 1/ х 20 25 30 35 40 45 s y К 4 z , де t 2 s 2y К 2 2s y К cos arcsin s 2 y К 2 sin 2 1 / 1 1 1 1 1 - загальний припуск на оброблення; z x - показник степеня, який враховує вплив глибини різання на радіальну складову сили різання. К 4 - поправочний коефіцієнт на головний кут в плані різця для чорнової обробки. Розточувальна головка працює наступним чином. До початку обробки заготовку у вигляді труби надівають на оправку, що з'єднана з пристроєм осьової подачі верстату. За допомогою спеціальних гвинтів 17 кожен різець 7, 8, 9, 10 виставляють на необхідний розмір. Положення спеціальних гвинтів фіксують за допомогою контргайок 20. Різці притискають до диска 14 притискними гвинтами 13, фіксуючи при цьому їх радіальний виліт. На кінець оправки, закріплюють розточувальну головку за допомогою різі 3 та конічної частини 4 і заводять разом з заготовкою в патрон. Заготовку закріплюють в патроні і надають їй обертовий рух, а розточувальній головці - осьову подачу. Після закінчення обробки готову деталь знімають з патрона, розточувальну головку відкручують з оправки і процес повторюють знову. Для визначення таких технологічних параметрів як значення подач на різцях для чистової обробки введемо систему координат у Ох (фіг. 8). Вісь Ох направимо вправо (в напрямку подачі) і вершини всіх різців для чистової обробки розмістимо на ній, а Оу направимо вверх. Виберемо довільну точку на осі Ох - N1 i розмістимо в ній вершину 22 першого різця для чистової обробки - 7 у момент початку оберту. З N1 проведемо промені під кутами та ' до осі Ох. Вони відображатимуть положення головної та допоміжної різальної кромки першого різця для чистової обробки у момент початку оберту. Задавшись величиною H R z і використавши (див. Крупа В. Визначення конструкторсько-технологічних параметрів багато різцевих розточувальних головок з поділом припуску та подачі / Крупа В. // Вісник ТНТУ.-2011. Том 16. - № 1. - С. 105-117. - (машинобудування, автоматизація виробництва та процеси механічної обробки).) величина подачі на другому різці для чистової обробки буде: (1) s2 H ctg ctg' Отримана подача на осі Ох схематично зобразиться відрізком N1N2. Точка N2 відповідає вершині 23 другого різця для чистової обробки 8 у момент закінчення оберту. Аналогічною побудовою отримаємо положення головної та допоміжної різальних кромок другого різця для чистової обробки. Провівши з N2 пряму, перпендикулярну осі Ох до перетину з головною різальною кромкою першого різця для чистової обробки в момент початку оберту отримаємо 3 UA 72588 U точку F і відрізок N2F. З F провівши лінію під кутом ' до перетину з віссю Ох отримаємо положення першого різця для чистової обробки 7 в момент закінчення оберту, а відповідно і ' ' значення подачі на оберт (s, мм/об), яка рівна довжині відрізка N1N1 N1N2 N2N1 (фіг. 8). 5 ' ' Враховуючи, що N1N2 s 2 , a N 2N1 N 2F ctg' (з N1N 2F ), a N2F s2 tg (з N1N2F ), і підставивши значення подачі s 2 з (1), виконавши перетворення будемо мати: (2) s H tg ctg ctg' 2 . Третій різець для чистової обробки встановлюємо так, щоб висота мікронерівностей, утворених в результаті контактів його головної різальної кромки з поверхнею різання та допоміжної різальної кромки другого різця для чистової обробки з обробленою поверхнею була рівною H Rz const, а шляхом корегування значення допоміжного кута в плані на третьому 10 різці для чистової обробки '3К добиваємось, щоб висота мікронерівностей, утворених в результаті контактів головної різальної кромки другого різця для чистової обробки з поверхнею різання та допоміжної різальної кромки третього різця для чистової обробки з обробленою поверхнею теж була рівна заданій H Rz const. Подача s3 s s1 s2 , або: s 3 H tg ctg' 2 ctg (3) Скореговане значення '3К визначиться за формулою '3К arcctgs 3 H ctg 2 / H , або: 15 20 (4) '3К arcctg tg ctg' 2 2ctg Такі конструкторські параметри розточувальної головки, як центральні кути, які регламентують кругове положення (розміщення) різців визначимо, скориставшись фіг. 8 та фіг. 9. Значення кутів 1 і 2 , які забезпечують відповідно кутове зміщення другого і третього різців для чистової обробки відносно першого різця для чистової обробки визначимо за формулами відповідно: (5) 1 2 s2 / s , , (6) 2 2 s2 s3 / s Радіальні сили різання визначимо за формулою (див. Справочник технологамашиностроителя: в 2 т. / под. ред. А.Г. Косиловой, Р.К. Мещерякова. - М.: Машиностроение.1985. - Т2.-1985.-496 с.): Py 10Cp t x s y V n К р , (7) де C p - сталий коефіцієнт; t - глибина різання; x - показник степеня, який характеризує вплив глибини різання на Py ; s - подача; y - показник степеня який характеризує вплив подачі 25 на Py ; V - швидкість різання; n - коефіцієнт, що характеризує вплив швидкості різання на Py ; К р К МР К Р К Р К Р К rP , (8) де К МР - коефіцієнт, що враховує вплив якості оброблюваного матеріалу на силу різання; 30 К Р - коефіцієнт, що враховує вплив головного кута в плані різця на силу різання; К Р коефіцієнт, що враховує вплив переднього кута різця на силу різання; К Р - коефіцієнт, що враховує вплив кута нахилу головної різальної кромки на силу різання; К rP - коефіцієнт, що враховує вплив радіуса при вершині різця на силу різання. Відповідно для першого, другого та третього різців для чистової обробки радіальна складова сили різання буде рівною: Py1 10Cp1 t1x s1y V1n К р1 , 35 Py2 10Cp t 2 x1 s2 y V2n К р2 , Py 10Cp t 3 x s3 y V3n К р3 . Враховуючи, що Ср1 Ср2 Ср3 СР , t1 t 2 t 3 t , К Р1 К Р2 К Р3 К , V1 V2 V3 V , КМР1 КМР1 КМР1 КМ , а також ввівши позначення К Р1 К Р2 К Р3 К , К rР1 К rР2 К rР3 К r , C 10CP К М К К К r рівняння сил різання набудуть вигляду: Py1 C t x s1y V n К 1 (9) 4 UA 72588 U Py2 C t x s2 y V n К 2 (10) Py3 C t x s3 y V n К 3 Знаходимо рівнодійну силу R1 за теоремою косинусів з OCD (фіг. 10): (11) 2 2 R12 Py2 Py3 2 Py2 Py3 cos OCD , (12) OCD визначимо з фіг. 10: OCD 180 COB , отримаємо: OCD 180 360 2 1 180 2 1 . 5 (13) і відповідно: R12 P 2 P 2 2 Py2 Py3 cos 180 2 1 . Враховуючи, що косинус y2 y3 функція парна, а також cos180 2 1 cos2 1 отримаємо формулу (12): Підставивши (9), (10) і (11) в (12) та спростивши отримаємо: R12 C 2 t 2x V 2n s12y К 2 s 2 2y К 2 2s1y s 2 y К 1 К 2 cos 2 1 , 1 2 (14) Введемо позначення: s12y К 2 s 2 2y К 2 2s1y s 2 yК К cos 2 . 1 2 1 2 За теоремою синусів з OCD отримаємо кут 4 BOD - кут між силами Py2 та R1 : Врахувавши (14), а також те, що Py3 / sin360 4 R1 / sin OCD . sin 180 2 1 sin2 1 , отримаємо формулу для визначення кута 4 : (15) 4 arcsin s 2 y К sin 2 1 / . Знаходимо сумарну зрівноважувальну радіальну силу Р зр з ODE за теоремою косинусів: 2 10 2 2 Pзр 2 Py1 R1 2 Py1 R1 cos ODE . ODE визначимо з фіг. 10: ODE 180 AOD отримаємо: ODE 180 360 4 1 180 4 1 . Враховуючи що косинус функція парна, отримаємо: (16) 2 2 Pзр 2 Py1 R1 2 Py1 R1 cos 4 1 . Підставимо (9), (12) та (14) в (17). Спростивши - отримаємо: (18) cos arcsin s 2 y К sin 2 1 / 1 . Знайдемо кут між рівнодійною радіальною силою чистових різців та першим чистовим різцем, тобто AOE за теоремою синусів з AOE : R1 / sin AOE Pзр / sin OAE . Враховуючи, Pзр Ct x V n s12y К 2 2s1y К 1 15 (17) 1 2 що OAE ODE oтримаємо: AOE arcsin R1 sin 180 4 1 / Pзр arcsin R1 sin 4 1 / Pзр . (19) Кутове положення чорнового різця відносно першого чистового визначиться за формулою 3 180 АОЕ . Враховуючи (18) та (19) отримаємо: 20 3 180 arcsin R1 sin 4 1 / Pзр . Підставивши (14), (15) та (18) в (20) та спростивши - отримаємо: 3 arcsin sin arcsin s 2 y К sin 2 1 / 1 2 s12y К 2 2s1y К 1 cos arcsin s 2 y К 2 sin 2 1 / 1 1 (20) . (21) Визначимо глибини різання на різці для чорнової та різцях для чистової обробки з умови зрівноваження радіальних сил Pзр Р ччор , де Р ччор С t 4 x s y V4n К . Врахувавши, що Ч V4 V , a t 4 z t , отримаємо величину глибини різання на чистових різцях: 5 UA 72588 U 1/ х s y К 4 z (22) . t 2 s 2y К 2 2s y К arcsin s y К sin / 1 1 1 cos 2 1 1 2 2 1 Таким чином при використанні вищеподаної розточувальної головки підвищиться продуктивність оброблення за рахунок використання одночасно різця для чорнової обробки та різців для чистової, а також підвищиться якість обробленої поверхні за рахунок використання трьох різців для чистової обробки зі спеціальним розміщенням. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 Розточувальна головка, що складається з корпуса, в якому виконані хвостовик з різзю для закріплення розточувальної головки в пристосуванні та центральний отвір для підводу змащувально-охолоджуючої речовини (ЗОР), пружних напрямних, які встановлені в поздовжні пази, яка відрізняється тим, що в корпусі виконані додатково чотири нерівномірно розміщені по колу радіальні пази, в які встановлені три різці для чистової і один різець для чорнової обробки, які закріплені за допомогою диска, що жорстко з'єднаний з корпусом, причому регулювання радіального вильоту різців здійснено за допомогою спеціальних гвинтів з конічними кінцевими поверхнями, що встановлені з можливістю спряження з торцевими скосами різців, та на кожному різці виконані поздовжні пази для підводу ЗОР в зону різання, і головні кути в плані на різцях для чистової обробки, а також допоміжні кути в плані на першому і другому різцях для чистової обробки однакові і рівні відповідно і ' , а допоміжний кут в плані на третьому різці для чистової обробки корегований, а його значення визначається за формулою: '3К arcctg tg ctg'2 2ctg , де - головний кут в плані на різцях для чистової обробки, град.; ' - допоміжний кут в плані на першому та другому різцях для чистової обробки, град.; причому центральні кути між вершинами першого та другого і першого та третього різців для чистової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточеної головки визначаються за формулами: 1 2 s2 / s i 2 2 s2 s3 / s , де s 2 H ctg ctg' - величина подачі на другому різці для чистової обробки, мм/різець; s H tg ctg ctg'2 - величина загальної подачі розточеної головки, мм/об; 30 35 s3 H tg ctg'2 ctg - величина подачі на третьому різці для чистової обробки, мм/різець; H R z - висота нерівностей профілю за десятьма точками, мкм; причому різець для чорнової обробки встановлено в місці сходження радіальних складових сил різання, створених різцями для чистової обробки, а центральний кут між вершиною першого різця для чистової обробки та вершиною різця для чорнової обробки в площині, перпендикулярній до поздовжньої осі корпусу розточувальної головки визначається за формулою: sin arcsin s2yК 2 sin2 1 / 1 3 arcsin , де 2y 2 y arcsin s yК sin / s1 К 2s1 К 1 cos 2 2 2 1 1 1 s 2 2y К 2 s 3 2y К 2 2s 2 y s 3 y К 2 К 3 cos 2 ; 2 3 К , К , К - поправочні коефіцієнти на головні кути в плані відповідно на першому, другому 1 40 2 3 та третьому різцях для чистової обробки; s1 , s 2 , та s 3 - величини подач відповідно першому, другому та третьому різцям для чистової обробки, мм/різець; 1 і 2 - центральні кути, що визначають кутові положення другого і третього різців для чистової відносно першого відповідно, град; y - показник степеня, що враховує вплив подачі на радіальну складову сили різання, 6 UA 72588 U 5 причому вершина різця для чорнової обробки зміщена відносно вершин різців для чистової обробки, що знаходяться в одній площині, перпендикулярній до поздовжньої осі корпусу розточеної головки, в напрямку подачі на величину l, а його радіальний виліт менший від радіального вильоту різців для чистової обробки на величину t, що визначається з умови зрівноваження радіальних складових сил різання на різцях для чистової та різці для чорнової обробки за формулою: 1/ х sy К z t , де 2 s 2yК 2 2s yК arcsin s yК sin / 2 1 1 cos 2 1 1 z - загальний припуск на оброблення; К 4 - поправочний коефіцієнт на головний кут в плані різця для чорнової обробки. 4 1 10 1 2 x - показник степеня, який враховує вплив глибини різання на радіальну складову сили різання. 7 UA 72588 U 8 UA 72588 U 9 UA 72588 U 10 UA 72588 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring head
Автори англійськоюKryvyi Petro Dmytrovych, Krupa Volodymyr Vasyliovych
Назва патенту російськоюРасточная головка
Автори російськоюКривой Петр Дмитриевич, Крупа Владимир Васильевич
МПК / Мітки
МПК: B23B 29/03
Мітки: головка, розточувальна
Код посилання
<a href="https://ua.patents.su/13-72588-roztochuvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна головка</a>
Шпиндельна розточувальна головка з мікронною подачею
Номер патенту: 80823
Опубліковано: 12.11.2007
Автори: Федосов Олександр Матвійович, Чернов Сергій Костянтинович
МПК: B23B 3/00, B23B 29/00
Мітки: головка, розточувальна, мікронною, шпиндельна, подачею
Формула / Реферат:
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняється тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою.2. Шпиндельна розточувальна головка за п.1, яка відрізняється тим, що гвинтові пари підпружинено в один бік з ліквідацією...
Розточувальна головка
Номер патенту: 89174
Опубліковано: 11.01.2010
Автори: Онищенко Сергій Михайлович, Іоргачов Вадим Дмитрович, Буюклі Іван Михайлович, Лінчевський Павло Адамович
МПК: B23B 29/00
Мітки: головка, розточувальна
Формула / Реферат:
1. Розточувальна головка, що включає корпус з напрямними елементами, в пазу якого рухомо в поперечному напрямі встановлений розточувальний блок з різальним елементом і протилежним напрямним елементом, яка відрізняється тим, що поперечні напрямні поверхні паза корпусу головки і блока виконані у вигляді циліндричних поверхонь, що сполучаються безпосередньо або через тіла кочення.2. Розточувальна головка за п. 1, яка відрізняється тим,...
Свердлильна головка
Номер патенту: 77455
Опубліковано: 15.12.2006
Автор: Скочко Євген Вікторович
МПК: B23B 51/04
Мітки: головка, свердлильна
Формула / Реферат:
Свердлильна головка, що містить порожнистий циліндричний корпус та встановлені на його торці різці, які розташовані групами і мають різальні кромки у вигляді ламаної лінії, вершини яких розташовані на опуклій поверхні обертання та зміщені одна відносно одної на сусідніх різцях в межах кожної з груп, яка відрізняється тим, що проміжні ділянки між вершинами різальних кромок виконані ввігнутими, а опукла поверхня обертання з вершинами різальних...
Розточувальна головка
Номер патенту: 82488
Опубліковано: 25.04.2008
Автори: Іоргачов Вадим Дмитрович, Буюклі Іван Михайлович, Джугурян Тигран Герасимович, Лінчевський Павло Адамович
МПК: B23B 29/00
Мітки: розточувальна, головка
Формула / Реферат:
Розточувальна головка, що містить корпус, в пазах якого встановлені різальні і спрямовуючі елементи з можливістю радіального переміщення і взаємодії між собою через підпружинені клинові елементи, яка відрізняється тим, що кожний різальний елемент встановлений з можливістю одночасного контактування опорною клиновою поверхнею через тіло кочення з боковою клиновою поверхнею спрямовуючого елемента, що розміщений в суміжному пазу попереду по...
Розточувальна оправка

Номер патенту: 62618
Опубліковано: 15.12.2003
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Глух Василь Миколайович
МПК: B23B 5/00
Мітки: розточувальна, оправка
Формула / Реферат:
Розточувальна оправка, яка виконана у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіально розміщені розточувальні різці, а у верхній частині центрувальної втулки рівномірно по колу розміщені гвинти, які є в контакті з відповідними косими пазами хвостовика, а центрування оправки в розточувальному отворі здійснено за допомогою втулки базування, яка відрізняється тим, що на меншому діаметрі кінця...
Попередній патент: Циліндричний трієр
Наступний патент: Пристрій для одержання вершкового масла
Випадковий патент: Спосіб профілактики і лікування рубцевих утворень