Спосіб фальцювання розгорток картонного пакування та пристрій для його реалізації
Формула / Реферат
1. Спосіб фальцювання розгорток картонного паковання, при якому картонну розгортку переміщують засобом транспортування і фальцюють різні її елементи, який відрізняється тим, що картонну розгортку встановлюють на плиті, фіксують на ній середню ділянку розгортки між другою та четвертою бігувальними лініями, обертають плиту у горизонтальній площині за годинниковою стрілкою, при цьому незафіксований лівий елемент з шаром клею наштовхується на зовнішню криволінійну напрямну та фальцюється за годинниковою стрілкою вздовж другої бігувальної лінії на кут 180° ковзанням по цій напрямній, незафіксований правий елемент розгортки після четвертої лінії бігування з запізненням у часі відносно лівого елемента наштовхується на внутрішню криволінійну напрямну та фальцюється проти годинникової стрілки вздовж четвертої бігувальної лінії на кут 180° ковзанням по цій напрямній, а після фальцювання складену розгортку обтискають конічним роликом.
2. Пристрій для фальцювання картонних розгорток, що включає засоби їх транспортування і фальцювання, напрямну, ролик, який відрізняється тим, що засобом транспортування картонних розгорток є плита з присмоктувачами, яка прикріплена за допомогою стрижня до вертикальної осі, а засобом фальцювання є зовнішня та внутрішня криволінійні напрямні, закріплені вздовж колової траєкторії переміщення плити таким чином, що в позиції фіксування розгортки початкові ділянки криволінійних напрямних розташовані зліва та справа від плити під її площиною, кінцеві ділянки зовнішньої та внутрішньої криволінійних напрямних розміщені одна біля другої над плитою і пристрій додатково укомплектований конічним роликом для обтискування сфальцьованих розгорток.
Текст
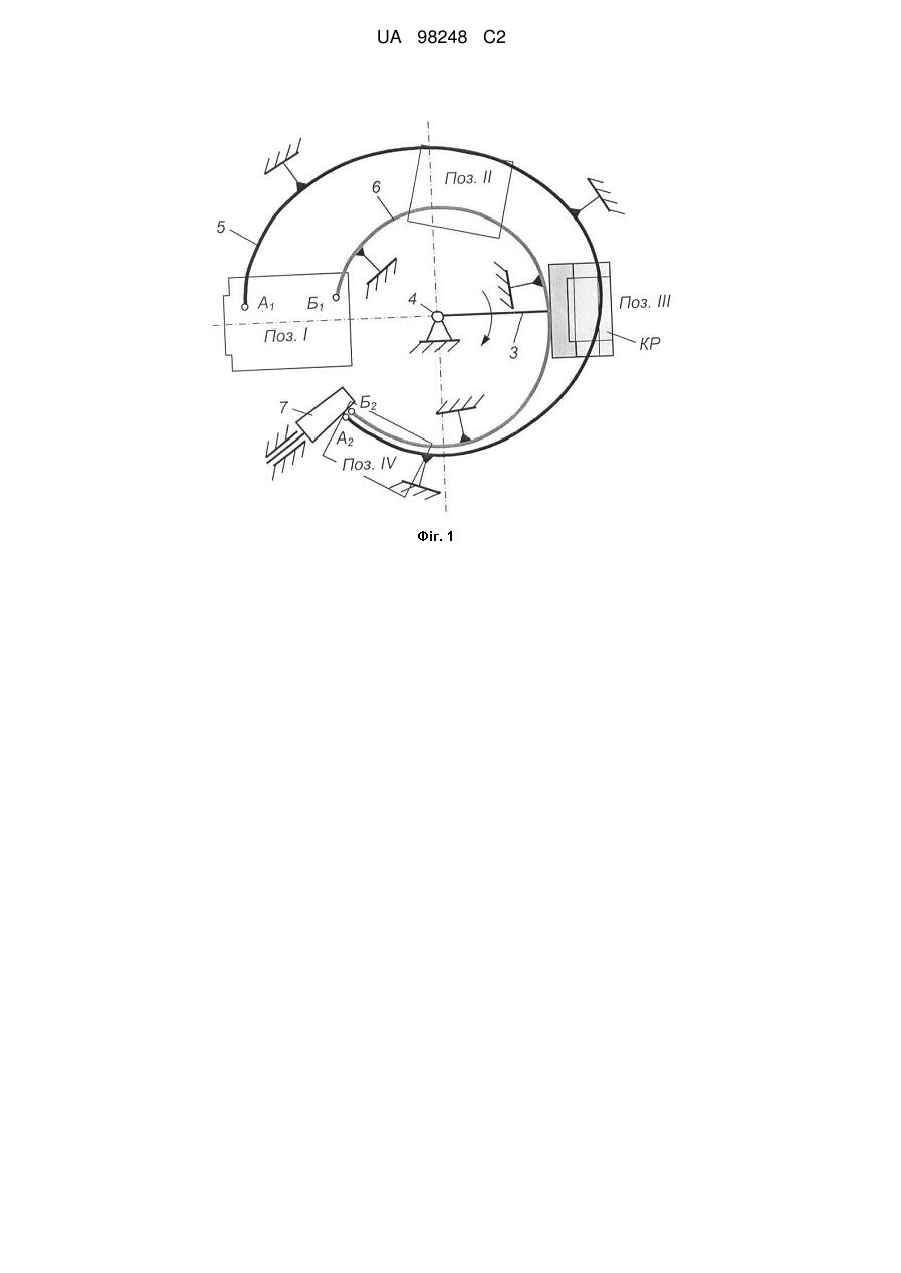
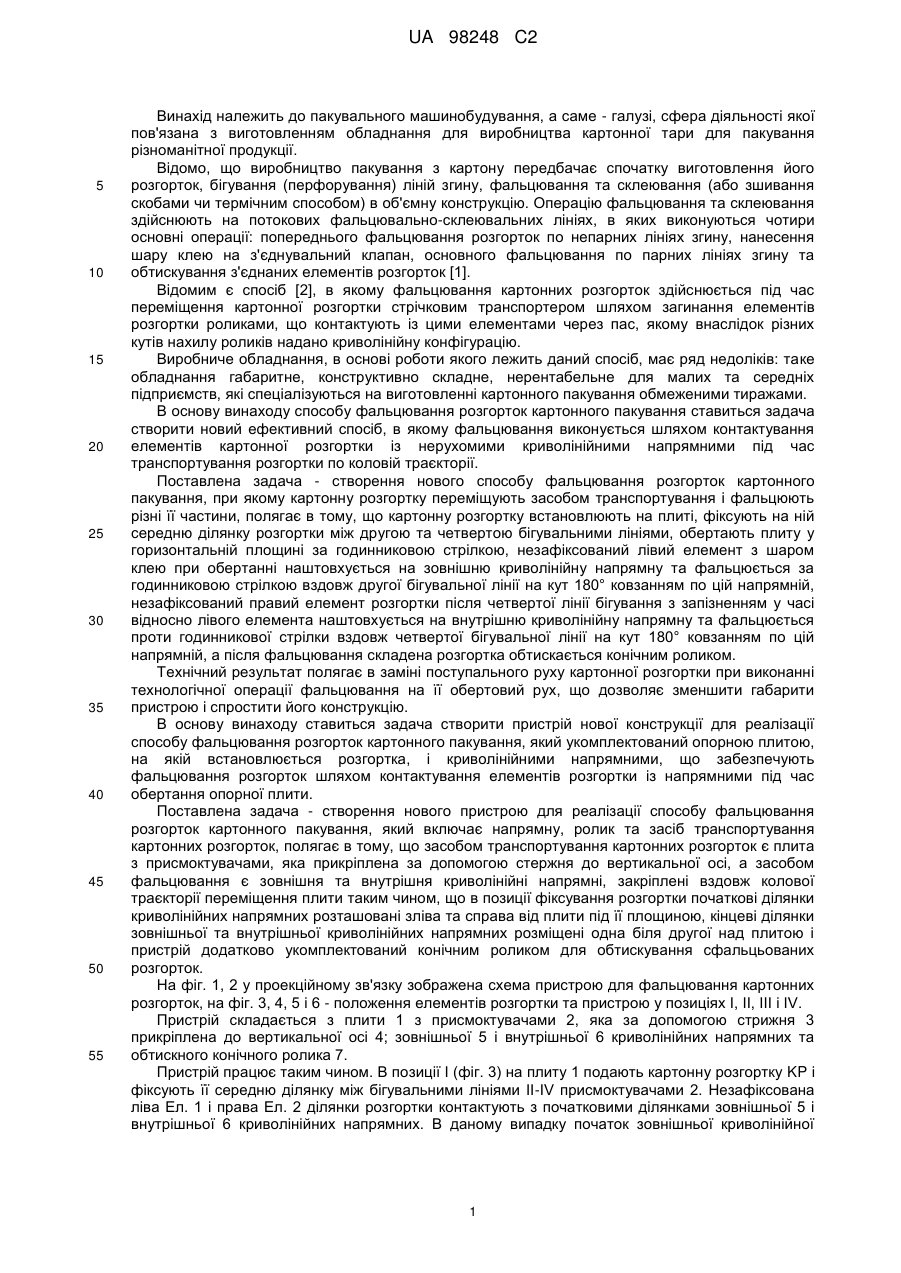
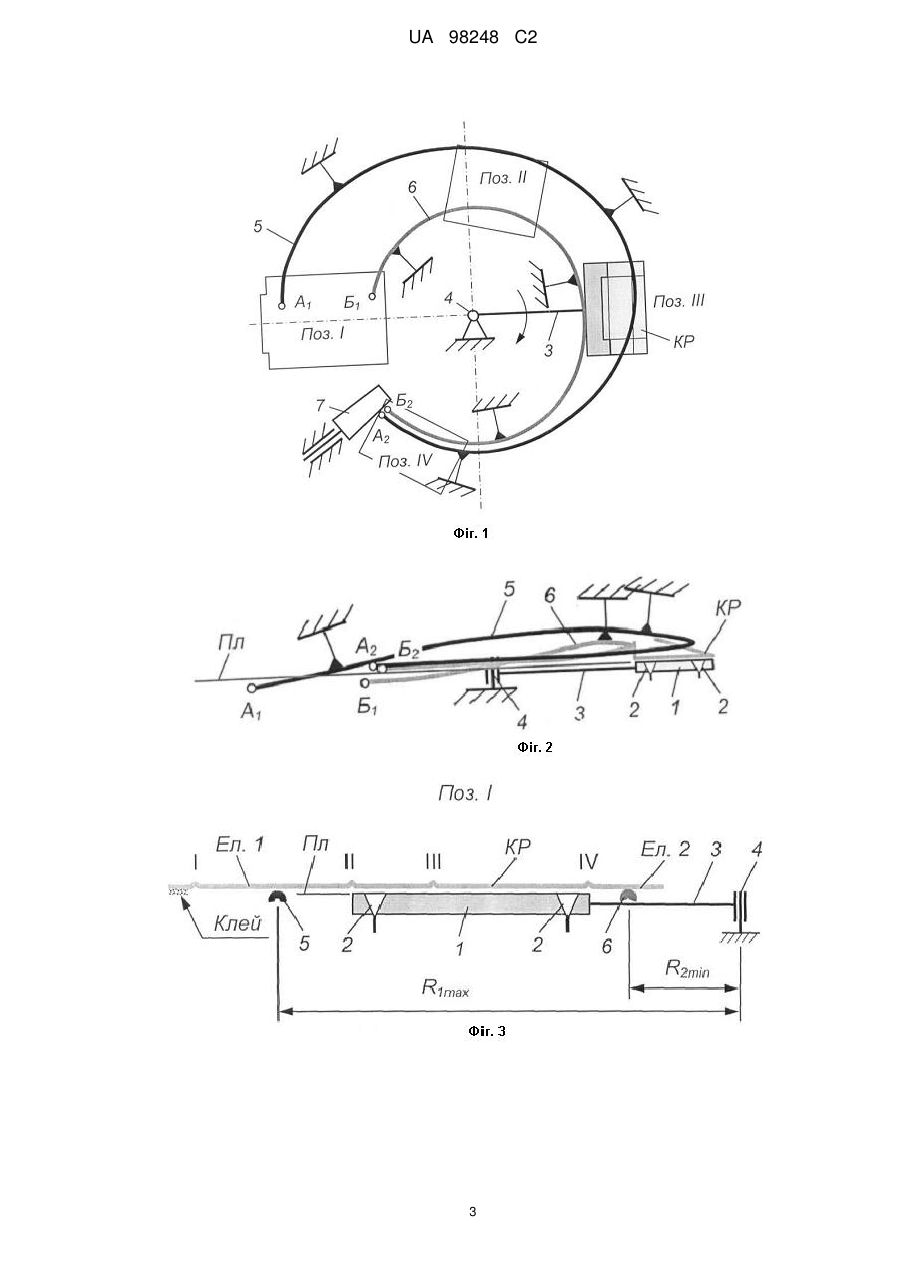
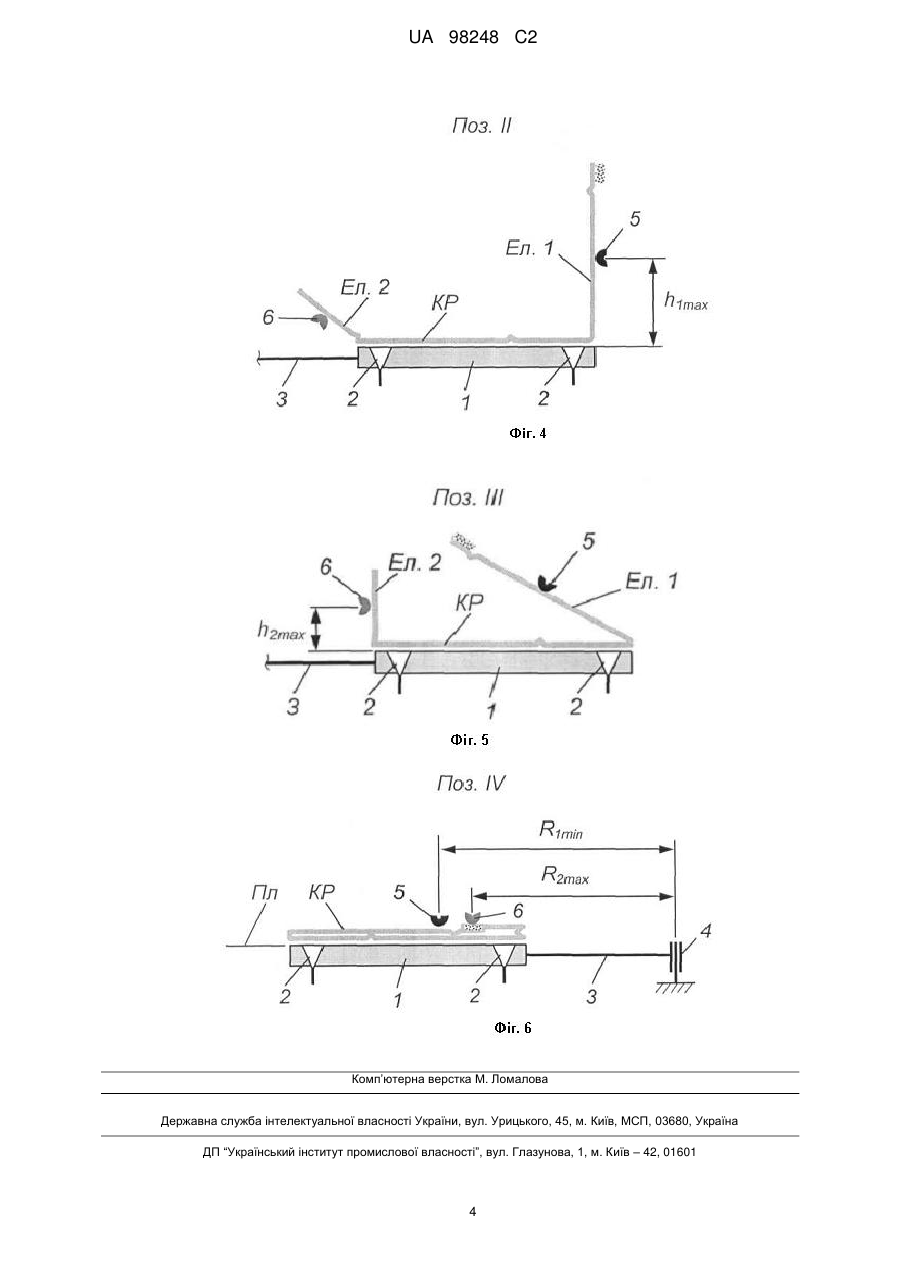
Реферат: Винахід стосується пакувалього машинобудування, а саме – галузі, сфера діяльності якої пов'язана з виготовленням обладнання для виробництва картонної тари для пакування різноманітної продукції. Спосіб фальцювання розгорток картонного пакування передбачає фальцювання елементів картонної розгортки шляхом контакту цих елементів із нерухомими криволінійними напрямними під час транспортування картонної розгортки по коловій траєкторії. Пристрій для фальцювання розгорток картонного пакування призначений для впровадження у виробництво тари з картону, складається з опорної плити з вакуумними присмоктувачами, яка обертається навколо вертикальної осі, зовнішньої та внутрішньої нерухомих криволінійних напрямних та обтискного ролика. Досягається зменшення габаритів пристрою та спрощення його конструкції. UA 98248 C2 (12) UA 98248 C2 UA 98248 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до пакувального машинобудування, а саме - галузі, сфера діяльності якої пов'язана з виготовленням обладнання для виробництва картонної тари для пакування різноманітної продукції. Відомо, що виробництво пакування з картону передбачає спочатку виготовлення його розгорток, бігування (перфорування) ліній згину, фальцювання та склеювання (або зшивання скобами чи термічним способом) в об'ємну конструкцію. Операцію фальцювання та склеювання здійснюють на потокових фальцювально-склеювальних лініях, в яких виконуються чотири основні операції: попереднього фальцювання розгорток по непарних лініях згину, нанесення шару клею на з'єднувальний клапан, основного фальцювання по парних лініях згину та обтискування з'єднаних елементів розгорток [1]. Відомим є спосіб [2], в якому фальцювання картонних розгорток здійснюється під час переміщення картонної розгортки стрічковим транспортером шляхом загинання елементів розгортки роликами, що контактують із цими елементами через пас, якому внаслідок різних кутів нахилу роликів надано криволінійну конфігурацію. Виробниче обладнання, в основі роботи якого лежить даний спосіб, має ряд недоліків: таке обладнання габаритне, конструктивно складне, нерентабельне для малих та середніх підприємств, які спеціалізуються на виготовленні картонного пакування обмеженими тиражами. В основу винаходу способу фальцювання розгорток картонного пакування ставиться задача створити новий ефективний спосіб, в якому фальцювання виконується шляхом контактування елементів картонної розгортки із нерухомими криволінійними напрямними під час транспортування розгортки по коловій траєкторії. Поставлена задача - створення нового способу фальцювання розгорток картонного пакування, при якому картонну розгортку переміщують засобом транспортування і фальцюють різні її частини, полягає в тому, що картонну розгортку встановлюють на плиті, фіксують на ній середню ділянку розгортки між другою та четвертою бігувальними лініями, обертають плиту у горизонтальній площині за годинниковою стрілкою, незафіксований лівий елемент з шаром клею при обертанні наштовхується на зовнішню криволінійну напрямну та фальцюється за годинниковою стрілкою вздовж другої бігувальної лінії на кут 180° ковзанням по цій напрямній, незафіксований правий елемент розгортки після четвертої лінії бігування з запізненням у часі відносно лівого елемента наштовхується на внутрішню криволінійну напрямну та фальцюється проти годинникової стрілки вздовж четвертої бігувальної лінії на кут 180° ковзанням по цій напрямній, а після фальцювання складена розгортка обтискається конічним роликом. Технічний результат полягає в заміні поступального руху картонної розгортки при виконанні технологічної операції фальцювання на її обертовий рух, що дозволяє зменшити габарити пристрою і спростити його конструкцію. В основу винаходу ставиться задача створити пристрій нової конструкції для реалізації способу фальцювання розгорток картонного пакування, який укомплектований опорною плитою, на якій встановлюється розгортка, і криволінійними напрямними, що забезпечують фальцювання розгорток шляхом контактування елементів розгортки із напрямними під час обертання опорної плити. Поставлена задача - створення нового пристрою для реалізації способу фальцювання розгорток картонного пакування, який включає напрямну, ролик та засіб транспортування картонних розгорток, полягає в тому, що засобом транспортування картонних розгорток є плита з присмоктувачами, яка прикріплена за допомогою стержня до вертикальної осі, а засобом фальцювання є зовнішня та внутрішня криволінійні напрямні, закріплені вздовж колової траєкторії переміщення плити таким чином, що в позиції фіксування розгортки початкові ділянки криволінійних напрямних розташовані зліва та справа від плити під її площиною, кінцеві ділянки зовнішньої та внутрішньої криволінійних напрямних розміщені одна біля другої над плитою і пристрій додатково укомплектований конічним роликом для обтискування сфальцьованих розгорток. На фіг. 1, 2 у проекційному зв'язку зображена схема пристрою для фальцювання картонних розгорток, на фіг. 3, 4, 5 і 6 - положення елементів розгортки та пристрою у позиціях І, II, III і IV. Пристрій складається з плити 1 з присмоктувачами 2, яка за допомогою стрижня 3 прикріплена до вертикальної осі 4; зовнішньої 5 і внутрішньої 6 криволінійних напрямних та обтискного конічного ролика 7. Пристрій працює таким чином. В позиції І (фіг. 3) на плиту 1 подають картонну розгортку KP і фіксують її середню ділянку між бігувальними лініями II-IV присмоктувачами 2. Незафіксована ліва Ел. 1 і права Ел. 2 ділянки розгортки контактують з початковими ділянками зовнішньої 5 і внутрішньої 6 криволінійних напрямних. В даному випадку початок зовнішньої криволінійної 1 UA 98248 C2 5 10 15 напрямної (точка А1) розташований на відстані R1 mах від осі 4 обертання плити 1, а початок внутрішньої криволінійної напрямної (точка Б1) на відстані R2 min. В процесі обертання плити 1 незафіксовані ділянки Ел. 1 і Ел. 2 картонної розгортки КР внаслідок ковзання по зовнішній 5 та внутрішній 6 криволінійних напрямних, які вигнуті у вертикальній площині, згинаються вздовж ліній бігування II, IV. При тому згин ділянки Ел. 1 випереджує фальцювання ділянки Ел. 2, оскільки клейовий шар розташований зі сторони контакту ділянки Ел. 1 з криволінійною напрямною. У позиції II (фіг. 4) контакт незафіксованої ділянки Ел. 1 із зовнішньою криволінійною напрямною 5 у вертикальній площині відбувається на відстані h1 mах від поверхні плити 1. Незафіксована ділянка Ел. 2 розгортки контактує з внутрішньою криволінійною напрямною 6 у позиції III (фіг. 5) на відстані h2 mах від поверхні плити 1. В позиції IV (фіг. 6) процес фальцювання картонної розгортки завершується згином незафіксованих ділянок Ел. 1 і Ел. 2 на 180° відносно початкового положення їх ковзанням по зовнішній 5 та внутрішній 6 криволінійних напрямних, які розташовані над розгорткою KP (точки А2 і Б2 на фіг. 1) на відстанях R1 min та R2 max від осі 4 обертання плити 1. Рух сфальцьованої розгортки в початкове положення (поз. І) супроводжується обтискуванням її вздовж склеєних елементів та ліній згину II, IV конічним роликом 7. Джерела інформації: 1. Шредер В.Л., Пилипенко С.Ф. Упаковка из картона. К.: ИАЦ "Упаковка". - 2004. 2. Германиес Э. Справочная книга технолога-полиграфиста. - М.: Книга, 1982 - С. 281. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Спосіб фальцювання розгорток картонного пакування, при якому картонну розгортку переміщують засобом транспортування і фальцюють різні її елементи, який відрізняється тим, що картонну розгортку встановлюють на плиті, фіксують на ній середню ділянку розгортки між другою та четвертою бігувальними лініями, обертають плиту у горизонтальній площині за годинниковою стрілкою, при цьому незафіксований лівий елемент з шаром клею наштовхується на зовнішню криволінійну напрямну та фальцюється за годинниковою стрілкою вздовж другої бігувальної лінії на кут 180° ковзанням по цій напрямній, незафіксований правий елемент розгортки після четвертої лінії бігування з запізненням у часі відносно лівого елемента наштовхується на внутрішню криволінійну напрямну та фальцюється проти годинникової стрілки вздовж четвертої бігувальної лінії на кут 180° ковзанням по цій напрямній, а після фальцювання складену розгортку обтискають конічним роликом. 2. Пристрій для фальцювання картонних розгорток, що включає засоби їх транспортування і фальцювання, напрямну, ролик, який відрізняється тим, що засобом транспортування картонних розгорток є плита з присмоктувачами, яка прикріплена за допомогою стрижня до вертикальної осі, а засобом фальцювання є зовнішня та внутрішня криволінійні напрямні, закріплені вздовж колової траєкторії переміщення плити таким чином, що в позиції фіксування розгортки початкові ділянки криволінійних напрямних розташовані зліва та справа від плити під її площиною, кінцеві ділянки зовнішньої та внутрішньої криволінійних напрямних розміщені одна біля другої над плитою і пристрій додатково укомплектований конічним роликом для обтискування сфальцьованих розгорток. 2 UA 98248 C2 3 UA 98248 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of folding packaging carton developments
Автори англійськоюRehei Ivan Ivanovych, Behen Petro Ihorovych
Назва патенту російськоюСпособ фальцовки разверток картонной упаковки и устройство для его осуществления
Автори російськоюРегей Иван Иванович, Бегень Петр Игоревич
МПК / Мітки
МПК: B65B 43/00, B31B 1/00
Мітки: картонного, розгорток, реалізації, фальцювання, пакування, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/6-98248-sposib-falcyuvannya-rozgortok-kartonnogo-pakuvannya-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб фальцювання розгорток картонного пакування та пристрій для його реалізації</a>
Спосіб фальцювання розгорток картонного пакування та пристрій для його реалізації
Номер патенту: 98069
Опубліковано: 10.04.2012
Автори: Бегень Петро Ігорович, Регей Іван Іванович
Мітки: пакування, спосіб, картонного, фальцювання, розгорток, реалізації, пристрій
Формула / Реферат:
1. Спосіб фальцювання розгорток картонного паковання, при якому картонну розгортку подають на опорну плиту, вирівнюють, фіксують і фальцюють різні її частини, який відрізняється тим, що картонну розгортку встановлюють на плиті, вакуумними присмоктувачами фіксують на опорній плиті середню частину розгортки між другою та четвертою лініями бігування, після чого фальцюють лівий елемент розгортки із нанесеним клейовим шаром ковзанням по ньому...
Пристрій для фальцювання розгорток картонного паковання

Номер патенту: 86120
Опубліковано: 25.03.2009
Автори: Млинко Оксана Іванівна, Регей Іван Іванович, Паньківський Роман Юрійович
Мітки: пристрій, фальцювання, картонного, паковання, розгорток
Формула / Реферат:
Пристрій для фальцювання розгорток картонного паковання, який включає станину, опорну плиту, на якій розміщена заготовка та валик, який відрізняється тим, що опорна плита з дугоподібними напрямними закріплена на осі з можливістю виконання хитального руху і укомплектована присмоктувачами для утримання картонної заготовки, а валики, які шарнірно з'єднані з коромислами, контактують з дугоподібними напрямними за допомогою пружин розтягу, що з...
Пристрій для фальцювання розгорток картонного паковання

Номер патенту: 97291
Опубліковано: 25.01.2012
Автори: Бегень Петро Ігорович, Регей Іван Іванович, Млинко Оксана Іванівна
МПК: B31B 3/00, B31B 1/26, B41F 13/00
Мітки: картонного, паковання, фальцювання, пристрій, розгорток
Формула / Реферат:
Пристрій для фальцювання розгорток картонного паковання, який включає станину, опорну плиту, закріплену на осі з можливістю виконання хитального руху, з присмоктувачами для фіксування картонної заготовки, фальцювальний валик, шарнірно з'єднаний з коромислом, пружину розтягу, який відрізняється тим, що фальцювальний валик встановлений з можливістю виконувати повнообертовий рух і контактувати з опорною плитою через картонну розгортку після...
Пристрій для фальцювання розгорток картонного паковання

Номер патенту: 93083
Опубліковано: 10.01.2011
Автори: Регей Іван Іванович, Полюдов Олександр Миколайович, Млинко Оксана Іванівна
МПК: B31B 1/14
Мітки: розгорток, пристрій, паковання, картонного, фальцювання
Формула / Реферат:
Пристрій для фальцювання розгорток картонного паковання, який містить станину, нерухому опорну плиту з дугоподібною напрямною, на якій розміщена заготовка, та валики, який відрізняється тим, що нерухома опорна плита з дугоподібними напрямними укомплектована присмоктувачами для утримування картонної заготовки, валики, що контактують з дугоподібними напрямними, шарнірно приєднані до коромисел, які жорстко з'єднані із зубчастими колесами, одне...
Пристрій для виготовлення розгорток картонного паковання

Номер патенту: 81164
Опубліковано: 10.12.2007
Автори: Регей Іван Іванович, Босак Володимир Омелянович, Чехман Ярослав Іванович, Сенкусь Василь Теофілович
Мітки: картонного, розгорток, паковання, виготовлення, пристрій
Формула / Реферат:
Пристрій для виготовлення розгорток картонного паковання, який містить станину, на якій закріплено плоску штанцювальну форму, каретку з опорним циліндром і зубчастим вінцем, зубчасту рейку, та засіб подачі картонних заготовок і виведення висічених розгорток, який відрізняється тим, що штанцювальна форма укомплектована присосками для утримування картонної заготовки, а засобом подачі картонних заготовок і виведення висічених розгорток є...
Попередній патент: Спосіб профілактики ендотеліальної дисфункції у хворих на гіпертонічну хворобу у сполученні з пептичною виразкою дванадцятипалої кишки
Наступний патент: Спосіб лікування хворих із загострення хронічного бронхіту у сполученні з пептичною виразкою дванадцятипалої кишки
Випадковий патент: Маневрена енергетична система