Лінія для виготовлення електромостового крана
Формула / Реферат
Лінія для виготовлення електромостового крана, що містить склад металевих листів і заготівельну ділянку, зв'язані транспортним засобом, ділянку виготовлення прогонових балок і ділянку виготовлення кінцевих балок, зв'язані з заготівельною ділянкою транспортним засобом, ділянку зборки моста, зв'язану з ділянкою виготовлення прогонових балок і ділянкою виготовлення кінцевих балок транспортним засобом, ділянку фарбування моста, зв'язану із ділянкою зборки моста транспортним засобом, і вихідну естакаду, при цьому транспортний засіб виконаний у вигляді привідних візків, установлених на напрямних, а вихідна естакада постачена вантажопідйомним пристроєм, установленим із можливістю переміщення уздовж вихідної естакади і взаємодії з привідним візком дільниці фарбування моста, яка відрізняється тим, що заготівельна ділянка, ділянка виготовлення прогонових балок, ділянка виготовлення кінцевих балок, ділянка зборки моста і ділянка фарбування моста розміщені одна за одною за ходом технологічного процесу, причому ділянка заготівельна, виготовлення прогонових балок і виготовлення кінцевих балок і ділянки зборки моста і фарбування моста розташовані паралельно одно, одній, а вихідна естакада - перпендикулярно зазначеним ділянком, транспортний засіб, що з'єднує ділянки виготовлення прогонових і кінцевих балок і ділянку зборки моста включає вантажопідйомний пристрій, встановлений у проміжній естакаді з можливістю переміщення уздовж проміжної естакади і взаємодії з привідним візком ділянок і виготовлення прогоновихікінцевих балок і з привідним візком ділянки, зборки моста, при цьому лінія додатково містить ділянки зборки і фарбування вантажного візка і ділянки зборки і фарбування кабіни управління краном, розміщені між заготівельною ділянкою і ділянкою фарбування моста і зв'язані з заготівельною ділянкою транспортним засобом, ділянки зборки і фарбування вантажного візка сполучені між собою транспортним засобом, привідний візок якого встановлений з можливістю взаємодії з вантажопідйомним засобом вихідної естакади, ділянки зборки і фарбування кабіни управління краном сполучені між собою транспортним засобом, привідний візок якого встановлений з можливістю взаємодії з вантажопідйомним засобом вихідної естакади.
Текст
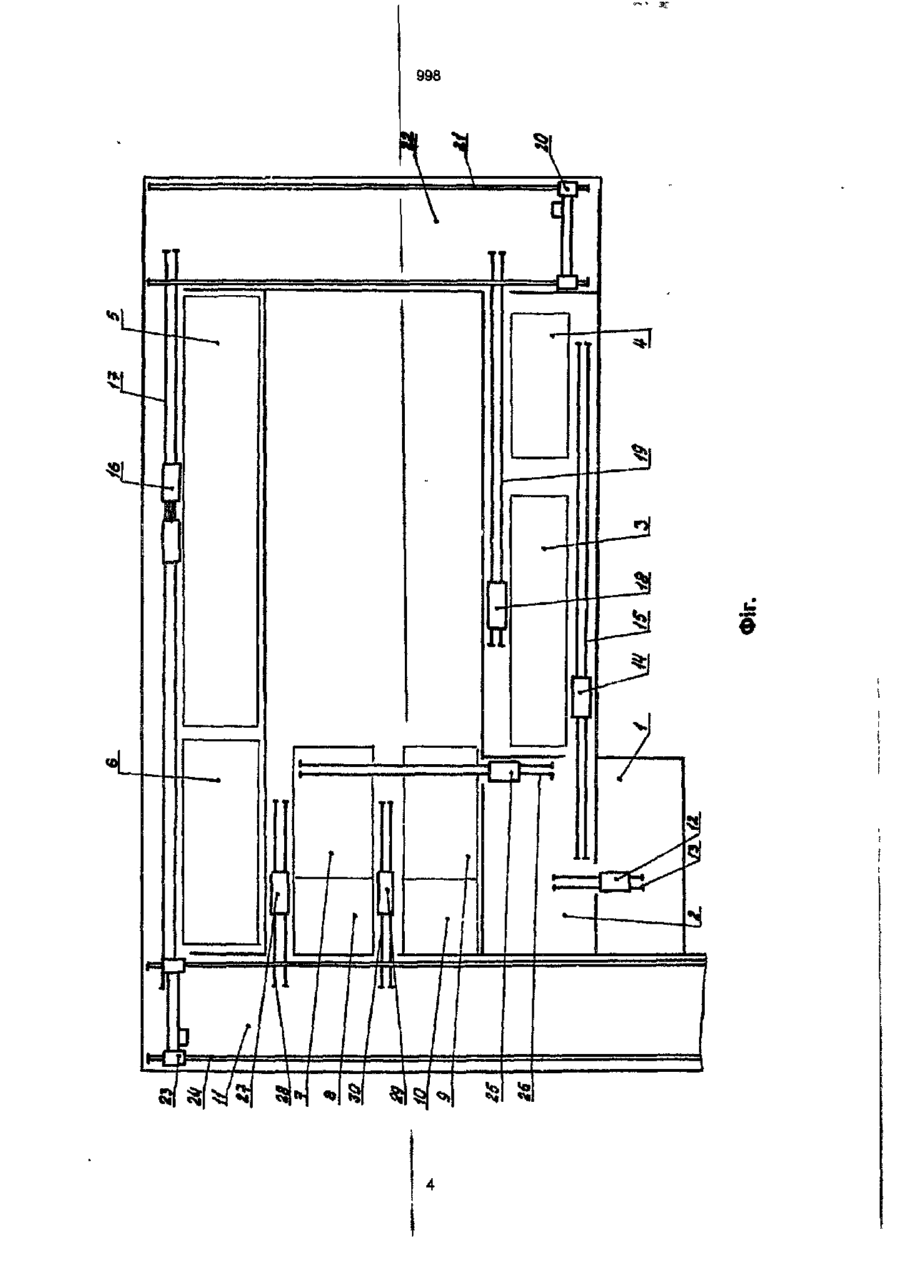
Лінія для виготовлення єлектромостового крана, що містить склад метапевих листів І заготівельну ділянку, зв'язані транспортним засобом, ділянку виготовлення прогонових балок і ділянку виготовлення кінцевих балок, зв'язані з заготівельною ділянкою транспортним засобом, ділянку зборки моста, зв'язану з ділянкою виготовлення прогонових балок і ділянкою виготовлення кінцевих балок транспортним засобом, ділянку фарбування моста, зв'язану із ділянкою зборки моста транспортним засобом, і вихідну естакаду, при цьому транспортний засіб виконаний у вигляді привідних візків, установлених на напрямних, а вихідна естакада постачена вантажопідйомним пристроєм, установленим Із можливістю переміщення уздовж вихідної естакади і взаємодії з привідним візком дільниці фарбування моста, яка відрізняється тим, що заготівельна ділянка, ділянка виготовлення прогонових балок, ділянка виготовлення кінцевих балок, ділянка зборки моста і ділянка фарбування моста розміщені одна за одною за ходом технологічного процесу, причому ділянка заготівельна, виготовлення прогонових балок і виготовлення кінцевих балок і ділянки зборки моста і фарбування моста розташовані паралельно одна одній, а вихідна естакада - перпендикулярно зазначеним ділянкам, транспортний засіб, ідо з'єднує ділянки виготовлення прогонових і кінцевих балок і ділянку зборки моста включає вантажопідйомний пристрій, встановлений у проміжній естакаді з можливістю переміщення уздовж проміжної естакади і взаємодії з привідним візком ділянок виготовлення прогонових і кінцевих балок І з привідним візком ділянки, зборки моста, при цьому лінія додатково містить ділянки зборки і фарбування вантажного візка і ділянки зборки і фарбування кабіни управління краном, розміщені між заготівельною ділянкою і ділянкою фарбування моста і зв'язані з заготівельною ділянкою транспортним засобом, ділянки зборки і фарбування вантажного візка сполучені між собою транспортним засобом, привідний візок якого встановлений з можливістю взаємодії" з вантажопідйомним засобом вихідної естакади, ділянки зборки І фарбування кабіни управління краном сполучені між собою транспортним засобом, привідний візок якого встановлений з можливістю взаємодії з вантажопідйомним засобом вихідної естакади. Корисна модель відноситься до потокових ліній для зборки і зварювання електромостових кранів. Відома лінія для виготовпєння єлектромостового крана (див. План кранового цеху Олександрійського заводу підйомно-транспортного устаткування. Креслення КЦ-36, 1973 рік), що включає склад металевих листів і заготівельну дільницю, зв'язані транспортним засобом, дільницю виготовлення пролітних балок і дільницю виготовлення кінцевих балок, зв'язані з заготівельною дільницею транспортним засобом, дільницю зборки моста, зв'язану із дільницею виготовлення пролітних балок і дільницею виготовлення кінцевих балок транспортним засобом, дільницю фарбування моста, зв'язану із дільницею зборки моста транспортним засобом, і вихідну естакаду. Транспорт ний засіб виконаний у вигляді приводних візків, установлених на направляючих. Вихідна естакада постачена вантажопідйомним пристроєм, установленим Із можливістю переміщення уздовж вихідної естакади і взаємодії з приводним візком дільниці фарбування моста. При цьому кабіна управління краном і вантажний візок збираються поза лінією, а фарбування їх провадиться на дільниці фарбування моста, на яку візок І кабіна подаються окремим транспортним засобом. Недоліком відомої лінії є те, що розміщення в ній дільниць і вирішення транспортного зв'язку між ними не дають можливості включення в основний технологічний цикл дільниць зборки вантажного візка і зборки кабіни управління краном, у зв'язку з чим виникає необхідність розміщення цих дільниць 993 поза ЛІНІЄЮ, що значно знижує продуктивність виготовлення виробу в цілому В основу корисної моделі поставлена задача створити таку ЛІНІЮ ДЛЯ виготовлення електромостового крана в котрій нове розміщення дільниць і вирішення транспортного зв'язку між ними дозволили б включити у виробничий процес всі основні технологічні операції, тим самим суттєво підвищити продуктивність виготовлення виробу Поставлена задача вирішується тим, що в лінії для виготовлення електромостового крана що містить склад металевих листів і заготівельну дільницю, зв'язані транспортним засобом дільницю виготовлення пролітних балок і дільницю виготовлення кінцевих балок зв'язані з заготівельною дільницею транспортним засобом дільницю зборки моста, зв'язану з дільницею виготовпення пролітних балок і дільницею виготовлення кінцевих балок транспортним засобом, дільницю фарбування моста зв'язану ІЗ дільницею зборки моста транспортним засобом, і вихідну естакаду, при цьому транспортний засіб виконаний у вигляді приводних ВІЗКІВ, установлених на направляючих а вихідна естакада постачена вантажопідйомним пристроєм, установленим із можливістю переміщення уздовж вихідної естакади і взаємодії з приводним візком дільниці фарбування моста, згідно з корисною моделлю заготівельна дільниця, дільниця виготовлення пролітних балок, дільниця виготовпення кінцевих балок дільниця зборки моста і дільниця фарбування могта розміщені один за одним за ходом технологічного процесу причому ДІЛЬНИЦІ за готівельна, виготовлення пролітних балок і виготовлення КІНЦЄВИА багок і ДІЛЬНИЦІ зборки моста і фарбування моста розташовані паралельно один одному, а вихідна естакада - перпендикулярно зазначеним дільницям, транспортний засіб, що з'єднує ДІЛЬНИЦІ виготовлення пролітних і кінцевих балок і дільницю зборки іиоста включає вантажопідйомний пристрій, встановлений у проміжн'й естакаді з можливістю переміщення уздовж проміжної естакади і взаємодії з приводним ВІЗКОМ ДІЛЬНИЦЬ виготовлення пролітних і кінцевих балон і з приводним ВІЗКОУ ДІЛЬНИЦІ зборки моста при цьому ЛІНІЯ додатково містить дільниці зборки і фарбування вантажного візка і ДІЛЬНИЦІ зборки і фарбування кабіни управління краном, розміщені між заготівельною дільницею і дільницею фарбування моста і зв'язані з заготівельною дільницею транспортним засобом, ДІЛЬНИЦІ зборки і фарбування вантажного візка сполучені між собою транспортним засобом, приводний візок ЯКОГО встановлений з можливістю взаємодії з вантажопідйомним засобом вихідної естакади, ДІЛЬНИЦІ зборки І фарбування кабіни управління краном сполучені між собою транспортним засобом, приводний візок якого встановлений з можливістю взаємодії з вантажопідйомним засобом вихідної естакади Перевага лінії для виготовлення електромостового крана, що пропонується, полягає в тому, що завдяки такому п плануванню забезпечується можливість розміщення в лінії всіх дільниць основного технологічного процесу, а вирішення транспортного зв'язку дозволяє оптимально зв'язати кожну дільницю з відповідною йому технологічною позицією, що сприяє підвищенню продуктивності виготовлення виробу Суть лінії для виготовлення електромостового крана пояснюється поданим кресленням (фіг) Лінія ДЛЯ виготовлення електромостового крана включає склад 1 металевих листів, заготівельну дільницю 2, дільницю 3 виготовлення пролітних балок моста, дільницю 4 виготовлення кінцевих балок мос т а, дільницю 5 зборки моста, дільницю 6 фарбування моста дільницю 7 зборки вантажного візка дільницю 8 фарбування вантажного візка, дільницю 9 зборки кабіни управління краьом, дільницю 10 фарбування кабіни управління краном і вихідну естакаду 11 Склад 1 листів розміщений перед заготівельною дільницею 2 і зв'язаний із ним приводним візком 12, установленим на рейкових направляючих 13 Заготівельна дільниця 2 ДІЛЬНИЦЯ 3 виготовлення пролітних балок і дільниця 4 виготовлення кінцевих балок розміщені за ходом технологічного процесу послідовно друг за другом і зв'язані між собою приводним візком 14, установленим на рейкових направляючих 15 Дільниця 5 зборки моста і дільниця 6 фарбування моста слідуюто за ходом технологічного процесу за дільницями 3 і 4 виготовлення пролітних І кінцевих балок, розміщені паралельно дільницям 2-4, і зв'язані між собою здвоєним приводним візком 16, встановленим на рейкових направляючих 1 7 ДІЛЬНИЦІ 3 І 4 І ДІЛЬНИЦЯ 5 зборки моста зв'язані транспортним засобом, що включає приводний візок 18, установлений на рейкових направляючих 19 із можливістю переміщення уздовж ДІЛЬНИЦІ З виготовлення пролітних балок і дільниці 4 виготовлення кінцевих балок, і вантажопідйомний пристрій, наприклад електромосювий кран 20, установлений на направляючих 21 у проміжній естакаді 22 із можливістю переміщення уздовж н і взаємодії з приводним візком 18 і здвоєним приводним ВІЗКОМ 16 Вихідна естакада 11 розміщена за дільницею 6 фарбування мосга паралельно проміжній естакаді 22 і постачеча пристроєм, наприклад, електромостовим краном 23, установленим із можливістю переміщення уздовж аихщнсі естакади 11 по направляючим 24 і взаємодії зі здвоєним приводним ВІЗКОМ 16 Між заготівельною дільницею 2 і дільницею 6 фарбування моста розміщені ДІЛЬНИЦІ 7, S зборки і фаэбування вантажного візка і ДІЛЬНИЦІ 9, 10 зборки і фарбування кабіни управління краном Дільниця 7 зборки вантажного візка і дільниця 9 зборки кабіни управління краном сполучені з заготівельною дільницею 2 приводним візком 25, установленим на рейкових направляючих 26 Дільниця 7 зборки і дільниця 8 фарбування вантажного візка сполучені між собою приводним візком 27, встановленим на рейкових направляючих 28 із можливістю взаємодії з елєктром остов им краном 23 у ВИХІДНІЙ естакаді 11 Дільниця 9 зборки і дільниця 10 фарбування кабіни управління краном сполучені між собою приводним візком 29, установленим на рейкових направляючих ЗО із можливістю взаємодії з елєктром остовим краном 23 у вихідній естакаді 11 Робота лінії для виготовлення електромостового крана здійснюється в такий спосіб 998 998 Зі складу 1 приводним візком 12 переміщають листи на заготівельну дільницю 2, де виготовляють заготівлі для пролітних і кінцевих балок моста крана, кабіни управління краном і вантажного візка. Заготовки для виготовлення пролітних балок і кінцевих балок складають на візок 14 і по рейкових направляючих 15 подають на дільниці 3 і 4 відповідно. Заготовки для зборки кабіни управління краном і зборки вантажного візка складають на приводний візок 25 і по рейкових направляючих 26 переміщають до дільниць 9 і 7 відповідно Виготовлені на дільниці 3 пролітні балки перевантажують на приводний візок 18 і по рейкових направляючих 19 переміщають візок 18 до дільниці 4, де навантажують виготовлені кінцеві балки. Приводний візок 1S із балками переміщають до проміжної естакади 22, краном 20 знімають із візка 18 балки і переміщають їх по естакаді 22 до дільниці 5 зборки моста крана, а візок 18 повертають у вихідне положення для завантаження наступних виготовлених балок Краном 20 пролітні і кінцеві балки вкладають на приводний візок 16 і по рейкових направляючих 17 переміщають до одного із стендів дільниці 5 зборки моста. На стенді збирають і зварюють кінцеві балки з пролітними, приварюють до пролітних балок площадки, і роз'єднують кріпильні елементи, що з'єднують кінцеві балки з пролітними. Кінцеві балки і пролітні балки з площадками перевантажують знову на здвоєний приводний візок 16 І по направляючих 17 подають на дільницю 6 фарбування, а візок 16 повертають для обслуговування дільниці 5 зборки моста. Пофарбовані частини моста крана перевантажують на поданий до дільниці 6 візок 16 і переміщують до вихідної естакади 11, де краном 23 знімають їх із візка 16 і переміщають по естакаді 11 до дільниці 8 фарбування вантажного візка. У цей час зібраний на дільниці 7 і пофарбований на дільниці 8 вантажний візок приводним візком 27 по рейкових направляючих 28 переміщають до вихідної естакади 11 і захоплюють краном 23. Зізок 27 повертається у вихідне положення, а кран 23 переміщається до дільниці 10 фарбування кабіни управління краном, де зібрану на дільниці 9 і пофарбовану на дільниці 10 кабіну управління краном подають приводним візком 29 по направляючих ЗО до вихідної естакади 11 і захоплюють краном 23. Візок 29 повертається у вихідне положення, а частини моста крана з візком і кабіною по вихідній естакаді 11 краном 23 подаються на залізничні платформи. 998 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Кмїв-133, бульв. Лесі Українки, 26 (044)295-81-42,295-61-97 Підписано до друку -/3. / / , 2001 р Формат 60x84 1/8^ Обсяг Р, Цс обл.-вид арк Тираж 50 прим. Зам._ УкрІНТЕІ, 03680, Ки'ів-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of electric bridge crane
Автори англійськоюRak Vasyl Ivanovych
Назва патенту російськоюЛиния для изготовления электромостового крана
Автори російськоюРак Василий Иванович
МПК / Мітки
МПК: B23K 37/00
Мітки: електромостового, крана, лінія, виготовлення
Код посилання
<a href="https://ua.patents.su/6-998-liniya-dlya-vigotovlennya-elektromostovogo-krana.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення електромостового крана</a>
Лінія для виготовлення полотнищ прогонової балки електромостового крана
Номер патенту: 996
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00
Мітки: лінія, крана, виготовлення, прогонової, електромостового, балки, полотнищ
Формула / Реферат:
1. Лінія для виготовлення полотнищ прогонової балки електромостового крана, що містить ділянку зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, ділянку зварювання полотнищ із зварювальною установкою, ділянку рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, обладнаним вхідною секцією, розміщеною перед ділянкою зборки полотнищ, і накопичувач листових заготовок, що включає склад...
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Номер патенту: 997
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/00, B23K 37/04
Мітки: переважно, балки, електромостового, складання, зварювання, корпусу, дільниця, крана
Формула / Реферат:
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по напрямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а...
Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Кравченко Віталій Григорович, Сівак Микола Степанович
МПК: B27L 9/00
Мітки: лінія, деревного, спосіб, здійснення, шпону, виготовлення, паличок
Текст:
...у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до...
Вантажний візок крана
Номер патенту: 5521
Опубліковано: 28.12.1994
Автори: Дмитрієнко Анатолій Григорович, Сушков Броніслав Костянтинович
МПК: B66C 11/00
Мітки: вантажний, візок, крана
Формула / Реферат:
(57) Грузовая тележка крана, содержащая выполненные из продольных и поперечных балок верхнюю и нижнюю рамы из которых верхняя установлена с возможностью ограниченного вертикального перемещения относительно нижней посредством опирания на взвешивающие устройства размещенные на продольных балках нижней рамы симметрично относительно ее вертикальной поперечной плоскости симметрии, механизм подъема, размещенный на верхней раме, и механизм...
Лінія для виготовлення шнурків
Номер патенту: 17799
Опубліковано: 20.05.1997
Автори: Лопаткіна Світлана Вікторівна, Кіріченко Борис Григорович, Остапенко Людмила Іванівна, Оленіч Лариса Миколаївна
МПК: A43C 9/00
Мітки: лінія, шнурків, виготовлення
Формула / Реферат:
Линия для изготовления шнурков, содержащая установленные по ходу технологического процесса натягивающие кресты и звездообразные головки, основания которых закреплены на приводном валу, матрицу с прижимом, сосуд с растворителем и его патрубком, контактирующим с матрицей, ковальную головку с ножом, бобину с лентой и счетчик, отличающаяся тем, что она снабжена установленным перед натягивающими кресами, кинематически связанным с ними устройством...
Попередній патент: Спосіб видалення гематом, поєднаних з контузійними осередками головного мозку
Наступний патент: Стенд для автоматичного зварювання подовжніх кутових швів, переважно корпусів прогінних балок електромостового крана
Випадковий патент: Перепускний кран для видачі напоїв