Спосіб магнітно-абразивної об’ємної обробки
Номер патенту: 100013
Опубліковано: 10.07.2015
Автори: Майборода Віктор Станіславович, Гаврушкевич Андрій Юрійович, Галицький Олександр Олександрович, Гейчук Володимир Миколайович
Формула / Реферат
Спосіб магнітно-абразивної об'ємної обробки циліндричних та конічних зубчастих коліс, в якому осі оброблюваних деталей розміщують в площині, дотичній до серединного циліндра кільцевої ванни або в паралельній їй, під кутом ξ до проекції осі кільцевої ванни на цю площину, величина якого вибирається таким чином, щоб лінія зуба з вектором лінійної швидкості обертання навколо осі кільцевої ванни складала гострий кут, що включає занурення деталі в магнітно-абразивний порошок на глибину h≥hz·cos(ξ)+b/2·sin(ξ), де hz, b - висота зуба та ширина зубчастого вінця колеса, додаткові установчі повороти навколо проекції осі кільцевої ванни на площину, в якій розміщена вісь деталі, обертання деталі навколо власної осі та відносний обертальний рух навколо осі магнітної системи, при цьому робочим поверхням полюсних наконечників надають форму, за якої поперечний переріз робочої зони має форму трапеції з нижнім розташуванням більшої основи, який відрізняється тим, що в нижній частині кільцевої ванни співвісно їй розміщують тороподібну феромагнітну деталь з зазорами між робочими поверхнями полюсних наконечників та оброблюваними деталями.
Текст
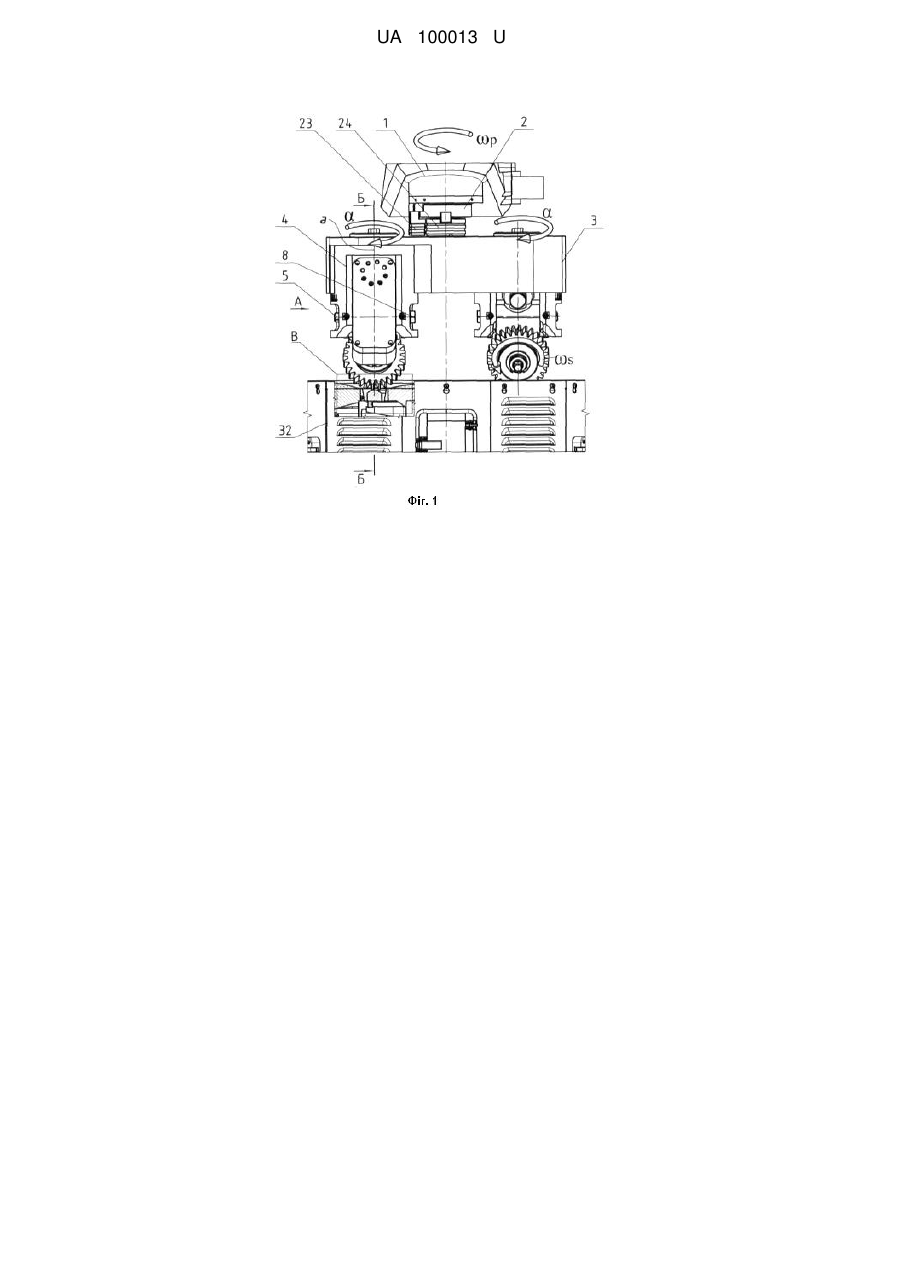
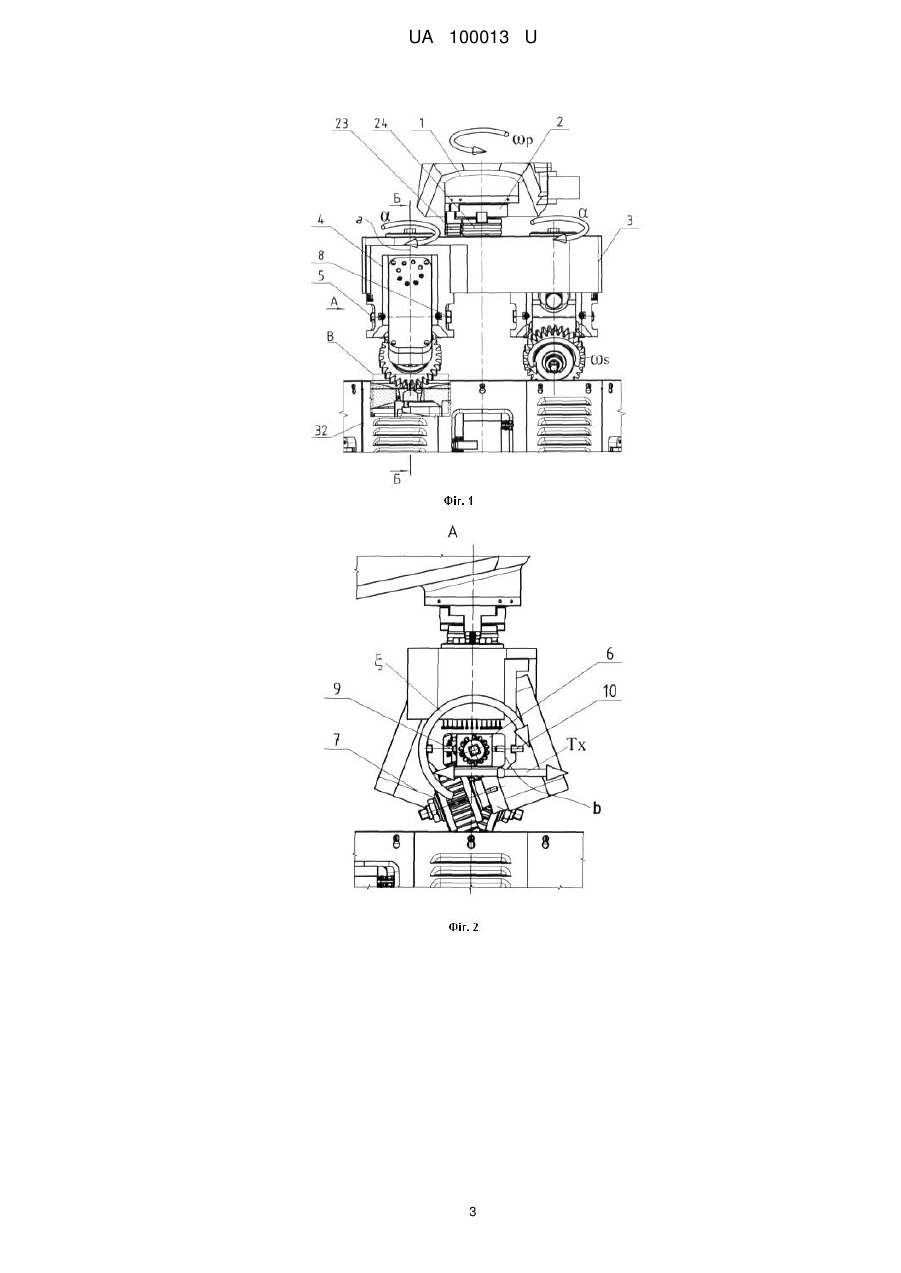
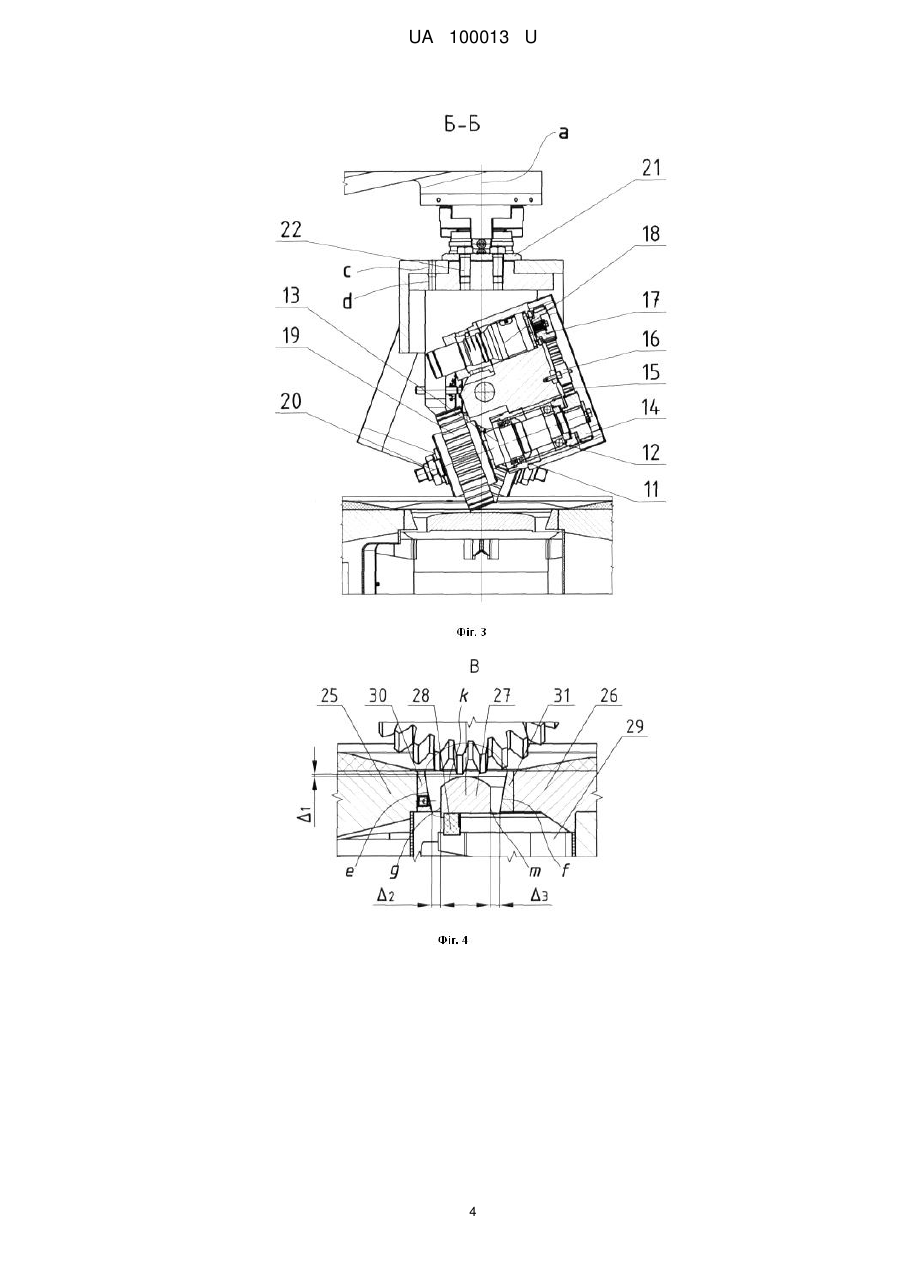
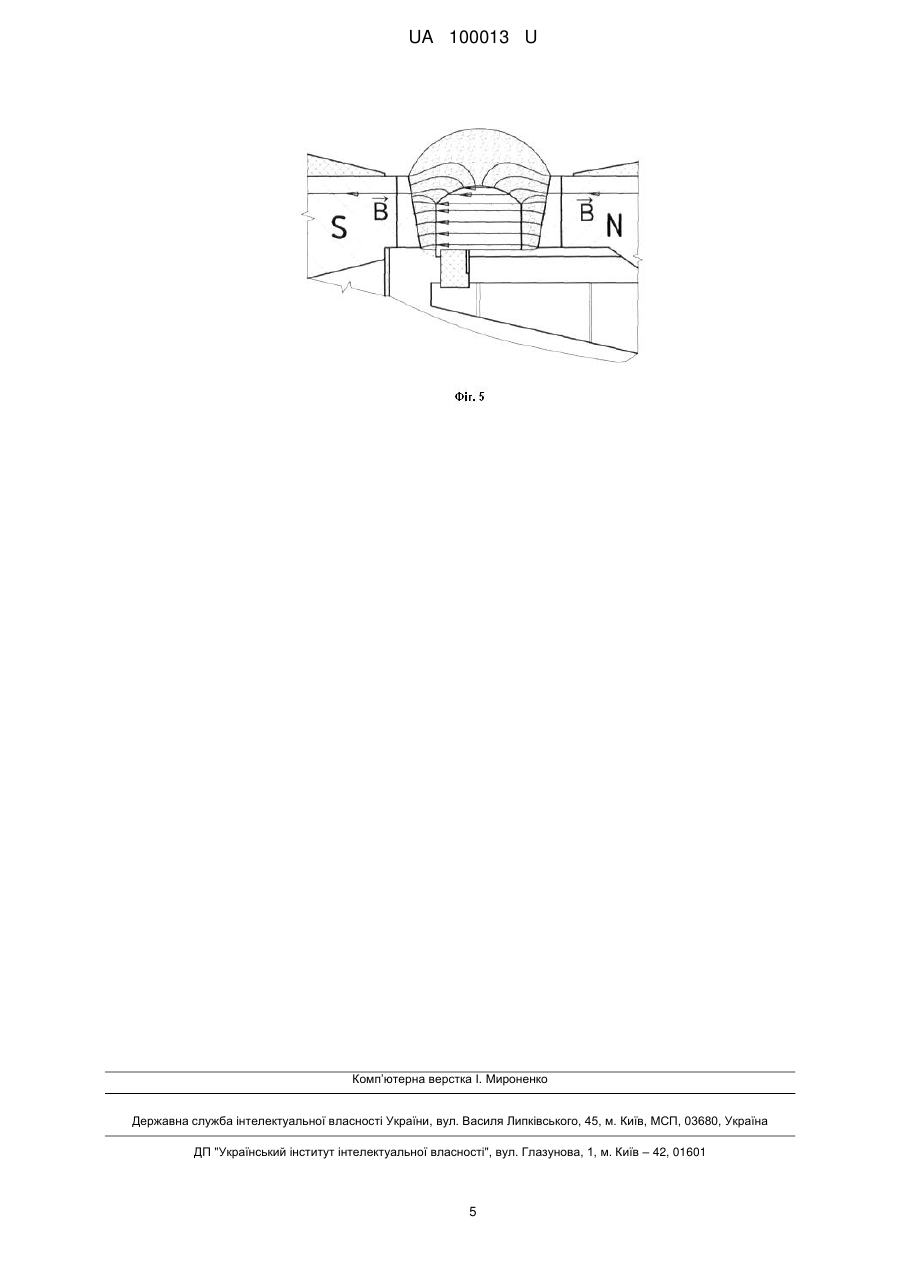
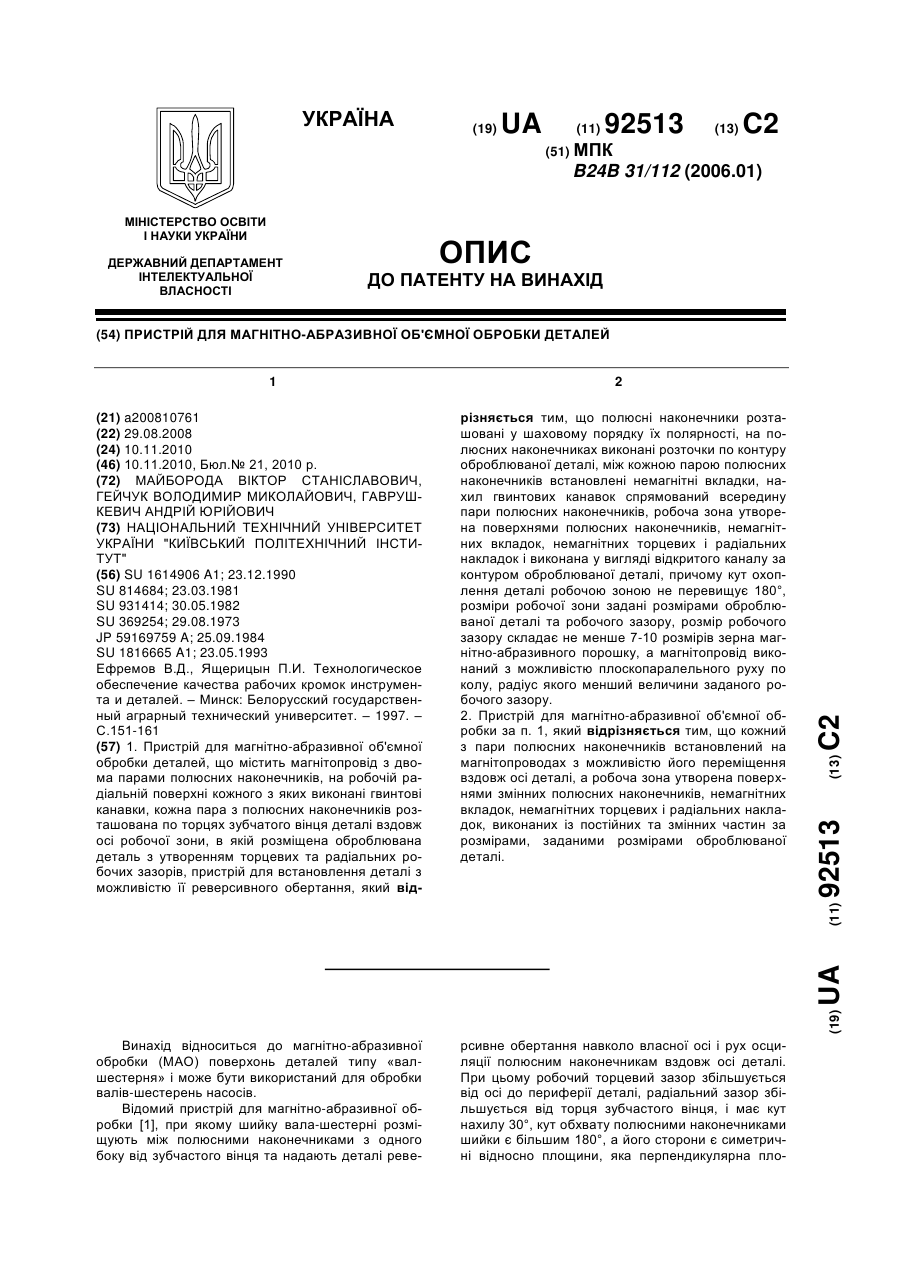
Реферат: Спосіб магнітно-абразивної об'ємної обробки циліндричних та конічних зубчастих коліс, в якому осі оброблюваних деталей розміщують в площині, дотичній до серединного циліндра кільцевої ванни або в паралельній їй, під кутом ξ до проекції осі кільцевої ванни на цю площину. Величина кута вибирається таким чином, щоб лінія зуба з вектором лінійної швидкості обертання навколо осі кільцевої ванни складала гострий кут, що включає занурення деталі в магнітно-абразивний порошок на глибину h≥hz·cos(ξ)+b/2·sin(ξ), де hz, b - висота зуба та ширина зубчастого вінця колеса, додаткові установчі повороти навколо проекції осі кільцевої ванни на площину, в якій розміщена вісь деталі, обертання деталі навколо власної осі та відносний обертальний рух навколо осі магнітної системи. При цьому робочим поверхням полюсних наконечників надають форму, за якої поперечний переріз робочої зони має форму трапеції з нижнім розташуванням більшої основи. В нижній частині кільцевої ванни співвісно їй розміщують тороподібну феромагнітну деталь з зазорами між робочими поверхнями полюсних наконечників та оброблюваними деталями. UA 100013 U (54) СПОСІБ МАГНІТНО-АБРАЗИВНОЇ ОБ'ЄМНОЇ ОБРОБКИ UA 100013 U UA 100013 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до магнітно-абразивної обробки (МАО) циліндричних та конічних зубчастих коліс. Відомий "Пристрій для магнітно-абразивної обробки зубчастих коліс" [а.с. СССР № 1774912, МПК В24В31/112, опубл. 07.11.1992], в якому оброблюване колесо вводять в зачеплення з гвинтовою канавкою пристрою. Пристрою надають обертальний рух і зубці зубчастого колеса, неодноразово проходячи по гвинтовій канавці з феромагнітним диском, рівномірно оброблюються по всій поверхні феромагнітним порошком. Недоліком способу, реалізованого за допомогою даного пристрою, є: - низька якість обробки через утворення подряпин на оброблюваних поверхнях; - можливість одночасної обробки пристроєм лише одного зубчастого колеса. Найбільш близьким до пропонованої корисної моделі є "Спосіб магнітно-абразивної об'ємної обробки" [пат. UA № 25441 А, МПК В24В31/112, опубл. 15.12.1998], в якому осі оброблюваних деталей розміщують в площині, дотичній до серединного циліндра кільцевої ванни або в паралельній їй, під кутом ξ до проекції осі кільцевої ванни на цю площину, величина якого вибирається таким чином, щоб лінія зуба з вектором лінійної швидкості обертання навколо осі кільцевої ванни складала гострий кут, що включає занурення деталі в магнітно-абразивний порошок на глибину h≥hz·cos(ξ)+b/2·sin(ξ), де hz, b висота зуба та ширина зубчастого вінця колеса, додаткові установчі додатні та від'ємні повороти навколо проекції осі кільцевої ванни на площину, в якій розміщена вісь деталі, обертання деталі навколо власної осі та відносний обертальний рух навколо осі магнітної системи, при цьому робочим поверхням полюсних наконечників надають форму, за якої поперечний переріз робочої зони має форму трапеції з нижнім розташуванням більшої основи. Недоліком даного способу є: - можливість обробки дрібномодульних коліс малих розмірів - не більше 30 мм зовнішнього діаметра. Збільшення розмірів оброблюваної деталі призводить до зростання ширини робочої зони і енергоємності процесу; - низька якість обробки внаслідок того, що частина поверхонь зубів не обробляється. В основу заявленої корисної моделі поставлена задача вдосконалення способу магнітноабразивної обробки зубчатих коліс шляхом забезпечення можливості обробки зубчастих коліс різних діаметрів та підвищення продуктивності і якості обробки робочих поверхонь циліндричних та конічних зубчастих коліс за рахунок рівномірної одночасної обробки декількох зубчатих коліс. Поставлена задача вирішується за рахунок того, що в нижній частині кільцевої ванни співвісно їй розміщують тороподібну феромагнітну деталь з зазорами між робочими поверхнями полюсних наконечників та оброблюваними деталями Δ≥(7÷10)·λ, де λ - зернистість порошку. Суть корисної моделі пояснюється кресленнями, де: на фіг. 1 наведений вид спереду робочої зони роторного верстата з торцевим завантаженням; на фіг. 2 наведений вид збоку робочої зони роторного верстата з торцевим завантаженням, вид А на фіг. 1; на фіг. 3 наведений розріз роторної головки осьовою площиною робочого шпинделя, переріз Б-Б на фіг. 1; на фіг. 4 наведений поперечний розріз кільцевої ванни з оброблюваним циліндричним колесом, виносний елемент В на фіг. 1; на фіг. 5 наведена схема проходження ліній магнітної індукції через поверхні розділення середовищ "внутрішній полюсний наконечник - магнітно-абразивний інструмент (МАІ) тороподібна феромагнітна деталь - зовнішній полюсний наконечник". Роторний верстат для магнітно-абразивної обробки (МАО) зубчастих коліс складається з роторного верстата 1 (фіг. 1) з вертикальним шпинделем 2, на якому встановлений корпус 3 з кількома (в даному випадку з двома) рівномірно розташованими по колу траверсами 4, які мають можливість повертатись навколо осей "а". У пазах траверс 4 на горизонтальних осях 5, що розміщені на сухарі 6 (фіг. 2), встановлені корпуси робочих головок 7. Корпуси робочих головок 7 затискаються між сухарями 6 гвинтами 8 (фіг. 1) і фіксуються в потрібному кутовому положенні гвинтами 9 (фіг. 2). Сухарі 6 встановлені в пазах "b" траверс 4 з можливістю прямолінійного переміщення і фіксуються гвинтами 10. В розточці корпусу 7 (фіг. 3) на підшипникових опорах 11 та 12 встановлений робочий шпиндель 13. Робоча зона магнітної системи 32 (фіг. 1) утворена робочими поверхнями безпосередньо зовнішнього 25 та внутрішнього 26 полюсних наконечників (фіг. 4) або поверхнями "e" і "f" вставних кілець 30 та 31. Співвісно полюсним наконечникам 25 та 26 на немагнітних підставці 28 та кронштейнах 29 встановлена тороподібна феромагнітна деталь 27. 1 UA 100013 U 5 10 15 20 25 30 35 40 На передньому кінці робочого шпинделя встановлюється оброблюване колесо 19 і затискається гайкою 20. Задній кінець робочого шпинделя через зубчасто-пасову передачу, що складається із ведучого 14, веденого 17 та натяжного 16 шківів і паса 15, з'єднаний з моторредуктором 18. Траверси 4 затискаються у потрібному положенні шайбою 21 та болтами 22. За необхідності траверса 4 може бути з'єднана з поворотним приводом, який буде повертати її навколо осі "а". Струм до мотор-редуктора 18 подається через струмознімач 23, доріжки 24 на головному шпинделі та дроти, які проходять через отвори "с" та пази "d" в корпусі 3 роторної головки та траверсі 4. Поверхням "e" і "f" надається такий нахил, що поперечний переріз робочої зони має форму перевернутої трапеції. Поверхні "e" і "f" полюсних наконечників 25 та 26 (кілець 30 та 31) з поверхнями "g" і "m" утворюють клиновидну зону з зазорами Δ2 та Δ3 за величинами, меншими, ніж у верхній частині робочої зони. В результаті в цих зазорах утворюється зона підвищених значень магнітної індукції. Наявність феромагнітного тіла 27 в робочій зоні значно знижує магнітний опір робочого зазору. За рахунок форми поверхні "k" тороподібного феромагнітного тіла 27 та нахилу робочих поверхонь "e" і "f" робочої зони магнітне поле буде випинатись вверх (фіг. 5). Для зручності збору і заміни магнітно-абразивного порошку (МАП) на зазначених поверхнях може базуватись тонкостінний немагнітний, наприклад, пластиковий контейнер. Спосіб магнітно-абразивної об'ємної обробки полягає в наступному: - вмикається двигун 18 і надається обертання робочому шпинделю 13 через зубчастопасову передачу 14, 15, 17, виконується обертання головного шпинделя 2; - роторна головка опускається вниз разом з оброблюваними зубчастими колесами і вони занурюються в МАП на величину "h". Після закінчення обробки шпиндельна бабка 1 піднімається вверх і виводить оброблювані деталі 19 із робочої зони магнітної системи 32. Якщо глибина "h" занурення достатня для обробки колеса по всій ширині, то цикл обробки завершується. За необхідності зубчасте колесо переставляється іншою стороною і цикл обробки повторюється. Ефективність запропонованого способу обробки підтверджується розрахунками та експериментальними даними. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб магнітно-абразивної об'ємної обробки циліндричних та конічних зубчастих коліс, в якому осі оброблюваних деталей розміщують в площині, дотичній до серединного циліндра кільцевої ванни або в паралельній їй, під кутом ξ до проекції осі кільцевої ванни на цю площину, величина якого вибирається таким чином, щоб лінія зуба з вектором лінійної швидкості обертання навколо осі кільцевої ванни складала гострий кут, що включає занурення деталі в магнітноабразивний порошок на глибину h≥hz·cos(ξ)+b/2·sin(ξ), де hz, b - висота зуба та ширина зубчастого вінця колеса, додаткові установчі повороти навколо проекції осі кільцевої ванни на площину, в якій розміщена вісь деталі, обертання деталі навколо власної осі та відносний обертальний рух навколо осі магнітної системи, при цьому робочим поверхням полюсних наконечників надають форму, за якої поперечний переріз робочої зони має форму трапеції з нижнім розташуванням більшої основи, який відрізняється тим, що в нижній частині кільцевої ванни співвісно їй розміщують тороподібну феромагнітну деталь з зазорами між робочими поверхнями полюсних наконечників та оброблюваними деталями. 2 UA 100013 U 3 UA 100013 U 4 UA 100013 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюHeichuk Volodymyr Mykolaiovych, Maiboroda Viktor Stanislavovych, Havrushkevych Andrii Yuriiovych, Halytskyi Oleksandr Oleksandrovych
Автори російськоюГейчук Владимир Николаевич, Майборода Виктор Станиславович, Гаврушкевич Андрей Юрьевич, Галицкий Александр Александрович
МПК / Мітки
МПК: B24B 31/112
Мітки: об'ємної, спосіб, магнітно-абразивної, обробки
Код посилання
<a href="https://ua.patents.su/7-100013-sposib-magnitno-abrazivno-obehmno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб магнітно-абразивної об’ємної обробки</a>
Пристрій для магнітно-абразивної об’ємної обробки деталей
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гаврушкевич Андрій Юрійович, Майборода Віктор Станіславович, Гейчук Володимир Миколайович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, деталей, пристрій, об'ємної
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Спосіб магнітно-абразивної об`ємної обробки
Номер патенту: 92190
Опубліковано: 11.10.2010
Автори: Майборода Віктор Станіславович, Гейчук Володимир Миколайович
МПК: B24B 31/00
Мітки: обробки, об'ємної, спосіб, магнітно-абразивної
Формула / Реферат:
Спосіб магнітно-абразивної об'ємної обробки складних деталей типу дисків, які мають на своїх радіальних та суміжних з ними торцевих поверхнях рівномірно або нерівномірно розташовані виступи і впадини складної форми, і розміщені в робочій зоні між полюсами магнітної системи типу "кільцева ванна", заповненій магнітно-абразивним порошком, з зазором
Універсальна головка для магнітно-абразивної обробки
Номер патенту: 78782
Опубліковано: 25.04.2007
Автори: Майборода Віктор Станіславович, Гейчук Володимир Миколайович, Лисенко Андрій Анатолійович
МПК: B24B 31/112
Мітки: обробки, магнітно-абразивної, універсальна, головка
Формула / Реферат:
Універсальна головка для магнітно-абразивної обробки, що містить привідний модуль з механізмом відбору потужності, який складається з нерухомого центрального циліндричного колеса, встановленого на оправці на підшипниках, та паразитного зубчастого колеса, встановленого на поворотній відносно оправки плиті і з'єднаного з однієї сторони з центральним циліндричним колесом, а з іншої сторони - з гітарою змінних коліс привідного модуля та...
Спосіб магнітно-абразивної обробки
Номер патенту: 44708
Опубліковано: 12.10.2009
Автори: Лошковський Андрій Олександрович, Сивак Іван Онуфрійович
МПК: B24B 31/112
Мітки: обробки, спосіб, магнітно-абразивної
Формула / Реферат:
Спосіб магнітно-абразивної обробки, при якому абразивну масу зворотно-поступальним рухом багатократно продавлюють вздовж каналу, утвореного направляючим елементом разом із оброблюваною деталлю, причому направляючий елемент беруть із отворами, що плавно розширюються від торцевих поверхонь, і розміщують його по торцях оброблюваних заготовок отворами меншого діаметра в стик і співвісно оброблюваними отворами, який відрізняється тим, що як...
Пристрій для магнітно-абразивної обробки
Номер патенту: 101995
Опубліковано: 27.05.2013
Автори: Матюха Петро Григорович, Благодарний Антон Олегович, Габітов Валерій Валерійович
МПК: B24B 31/10
Мітки: пристрій, обробки, магнітно-абразивної
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, що містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, причому магнітні системи складені із магнітних блоків, що розміщені на корпусі, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, який...
Попередній патент: Спосіб неруйнівного контролю напружень в гігроскопічних матеріалах у процесі сушіння
Наступний патент: Візок агломераційної конвеєрної машини
Випадковий патент: Металокордна радіальна шина