Спосіб обтиснення безперервнолитої сортової заготовки у рідко-твердому стані
Номер патенту: 100334
Опубліковано: 10.12.2012
Автори: Ручко Владислав Миколайович, Смірнов Олексій Миколайович, Мазур Ігорь Пєтровіч, Демченко Дмитро Олегович, Мітьєв Анатолій Петрович, Серов Олександр Іванович, Смирнов Євген Миколайович, Хобта Олександр Степанович

Формула / Реферат
Спосіб обтиснення безперервнолитої сортової заготовки з початковою висотою h у рідко-твердому стані, при якому обтиснення заготовки здійснюють за два етапи у клітях, послідовно розташованих по її довжині в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі заготовку з відношенням висоти h до діаметра валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації ε в межах ε=0,5-2,5 %, валками першої кліті, встановленими з ексцентриситетом е на рівні e/h=-(0,0066-0,025), а потім ліквідують початковий гребінь валками другої кліті, які мають ексцентриситет протилежного знаку на рівні e/h=+(0,0066-0,025), а на другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої кліті, зі ступенем деформації, який не менше або дорівнює різниці між висотою, деформованої на першому етапі заготовки за виступами та западинами.
Текст
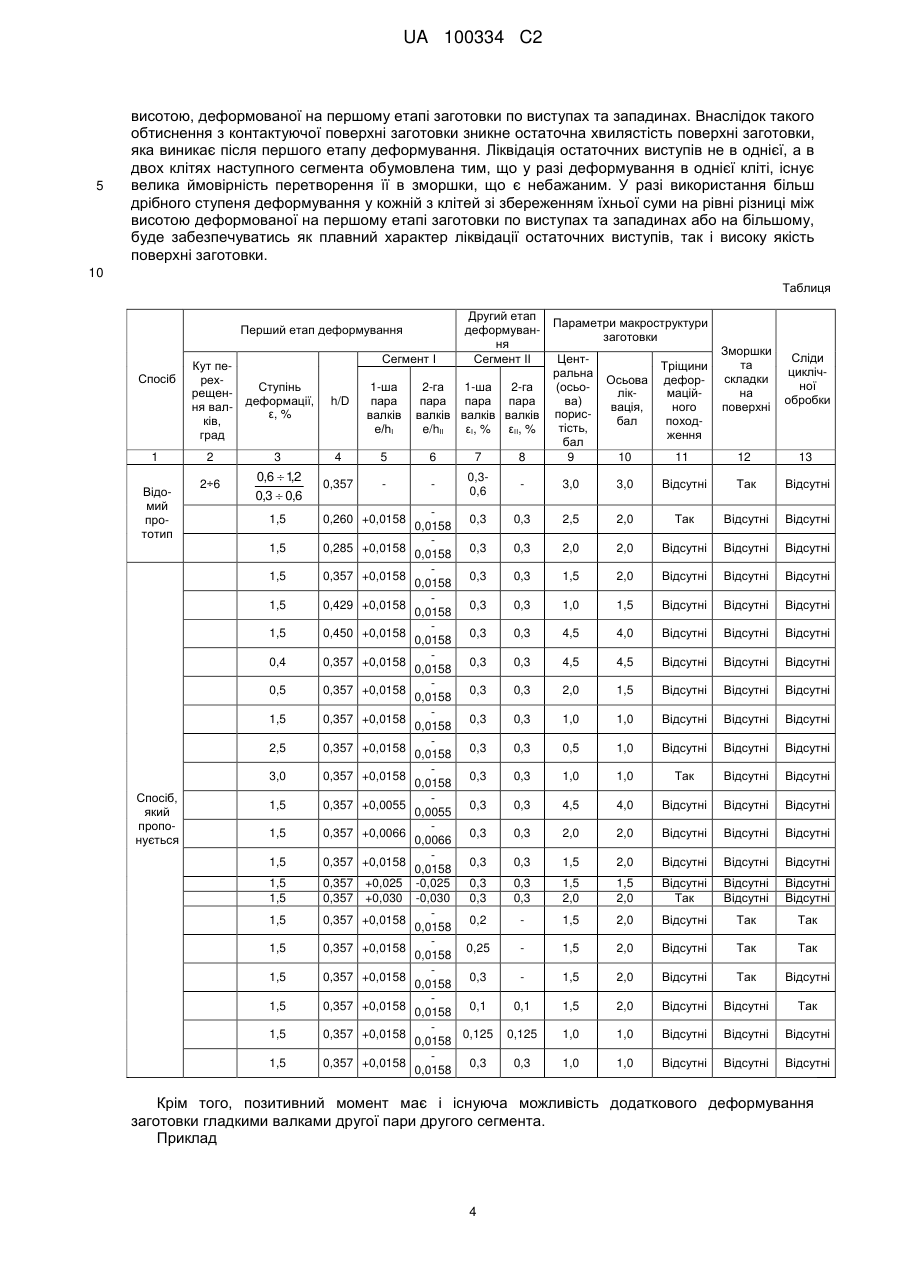
Реферат: Спосіб обтиснення безперервнолитої сортової заготовки у рідко-твердому стані належить до галузі металургії. Безперервнолита заготовка одержує деформацію в зоні передбачуваного остаточного затвердіння, коли вона знаходиться в двофазному стані в обтискних клітях, розташованих по довжині заготовки в цій зоні в кілька етапів. На першому етапі заготовку послідовно циклічно обтискують валками першої кліті, встановленими з ексцентриситетом, а потім ліквідують початковий гребень валками другої кліті, які мають ексцентриситет протилежного знаку. На другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої кліті, зі ступенем деформації, який не менше або дорівнює різниці між висотою, деформованої на першому етапі заготовки за виступами та западинами. Запропонований спосіб підвищує якість безперервнолитих заготовок, що обтискають. UA 100334 C2 (12) UA 100334 C2 UA 100334 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а точніше - до обробки металів тиском, і може бути використаний при деформуванні безперервнолитих заготовок і блюмів у рідко-твердому стані. Відомий спосіб обтиснення безперервнолитих сортових заготовок у рідко-твердому стані відповідно до якого деформування останніх виконується у правляче-тягнучому ММО - вузлі, який оснащено 12 роликовими парами, які розташовані на 6-ти сегментах (по дві пари роликів на кожному), причому верхні вхідні ролики мають привід [Мягкое обжатие заготовок на машине непрерывного литья SO компании SAARSTAHL AG/ Р. Толи, В. Остхаймер, Г. Ней и др.// Черные металлы, 2007. - июль - август. - С. 49-55]. Недоліком даного способу є відсутність можливості керування рівнем деформації, яка реалізується безпосередньо у кожній парі роликів або групі роликів, які розташовані на одному сегменті. Процес кристалізації зливка є динамічним і залежить від цілого ряду параметрів: хімічний склад сталі, що розливається, швидкість витягування зливків. Тому кожна пара роликів буде мати свій фіксований рівень обтиснення, що відображає процес кристалізації на конкретний момент часу. Внаслідок цього при будь-яких коливаннях технологічних параметрів метал, що прилягає до фронту кристалізації, буде одержувати різний ступінь деформації. У результаті цього можливе виникнення розтягуючих напружень, які перевищують межу міцності, і як наслідок, утворення як внутрішніх тріщин, так і тріщин, що виходять на поверхню твердої складової зливка. Крім того, у разі потреби зміни режиму обтисків, потрібно корегувати положення верхнього ролика на кожній із клітей. Відомий спосіб циклічного деформування безперервнолитих заготовок відповідно до якого деформування останніх виконують в агрегаті циклічної деформації (АЦД) зі ступенем деформації 60-70 % за один прохід та ексцентриситетом валків 5 мм [Туев М.Ю. Исследование процесса циклической деформации непрерывнолитых заготовок / М.Ю. Туев, О.С. Лехов, И.В. Киршин // Производство проката, 2009. - № 10. - С. 2-4]. Застосування зазначеного агрегату для реалізації процесу деформування безперервнолитих заготовок у рідко-твердому стані вкрай проблематично по цілій низці причин. По-перше, вкрай великі разові обтиснення можуть призвести до порушень цілісності твердої складової заготовки внаслідок виникнення тріщин. По-друге, застосування фіксованого і досить великого ексцентриситету валків, в свою чергу, також не є доцільним, оскільки не враховує розміри безперервнолитої сортової заготовки. Внаслідок цього також можливі тріщини, особливо на поверхні зливка. Підвищена вірогідність виникнення додаткових тріщин внаслідок подібного вибору ексцентриситету, призведе, в подальшому, до зниження якості кінцевого металопрокату, який буде вироблятися з цих заготовок. Відомий процес прокатки заготовок при безперервно зростаючих обтисненнях (прокатка на "клин" і подальше вирівнювання клиноподібності) [Исследование и расчет геометрических параметров при прокатке заготовок из цветных металлов с непрерывно возрастающим обжатием / С.С. Пилипенко, А.П. Потаненков, Ю.Г. Серебренников и др. // Цветные металлы, 2009. - № 5. - С. 69-73]. Застосування зазначеного технологічного підходу має суттєві переваги з точки зору підвищення рівня проникнення зовнішньої деформації безпосередньо у внутрішні шари металу заготовки. В той же час, застосування даного технологічного прийому в блоці редукувальних клітей під час обтиснення безперервнолитої сортової заготовки у рідко-твердому стані неможливо. Це пов'язано з тим, що для реалізації зазначеної схеми деформування потрібна реверсивна схема прокатки. В той же час, редукувальний блок МБЛЗ побудований на принципі безперервної прокатки. Найбільш близьким аналогом до способу, що заявляється, є спосіб обтиснення безперервнолитого блюма або заготовки у рідко-твердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, при цьому на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює ширині рідкої фази, обтискують зі ступенем деформації 0,6-1,2 % і кінцеві ділянки - зі ступенем деформації не менше ніж 50 % від центральних, а на другому етапі обтискають вказані раніше частково деформовані кінцеві ділянки циліндричними валками другого ряду зі ступенем деформації, який дорівнює різниці між 9 деформацією центральних і кінцевих ділянок на першому етапі [UA 89961, МПК В22D 11/12. Опубл. 25.03.2010. Бюл. № 6]. До недоліків даного способу варто віднести те, що він дозволяє досягти підвищення рівня проробки шарів металу тільки у тих випадках, коли ширина безперервнолитого зливка, що деформується досить велика, такими слід вважати блюми. У випадку, коли застосування способу здійснюється до умов безперервнолитої сортової заготовки виникаючий ефект вкрай 1 UA 100334 C2 5 10 15 20 25 30 35 40 45 50 55 60 малий. Це пов'язано з тим, що ширина безперервнолитої сортової заготовки зазвичай коливається в межах від 100 до 150 мм. У цьому випадку, виникаючи внаслідок схрещення валків додаткові зсувні деформації мають вкрай низький рівень. Це значно зменшує позитивний ефект від дії зсувних деформацій. Подальше збільшення їх рівня можливе лише завдяки збільшення кута схрещення. Але це, в свою чергу, призводить до суттєвих проблем під час організації передачі крутного моменту від двигуна. До недоліків даного способу можливе віднести і те, що при його реалізації, у разі наявності на контактуючої поверхні безперервнолитої сортової заготовки дрібних поверхневих дефектів у вигляді тріщин, (виникають завжди у разі нечіткої роботи системи вторинного охолодження), додаткові зсувні деформації поперечного напрямку будуть призводити до подальшого розкриття тріщин. Внаслідок цього, під час нагріву подібної заготовки в печах, бічні поверхні таких тріщин будуть окислюватися та не зварюватися при подальшому деформуванні. Це призведе до погіршення якості кінцевого металопрокату. В основу винаходу поставлена задача за рахунок послідовного циклічного обтиснення валками першої та другої пар, які розташовані на одному сегменті, підвищити як рівень проникнення зовнішньої деформації у внутрішні шари металу безперервнолитої сортової заготовки, так і забезпечити дію додаткових зсувних поздовжніх деформацій у контактних з валками шарах і тим самим зменшити осьову пористість і ліквацію та знизити кількість тріщин, що забезпечить підвищення якості безперервнолитих заготовок. Поставлена задача досягається тим, що у способі обтиснення безперервнолитої сортової заготовки з початковою висотою h у рідко-твердому стані, при якому обтиснення заготовки здійснюють за два етапи у клітях, послідовно розташованих по її довжині в зоні остаточного затвердіння, відповідно до винаходу, на першому етапі заготовку з відношенням висоти h до діаметру валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації є в межах ε=0,5-2,5 %, валками першої кліті, встановленими з ексцентриситетом е на рівні e/h=-(0,0066-0,025), а потім, ліквідують початковий гребень валками другої кліті, які мають ексцентриситет протилежного знаку на рівні e/h=+(0,0066-0,025), а на другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої кліті, зі ступенем деформації, який не менше або дорівнює різниці між висотою деформованої на першому етапі заготовки по виступах та западинах. Новим у запропонованому рішенні є: а) на першому етапі заготовку з відношенням висоти h до діаметру валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації є в межах ε=0,5-2,5 %, валками першої кліті, встановленими з ексцентриситетом е на рівні e/h=-(0,00660,025), а потім, ліквідують початковий гребень валками другої кліті, які мають ексцентриситет протилежного знаку на рівні e/h=+(0,0066-0,025); б) на другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої кліті (другий сегмент), зі ступенем деформації, який не менше або дорівнює різниці між висотою, деформованої на першому етапі заготовки по виступах та западинах. Спосіб, що заявляється, здійснюється наступним чином. Безперервнолита заготовка одержує деформацію в зоні передбачуваного остаточного затвердіння, коли вона знаходиться в двофазному стані в обтискних клітях, розташованих по довжині заготовки в цій зоні в кілька етапів. Під час обтиснення заготовки в такому стані відбувається витиснення рідкої ліквованої серцевини з зони кінцевого затвердіння, а також компенсується усадка металу. Внаслідок цього відбувається зниження осьової пористості і ліквації. Запропонований спосіб передбачає поділ обтиснення в кожній парі валків одного сегменту на дві взаємозалежні стадії. На першому етапі заготовку з відношенням висоти h до діаметру валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації є в межах ε=0,5-2,5 %, валками першої кліті, встановленими з ексцентриситетом е на рівні e/h=-(0,0066-0,025), а потім, ліквідують початковий гребень валками другої кліті, які мають ексцентриситет протилежного знаку на рівні e/h=+(0,0066-0,025); Використання циклічного обтиснення валками першої та другої клітей, обумовлюють, з одного боку, особливості кристалізації безперервнолитих сортових заготовок в умовах високошвидкісних сучасних МБЛЗ, а з другого боку - існуючі коливання технологічних параметрів розливання та багатостадійного охолодження. У цьому випадку, внаслідок значно менших радіусів кривизни технологічної лінії сортових МБЛЗ, ніж на блюмових (8-10 метрів проти 14-20 метрів), та суттєво меншої металургійної довжини заготовки, на якій відбувається повна кристалізація металу, в останніх виникають значно більші градієнти нерівномірності механічних властивостей, і, в першу чергу, міцнісних. У результаті цього зростає частка пружної складової в загальній деформації сортової заготовки. 2 UA 100334 C2 5 10 15 20 25 30 35 40 45 50 55 60 Разом з тим, додання обтискним валкам ексцентриситету буде сприяти більш повному проникненню деформації у внутрішні шари металу заготовки. Крім того, реалізація у цьому випадку обтиснення, яке змінюється циклічно, буде доцільним, оскільки буде сприяти виникненню додаткових зсувних деформацій, які мають подовжній напрямок. Наявність зазначених деформацій призведе до більш якісної проробки шарів металу сортової заготовки завдяки виникненню внутрішньої міжшарової течії металу. Додаткове введення у технологічний процес можливості, щодо циклічного деформування в рамках однієї секції двома парами валків, які мають узгоджений протилежного знаку ексцентриситет, є доцільним, тому що дозволяє чітко керувати рівнем обтиснення в кожній парі валків. Така можливість обумовлена наявністю коливань технологічних параметрів розливки, що призводять, у свою чергу, до коливань товщини твердої кірки вертикальних граней зливка. Однак, технологічний регламент процесу безперервного розливання не дозволяє коливатися параметрам у межах більш ніж 2 %. В цьому випадку наявність ексцентриситету е на рівні e/h=±(0,0066-0,025) буде гарантувати можливість обтиснення заготовок безпосередньо з тим обтисненням, яке чітко відповідає стану рідко-твердої складової, в даній точці металургійної довжини. Зменшення рівня ексцентриситету менш ніж e/h=0,0066 буде призводити до того, що у деяких випадках буде неможливо компенсувати вплив коливань технологічних параметрів на стан заготовки в зазначеній точці металургійної довжини. Внаслідок цього, складова, що закристалізувалась, отримає обтиснення з меншим рівнем, ніж потрібно. Внаслідок цього на цій ділянці не виникне первинного порушення цілісності перемичок типу "міст" в осьовій рідкотвердій складовій безперервнолитої заготовки. Збільшення ексцентриситету є більш ніж e/h=0,025 небажано, оскільки у цьому випадку можливе підвищення рівня деформаційної обробки заготовки, ніж це потрібне. У цьому випадку можливе виникнення додаткових розтяжних напружень суттєвого рівня. Внаслідок цього значною стає вірогідність порушення суцільності твердою складової заготовки, яка закристалізувалась на цей момент. Обтиснення в двох парах валків, які мають однаковий, але протилежного знака, ексцентриситет має низку позитивних моментів. По-перше, використання клітей, у яких валкі мають ексцентриситет протилежного знаку, дозволить ліквідувати виникаючу хвилястість на поверхні заготовки завдяки наявності ексцентриситету валків. По-друге, кожна ділянка поверхні заготовки отримує однаковий рівень додаткових зсувних деформацій повздовжнього напрямку. По-третє, наявність на валках кожної пари ексцентриситету протилежного знаку має позитивний вплив на валки і на деформування внутрішніх шарів металу. В цьому випадку, у першій парі валків виникають внутрішні міжшарові зсуви вздовж напрямку витягування. В той же час, у другій парі виникають зсуви протилежного напрямку, а саме - проти напрямку витягування. Такий характер внутрішньої течії металу призводить до підвищеної ймовірності порушення внутрішніх твердих "мостів" і, як наслідок, більш якісної макроструктури безперервнолитої сортової заготовки. З урахуванням попереднього, правомірним є вибір інтервалу ступеня деформації є в межах ε=0,5-2,5 %. Застосування обтиснень зі ступенем деформації менш 0,5 % призведе до недостатнього проникнення деформації у середину зливка і до зниження ефективності процесу, внаслідок наявності пружної складової (на рівні 40-50 %) у загальній деформації, прикладеної до безперервнолитого зливка. Застосування обтиснень зі ступенем деформації більш 2,5 % призведе до появи високих напружень на межі фронту кристалізації, що може викликати осьові тріщини. Обмеження застосування запропонованого способу в межах відношення висота h до діаметра валків D в межах h/D=0,285-0,429 обумовлено особливостями сортаменту заготовки, що відливається (традиційно переріз від 100×100 мм до 150×150 мм) та особливостями конструкції МБЛЗ на ділянці тягнучих клітей. Для зазначення типу МБЛЗ характерним є те, що зазвичай машина має від 3 до 7 струмків. При цьому відстань між струмками вкрай мала, і обумовлена конструкцією проміжного ковша. У цьому випадку зменшення відношення h/D менш ніж 0,285 призведе до різних проблем, які пов'язані зі стійкістю безпосередньо валків. При цих швидкостях витягування на валках малого діаметра дуже швидко виникає сітка розпалу, яка значно скорочує їх термін використання. Крім того, на сталях, які мають підвищений вміст марганцю (типа 09Г2С, 17ГСУ і інші) буде спостерігатися значне налипання окалини на поверхню валка. Налипання окалини на поверхню валка призведе в подальшому до значного погіршення якості поверхні заготовки завдяки тому, що на ній будуть спостерігатися відбитки від окалини, глибина яких буде досить значною. В подальшому, під час прокатки зазначені відбитки вкрай важко викочуються. На другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої пар (другий сегмент), зі ступенем деформації, що не менше або дорівнює різниці між 3 UA 100334 C2 5 висотою, деформованої на першому етапі заготовки по виступах та западинах. Внаслідок такого обтиснення з контактуючої поверхні заготовки зникне остаточна хвилястість поверхні заготовки, яка виникає після першого етапу деформування. Ліквідація остаточних виступів не в однієї, а в двох клітях наступного сегмента обумовлена тим, що у разі деформування в однієї кліті, існує велика ймовірність перетворення її в зморшки, що є небажаним. У разі використання більш дрібного ступеня деформування у кожній з клітей зі збереженням їхньої суми на рівні різниці між висотою деформованої на першому етапі заготовки по виступах та западинах або на більшому, буде забезпечуватись як плавний характер ліквідації остаточних виступів, так і високу якість поверхні заготовки. 10 Таблиця Перший етап деформування Спосіб 1 Відомий прототип Кут перехрещення валків, град Сегмент І Ступінь деформації, ε, % h/D 2 3 4 2÷6 0,6 12 , 0,3 0,6 0,357 1-ша пара валків е/hІ 5 0,260 +0,0158 1,5 0,285 +0,0158 1,5 0,357 +0,0158 1,5 0,429 +0,0158 1,5 0,450 +0,0158 0,4 0,357 +0,0158 0,5 0,357 +0,0158 1,5 0,357 +0,0158 2,5 0,357 +0,0158 3,0 0,357 +0,0158 1,5 0,357 +0,0055 1,5 0,357 +0,0066 1,5 0,357 +0,0158 1,5 1,5 0,357 +0,025 0,357 +0,030 1,5 0,357 +0,0158 1,5 0,357 +0,0158 1,5 0,357 +0,0158 1,5 0,357 +0,0158 1,5 0,357 +0,0158 1,5 Спосіб, який пропонується 1,5 0,357 +0,0158 Другий етап деформування Сегмент ІІ Параметри макроструктури заготовки Зморшки та складки на поверхні Сліди циклічної обробки 6 7 8 Центральна (осьова) пористість, бал 9 0,30,6 3,0 3,0 Відсутні Так Відсутні 0,3 2,5 2,0 Так Відсутні Відсутні 0,3 2,0 2,0 Відсутні Відсутні Відсутні 0,3 1,5 2,0 Відсутні Відсутні Відсутні 0,3 1,0 1,5 Відсутні Відсутні Відсутні 0,3 4,5 4,0 Відсутні Відсутні Відсутні 0,3 4,5 4,5 Відсутні Відсутні Відсутні 0,3 2,0 1,5 Відсутні Відсутні Відсутні 0,3 1,0 1,0 Відсутні Відсутні Відсутні 0,3 0,5 1,0 Відсутні Відсутні Відсутні 0,3 1,0 1,0 Так Відсутні Відсутні 0,3 4,5 4,0 Відсутні Відсутні Відсутні 0,3 2,0 2,0 Відсутні Відсутні Відсутні 0,3 1,5 2,0 Відсутні Відсутні Відсутні 0,3 0,3 1,5 2,0 1,5 2,0 Відсутні Так Відсутні Відсутні Відсутні Відсутні 1,5 2,0 Відсутні Так Так 1,5 2,0 Відсутні Так Так 1,5 2,0Відсутні Так Відсутні 0,1 1,5 2,0 Відсутні Відсутні Так 0,125 1,0 1,0 Відсутні Відсутні Відсутні 0,3 1,0 1,0 Відсутні Відсутні Відсутні 2-га 1-ша 2-га пара пара пара валків валків валків e/hІІ εІ, % εІІ, % 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0158 0,3 0,0055 0,3 0,0066 0,3 0,0158 -0,025 0,3 -0,030 0,3 0,2 0,0158 0,25 0,0158 0,3 0,0158 0,1 0,0158 0,125 0,0158 0,3 0,0158 Осьова ліквація, бал Тріщини деформаційного походження 10 11 12 13 Крім того, позитивний момент має і існуюча можливість додаткового деформування заготовки гладкими валками другої пари другого сегмента. Приклад 4 UA 100334 C2 5 10 15 20 25 30 Перевірка способу обтиснення безперервнолитих заготовок у рідко-твердому стані здійснювалася в умовах діючої машини безперервного лиття заготовок (МБЛЗ), що відливає сортові заготовки перерізом від 100 × 100 мм до 135 × 135 мм з вуглецевих, низьколегованих і легованих марок сталі. Досліджувана марка сталі: сталь 45. Досліджуваний переріз: 135 × 135 мм. Швидкість витягування: 2,6-2,65 м/хв. Температура металу у проміжному ковші: 1527 °C. Режим охолодження: згідно діючого регламенту. Для вищенаведених умов відстань від меніска рідкої сталі в кристалізаторі до початку прикладення обтиснення складала від 10 до 15 метрів. Контроль якості обробки безперервнолитих заготовок у рідко-твердому стані з використанням пропонованого способу здійснювали на макрошліфах поперечного перерізу заготовки. Результати обробки безперервнолитих заготовок за запропонованим способом наведено у таблиці. Таким чином, запропонований спосіб забезпечує досягнення технічної задачі - підвищення однорідності деформації з метою зменшення осьової пористості і ліквації і зниження числа тріщин, що забезпечить підвищення якості безперервнолитих заготовок. ФОРМУЛА ВИНАХОДУ Спосіб обтиснення безперервнолитої сортової заготовки з початковою висотою h у рідкотвердому стані, при якому обтиснення заготовки здійснюють за два етапи у клітях, послідовно розташованих по її довжині в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі заготовку з відношенням висоти h до діаметра валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації ε в межах ε=0,5-2,5 %, валками першої кліті, встановленими з ексцентриситетом е на рівні e/h=-(0,0066-0,025), а потім ліквідують початковий гребінь валками другої кліті, які мають ексцентриситет протилежного знаку на рівні e/h=+(0,0066-0,025), а на другому етапі обтискають утворені остаточні циклічні напливи валками третьої та четвертої кліті, зі ступенем деформації, який не менше або дорівнює різниці між висотою, деформованої на першому етапі заготовки за виступами та западинами. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reduction of continuously cast billet reduction in liquid-solid state
Автори англійськоюSmyrnov Yevhen Mykolaiovych, Ruchko Vladyslav Mykolaiovych, Smirnov Oleksii Mykolaiovych, Mazur Ihor Pietrovich, Demchenko Dmytro Olehovych, Mitiev Anatolii Petrovych, Khobta Oleksandr Stepanovych, Serov Oleksandr Ivanovych
Назва патенту російськоюСпособ обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии
Автори російськоюСмирнов Евгений Николаевич, Ручко Владислав Николаевич, Смирнов Алексей Николаевич, Мазур Игорь Петрович, Демченко Дмитрий Олегович, Митьев Анатолий Петрович, Хобта Александр Степанович, Серов Александр Иванович
МПК / Мітки
МПК: B21B 13/22, B22D 11/12
Мітки: безперервнолитої, обтиснення, стані, рідко-твердому, заготовки, сортової, спосіб
Код посилання
<a href="https://ua.patents.su/7-100334-sposib-obtisnennya-bezperervnolito-sortovo-zagotovki-u-ridko-tverdomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб обтиснення безперервнолитої сортової заготовки у рідко-твердому стані</a>
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Номер патенту: 75537
Опубліковано: 17.04.2006
Автори: Передерєєв Віталій Володимирович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Григор'єв Михайло Володимирович, Несвіт Володимир Василійович, Смірнов Олексій Миколайович, Белобров Юрій Миколайович
МПК: B22D 11/12
Мітки: рідко-твердому, заготовок, стані, блюмів, обтиснення, спосіб, безперервнолитих
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, при якому обтиснення блюмів і заготовок здійснюють у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані
Номер патенту: 7762
Опубліковано: 15.07.2005
Автори: Скляр Віталій Олександрович, Смірнов Олексій Миколайович, Смирнов Євген Миколайович, Передерєєв Віталій Володимирович, Белобров Юрій Миколайович, Несвіт Володимир Василійович, Григор'єв Михайло Володимирович
МПК: B22D 11/12
Мітки: спосіб, заготовок, блюмів, безперервнолитих, стані, рідкої, обтиснення, твердому
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому...
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані
Номер патенту: 89961
Опубліковано: 25.03.2010
Автори: Смирнов Євген Миколайович, Моцний Віталій Валерійович, Скляр Віталій Олександрович, Горбенко Олександр Ігорович, Смірнов Олексій Миколайович
МПК: B21B 1/46, B22D 11/12, B22D 11/00, B21B 1/04, B22D 11/10, B21B 13/22, B21B 1/02, B22D 11/06
Мітки: блюма, рідкотвердому, заготовки, спосіб, стані, обтиснення, безперервнолитого
Формула / Реферат:
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, який відрізняється тим, що на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює...
Спосіб нагрівання сортової безперервнолитої заготовки у методичній печі
Номер патенту: 100051
Опубліковано: 12.11.2012
Автори: Яковенко Анатолій Тимофійович, Крикунов Борис Петрович, Ширейкіна Лариса Євгенівна, Цуканов Владислав Іванович, Дорофєєв Олександр Вікторович, Дмитрієв Євген Володимирович, Алексєєв Олександр Володимирович, Устінов Володимир Віталійович, Знобішин Максим Іванович
МПК: B21B 1/16
Мітки: нагрівання, безперервнолитої, заготовки, сортової, методичній, печі, спосіб
Формула / Реферат:
Спосіб нагрівання сортової безперервнолитої заготовки в методичній печі, що включає нагрівання садки по зонах печі з подачею умовного палива, який відрізняється тим, що нагрівання садки по зонах печі ведуть при температурі, рівній 840-950 °С у методичній зоні, 1190-1250 °С у зварювальній зоні та 1180-1260 °С у томильній зоні, причому нагрівання здійснюють протягом часу, обумовленого з наступної залежності:
Спосіб прокатки безперервнолитої заготовки

Номер патенту: 58851
Опубліковано: 26.04.2011
Автори: Шум Валентин Борисович, Алексєєв Олександр Володимирович, Смирнов Євген Миколайович, Асикін Олександр Олександрович, Ємченко Андрій Валентинович
МПК: B21B 1/16
Мітки: заготовки, прокатки, спосіб, безперервнолитої
Формула / Реферат:
Спосіб прокатки безперервнолитої заготовки, що включає її деформацію в обтискній лінії сортопрокатного стана в системі витяжних ящикових калібрів, подальше обтиснення в системі чорнових калібрів з формуванням профілю підкату, який відрізняється тим, що деформацію заготовки в обтискній лінії сортопрокатного стана здійснюють послідовно не менш ніж у трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака...
Попередній патент: Спосіб роботи двигуна внутрішнього згоряння зі змінним ступенем стиску
Наступний патент: Спосіб ведення доменної плавки
Випадковий патент: Спосіб лікування хворих на неалкогольний стеатогепатит на тлі цукрового діабету 2-го типу