Шпилька для торцевого приварювання
Номер патенту: 100452
Опубліковано: 25.12.2012

Формула / Реферат
1. Шпилька для торцевого приварювання, що має покриття щонайменше на поверхні, що приварюється, яка відрізняється тим, що метал покриття має температуру кипіння нижче за температуру плавлення основного металу шпильки.
2. Шпилька за п. 1, яка відрізняється тим, що товщина покриття вираховується по рівнянню
![]() ,
,
де ![]() - діаметр шпильки, що приварюється;
- діаметр шпильки, що приварюється; ![]() - загальна енергія дуги;
- загальна енергія дуги; ![]() - частка енергії дуги, що виділяється на поверхні шпильки, що приварюється;
- частка енергії дуги, що виділяється на поверхні шпильки, що приварюється; ![]() ,
, ![]() ,
, ![]() - щільність, теплоємність та температура плавлення металу шпильки;
- щільність, теплоємність та температура плавлення металу шпильки; ![]() - теплота плавлення металу шпильки;
- теплота плавлення металу шпильки; ![]() - товщина зварювального металу у стику;
- товщина зварювального металу у стику; ![]() ,
, ![]() - щільність та теплота випаровування металу покриття.
- щільність та теплота випаровування металу покриття.
Текст
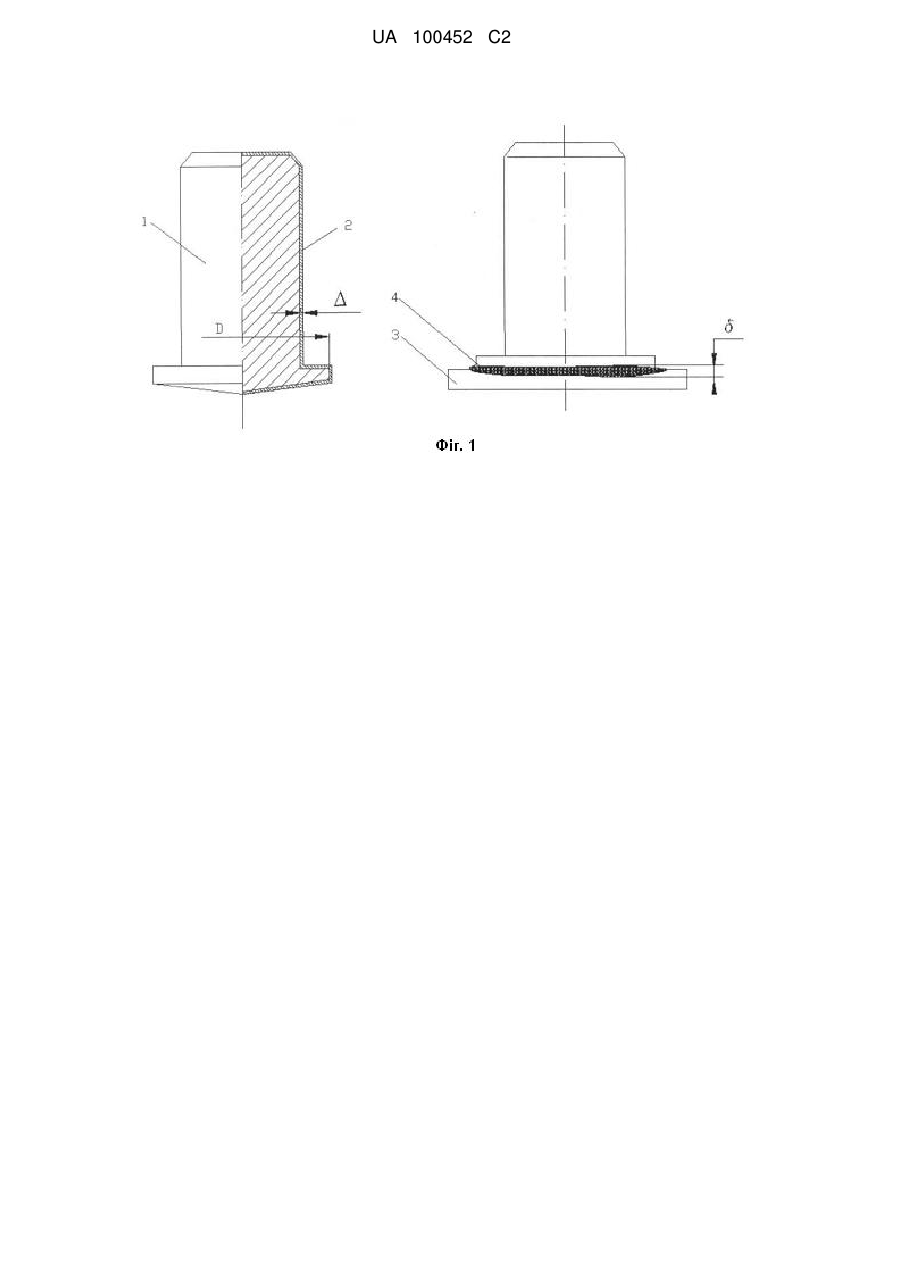
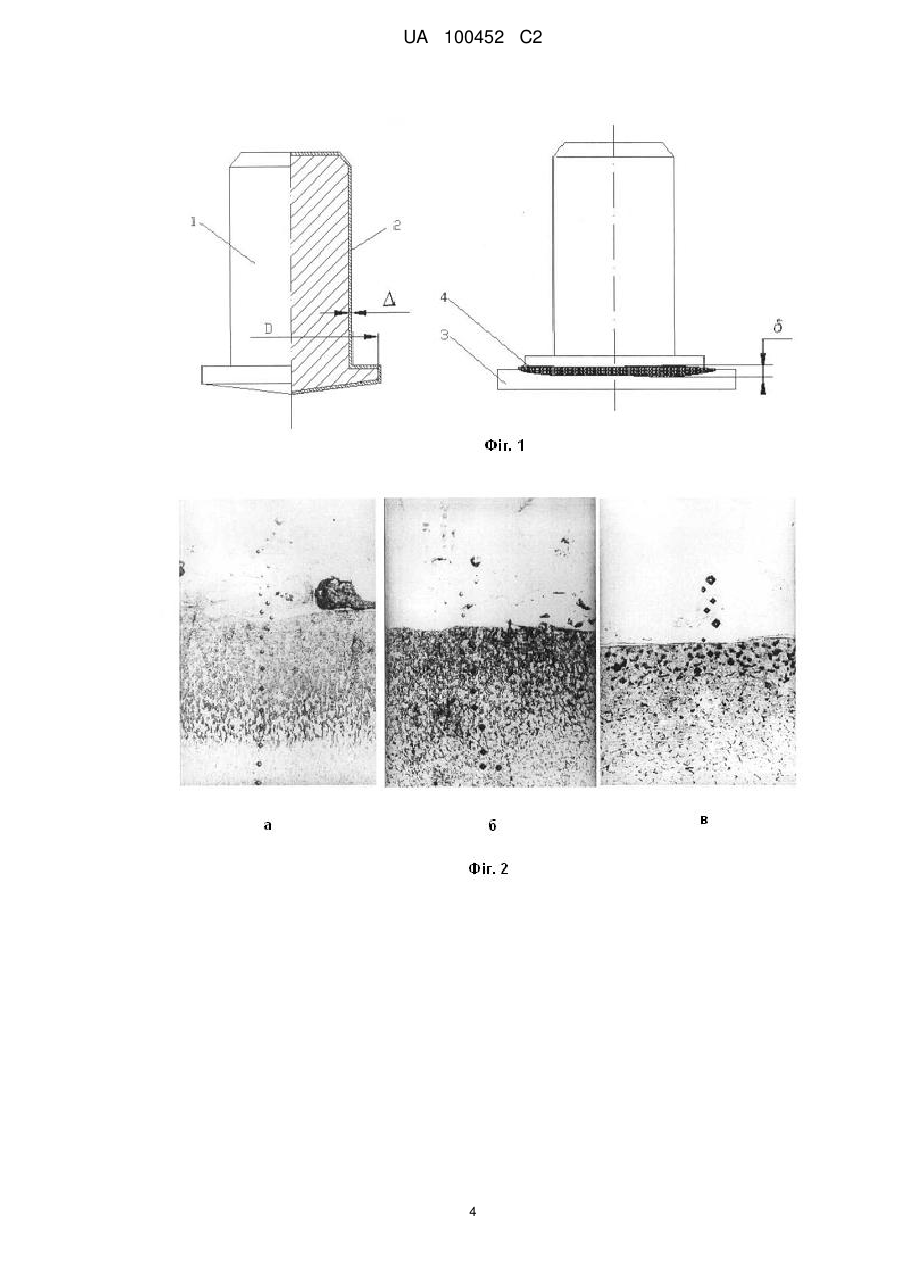
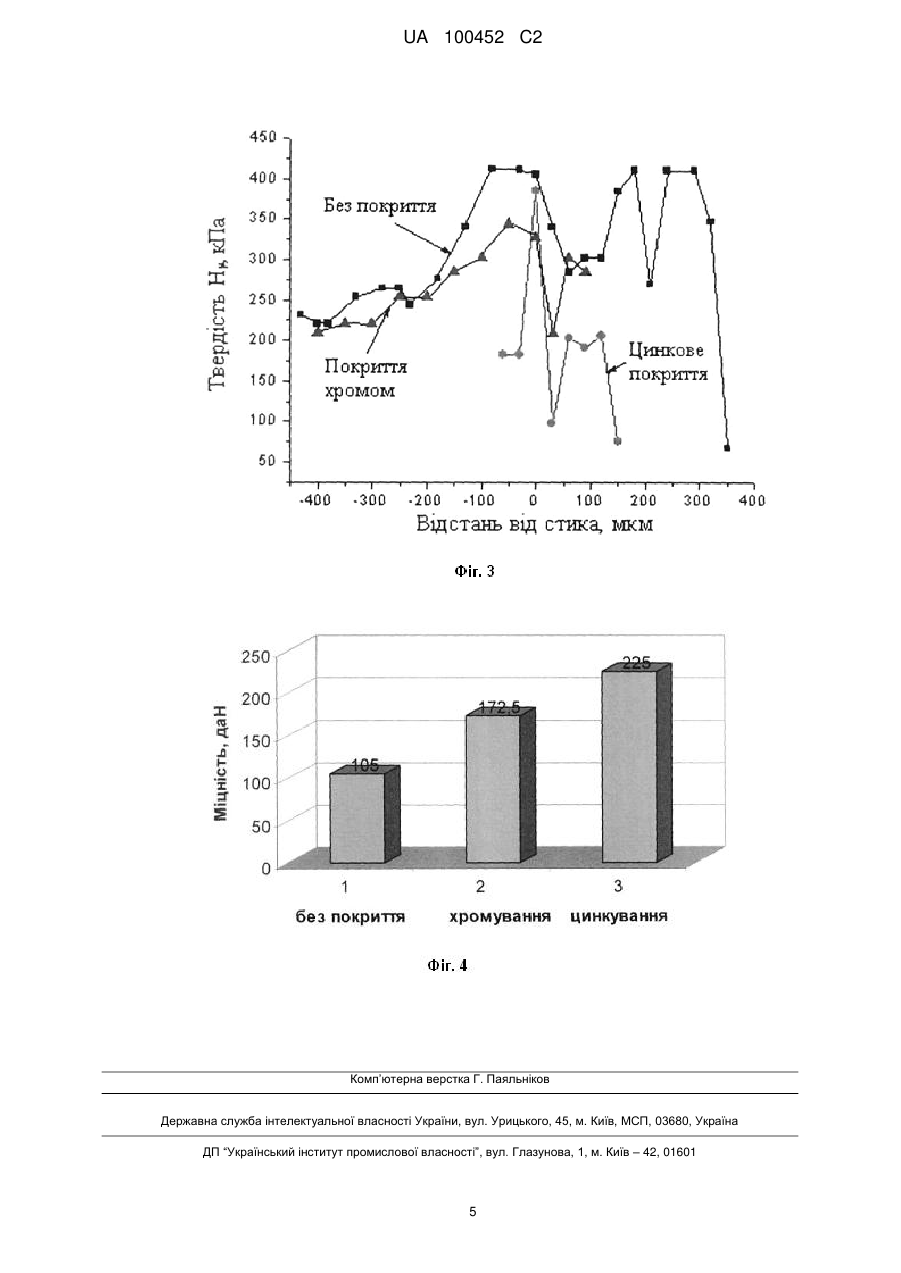
Реферат: Винахід належить до зварювальної техніки, а саме до приварювання шпильок до листа, переважно в різнорідному сполученні металів. З метою отримання з'єднань різнорідних металів, які у розплаві створюють інтерметалідні крихкі сполуки (наприклад, сталевої шпильки з алюмінієвим листом), для зменшення кількості розплавленого металу шпильки для торцевого приварювання до деталі, виробленої із металу, відмінного від металу шпильки, шпилька має покриття із металу з температурою кипіння меншою, ніж температура плавлення основного металу шпильки, а товщина покриття вираховується в залежності від розміру шпильки, теплофізичних характеристик металу, з якого вона виготовлена, та режиму зварювання, якщо прийняти кількість металу шпильки в стику 2 %, по рівнянню: 1 4Q 0.02 Me cT1 Q1 Me , 2 D cov Q2 cov де D - діаметр шпильки, що приварюється; Q - загальна енергія дуги; - частка енергії дуги, що виділяється на поверхні шпильки, що приварюється; Me , c , T1 - щільність, теплоємність та температура плавлення металу шпильки; Q1 - теплота плавлення металу шпильки; товщина зварювального металу у стику; cov , Q 2 cov - щільність та теплота випаровування металу покриття. UA 100452 C2 (12) UA 100452 C2 UA 100452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювальної техніки, а саме до приварювання шпильок до листа, переважно в різнорідному сполученні металів. В теперішній час все в більшому об'ємі виростає використання алюмінію в автомобільній промисловості, суднобудуванні та будівництві. Ця тенденція залишається сталою протягом багатьох років. Але залишається невирішеною проблема кріплення деталей до алюмінієвих елементів конструкції. Зараз використовуються кріпильні елементи загального застосування, і для цього в алюмінієвих конструкціях робляться отвори, які ослаблюють конструкції, або ускладнюють останні при створенні спеціального кріплення. Відомо, що усування отворів шляхом застосування зварювання підвищує міцність конструкції. Але також відомі вади з'єднання сталі з алюмінієм методами зварювання плавленням, при якому в шві з'являються крихкі складові, що приводять до критичного зменшення пластичності. Відмовитися від стальних кріпильних деталей на користь алюмінієвих неможливо, вважаючи велику різницю в міцності сталі і алюмінію. Приварювання високоміцних сплавів алюмінію також дає крихкі з'єднання без застосування присадних матеріалів, що неможливо при торцевому приварюванні шпильок. Позитивні результати з'єднання сталевих шпильок з алюмінієвим листом досягнуті тільки при зварюванні тертям, але спроби створення ручного інструменту для приварювання шпильок тертям, необхідного для зварювання на монтажі (будівництво), або із застосуванням роботів (автомобілебудування), не дали позитивного результату [Praktiker 1989. N 8, s. 413]. Тому є актуальним створити таку технологію приварювання кріпильних деталей, що дозволить, по-перше, отримати пластичні з'єднання і, по друге, розробити нове обладнання або використати таке, що є. Дослідження зварювання сталі та алюмінію лазером [Schweißen und Schneiden. 2005. N3, s.71] та методом Cold Metal Transfer [Schweiss-und Prüftechnik. 2005. N 10, s. 147] показали, що з'єднання задовільної якості можна отримати, якщо забезпечити мінімальну присутність сталевої складової у металі стику. Але обидва ці способи не дозволяють виконати торцеве приварювання шпильки до листа. Одним з найбільш поширених засобів боротьби із інтерметалевими сполуками у з'єднанні, отриманому зваренням плавленням, є покриття сталевої деталі алюмінієм [патент DE 10 2006 056 489 А1, ВПК В23К 31/02, Verfahren zur Herstellung eines Stahl-/Aluminium-Verbundbauteils] або застосування біметалевого перехідника [Судостроение 1990. № 12, 26-28], створеного прокаткою, зварюванням тертям [Schweißen und Schneiden. 2006. 58, № 1, 23-28] або вибухом [Рябов В.Р. Применение биметаллических и армированных сталеалюминиевых соединений. М.: Металургія, 1975]. Але застосування біметалевої шпильки знижує її міцність до міцності алюмінієвої частини, тобто не має сенсу, бо можна у такому випадку використати суцільну алюмінієву шпильку. Таким чином, наявні засоби боротьби із утворенням інтерметалевих сполук не дають очікуваного ефекту при приварюванні сталевої шпильки до алюмінієвого листа. Як буде показано в подальшому, найбільш ефективним у боротьбі з утворенням інтерметалевих сполук при торцевому зварюванні сталевих шпильок з алюмінієвим листом є зниження вмісту заліза в зварювальному металі між шпилькою та листом завдяки охолодженню шпильки при випарюванні низькотемпературного покриття на поверхні торця шпильки. Відомі конструкції шпильок з покриттям, призначених для торцевого приварювання. Це, поперше, сталеві шпильки для масового використання, що покриті міддю для запобігання корозії. Такі шпильки виготовляють багато фірм, наприклад, фірми Soyer та ОВО Betterman у ФРГ. Інше призначення мають покриття на алюмінієвих шпильках. Їх призначення полягає в захисті шпильки від взаємодії із киснем повітря при великому часі зберігання. Найбільш подібною винаходу, що пропонується, є шпилька по винаходу Німеччини DE 100 35 351 "Aluminiumschweißteil, insbesondere Aluminiumbolzen für das Bolzenschweißen, und Verfahren zum Verschweißen desselben". Згідно з описом, ця шпилька, що виготовлена з алюмінію, має покриття щонайменше на поверхні, що приварюється, із сплавів титану та/або хрому, та/або алюмінію. Таке покриття може бути застосоване і для сталевих шпильок, але воно не вирішує питання зниження плавлення шпильки, бо титан та хром мають температури кипіння 3442 K та 2840 K, відповідно. Тобто вище за температуру плавлення заліза 1812 K (наведені температури взяті із довідника "Физико-химические свойства элементов", К: "Наукова думка", 1965 г.). Теж саме стосується і алюмінієвого покриття з температурою кипіння 2621 K та міді, про яку ми згадували вище, що має температуру кипіння 3180 K. Таким чином, випаровування покриття, що пропонується, не забезпечує охолодження сталевої основи шпильки нижче температури плавлення і не зменшує кількість розплавленого 1 UA 100452 C2 5 10 15 заліза у металі стику. Окрім того, у німецькому патенті немає точної вказівки на потрібну товщину покриття, а тільки зроблене зауваження про те, що "максимальна товщина покриття вибирається таким чином, щоби матеріал покриття, який попадає у розплав в процесі зварювання, причиняв бажаний позитивний ефект відносно міцності та якості". В основу винаходу поставлена задача зменшення кількості розплавленого металу шпильки у металі стику при зварюванні деталей із різнорідних металів. Поставлена задача вирішується тим, що шпилька для торцевого приварювання до деталі, виробленої із металу, відмінного від металу шпильки, згідно з винаходом, має покриття із металу з температурою кипіння меншою, ніж температура плавлення основного металу шпильки, а товщина покриття вираховується в залежності від розміру шпильки, теплофізичних характеристик металу, з якого вона виготовлена, та режиму зварювання, якщо прийняти кількість металу шпильки в стику 2 %, по рівнянню: 1 4Q , 0.02 Me cT1 Q1 Me 2 D cov Q 2 cov де D - діаметр поверхні шпильки, що приварюється; Q - загальна енергія дуги; - частка енергії дуги, що виділяється на поверхні шпильки, що приварюється; Me , c , T1 - щільність, теплоємність та температура плавлення металу шпильки; Q1 - теплота плавлення металу шпильки; - товщина зварювального металу у стику; cov , Q 2 cov - щільність та теплота 20 25 30 35 40 45 50 випаровування металу покриття. Відмінністю шпильки, що пропонується, від відомих конструкцій є наявність покриття із металу з температурою кипіння меншою, ніж температура плавлення основного металу шпильки, а товщина покриття вираховується в залежності від розміру шпильки, теплофізичних характеристик металу, з якого вона виготовлена, та режиму зварювання по наведеному вище рівнянню. Позитивна якість такої конструкції шпильки для торцевого приварювання до деталі, виготовленої із металу, який може дати інтерметалідні сполуки із металом шпильки, полягає в тому, що завдяки випаровуванню покриття на шпильці, яке відбувається при нагріванні дугою між поверхнями шпильки та деталі, зменшується нагрівання основного металу шпильки та, відповідно, об'єм розплавленого основного металу шпильки, який переходить у метал стику між звареними деталями. На фіг. 1 показана конструкція шпильки для торцевого приварювання до деталей, що виготовлені із металу, відмінного від металу шпильки. На фіг. 2 показані фотографії мікроструктур зварних з'єднань сталевих шпильок М6, що мали покриття різного складу, та листа із алюмінієвого сплаву АМг3 δ=3 мм. ×125: а - без покриття; б - хромована; в - оцинкована. На фіг. 3 показаний графік розподілу мікротвердості через зону етика з'єднань сталевих шпильок, що мали покриття різного складу, та листа із алюмінієвого сплаву АМг3 (ліворуч АМг3). На фіг. 4 наведена порівняльна діаграма міцності з'єднань сталевих шпильок з різними покриттями, зварених із алюмінієвим листом. Покриття 2 (фіг. 1) із металу, що має температуру випаровування нижче за температуру плавлення шпильки 1, наноситься на шпильку одним із відомих способів, наприклад електрохімічним, який придатнийдля більшості металів. При цьому покриття може закривати всю поверхню шпильки, як показано на фіг. 1, що найбільш технологічне, або щонайменше торцеву поверхню сталевої шпильки, якою вона буде приварена до алюмінієвої деталі 3. Товщину покриття Δ можна підрахувати, виходячи із умови вмісту сталевої складової у розплаві 2 % при товщині слою затверділого металу між з'єднаними деталями (зварювального металу) 10 % D - діаметра привареної торцевої поверхні шпильки [Bolzenschweißen: Grundlagen und Anwendung / Trillmich, Welz. - Düsseldorf: DVS-Verlag, 1997], по рівнянню 1 4Q , 0.02 Me cT1 Q1 Me 2 D cov Q2 cov де D - діаметр поверхні шпильки, що приварюється; Q - загальна енергія дуги; - частка енергії дуги, що виділяється на поверхні шпильки, що приварюється; Me , c , T1 - щільність, теплоємність та температура плавлення металу шпильки; 2 Q1 - теплота плавлення металу UA 100452 C2 5 10 15 20 - товщина зварювального металу у стику; cov , Q 2 cov - щільність та теплота випаровування металу покриття. Розрахунок для цинкового покриття дає товщину покриття біля 14 мкм. Оскільки частка енергії дуги, що виділяється на поверхні шпильки, відміняється в залежності від конкретних умов горіння дуги (локальний склад атмосфери, її тиснення, довжина дуги і т.п.) розрахункова товщина покриття є орієнтовною і повинна бути уточнена експериментально. Наведені вище умови отримання з'єднання між шпилькою із сталі 10 та листом із алюмінієвого сплаву АМг3, при яких у зварювальному металі відсутні крихкі інтерметалідні сполуки Fe-Al, перевірялись при приварці сталевої шпильки М6 з торцевою поверхнею 07,5 мм до алюмінієвого листа товщиною 3 мм. Дослідження проводилися із шпильками, які гальванічним способом були покриті хромом (tкип=2840 K) та цинком (tкип=1180 K). Контрольні досліди робились із шпильками з непокритою поверхнею. Товщина покриття складала біля 20 мкм. Фотографії на фіг. 2 показують відсутність дефектів в зоні з'єднання. Аналіз цих фото показує, що товщина зварювального металу зменшується при покритті поверхні шпильки, і найменша товщина зони кристалізації, відповідно до очікуваного, при покритті шпильки цинком. Наочно це видно з фіг. 3. У всіх випадках (фіг. 3) максимальна зафіксована твердість в 2 рази нижче за твердість інтерметаліду FeAl3 (960 кПа [Вол А.Е. Строение и свойства двойных металлических систем. T.1. M: Физматгиз. 1959. 755 с.]). Це засвідчує про відсутність безперервного шару крихких інтерметалідів. Найбільш наявно позитивна якість шпильки, що пропонується, видна на діаграмі фіг. 4. З неї видно, що покриття шпильки цинком дозволяє підвищити міцність з'єднання більш ніж в 2 рази. шпильки; ФОРМУЛА ВИНАХОДУ 25 30 1. Шпилька для торцевого приварювання, що має покриття щонайменше на поверхні, що приварюється, яка відрізняється тим, що метал покриття має температуру кипіння нижче за температуру плавлення основного металу шпильки. 2. Шпилька за п. 1, яка відрізняється тим, що товщина покриття вираховується по рівнянню 1 4Q 0.02 Me cT1 Q1 Me , 2 D cov Q2 cov де D - діаметр шпильки, що приварюється; Q - загальна енергія дуги; - частка енергії дуги, що виділяється на поверхні шпильки, що приварюється; Me , c , T1 - щільність, теплоємність та температура плавлення металу шпильки; Q1 - теплота плавлення металу шпильки; 35 товщина зварювального металу у стику; cov , Q 2 cov - щільність та теплота випаровування металу покриття. 3 UA 100452 C2 4 UA 100452 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюStud for butt welding
Автори англійськоюPaton Borys Yevhenovych, Kaleko Davyd Mykhailovych
Назва патенту російськоюШпилька для торцевой приварки
Автори російськоюПатон Борис Евгеньевич, Калеко Давид Михайлович
МПК / Мітки
МПК: B23K 9/20
Мітки: приварювання, шпилька, торцевого
Код посилання
<a href="https://ua.patents.su/7-100452-shpilka-dlya-torcevogo-privaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Шпилька для торцевого приварювання</a>
Спосіб приварювання шпильок
Номер патенту: 66970
Опубліковано: 15.06.2004
Автор: Калеко Давид Михайлович
МПК: B23K 9/00
Мітки: шпильок, приварювання, спосіб
Формула / Реферат:
Спосіб конденсаторного приварювання шпильок, при якому на кінці шпильки виконують тонкий виступ (стартер дуги), підключають шпильку і деталь, до якої вона повинна бути приварена, до попередньо заряджених конденсаторів, переміщають шпильку виступом вперед з початкового положення в напрямку до деталі, у результаті чого між шпилькою, що приварюється, і деталлю запалюється електрична дуга, яка оплавляє стиковані поверхні, потім осаджують шпильку...
Апарат для приварювання шпильок
Номер патенту: 92389
Опубліковано: 25.10.2010
Автори: Калеко Давид Михайлович, Драченко Микола Петрович, Коротинський Олександр Євтіхійович, Патон Борис Євгенович, Мацас Євген Євгенович, Пілянкевич Євген Олександрович
МПК: B23K 9/20
Мітки: шпильок, апарат, приварювання
Формула / Реферат:
1. Апарат для приварювання шпильок, який складається з переносного енергетичного блока, що має блок зарядження конденсаторної батареї, послідовно приєднаний до конденсаторної батареї, і блок контролю напруги заряду, що приєднаний до блока зарядження конденсаторів і конденсаторної батареї, та ручного зварювального пістолета, що з'єднані між собою зварювальним кабелем, який відрізняється тим, що між конденсаторною батареєю та зварювальним...
Спосіб електродугового приварювання труб до плоских поверхонь
Номер патенту: 65080
Опубліковано: 15.03.2004
Автори: Щетинін Сергій Вікторович, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: приварювання, поверхонь, спосіб, електродугового, плоских, труб
Формула / Реферат:
Спосіб електродугового приварювання труб до плоских поверхонь із розплавлюванням крайок, що стикуються електродом, що плавиться, який відрізняється тим, що зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу:де -...
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання
Номер патенту: 63127
Опубліковано: 15.01.2004
Автори: Калеко Давид Михайлович, Чвертко Наталія Анатоліївна
МПК: C21D 8/06
Мітки: алюмінієвого, виготовлення, одержання, призначених, шпильок, конденсаторного, заготівок, сплаву, ударного, приварювання, спосіб
Формула / Реферат:
Спосіб одержання заготівок алюмінієвого сплаву для виготовлення шпильок, призначених для ударного конденсаторного приварювання, що включає операції виливання заготівки, охолодження її до температури 370 - 480 °С, прокатки напівфабрикату, протягання його до номінального діаметра, який відрізняється тим, що перед виготовленням шпильок напівфабрикат стрижня повторно нагрівають до температури розчинення надлишкової фази в межах 300 - 450 °С,...
Пристрій для приварювання шипів
Номер патенту: 62949
Опубліковано: 15.01.2004
Автор: Юрченко Валерій Іванович
МПК: B23K 9/20
Мітки: приварювання, шипів, пристрій
Формула / Реферат:
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному...
Попередній патент: Повітрозабірна система кільцевого охолоджувача, кільцевий повітряний канал та кільцевий жолоб
Наступний патент: Низькоцементна вогнетривка бетонна суміш
Випадковий патент: Спосіб лікування хворих на нейроциркуляторну дистонію з аритмічним клінічним синдромом