Спосіб і пристрій для видалення окалини з металевої штаби

Формула / Реферат
1. Спосіб виробництва стального плоского прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, які обтискуються і які потім проходять через чорнову прокатну лінію і через чистову прокатну лінію, причому перед обтисненням з кромок плоского прокату видаляють окалину, при цьому окалину з кромок плоского продукту видаляють за допомогою рідини, яка знаходиться під високим тиском, зокрема щонайменше одного водяного струменя високого тиску, який відрізняється тим, що струмені рідини високого тиску спрямовують на кромки прокату за допомогою першого пристрою (2) для видалення окалини з обох кромок плоского прокату, який містить відповідно декілька спрямованих на кромки сопел, причому сопла (6а, 6b, 6с; 7а, 7b, 7с) розташовують на бічних напрямних, на обернених до обтискного пристрою (1) кінцях бічних напрямних, і разом з бічними напрямними регулюють по ширині.
2. Спосіб за п. 1, який відрізняється тим, що після проходження чорнової прокатної лінії і перед проходженням чистової прокатної лінії з кромок плоского прокату повторно видаляють окалину.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що щонайменше один водяний струмінь високого тиску подають на плоский прокат під кутом від 60° до 90° відносно бічної поверхні плоского прокату, зокрема під кутом, що дорівнює 75°.
4. Прокатна лінія для виробництва плоского стального прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, який включає в себе перший обтискний пристрій (1), чорнову прокатну лінію і чистову прокатну лінію, яка відрізняється тим, що перед першим обтискним пристроєм (1) розташований перший пристрій (2) для видалення окалини з кромок плоского прокату, причому перший пристрій (2) для видалення окалини з обох кромок плоского прокату включає в себе відповідно декілька спрямованих на кромки сопел (6а, 6b, 6с; 7а, 7b, 7с), при цьому сопла (6а, 6b, 6с; 7а, 7b, 7с) розташовані на бічних напрямних, на обернених до обтискного пристрою (1) кінцях бічних напрямних, і разом з бічними напрямними регулюються по ширині.
5. Прокатна лінія за п. 4, яка відрізняється тим, що згадані сопла розташовані на лінійках (4, 5) бічних напрямних і разом зі згаданими лінійками (4, 5) регулюються по ширині.
6. Прокатна лінія за п. 4 або п. 5, яка відрізняється тим, що другий обтискний пристрій передбачений перед чистовою прокатною лінією, а перед ним розташований другий пристрій для видалення окалини, призначений для видалення окалини з кромок плоского прокату.
7. Прокатна лінія за п. 6, яка відрізняється тим, що другий пристрій для видалення окалини з обох кромок включає в себе відповідно щонайменше одне сопло, спрямоване на кожну з двох кромок плоского прокату, з якого на кромки смуги під високим тиском подається струмінь рідини, зокрема вода.
8. Прокатна лінія за будь-яким із пп. 4-7, яка відрізняється тим, що рідина відповідно під кутом від 60° до 90° відносно бічної поверхні плоского прокату, зокрема під кутом, що дорівнює 75°, подається з сопел (6а, 6b, 6с; 7а, 7b, 7с) на плоский прокат.
Текст
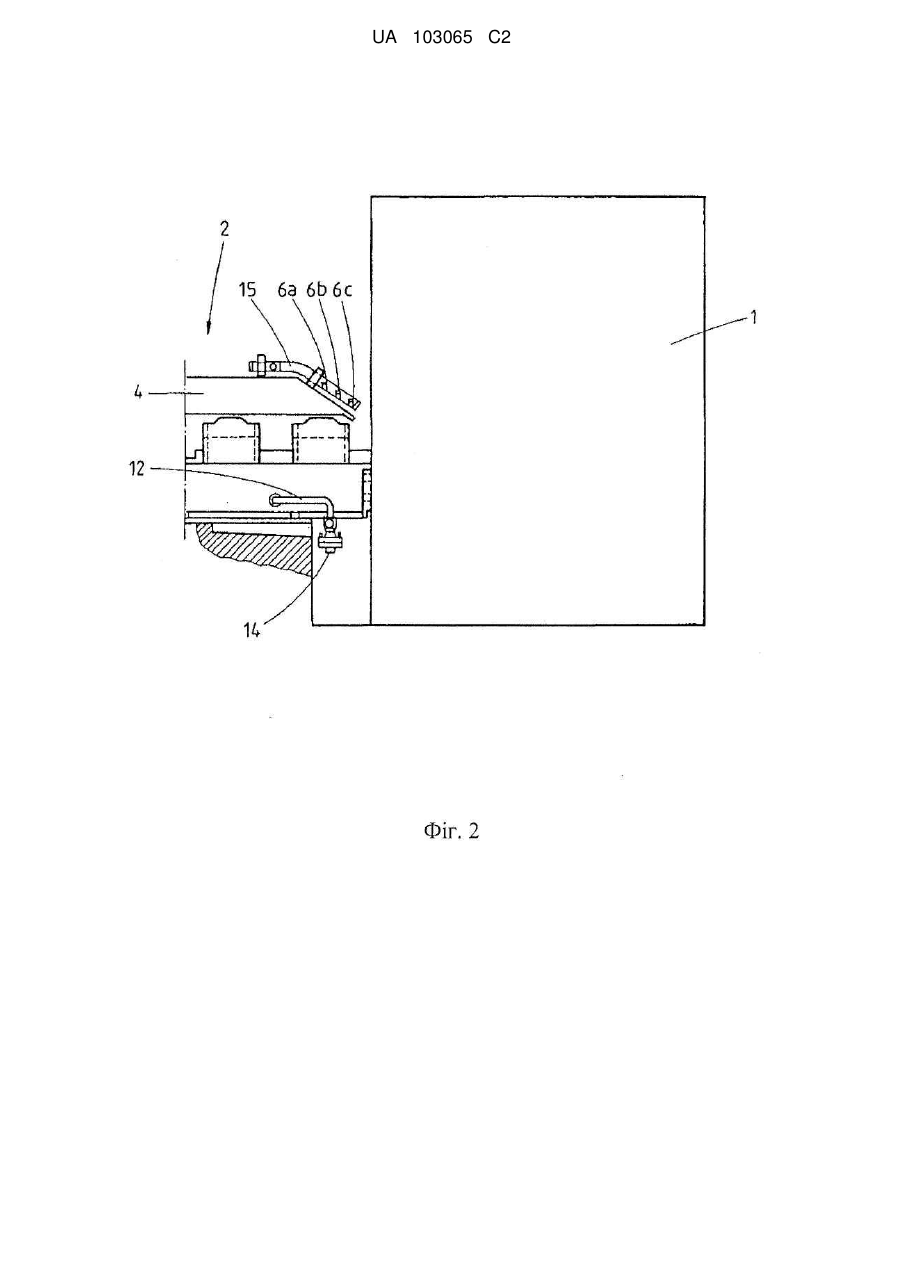
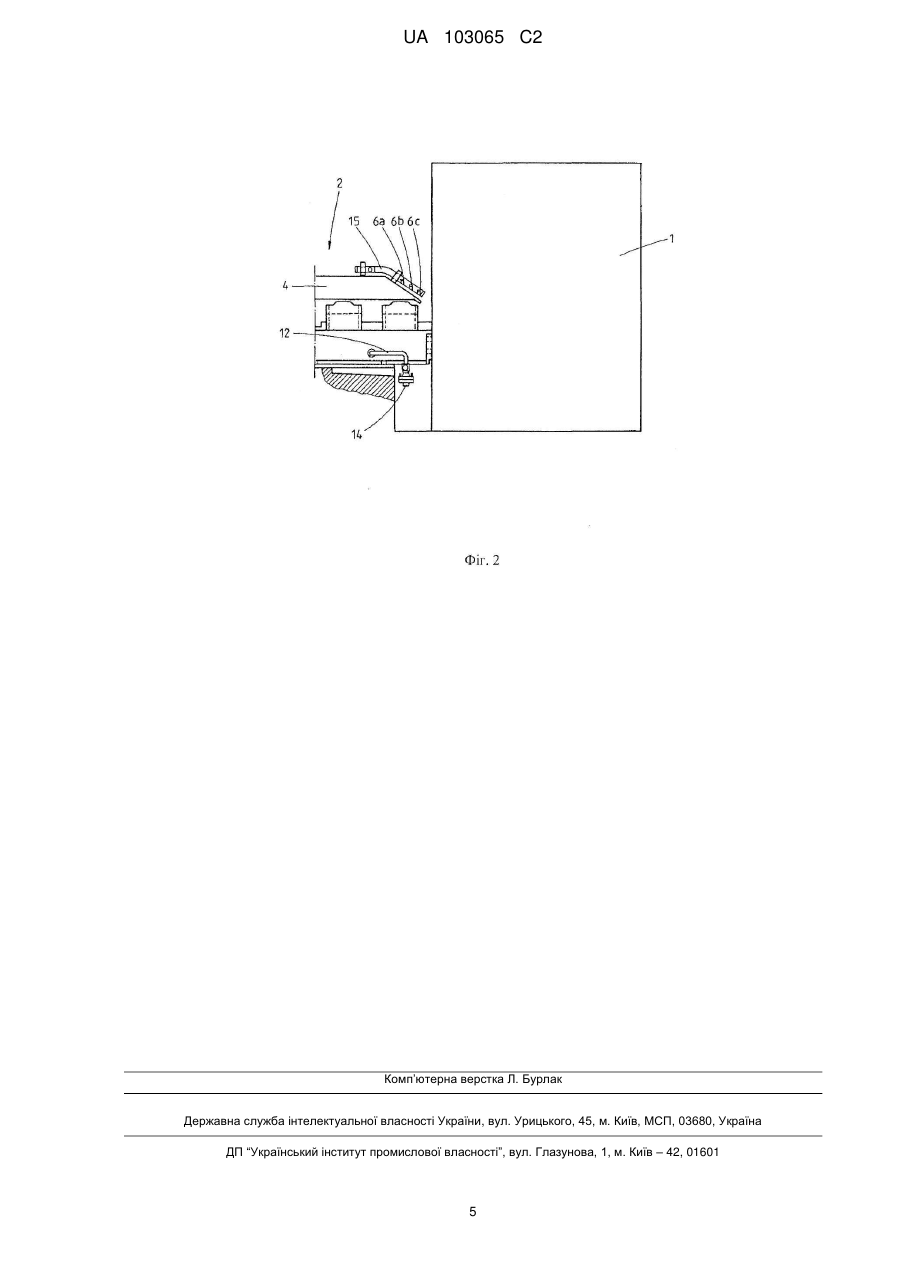
Реферат: Спосіб виробництва сталевого плоского прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, які обтискаються і потім проходять через чорнову прокатну лінію і через чистову прокатну лінію, в якому перед обтисненням плоского прокату з кромок штаби видаляється окалина. Спосіб здійснюється в прокатній лінії, яка включає в себе щонайменше один перший обтискний пристрій (1), чорнову прокатну лінію і чистову прокатну лінію. Прокатна лінія відрізняється тим, що перед першим обтискним пристроєм (1) розташований перший пристрій (2) для видалення окалини з кромок плоского прокату. UA 103065 C2 (12) UA 103065 C2 UA 103065 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу виробництва плоского сталевого прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, які обтискаються і які потім проходять через чорнову лінію прокатки і через чистову лінію прокатки. За допомогою способу виробництва плоского прокату зі сталі або іншого металу безперервнолиті сляби великої або середньої товщини або тонкі безперервнолиті заготовки обробляються в одно- або багатокліттьовій чорновій лінії прокатки і рольганзі, що служить для транспортування плоского прокату і для реверсування. Спосіб здійснюється за допомогою відкидної, теплоізолюючої і забезпеченої захисним кожухом ділянки рольганга, індукційного нагрівального пристрою для регульованого нагрівання підкату до заданої температури по довжині і ширині підкату, в багатокліттьовій чистовій лінії прокатки, забезпеченій відвідним рольгангом, що включає в себе пристрій для охолоджування плоского прокату, а також у встановлених в кінці прокатного стану намотувальних машинах для змотування готової штаби. З ЕР 1 305 122 В1 відомий спосіб, за допомогою якого тонка штаба з вуглецевих сталей або легованих цементованих або термічно поліпшених сталей прокатується для одержання однієї або декількох чорнових штаб в два етапи з перервою для проміжного охолоджування шляхом реверсування на рольганзі. Чорнові штаби при комбінованому впливі захисних кожухів і нагрівального пристрою нагріваються до заданої температури по довжині і ширині і в багатокліттьовій чистовій прокатній лінії прокатуються в двофазній області (аустеніт-феріт) з одержанням тонких, високоміцних готових штаб, при цьому завдяки тому, що температура прокатки першого етапу деформації в чорновій лінії при загальному обтисненні, що дорівнює від 40 до 70 %, знаходиться у верхній аустенітній області, структура безперервного лиття перетворюється в структуру прокату шляхом повної рекристалізації. Завдяки дрібнозернистій і частково зміцненій структурі початкова критична температура переходу в двофазну область підвищується і, щоб знизити опори деформації, час перетворення скорочується. Залежно від товщини і положення чорнової штаби, товщини готової штаби, швидкості подачі в чистову лінію і охолоджуючої дії пристрою для гідрозбивання окалини перед чистовою лінією, чорнову штабу по своїй довжині і ширині при комбінованому впливі закритих захисних кожухів і індукційного нагрівального пристрою рівномірно встановлюють на задану температуру так, що прокатка в чистовій прокатній лінії при всіх проходах здійснюється в двофазній області. Пристрій для гідрозбивання окалини розташований в напрямку прокатки після чорнової прокатної лінії і безпосередньо перед чистовою прокатною лінією і служить для видалення окалини з поверхонь, але не з кромок слябів. З JP 07 047 419 А відомий спосіб гарячої прокатки, при якому перед чорновою прокатною кліттю передбачений обтискний пристрій для бічного обтиснення прокатуваної штаби. У цьому випадку між обтискним пристроєм і чорновою прокатною кліттю передбачений пристрій для видалення окалини, за допомогою якого водоструминним методом видаляється окалина з поверхонь безперервнолитих слябів. Тому на обтискному пристрої на двох бічних обтискних валках розташовані захисні щитки, які повинні перешкоджати тому, щоб вода з пристрою для видалення окалини охолоджувала прокатну штабу на бічних сторонах. Захисні щитки розташовані на бічних напрямних, так що при зміні ширини штаби змінюється також відстань від захисних щитків до прокатної штаби. У ЕР 1 305 102 В1 описаний спосіб виробництва і установка для виробництва тонкого плоского прокату, забезпечена пристроєм для гідрозбивання окалини, призначеним для видалення окалини з верхньої сторони і нижньої сторони безперервнолитого сляба. З JP 07 284 838 А відомий пристрій для видалення окалини з кромок штаби (позиція 2, side edge descaler), при цьому рідина через сопла впливає на кромку штаби. Задачею винаходу є створити спосіб для очищення металевої штаби під час виготовлення, вдосконалений в порівнянні зі способами, відомими з рівня техніки. Відповідно до винаходу ця задача у вищевказаному способі вирішується за рахунок того, що перед обтисненням з кромок плоского прокату видаляється окалина. Без видалення окалини з кромок штаби існує небезпека, що при обтисненні окалина закочується, і це негативно вплине на якість прокатної штаби. За допомогою винаходу усувається цей недолік прокатної штаби по рівню техніки. Переважні вдосконалені варіанти здійснення винаходу містяться в залежних пунктах формули винаходу. Відповідно до винаходу, переважно, передбачено, що після проходження чорнової прокатної лінії і перед проходженням чистової прокатної лінії з кромок катаної штаби ще раз видаляється окалина. Після цього вони можуть бути ще раз обтиснеш. 1 UA 103065 C2 5 10 15 20 25 30 35 40 45 50 55 60 Переважним чином окалина видаляється з кромок катаної штаби за допомогою рідини, що знаходиться під високим тиском, зокрема, щонайменше одного високонапорного водяного струменя. Щоб досягти оптимального видалення окалини, щонайменше один водяний струмінь високого тиску під кутом від 60° до 90° відносно бічної поверхні плоского прокату, зокрема, під кутом, який дорівнює 75°, спрямовується на плоский прокат. У випадку розташування станції для видалення окалини перед чистовою прокатною лінією водяні струмені спрямовуються на кромки штаби, переважно, з трьох розташованих одне над одним сопел. Винахід стосується також прокатної лінії для виробництва сталевого плоского прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, що включає в себе перший обтискний пристрій, чорнову лінію і чистову лінію. Відповідно до винаходу прокатна лінія відрізняється тим, що перед першим обтискним пристроєм розташований перший пристрій для видалення окалини з кромок плоского прокату. Крім того, у вдосконаленому варіанті здійснення може бути передбачений другий обтискний пристрій перед чистовою прокатною лінією, а перед ним другий пристрій для видалення окалини, призначений для видалення окалини з кромок плоского прокату. У переважному варіанті здійснення прокатної лінії перший пристрій для видалення окалини з обох кромок плоского прокату включає в себе відповідно декілька спрямованих на кромки штаби сопел, зокрема, по три сопла. Другий пристрій для видалення окалини включає в себе, відповідно до зменшеної в результаті прокатки товщини штаби, на обох кромках щонайменше по одному соплу, спрямованому на кожну з двох кромок катаної штаби, з якого на кромки штаби під високим тиском подається струмінь рідини, зокрема, вода. Переважно, зокрема, якщо сопла розташовані на бічних напрямних прокатної лінії, зокрема, на лінійках бічних напрямних, на повернутих до обтискного пристрою кінцях бічних напрямних, і разом з бічними напрямними, зокрема, з лінійками, можуть регулюватися по ширині. Кріплення сопел на бічних напрямних або, відповідно, на лінійках має конкретно ту перевагу, що відстань від сопел до кромки штаби завжди стала/однакова, за умови, що бічні напрямні або, відповідно, лінійки завжди висуваються до кромок штаби (що завжди відбувається на практиці). Стала відстань від сопел до кромки штаби сприяє сприятливим чином сталій ударній дії (Impact) водяного струменя з сопел на кромки штаби і разом з тим рівномірно ефекту видалення окалини. Переважно також, якщо сопла подають струмені рідини відповідно під кутом, який дорівнює від 60° до 90°, відносно бічної поверхні плоского прокату, зокрема, під кутом, що дорівнює 75°, на кромки плоского прокату. Нижче винахід пояснюється детальніше на одному з прикладів здійснення. Показано: фіг. 1 вигляд перерізу чорнової штаби і його напрямної в прокатній лінії для виробництва сталевого плоского прокату з виглядом зверху пристрою для видалення окалини, призначеного для видалення окалини з бічних кромок плоского прокату і фіг. 2 вигляд збоку прокатної лінії, показаної на фіг. 1, в області перед обтискною кліттю, частково в розрізі. Прокатна лінія, яка, наприклад, розташована після розливної машини для виробництва безперервнолитих слябів великої або середньої товщини, включає в себе ножиці для розділення безперервнолитої заготовки на сляби, піч для нагрівання або гомогенізації, призначена для нагрівання безперервнолитих слябів холодного або гарячого посаду або для гомогенізації тонких безперервнолитих заготовок по початковій температурі прокатки, і перед обтискним пристроєм 1 (фіг. 2) для бічного обтиснення плоского прокату включає в себе пристрій 2 для видалення окалини (фіг. 1, 2), призначений для видалення окалини з бічних кромок плоского прокату, при цьому обтискний пристрій 1, в свою чергу, розташований перед чистовою прокатною лінією. Плоский прокат або штаби транспортуються за допомогою роликів 3. Двома своїми подовжніми кромками плоский прокат спрямовується по лінійках 4, 5, які, залежно від ширини плоского прокату, проходять в різних положеннях. Для цього необхідно, щоб обидві лінійки 4, 5 були розташовані з можливістю зміщення симетрично відносно центра в напрямку подвійної стрілки А упоперек напрямку прокатки плоского прокату. На повернутих до обтискного пристрою 1 передніх кінцях лінійок 4, 5 розташовані по три розпилювальні сопла 6а, 6b, 6с або, відповідно, 7а, 7b і 7с для розпилення високонапірних водяних струменів на кромки прокатної штаби. З кожного з сопел 6а, 6b, 6с, 7а, 7b і 7с конусоподібно випускається вода, при цьому водяні струмені перекриваються для суцільної подачі на бічні кромки плоского прокату і видалення окалини. 2 UA 103065 C2 5 10 Крім того, в області проходження прокатної штаби поза положеннями сопел 6а, 6b, 6с, 7а, 7b і 7с з обох сторін для захисту від бризок є по одній бризкозахисній стінці 8, 9, яка встановлена, переважно, нерухомо. Крізь кожну з бризкозахисних стінок 8, 9 проходить гнучкий з'єднувальний канал 10 або, відповідно, 11, який відповідно зсередини забезпечений високонапірним шлангом 12, 13, призначеним для підведення води із загального підвідного трубопроводу 14. При зміні положення сопел 6а, 6b, 6с, 7а, 7b і 7с відповідно до ширини прокатної штаби з'єднувальні канали 10, 11 і разом з ними шланги 12, 13 також можуть зміщуватися. Сопла 6а, 6b, 6с, 7а, 7b і 7с з обох сторін відповідно інтегровані в розпилювальні балки 15, 16, які утворюють механічно жорсткий наконечник шлангів 12, 13. Розпилювальні балки 15, 16 закріплені на лінійках 4, 5 і можуть переміщуватися разом з ними. Завдяки цьому забезпечується незалежний від ширини прокатної штаби, сталий вплив водяних струменів на бічні кромки прокатної штаби для видалення з них окалини, так що вона не закочувалася в обтискному пристрої 1, завдяки чому поліпшується якість прокатної штаби. 15 20 25 30 35 Перелік позначень 1 Обтискний пристрій 2 Пристрій для видалення окалини 3 Ролики 4 Лінійка 5 Лінійка 6а Сопло 6b Сопло 6с Сопло 7а Сопло 7b Сопло 7с Сопло 8 Бризкозахисна стінка 9 Бризкозахисна стінка 10 З'єднувальний канал 11 З'єднувальний канал 12 Шланг 13 Шланг 14 Підвідний трубопровід 15 Розпилювальна балка 16 Розпилювальна балка А Подвійна стрілка ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб виробництва стального плоского прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, які обтискуються і які потім проходять через чорнову прокатну лінію і через чистову прокатну лінію, причому перед обтисненням з кромок плоского прокату видаляють окалину, при цьому окалину з кромок плоского продукту видаляють за допомогою рідини, яка знаходиться під високим тиском, зокрема щонайменше одного водяного струменя високого тиску, який відрізняється тим, що струмені рідини високого тиску спрямовують на кромки прокату за допомогою першого пристрою (2) для видалення окалини з обох кромок плоского прокату, який містить відповідно декілька спрямованих на кромки сопел, причому сопла (6а, 6b, 6с; 7а, 7b, 7с) розташовують на бічних напрямних, на обернених до обтискного пристрою (1) кінцях бічних напрямних, і разом з бічними напрямними регулюють по ширині. 2. Спосіб за п. 1, який відрізняється тим, що після проходження чорнової прокатної лінії і перед проходженням чистової прокатної лінії з кромок плоского прокату повторно видаляють окалину. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що щонайменше один водяний струмінь високого тиску подають на плоский прокат під кутом від 60° до 90° відносно бічної поверхні плоского прокату, зокрема під кутом, що дорівнює 75°. 4. Прокатна лінія для виробництва плоского стального прокату з безперервнолитих слябів великої або середньої товщини або з тонких безперервнолитих заготовок, який включає в себе перший обтискний пристрій (1), чорнову прокатну лінію і чистову прокатну лінію, яка відрізняється тим, що перед першим обтискним пристроєм (1) розташований перший пристрій 3 UA 103065 C2 5 10 15 (2) для видалення окалини з кромок плоского прокату, причому перший пристрій (2) для видалення окалини з обох кромок плоского прокату включає в себе відповідно декілька спрямованих на кромки сопел (6а, 6b, 6с; 7а, 7b, 7с), при цьому сопла (6а, 6b, 6с; 7а, 7b, 7с) розташовані на бічних напрямних, на обернених до обтискного пристрою (1) кінцях бічних напрямних, і разом з бічними напрямними регулюються по ширині. 5. Прокатна лінія за п. 4, яка відрізняється тим, що згадані сопла розташовані на лінійках (4, 5) бічних напрямних і разом зі згаданими лінійками (4, 5) регулюються по ширині. 6. Прокатна лінія за п. 4 або п. 5, яка відрізняється тим, що другий обтискний пристрій передбачений перед чистовою прокатною лінією, а перед ним розташований другий пристрій для видалення окалини, призначений для видалення окалини з кромок плоского прокату. 7. Прокатна лінія за п. 6, яка відрізняється тим, що другий пристрій для видалення окалини з обох кромок включає в себе відповідно щонайменше одне сопло, спрямоване на кожну з двох кромок плоского прокату, з якого на кромки смуги під високим тиском подається струмінь рідини, зокрема вода. 8. Прокатна лінія за будь-яким із пп. 4-7, яка відрізняється тим, що рідина відповідно під кутом від 60° до 90° відносно бічної поверхні плоского прокату, зокрема під кутом, що дорівнює 75°, подається з сопел (6а, 6b, 6с; 7а, 7b, 7с) на плоский прокат. 4 UA 103065 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for descaling a metal strip
Автори англійськоюBender, Hans-Jurgen
Автори російськоюБендер Ханс-Юрген
МПК / Мітки
МПК: B21B 45/08
Мітки: пристрій, штаби, спосіб, видалення, металевої, окалини
Код посилання
<a href="https://ua.patents.su/7-103065-sposib-i-pristrijj-dlya-vidalennya-okalini-z-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для видалення окалини з металевої штаби</a>
Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Брісбергер Рольф, Цербе Рюдігер, Кречмер Маттіас, Фромманн Клаус, Сєнокосов Андрєй Євгєньєвіч, Беренс Хольгер, Сєнокосов Євгєній Стєпановіч
МПК: B21B 45/04, B08B 7/00, C21D 1/82
Мітки: видалення, штаби, окалини, пристрій, металевої, спосіб
Формула / Реферат:
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5)...
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Грамер Андреас, Резе Хайнріх, Габріель Хайнц Дітер, Кремер Штефан, Зайдель Юрген, Ріхтер Ханс-Петер, Тіммербойль Вальтер
МПК: B22D 11/22, B22D 11/14, B21B 1/46, B22D 11/06, B21C 1/02, B08B 3/02, B08B 3/00
Мітки: пристрій, гарячого, установці, штаби, здійснення, спосіб, окалини, обробки, видалення, сляба, прокатування, тонкого
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Пристрій і спосіб для намотування штаби зі змінюваною товщиною штаби, зокрема металевої штаби
Номер патенту: 101431
Опубліковано: 25.03.2013
Автори: Резе Хайнріх, Цилєнбах Міхаель
МПК: B65H 39/00, B21C 47/04, B65H 35/00, B21C 47/00, B21C 47/26
Мітки: спосіб, штаби, металевої, змінюваною, пристрій, товщиною, зокрема, намотування
Формула / Реферат:
1. Пристрій для намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), який містить пристрій (1) нанесення, призначений для подачі матеріалу, що деформується, на намотувану штабу (3), причому пристрій (1) нанесення включає в себе засоби (11, 22) для отримання піддатливого, зокрема еластичного, матеріалу або само розширюваного, або спінюваного матеріалу і нанесення матеріалу близько до поверхні на металеву штабу (3) під час...
Пристрій для очищення від окалини гарячекатаної штаби
Номер патенту: 45140
Опубліковано: 15.03.2005
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Мельник Станіслав Михайлович, Пелець Сергій Миколайович, Максаков Анатолій Іванович
МПК: B08B 3/12, B21B 45/04
Мітки: очищення, окалини, штаби, пристрій, гарячекатаної
Формула / Реферат:
1.Пристрій для очищення від окалини гарячекатаної штаби, що містить ультразвуковий генератор, збуджувальний і відбивний хвилеводи, і ролики, які встановлені до і після ультразвукового генератора, який відрізняється тим, що відбивний хвилевід, виконаний у вигляді пластини, з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відбивний хвилеводи занурені у ванну з рідким середовищем.2. Пристрій за п. 1, який...
Пристрій для видалення окалини із плоского прокату
Номер патенту: 21455
Опубліковано: 15.03.2007
Автори: Євгиненко Ігор Олександрович, Бердніков Олег Костянтинович
МПК: B21B 45/04
Мітки: окалини, плоского, видалення, прокату, пристрій
Формула / Реферат:
Пристрій для видалення окалини із плоского прокату, що містить вхідні і вихідні відтискні ролики із встановленими між ними транспортними роликами, а також дві пари колекторів, кожна з яких складається з верхнього та нижнього колектора із соплами, розміщеними в одній парі колекторів по всій довжині, який відрізняється тим, що він оснащений привідними напрямними лінійками з вертикальними стінками, встановленими перед вхідними відтискними...
Попередній патент: Спосіб утворення технологічної пари
Наступний патент: Розчин барвника
Випадковий патент: Спосіб нанесення покриття на вироби з термопластичного поліуретану