Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Фромманн Клаус, Беренс Хольгер, Цербе Рюдігер, Сєнокосов Андрєй Євгєньєвіч, Кречмер Маттіас, Брісбергер Рольф, Сєнокосов Євгєній Стєпановіч
Формула / Реферат
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5) охолоджування, причому після пристрою (4, 5) охолоджування досягають заданої температури металевої штаби, який відрізняється тим, що охолоджування металевої штаби (1) щонайменше в одному пристрої (4, 5) охолоджування здійснюють шляхом приведення металевої штаби (1) в контакт з охолоджувальними валками (6, 7, 8, 9, 10, 11) при попередньо заданому куті (α) обмотування металевою штабою (1) поверхні валків.
2. Спосіб за п. 1, який відрізняється тим, що металевою штабою є гарячекатана штаба зі сталі звичайної якості або гарячекатана чи холоднокатана штаба з аустенітної або феритної нержавіючої сталі.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що металеву штабу (1) піддають щонайменше двократному плазмовому видаленню окалини з відповідним подальшим контрольованим охолоджуванням.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що останнє в напрямку (R) транспортування охолоджування здійснюють так, що металева штаба (1) залишає останній в напрямку (R) транспортування пристрій (5) охолоджування з температурою, яка менша або дорівнює 100 °С.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що плазмове видалення окалини здійснюють в кожному пристрої (2, 3) плазмового видалення окалини в такому режимі, що металева штаба після кожного пристрою (2, 3) видалення окалини має температуру не більше 200 °С.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що металеву штабу (1) щонайменше в зоні виникнення контакту з охолоджувальним валком (6, 7, 8, 9, 10, 11) підтримують під натягненням.
7. Спосіб за будь-яким із пп. 3-6, який відрізняється тим, що металеву штабу (1) при кожному охолоджуванні, що йде за плазмовим видаленням окалини, охолоджують по суті до однакової температури.
8. Спосіб за будь-яким із пп. 3-6, який відрізняється тим, що температуру металевої штаби (1) при кожному охолоджуванні, що йде за плазмовим видаленням окалини, знижують по суті на однакову величину.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що охолоджування металевої штаби (1) в одному або декількох пристроях (4, 5) охолоджування проводять при тиску, меншому ніж тиск оточуючого середовища, зокрема під вакуумом.
10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що охолоджування металевої штаби (1) в останньому за напрямком (R) переміщення пристрої (5) охолоджування здійснюють в присутності захисного газу, зокрема азоту.
11. Пристрій видалення окалини з металевої штаби (1), який містить щонайменше один пристрій (2, 3) плазмового видалення окалини, через який металева штаба (1) проходить в напрямку (R) транспортування, а також щонайменше один пристрій (4, 5) охолоджування, розташований в напрямку (R) транспортування за пристроєм (2, 3) плазмового видалення окалини, виконаний з можливістю контрольованого охолоджування металевої штаби (1) до заданої температури, зокрема для здійснення способу за будь-яким із пп. 1-10, який відрізняється тим, що щонайменше один пристрій (4, 5) охолоджування містить щонайменше три охолоджувальних валки (6, 7, 8, 9, 10, 11), які розташовані по відношенню один до одного таким чином і з можливістю такого переміщення, що є можливість зміни кута (α) обмотування металевою штабою (1) поверхні валків.
12. Пристрій за п. 11, який відрізняється тим, що металевою штабою (1) є гарячекатана штаба зі сталі звичайної якості або гарячекатана чи холоднокатана штаба з аустенітної або феритної нержавіючої сталі.
13. Пристрій за п. 11 або п. 12, який відрізняється тим, що в напрямку (R) транспортування металевої штаби (1) в кінці або за кожним пристроєм (4, 5) охолоджування розміщений щонайменше один датчик (12, 13) температури, з'єднаний з пристроєм (14, 15) регулювання, виконаним з можливістю забезпечення впливу на пристрій (4, 5) охолоджування за допомогою зміни охолоджувальної потужності і/або шляхом зниження швидкості (v) транспортування металевої штаби (1).
14. Пристрій за будь-яким із пп. 11-13, який відрізняється тим, що містить щонайменше два пристрої (2, 3) плазмового видалення окалини, до яких приєднані відповідні пристрої (4, 5) охолоджування.
15. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що містить засіб (16) переміщення, виконаний з можливістю забезпечення переміщення щонайменше одного охолоджувального валка (6, 7, 8, 9, 10, 11) по відношенню до іншого охолоджувального валка (6, 7, 8, 9, 10, 11) перпендикулярно осі обертання валків (6, 7, 8,9,10,11).
16. Пристрій за будь-яким із пп. 11-15, який відрізняється тим, що охолоджувальні валки (6, 7, 8, 9, 10, 11) є охолоджуваними рідким середовищем, зокрема водою.
17. Пристрій за будь-яким із пп. 11-16, який відрізняється тим, що містить засоби (17, 18) створення натягнення металевої штаби (1) щонайменше в зоні пристроїв (4, 5) охолоджування.
18. Пристрій за будь-яким із пп. 11-17, який відрізняється тим, що щонайменше два пристрої (2, 3) плазмового видалення окалини і щонайменше два пристрої (4, 5) охолоджування розташовані в лінію.
19. Пристрій за будь-яким із пп. 11-17, який відрізняється тим, що пристрій (2) плазмового видалення окалини розташований так, що металева штаба (1) в ньому проходить вертикально вгору або вниз, при цьому наступний пристрій (3) плазмового видалення окалини розташований так, що металева штаба (1) в ньому проходить вертикально вниз або вгору, причому між згаданими пристроями (2, 3) плазмового видалення окалини встановлений пристрій (4) охолоджування.
20. Пристрій за будь-яким із пп. 11-19, який відрізняється тим, що на зовнішній поверхні охолоджувальних валків (6, 7, 8, 9, 10, 11) щонайменше одного пристрою (4, 5) охолоджування нанесено покриття зі стійкого до зношування матеріалу, що має високу теплопровідність, зокрема тверде хромування або кераміка.
Текст
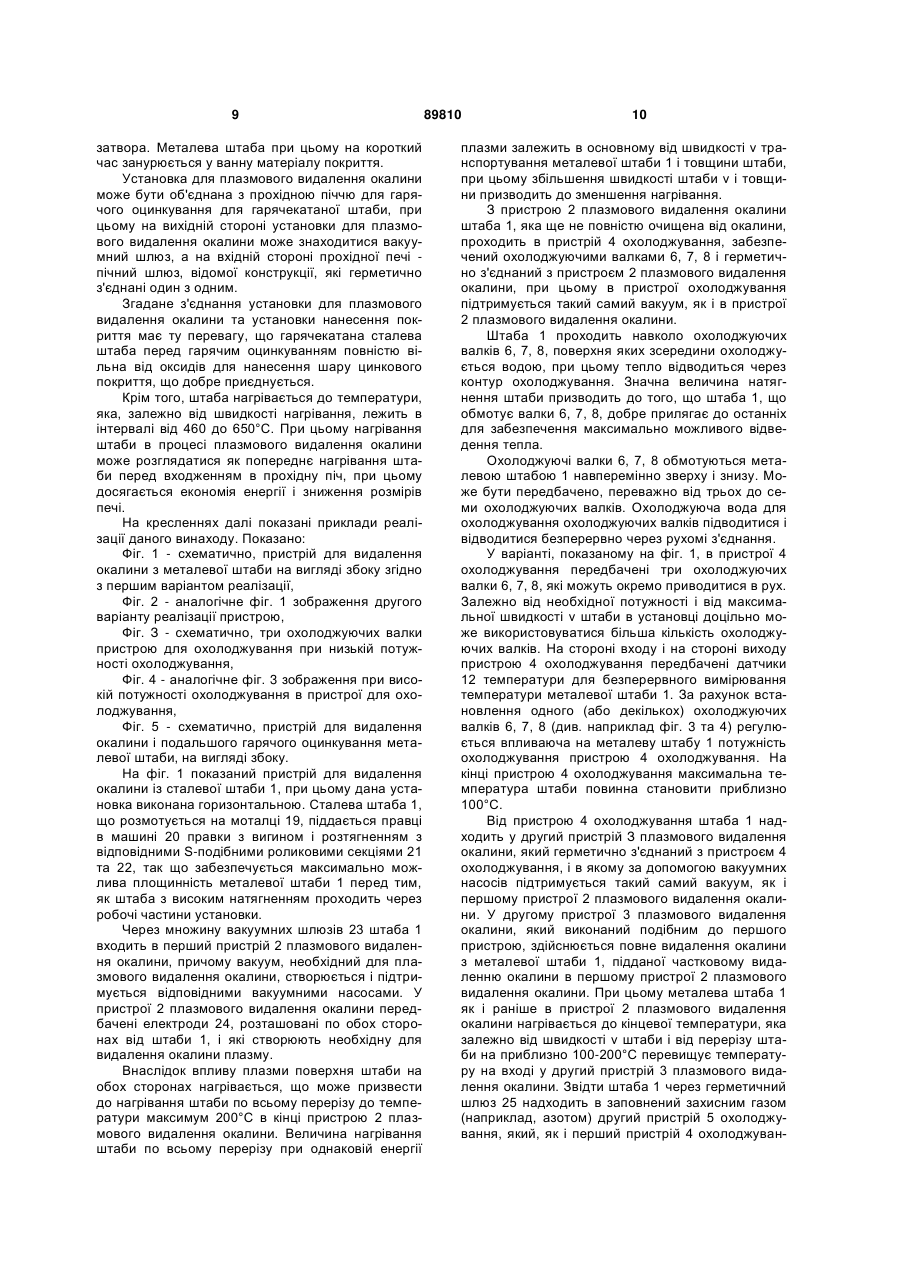
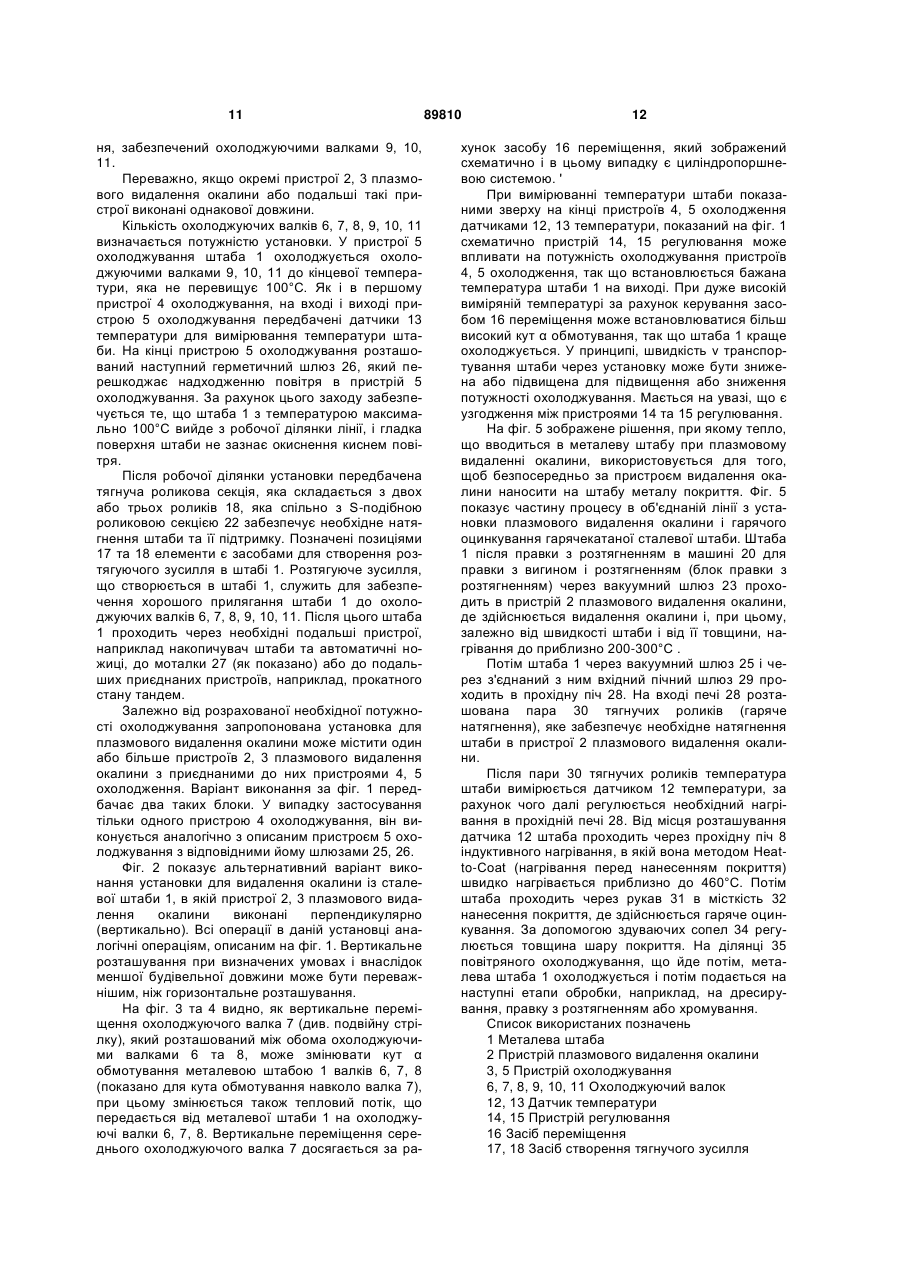
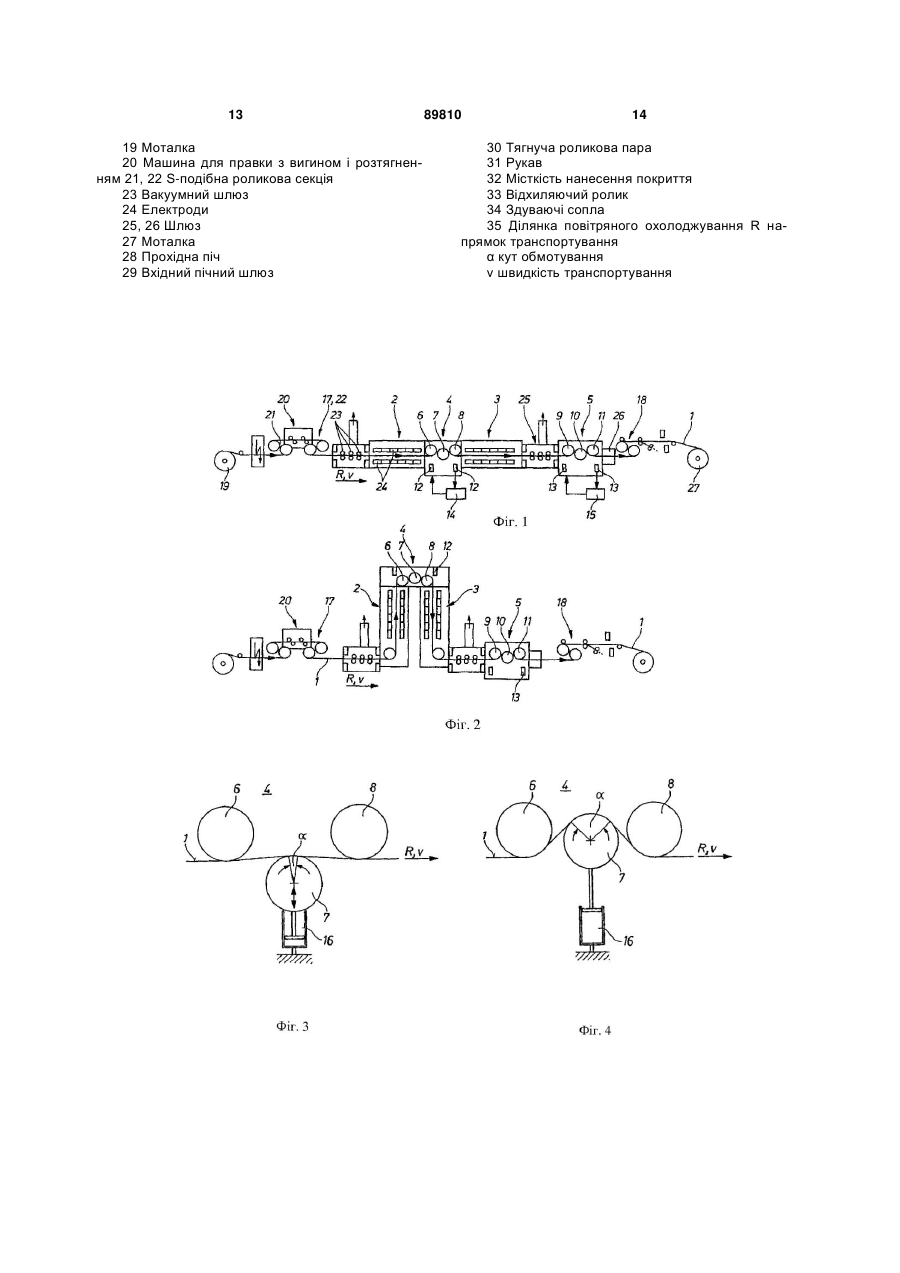
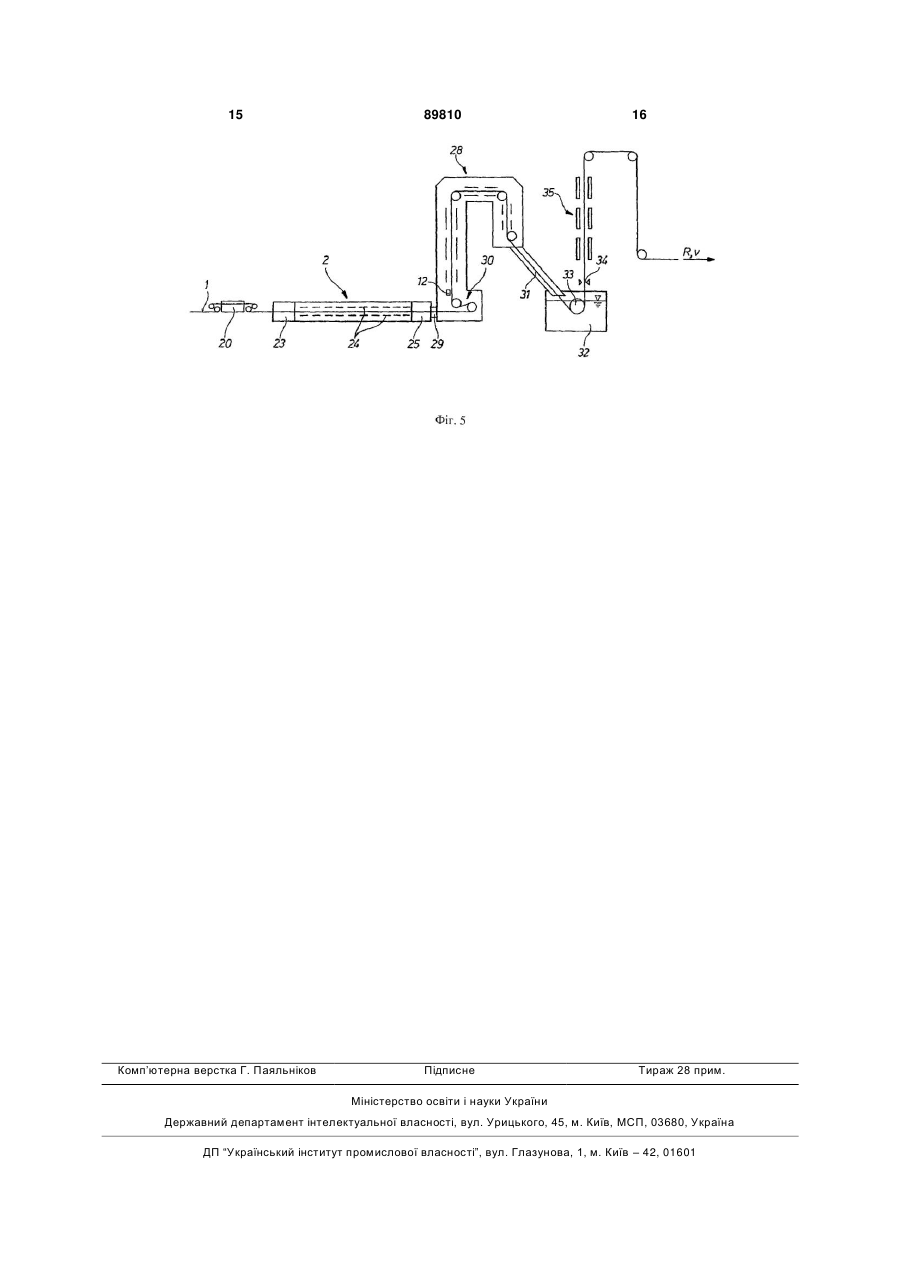
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5) охолоджування, причому після пристрою (4, 5) охолоджування досягають заданої температури металевої штаби, який відрізняється тим, що охолоджування металевої штаби (1) щонайменше в одному пристрої (4, 5) охолоджування здійснюють шляхом приведення металевої штаби (1) в контакт з охолоджувальними валками (6, 7, 8, 9, 10, 11) при попередньо заданому куті (α) обмотування металевою штабою (1) поверхні валків. 2. Спосіб за п. 1, який відрізняється тим, що металевою штабою є гарячекатана штаба зі сталі звичайної якості або гарячекатана чи холоднокатана штаба з аустенітної або феритної нержавіючої сталі. 2 (19) 1 3 89810 4 портування, а також щонайменше один пристрій (4, 5) охолоджування, розташований в напрямку (R) транспортування за пристроєм (2, 3) плазмового видалення окалини, виконаний з можливістю контрольованого охолоджування металевої штаби (1) до заданої температури, зокрема для здійснення способу за будь-яким із пп. 1-10, який відрізняється тим, що щонайменше один пристрій (4, 5) охолоджування містить щонайменше три охолоджувальних валки (6, 7, 8, 9, 10, 11), які розташовані по відношенню один до одного таким чином і з можливістю такого переміщення, що є можливість зміни кута (α) обмотування металевою штабою (1) поверхні валків. 12. Пристрій за п. 11, який відрізняється тим, що металевою штабою (1) є гарячекатана штаба зі сталі звичайної якості або гарячекатана чи холоднокатана штаба з аустенітної або феритної нержавіючої сталі. 13. Пристрій за п. 11 або п. 12, який відрізняється тим, що в напрямку (R) транспортування металевої штаби (1) в кінці або за кожним пристроєм (4, 5) охолоджування розміщений щонайменше один датчик (12, 13) температури, з'єднаний з пристроєм (14, 15) регулювання, виконаним з можливістю забезпечення впливу на пристрій (4, 5) охолоджування за допомогою зміни охолоджувальної потужності і/або шляхом зниження швидкості (v) транспортування металевої штаби (1). 14. Пристрій за будь-яким із пп. 11-13, який відрізняється тим, що містить щонайменше два пристрої (2, 3) плазмового видалення окалини, до яких приєднані відповідні пристрої (4, 5) охолоджування. 15. Пристрій за будь-яким із пп. 11-14, який відрізняється тим, що містить засіб (16) переміщення, виконаний з можливістю забезпечення переміщення щонайменше одного охолоджувального валка (6, 7, 8, 9, 10, 11) по відношенню до іншого охолоджувального валка (6, 7, 8, 9, 10, 11) перпендикулярно осі обертання валків (6, 7, 8,9,10,11). 16. Пристрій за будь-яким із пп. 11-15, який відрізняється тим, що охолоджувальні валки (6, 7, 8, 9, 10, 11) є охолоджуваними рідким середовищем, зокрема водою. 17. Пристрій за будь-яким із пп. 11-16, який відрізняється тим, що містить засоби (17, 18) створення натягнення металевої штаби (1) щонайменше в зоні пристроїв (4, 5) охолоджування. 18. Пристрій за будь-яким із пп. 11-17, який відрізняється тим, що щонайменше два пристрої (2, 3) плазмового видалення окалини і щонайменше два пристрої (4, 5) охолоджування розташовані в лінію. 19. Пристрій за будь-яким із пп. 11-17, який відрізняється тим, що пристрій (2) плазмового видалення окалини розташований так, що металева штаба (1) в ньому проходить вертикально вгору або вниз, при цьому наступний пристрій (3) плазмового видалення окалини розташований так, що металева штаба (1) в ньому проходить вертикально вниз або вгору, причому між згаданими пристроями (2, 3) плазмового видалення окалини встановлений пристрій (4) охолоджування. 20. Пристрій за будь-яким із пп. 11-19, який відрізняється тим, що на зовнішній поверхні охолоджувальних валків (6, 7, 8, 9, 10, 11) щонайменше одного пристрою (4, 5) охолоджування нанесено покриття зі стійкого до зношування матеріалу, що має високу теплопровідність, зокрема тверде хромування або кераміка. Винахід стосується способу видалення окалини з металевої штаби, зокрема, з гарячекатаної штаби із сталі звичайної якості або з гарячекатаної або холоднокатаної штаби з аустенітної або феритної нержавіючої сталі, при якому металеву штабу в напрямку транспортування пропускають через щонайменше один пристрій плазмового видалення окалини, в якому здійснюється видалення окалини за допомогою плазми. Далі винахід стосується пристрою для видалення окалини з металевої штаби. Для подальшої обробки, наприклад холодної прокатки, нанесення металевого покриття або безпосередньої обробки до кінцевого продукту, сталева штаба повинна мати поверхню без окалини. Для цього необхідно без залишків видаляти окалину, що утворилася при гарячій прокатці і подальшому охолоджуванні. Згідно з відомим рівнем техніки, це досягається процесом травлення, при цьому окалина, що складається з різних оксидів заліза (FeO, Fе3O4, Fе2O3) або у випадку нержавіючих сталей з оксидів заліза збагачених хромом, залежно від складу сталі розчиняється при хімічній реакції з кислотами, що протікає при підвищеній температурі, наприклад, соляною, сірчаною, азотною або сумішшю азотної та сірчаної кислот. Перед травленням сталі звичайної якості необхідно здійснення додаткового процесу механічної обробки, правки з вигином і розтягненням, для забезпечення розлому окалини і полегшення введення кислоти в шар окалини. У випадку слабо схильних до травлення нержавіючих аустенітних і феритних сталей застосовують відпал і попереднє механічне видалення окалини перед процесом травлення для забезпечення поверхні штаби, добре придатної для травлення. Після травлення штабу промивають, висушують і при необхідності покривають маслом для запобігання подальшому окисненню. Травлення штаби здійснюють в безперервних лініях, робочі ділянки яких залежно від швидкості руху штаби мають значну довжину. Подібні установки також вимагають значних інвестицій. Сам процес травлення, крім того, вимагає значних витрат енергії і витрат на забезпечення видалення стічних вод і регенерацію соляної кислоти, що найчастіше застосовується для сталі звичайної якості. 5 У рівні техніки відомі різні підходи, що забезпечують видалення окалини із сталевої заготовки без застосування кислот. Відомі до даного моменту розробки базуються в основному на механічному видаленні окалини (наприклад, процеси Ishiclean та АРО). Передусім, такі способи з точки зору їх економічності та якості заготовки після видалення окалини не придатні для промислового видалення окалини з широких сталевих штаб. Тому при видаленні окалини з таких штаб, як і раніше, орієнтуються на застосування кислот. Недоліки, пов'язані з економічністю, та екологічний фактор в цьому випадку також повинні братися до уваги. Нові підходи до видалення окалини з металевих заготовок орієнтуються на плазмові технології. Подібні способи та пристрої для видалення окалини з металевих заготовок з різною геометрією, наприклад з металевої штаби або з подовженої металевої заготовки, відомі в рівні техніки в різних варіантах реалізації. Можна, наприклад, назвати документи WO2004/044257 А1, WO2000/056949, RU 2145912 СІ. У цих описаних технологіях видалення окалини за допомогою плазми заготовка, що обробляється, проходить між спеціальними електродами, які розташовуються у вакуумній камері. Видалення окалини здійснюється за допомогою плазми, що формується між стальною штабою та електродами, при цьому формується гладка металева поверхня без залишків окалини. Плазмового технологія надає, таким чином, економічну, порівняно недорогу та екологічну можливість очищення сталевої поверхні. Вона застосовна для сталей звичайної якості і для нержавіючих, аустенітних і феритних сталей. Спеціальна попередня обробка не потрібна. При плазмовому видаленні окалини штаба проходить між розташованими над і під штабою електродами у вакуумній камері. Плазма розташовується між електродами і поверхнею штаби, по обидві сторони штаби. При цьому вплив плазми на окалину призведе до видалення оксидів з поверхні штаби, яке пов'язане з підвищенням температури штаби, що, в свою чергу, є небажаним. Це підвищення температури при виході штаби з вакуумної камери на повітря може призвести до утворення на поверхні штаби шару оксидів, що є недопустимим при подальшій обробці, такій як холодна прокатка або безпосередня обробка гарячекатаної штаби. Як поліпшення в подібній ситуації після плазмового видалення окалини може бути передбачене охолоджування металевої штаби, що розкрито в різних документах JP 07132316 A, JP 06279842 A, JP 06248355 A, JP 03120646 А, JP 2001140051 А та JP 05105941 А. Згадані в перелічених документах концепції передбачають заходи для охолоджування, які в деякій частині пов'язані зі значними недоліками або є відносно неефективними. Так, для охолоджування застосовується, наприклад, розпилення середовищ, що робить необхідним здійснення подальшого сушіння штаби. При обробці металевої штаби охолоджуючим газом швидкість охолоджування є дуже малою, крім того, подібна обробка нездійсненна у вакуумі. Інші рі 89810 6 шення, що також пропонуються, не розкривають заходів для забезпечення визначеної температури металевої штаби. Для більшості застосувань потрібне контрольоване охолоджування металевої штаби у час або після видалення окалини, перед тим, як штаба увійде в зіткнення з повітрям. Таке цілеспрямоване охолоджування не є можливим в рішеннях, відомих в рівні техніки. В основі винаходу лежить задача створення способу та відповідного пристрою для видалення окалини з металевої штаби, з якими є можливим підвищити якість штаби, що одержується, і при цьому запобігти процесу окиснення, без негативного впливу на структуру штаби. Рішення поставленої задачі винаходу досягається в частині способу за рахунок того, що металева штаба в доповнення до плазмового видалення окалини щонайменше в одному пристрої для плазмового видалення окалини піддається контрольованому охолоджуванню у відповідному пристрої охолоджування, при цьому після пристрою охолоджування досягається задана температура металевої штаби. Переважно, для досягнення повного видалення передбачено, що металева штаба зазнає щонайменше двократного плазмового видалення окалини з подальшим контрольованим охолоджуванням. Окиснення підданої видаленню окалини металевої штаби на оточуючому повітрі запобігається за рахунок того, що останнє в напрямку подачі контрольоване охолоджування здійснюється так, що металева штаба залишає останній пристрій для контрольованого охолоджування з температурою менше або рівною 100°С. З іншого боку не чиниться негативний вплив на структуру металевої штаби, оскільки плазмове видалення окалини здійснюється в кожному пристрої для плазмового видалення окалини в такому режимі, що металева штаба після кожного пристрою видалення окалини має температуру не більше 200°С. В особливо переважному варіанті реалізації пристрою охолоджування металевої штаби передбачено, що охолоджування металевої штаби щонайменше в одному пристрої охолоджування здійснюється за рахунок того, що металева штаба із заданою швидкістю обмотування приводиться в контакт з охолоджуючим валком. Валок, який в свою чергу є охолоджуваним, при цьому відводить тепло від металевої штаби при їх контакті. Для забезпечення оптимальної теплопередачі необхідно, щоб металева штаба щонайменше в зоні виникнення контакту з охолоджуючим валком підтримувалася під натягненням. Переважно, якщо металева штаба при кожному охолоджуванні, що йде за плазмовим видаленням окалини, охолоджується до однакової температури. Переважно, крім того, якщо альтернативно або додатково температура металевої штаби при кожному охолоджуванні," що йде за плазмовим видаленням окалини, знижується на однакову величину. 7 Охолоджування металевої штаби в одному або декількох пристроях охолоджування переважно проводиться при тиску, меншому, ніж тиск оточуючого середовища або під вакуумом. Також може бути передбачено, що охолоджування металевої штаби в останньому у напрямку переміщення пристрої охолоджування здійснюється в присутності захисного газу, зокрема азоту. Пристрій для видалення окалини з металевої штаби містить щонайменше один пристрій для плазмового видалення окалини, через який металева штаба проходить в напрямку транспортування. Згідно з винаходом, пристрій характеризується тим, що передбачений щонайменше один, розташований в напрямку транспортування за пристроєм для плазмового видалення окалини пристрій для охолоджування, який забезпечує контрольоване охолоджування металевої штаби до заданої температури. Переважно, якщо в напрямку транспортування металевої штаби в кінці або за кожним пристроєм для охолоджування передбачений датчик температури, з'єднаний з пристроєм регулювання, який забезпечує вплив на процес охолоджування, наприклад, за допомогою зміни охолоджуючої потужності пристрою для охолоджування і/або шляхом зниження швидкості транспортування металевої штаби. Переважно, передбачені два пристрої для плазмового видалення окалини, за якими передбачений пристрій охолоджування. В особливо переважному варіанті, пристрій для охолоджування містить щонайменше три охолоджуючих валки, які розташовані по відношенню один до одного таким чином, що можливий вплив на швидкість обмотування металевою штабою поверхні валків. За рахунок зміни швидкості обмотування можна впливати на потужність охолоджування, яка підводитися до металевої штаби, тобто на те, як сильно здійснюється охолоджування в пристрої для охолоджування металевої штаби. Переважно при цьому, якщо передбачені засоби переміщення, що забезпечують переміщення щонайменше одного охолоджуючого валка по відношенню до іншого охолоджуючого валка перпендикулярно осі обертання валків. Охолоджуючі валки переважно є такими, що охолоджуються рідким середовищем, зокрема водою. Далі можуть бути передбачені засоби для створення натягнення металевої штаби щонайменше в зоні пристроїв охолоджування. За рахунок цього забезпечується хороше прилягання металевої штаби до охолоджуючих валків. Згідно з одним варіантом конструкції установки, в лінію розташовані щонайменше два пристрої плазмового видалення окалини і щонайменше два пристрої охолоджування. Альтернативою до цього є установка, яка забезпечує економію місця, при розташуванні пристрою для плазмового видалення окалини так, що металева штаба в ньому проходить вертикально вгору (або вниз), при цьому наступний пристрій плазмового видалення окалини розташований так, що металева штаба в ньому проходить вертикально вниз (або вгору), при цьо 89810 8 му між згаданими пристроями плазмового видалення окалини передбачений пристрій охолоджування. Хороша охолоджуюча дія охолоджуючих валків досягається тоді, коли на їх зовнішній поверхні передбачене покриття із стійкого до зносу матеріалу, що має високу теплопровідність, зокрема, тверде хромування або кераміку. Описані технології в порівнянні з травленням забезпечують переваги в частині екологічності, витраті енергії та якості. Далі, інвестиційні витрати для таких установок значно нижчі, ніж для відповідних установок видалення окалини і/або очищення. Особливо переважно, що металева штаба після видалення окалини має дуже якісну і не окиснену поверхню, так що подальші операції також здійснюються з високою якістю виробу, що одержується. У винаході надійно досягається те, що металева штаба у час або після видалення окалини контрольовано охолоджується до температури, яка лежить нижче температури, при якій відбувається окиснення на повітрі або виникають кольори мінливості на поверхні штаби. При способі видалення окалини з металевої штаби, зокрема, гарячекатаної штаби із сталі звичайної якості, при якій металева штаба в напрямку транспортування проходить через щонайменше один пристрій для плазмового видалення окалини, може бути передбачено, що безпосередньо або опосередковано за плазмовим видаленням окалини здійснюється покриття металевої штаби рідким металом, зокрема, гаряче оцинкування металевої штаби. Переважним чином, енергія, що вводиться в металеву штабу при плазмовому видаленні окалини, може бути використана для попереднього нагрівання металевої штаби перед нанесенням покриття. Металева штаба в цьому випадку переважно піддається плазмовому видаленню окалини і подальшому нанесенню покриття, зокрема, гарячому оцинкуванню, в одній об'єднаній установці. При цьому переважно, що заздалегідь нагріту металеву штабу після плазмового видалення окалини без доступу повітря проводять через захисну атмосферу необхідної для нанесення покриття прохідної печі, в якій штаба нагрівається до температури, необхідної для нанесення покриття. При цьому нагрівання штаби після плазмового видалення окалини може здійснюватися індуктивно, наприклад, способом «Heat-to-Coat». При цьому штаба, ν зокрема, штаба, що піддається оцинкуванню, у відновній атмосфері дуже швидко нагрівається до 440-520°С, зокрема щонайменше до 460°С, перед надходженням у ванну матеріалу покриття. Нанесення покриття, що йде за плазмовим видаленням окалини, може здійснюватися безперервним способом з відхиляючими роликами у ванні матеріалу покриття або вертикальним способом (безперервна вертикальна лінія гальванізації CVGL), при якому матеріал покриття утримується у ванні за допомогою електромагнітного 9 затвора. Металева штаба при цьому на короткий час занурюється у ванну матеріалу покриття. Установка для плазмового видалення окалини може бути об'єднана з прохідною піччю для гарячого оцинкування для гарячекатаної штаби, при цьому на вихідній стороні установки для плазмового видалення окалини може знаходитися вакуумний шлюз, а на вхідній стороні прохідної печі пічний шлюз, відомої конструкції, які герметично з'єднані один з одним. Згадане з'єднання установки для плазмового видалення окалини та установки нанесення покриття має ту перевагу, що гарячекатана сталева штаба перед гарячим оцинкуванням повністю вільна від оксидів для нанесення шару цинкового покриття, що добре приєднується.Крім того, штаба нагрівається до температури, яка, залежно від швидкості нагрівання, лежить в інтервалі від 460 до 650°С. При цьому нагрівання штаби в процесі плазмового видалення окалини може розглядатися як попереднє нагрівання штаби перед входженням в прохідну піч, при цьому досягається економія енергії і зниження розмірів печі. На кресленнях далі показані приклади реалізації даного винаходу. Показано: Фіг. 1 - схематично, пристрій для видалення окалини з металевої штаби на вигляді збоку згідно з першим варіантом реалізації, Фіг. 2 - аналогічне фіг. 1 зображення другого варіанту реалізації пристрою, Фіг. З - схематично, три охолоджуючих валки пристрою для охолоджування при низькій потужності охолоджування, Фіг. 4 - аналогічне фіг. 3 зображення при високій потужності охолоджування в пристрої для охолоджування, Фіг. 5 - схематично, пристрій для видалення окалини і подальшого гарячого оцинкування металевої штаби, на вигляді збоку. На фіг. 1 показаний пристрій для видалення окалини із сталевої штаби 1, при цьому дана установка виконана горизонтальною. Сталева штаба 1, що розмотується на моталці 19, піддається правці в машині 20 правки з вигином і розтягненням з відповідними S-подібними роликовими секціями 21 та 22, так що забезпечується максимально можлива площинність металевої штаби 1 перед тим, як штаба з високим натягненням проходить через робочі частини установки. Через множину вакуумних шлюзів 23 штаба 1 входить в перший пристрій 2 плазмового видалення окалини, причому вакуум, необхідний для плазмового видалення окалини, створюється і підтримується відповідними вакуумними насосами. У пристрої 2 плазмового видалення окалини передбачені електроди 24, розташовані по обох сторонах від штаби 1, і які створюють необхідну для видалення окалини плазму. Внаслідок впливу плазми поверхня штаби на обох сторонах нагрівається, що може призвести до нагрівання штаби по всьому перерізу до температури максимум 200°С в кінці пристрою 2 плазмового видалення окалини. Величина нагрівання штаби по всьому перерізу при однаковій енергії 89810 10 плазми залежить в основному від швидкості ν транспортування металевої штаби 1 і товщини штаби, при цьому збільшення швидкості штаби ν і товщини призводить до зменшення нагрівання. З пристрою 2 плазмового видалення окалини штаба 1, яка ще не повністю очищена від окалини, проходить в пристрій 4 охолоджування, забезпечений охолоджуючими валками 6, 7, 8 і герметично з'єднаний з пристроєм 2 плазмового видалення окалини, при цьому в пристрої охолоджування підтримується такий самий вакуум, як і в пристрої 2 плазмового видалення окалини. Штаба 1 проходить навколо охолоджуючих валків 6, 7, 8, поверхня яких зсередини охолоджується водою, при цьому тепло відводиться через контур охолоджування. Значна величина натягнення штаби призводить до того, що штаба 1, що обмотує валки 6, 7, 8, добре прилягає до останніх для забезпечення максимально можливого відведення тепла. Охолоджуючі валки 6, 7, 8 обмотуються металевою штабою 1 навперемінно зверху і знизу. Може бути передбачено, переважно від трьох до семи охолоджуючих валків. Охолоджуюча вода для охолоджування охолоджуючих валків підводитися і відводитися безперервно через рухомі з'єднання. У варіанті, показаному на фіг. 1, в пристрої 4 охолоджування передбачені три охолоджуючих валки 6, 7, 8, які можуть окремо приводитися в рух. Залежно від необхідної потужності і від максимальної швидкості ν штаби в установці доцільно може використовуватися більша кількість охолоджуючих валків. На стороні входу і на стороні виходу пристрою 4 охолоджування передбачені датчики 12 температури для безперервного вимірювання температури металевої штаби 1. За рахунок встановлення одного (або декількох) охолоджуючих валків 6, 7, 8 (див. наприклад фіг. 3 та 4) регулюється впливаюча на металеву штабу 1 потужність охолоджування пристрою 4 охолоджування. На кінці пристрою 4 охолоджування максимальна температура штаби повинна становити приблизно 100°С. Від пристрою 4 охолоджування штаба 1 надходить у другий пристрій З плазмового видалення окалини, який герметично з'єднаний з пристроєм 4 охолоджування, і в якому за допомогою вакуумних насосів підтримується такий самий вакуум, як і першому пристрої 2 плазмового видалення окалини. У другому пристрої 3 плазмового видалення окалини, який виконаний подібним до першого пристрою, здійснюється повне видалення окалини з металевої штаби 1, підданої частковому видаленню окалини в першому пристрої 2 плазмового видалення окалини. При цьому металева штаба 1 як і раніше в пристрої 2 плазмового видалення окалини нагрівається до кінцевої температури, яка залежно від швидкості ν штаби і від перерізу штаби на приблизно 100-200°С перевищує температуру на вході у другий пристрій 3 плазмового видалення окалини. Звідти штаба 1 через герметичний шлюз 25 надходить в заповнений захисним газом (наприклад, азотом) другий пристрій 5 охолоджування, який, як і перший пристрій 4 охолоджуван 11 ня, забезпечений охолоджуючими валками 9, 10, 11. Переважно, якщо окремі пристрої 2, 3 плазмового видалення окалини або подальші такі пристрої виконані однакової довжини. Кількість охолоджуючих валків 6, 7, 8, 9, 10, 11 визначається потужністю установки. У пристрої 5 охолоджування штаба 1 охолоджується охолоджуючими валками 9, 10, 11 до кінцевої температури, яка не перевищує 100°С. Як і в першому пристрої 4 охолоджування, на вході і виході пристрою 5 охолоджування передбачені датчики 13 температури для вимірювання температури штаби. На кінці пристрою 5 охолоджування розташований наступний герметичний шлюз 26, який перешкоджає надходженню повітря в пристрій 5 охолоджування. За рахунок цього заходу забезпечується те, що штаба 1 з температурою максимально 100°С вийде з робочої ділянки лінії, і гладка поверхня штаби не зазнає окиснення киснем повітря. Після робочої ділянки установки передбачена тягнуча роликова секція, яка складається з двох або трьох роликів 18, яка спільно з S-подібною роликовою секцією 22 забезпечує необхідне натягнення штаби та її підтримку. Позначені позиціями 17 та 18 елементи є засобами для створення розтягуючого зусилля в штабі 1. Розтягуюче зусилля, що створюється в штабі 1, служить для забезпечення хорошого прилягання штаби 1 до охолоджуючих валків 6, 7, 8, 9, 10, 11. Після цього штаба 1 проходить через необхідні подальші пристрої, наприклад накопичувач штаби та автоматичні ножиці, до моталки 27 (як показано) або до подальших приєднаних пристроїв, наприклад, прокатного стану тандем. Залежно від розрахованої необхідної потужності охолоджування запропонована установка для плазмового видалення окалини може містити один або більше пристроїв 2, 3 плазмового видалення окалини з приєднаними до них пристроями 4, 5 охолодження. Варіант виконання за фіг. 1 передбачає два таких блоки. У випадку застосування тільки одного пристрою 4 охолоджування, він виконується аналогічно з описаним пристроєм 5 охолоджування з відповідними йому шлюзами 25, 26. Фіг. 2 показує альтернативний варіант виконання установки для видалення окалини із сталевої штаби 1, в якій пристрої 2, 3 плазмового видалення окалини виконані перпендикулярно (вертикально). Всі операції в даній установці аналогічні операціям, описаним на фіг. 1. Вертикальне розташування при визначених умовах і внаслідок меншої будівельної довжини може бути переважнішим, ніж горизонтальне розташування. На фіг. 3 та 4 видно, як вертикальне переміщення охолоджуючого валка 7 (див. подвійну стрілку), який розташований між обома охолоджуючими валками 6 та 8, може змінювати кут α обмотування металевою штабою 1 валків 6, 7, 8 (показано для кута обмотування навколо валка 7), при цьому змінюється також тепловий потік, що передається від металевої штаби 1 на охолоджуючі валки 6, 7, 8. Вертикальне переміщення середнього охолоджуючого валка 7 досягається за ра 89810 12 хунок засобу 16 переміщення, який зображений схематично і в цьому випадку є циліндропоршневою системою. ' При вимірюванні температури штаби показаними зверху на кінці пристроїв 4, 5 охолодження датчиками 12, 13 температури, показаний на фіг. 1 схематично пристрій 14, 15 регулювання може впливати на потужність охолоджування пристроїв 4, 5 охолодження, так що встановлюється бажана температура штаби 1 на виході. При дуже високій виміряній температурі за рахунок керування засобом 16 переміщення може встановлюватися більш високий кут α обмотування, так що штаба 1 краще охолоджується. У принципі, швидкість ν транспортування штаби через установку може бути знижена або підвищена для підвищення або зниження потужності охолоджування. Мається на увазі, що є узгодження між пристроями 14 та 15 регулювання. На фіг. 5 зображене рішення, при якому тепло, що вводиться в металеву штабу при плазмовому видаленні окалини, використовується для того, щоб безпосередньо за пристроєм видалення окалини наносити на штабу металу покриття. Фіг. 5 показує частину процесу в об'єднаній лінії з установки плазмового видалення окалини і гарячого оцинкування гарячекатаної сталевої штаби. Штаба 1 після правки з розтягненням в машині 20 для правки з вигином і розтягненням (блок правки з розтягненням) через вакуумний шлюз 23 проходить в пристрій 2 плазмового видалення окалини, де здійснюється видалення окалини і, при цьому, залежно від швидкості штаби і від її товщини, нагрівання до приблизно 200-300°С . Потім штаба 1 через вакуумний шлюз 25 і через з'єднаний з ним вхідний пічний шлюз 29 проходить в прохідну піч 28. На вході печі 28 розташована пара 30 тягнучих роликів (гаряче натягнення), яке забезпечує необхідне натягнення штаби в пристрої 2 плазмового видалення окалини. Після пари 30 тягнучих роликів температура штаби вимірюється датчиком 12 температури, за рахунок чого далі регулюється необхідний нагрівання в прохідній печі 28. Від місця розташування датчика 12 штаба проходить через прохідну піч 8 індуктивного нагрівання, в якій вона методом Heatto-Coat (нагрівання перед нанесенням покриття) швидко нагрівається приблизно до 460°С. Потім штаба проходить через рукав 31 в місткість 32 нанесення покриття, де здійснюється гаряче оцинкування. За допомогою здуваючих сопел 34 регулюється товщина шару покриття. На ділянці 35 повітряного охолоджування, що йде потім, металева штаба 1 охолоджується і потім подається на наступні етапи обробки, наприклад, на дресирування, правку з розтягненням або хромування. Список використаних позначень 1 Металева штаба 2 Пристрій плазмового видалення окалини 3, 5 Пристрій охолоджування 6, 7, 8, 9, 10, 11 Охолоджуючий валок 12, 13 Датчик температури 14, 15 Пристрій регулювання 16 Засіб переміщення 17, 18 Засіб створення тягнучого зусилля 13 19 Моталка 20 Машина для правки з вигином і розтягненням 21, 22 S-подібна роликова секція 23 Вакуумний шлюз 24 Електроди 25, 26 Шлюз 27 Моталка 28 Прохідна піч 29 Вхідний пічний шлюз 89810 14 30 Тягнуча роликова пара 31 Рукав 32 Місткість нанесення покриття 33 Відхиляючий ролик 34 Здуваючі сопла 35 Ділянка повітряного охолоджування R напрямок транспортування α кут обмотування ν швидкість транспортування 15 Комп’ютерна верстка Г. Паяльніков 89810 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for descaling metal strip
Автори англійськоюBehrens, Holger, Brisberger, Rolf, Frommann Klaus, Kretschmer Matthias, Zerbe Rudiger, Senokosov Evgeny Stepanovich, Senokosov Andrei Evgenievich
Назва патенту російськоюСпособ и устройство удаления окалины с металлической полосы
Автори російськоюБеренс Хольгер, Брисбергер Рольф, Фромманн Клаус, Кречмер Маттиас, Цербе Рюдигер, Сенокосов Евгений Степанович, Сенокосов Андрей Евгеньевич
МПК / Мітки
МПК: C21D 1/82, B21B 45/04, B08B 7/00
Мітки: металевої, окалини, спосіб, штаби, пристрій, видалення
Код посилання
<a href="https://ua.patents.su/8-89810-sposib-ta-pristrijj-dlya-vidalennya-okalini-z-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для видалення окалини з металевої штаби</a>
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Габріель Хайнц Дітер, Кремер Штефан, Зайдель Юрген, Грамер Андреас, Резе Хайнріх, Ріхтер Ханс-Петер, Тіммербойль Вальтер
МПК: B22D 11/14, B22D 11/06, B21C 1/02, B08B 3/02, B22D 11/22, B08B 3/00, B21B 1/46
Мітки: тонкого, обробки, пристрій, прокатування, гарячого, установці, штаби, окалини, сляба, здійснення, спосіб, видалення
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Пристрій для очищення від окалини гарячекатаної штаби
Номер патенту: 45140
Опубліковано: 15.03.2005
Автори: Мельник Станіслав Михайлович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Пелець Сергій Миколайович, Максаков Анатолій Іванович
МПК: B21B 45/04, B08B 3/12
Мітки: пристрій, гарячекатаної, очищення, штаби, окалини
Формула / Реферат:
1.Пристрій для очищення від окалини гарячекатаної штаби, що містить ультразвуковий генератор, збуджувальний і відбивний хвилеводи, і ролики, які встановлені до і після ультразвукового генератора, який відрізняється тим, що відбивний хвилевід, виконаний у вигляді пластини, з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відбивний хвилеводи занурені у ванну з рідким середовищем.2. Пристрій за п. 1, який...
Пристрій і спосіб видалення окалини, яка відшаровується, з поверхні сляба
Номер патенту: 78237
Опубліковано: 15.03.2007
Автори: Фігер-Шланген Кірстен, Ельс Бернхард, Шустер Інго, Арменат Юрген
МПК: B21B 45/04
Мітки: поверхні, яка, відшаровується, окалини, сляба, пристрій, видалення, спосіб
Формула / Реферат:
1. Пристрій для видалення окалини, яка відшаровується, з поверхні сляба, наприклад тонкого сляба, в умовах компактного ливарно-прокатного комплексу, який містить щонайменше слябову розливну машину, пристрій різання сляба, піч для вирівнювання температури і одну або декілька прокатних клітей з моталкою, причому пристрій для видалення окалини являє собою пристрій (11) гідрозбивання окалини, що відшаровується, який має щонайменше розміщені...
Пристрій для видалення шламу й окалини з гартівного масляного середовища
Номер патенту: 23730
Опубліковано: 11.06.2007
Автори: Волошин Олексій Іванович, Солошенко Сергій Миколайович, Кисельов Олександр Григорович, Василенко Микола Іванович
МПК: C21D 1/00
Мітки: гартівного, видалення, середовища, масляного, окалини, шламу, пристрій
Формула / Реферат:
Пристрій для видалення шламу й окалини з гартівного масляного середовища, що містить гартівний бак і встановлений в ньому шламозбірник, що являє собою контейнер, бічна поверхня якого оснащена штангами, жорстко закріпленими до неї своїми кінцями, який відрізняється тим, що на кожній із штанг встановлені месдози, сполучені з сигнальним блоком, а на вільних кінцях штанг - вушка, що обперті на відкритий торець згаданого контейнера, при цьому...
Пристрій для видалення окалини із плоского прокату
Номер патенту: 21455
Опубліковано: 15.03.2007
Автори: Євгиненко Ігор Олександрович, Бердніков Олег Костянтинович
МПК: B21B 45/04
Мітки: окалини, плоского, видалення, пристрій, прокату
Формула / Реферат:
Пристрій для видалення окалини із плоского прокату, що містить вхідні і вихідні відтискні ролики із встановленими між ними транспортними роликами, а також дві пари колекторів, кожна з яких складається з верхнього та нижнього колектора із соплами, розміщеними в одній парі колекторів по всій довжині, який відрізняється тим, що він оснащений привідними напрямними лінійками з вертикальними стінками, встановленими перед вхідними відтискними...
Попередній патент: Нові поліморфні форми рифаксиміну, спосіб їх отримання та їх застосування у медичних препаратах
Наступний патент: Композит (варіанти ), процес виготовлення композитних керамічних порожнистих волокон (варіанти) та застосування композита (варіанти)
Випадковий патент: Спосіб зниження рівня внутрішньочеревного тиску