Спосіб електронно-променевого зварювання
Номер патенту: 107818
Опубліковано: 24.06.2016
Автори: Лукаш Володимир Андрійович, Майстренко Анатолій Львович, Кравчук Леонід Аркадієвич, Нестеренков Володимир Михайлович

Формула / Реферат
1. Спосіб електронно-променевого зварювання металевих конструкцій, при якому здійснюють опосередкований термічний вплив на зварюваний метал, який відрізняється тим, що зварювальні крайки перед збиранням та зварюванням оброблюють методом зварювання тертям з перемішуванням на глибину, що становить 1,0-1,5 ширини литої зони електронно-променевого шва, після чого поверхні, що стикуються, піддають механічній обробці та подальшому електронно-променевому зварюванню.
2. Спосіб за п. 1, який відрізняється тим, що зварюють конструкції з високоміцних сталей, алюмінієвих, магнієвих та титанових сплавів.
Текст
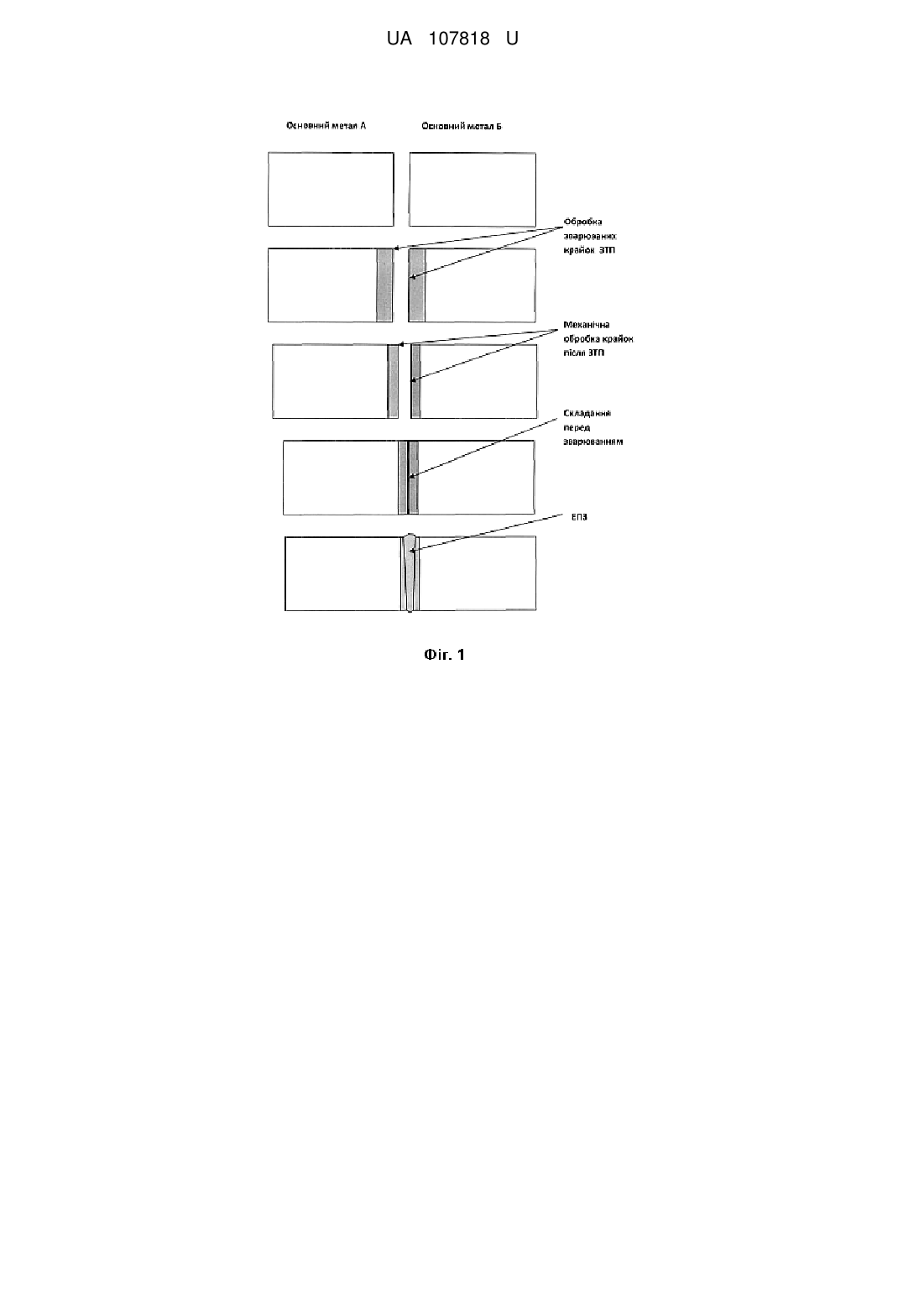
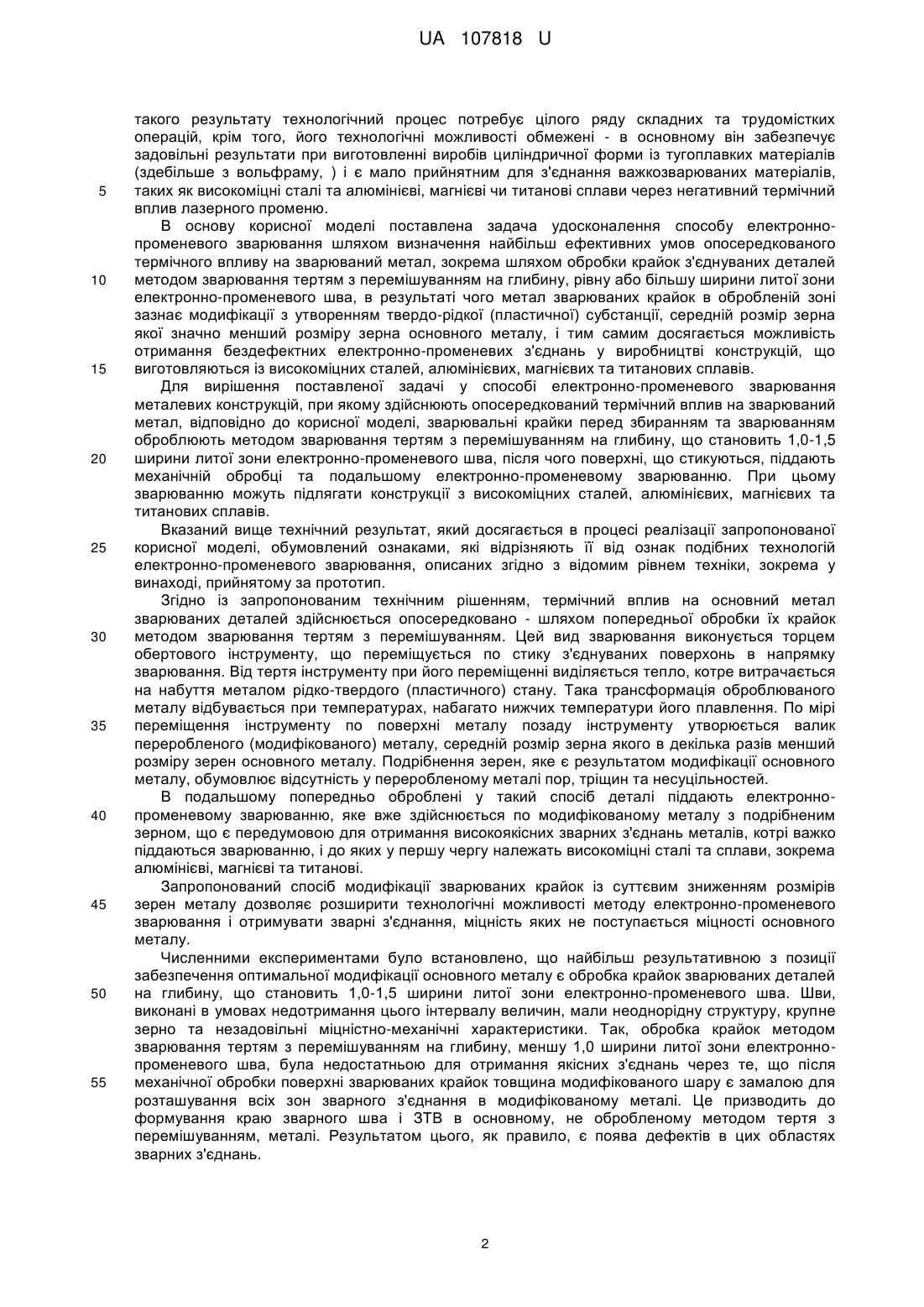
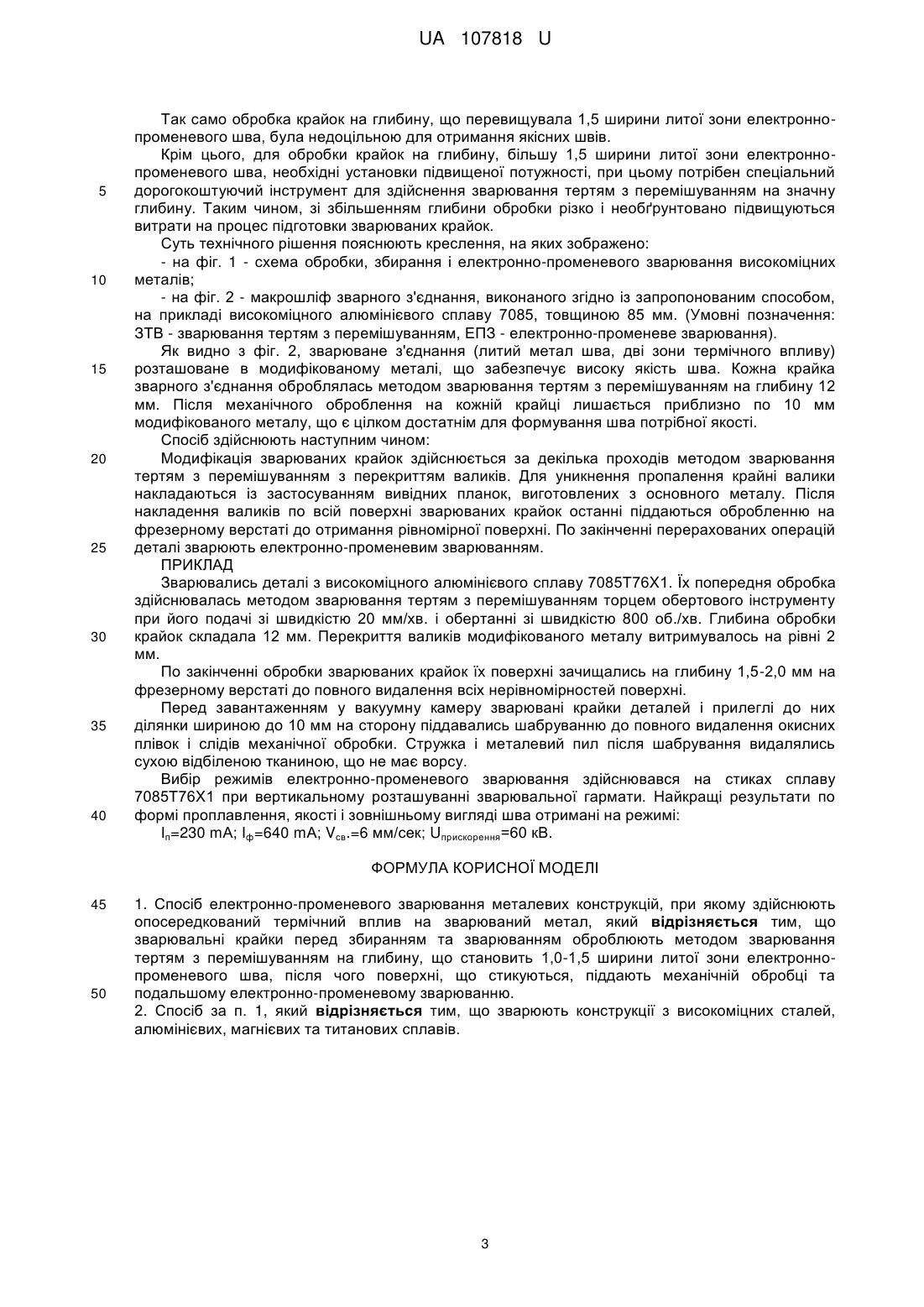
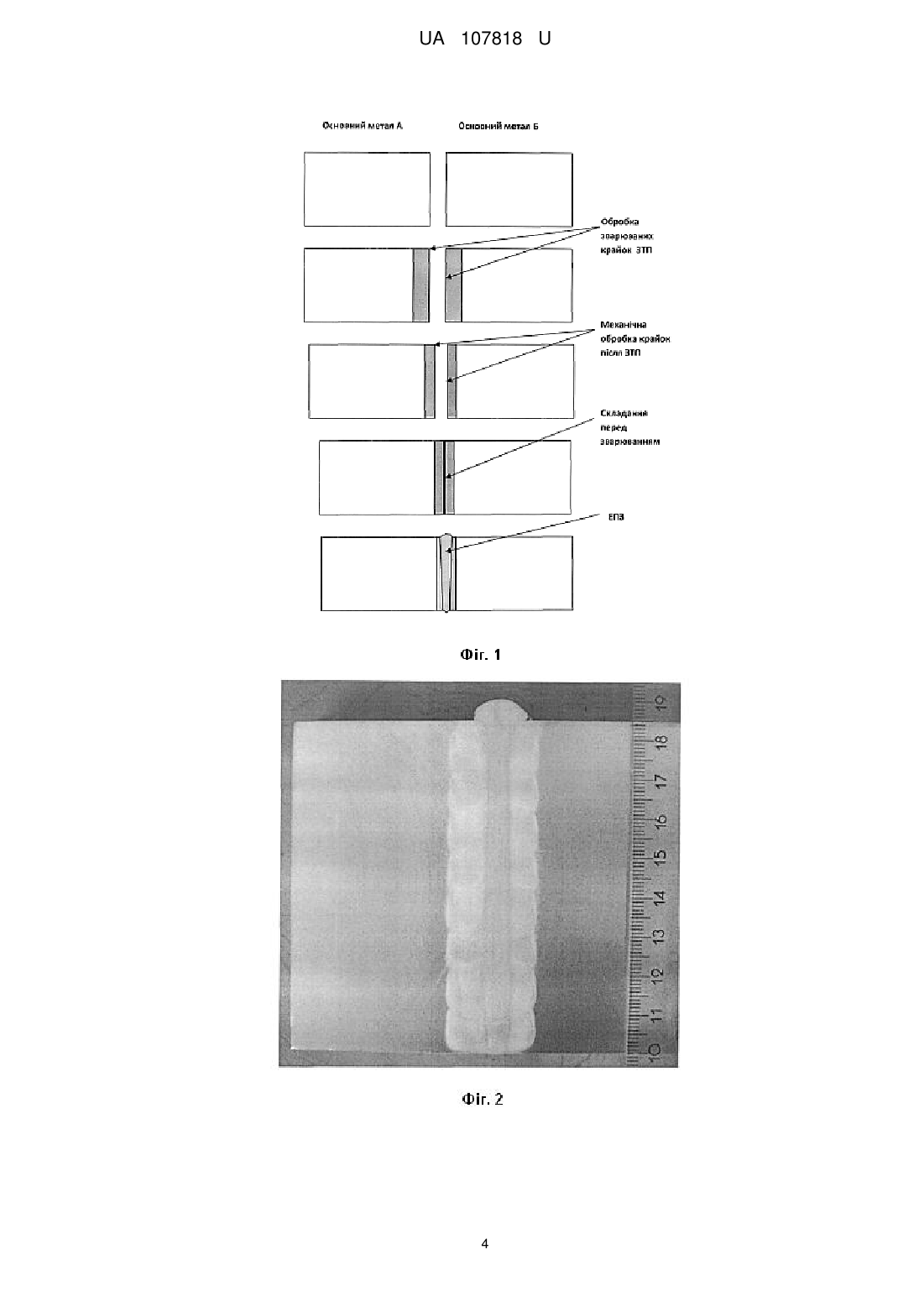
Реферат: Спосіб електронно-променевого зварювання металевих конструкцій, при якому здійснюють опосередкований термічний вплив на зварюваний метал, причому зварювальні крайки перед збиранням та зварюванням оброблюють методом зварювання тертям з перемішуванням на глибину, що становить 1,0-1,5 ширини литої зони електронно-променевого шва, після чого поверхні, що стикуються, піддають механічній обробці та подальшому електронно-променевому зварюванню. UA 107818 U (54) СПОСІБ ЕЛЕКТРОННО-ПРОМЕНЕВОГО ЗВАРЮВАННЯ UA 107818 U UA 107818 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювання і може бути використаною в машинобудуванні, авіабудуванні, енергетиці та інших галузях, де виготовляються та експлуатуються зварні конструкції. Найбільш поширеного застосування вона матиме при виробництві конструкцій з високими вимогами щодо міцності - здебільше виготовлених з високоміцних сталей та сплавів, зокрема алюмінієвих, магнієвих та титанових. Висока концентрація потужності в електронних пучках і практично ідеальні захисні властивості вакууму надають можливість отримання вузьких та глибоких швів при порівняно незначній потужності електронних пучків. Електронно-променеве зварювання, перевагою якого є відсутність насичення розплавленого і нагрітого металу газами, є одним із найбільш ефективних методів з'єднання хімічно активних сплавів, зокрема сплавів високої міцності на основі титану, алюмінію, магнію. Але в той же час з'єднання таких матеріалів завжди становило чималу проблему, тому що особливості гідродинамічних, теплових і деформаційних процесів, котрі впливають на зону термічного впливу (ЗТВ) та формування зварного шва, часто призводять до утворення специфічних дефектів, що знижують експлуатаційні характеристики з'єднань. Зварні шви високоміцних матеріалів, отримані електронно-променевим методом, при високій міцності, як правило, мають низьку пластичність та в'язкість. А це, в свою чергу, є причиною появи в конструкціях різноманітних дефектів, зокрема тріщин. Тому при встановленні оптимальних режимів електронно-променевого зварювання, окрім забезпечення проплавлення в зоні стику заготовок з необхідними параметрами глибини і ширини, зазвичай висуваються і вимоги мінімізації зони термічного впливу на зварюваний матеріал з метою мінімізації погіршення його фізико-механічних властивостей внаслідок рекристалізації. Відомий рівень техніки у своєму розпорядженні містить широкий масив інформації щодо технологій електронно-променевого зварювання, кожна з яких має свої індивідуальні особливості, переваги та недоліки. Всі ці технології супроводжуються обов'язковою операцією підготовки деталей до зварювання. Щоб забезпечити високу якість зварного шва поверхні деталей піддаються попередній обробці, яка може бути механічною або термічною. Так, в статті "Изготовление сварных крупногабаритных тонкостенных панелей из высокопрочных алюминиевых сплавов" (Б. Е. Патон, Л. М. Лобанов, В. И. Павловский, А. А. Бондарев, ж-л "Автоматическая сварка, 1989. - № 10. - С. 39) описана методика виконання кутових і стикових з'єднань електронно-променевим методом, які перед зварюванням знежирюють та обробляють методом механічного шабрения. Подібній обробці піддають оболонки тепловиділювальних елементів, які перед електроннопроменевим зварюванням очищують, знежирюють, промивають та сушать (патент РФ № 8 2145449, ΜΠΚ : G21C 21/02, опубл. 10.02.2000 р.). Деталі можуть бути також оброблені термічними методами, наприклад за допомогою малопотужного скануючого електронного пучка із незначним оплавленням поверхні, що підлягає зварюванню (Технология электрической сварки металлов и сплавов плавлением. Под ред. Б. Е. Патона. - М.: "Машиностроение", 1974. - С. 126). 6 В патенті РФ № 2127457 (МПК : G21C 3/10, G21C 21/00, G21C 21/02, В23К 11/02, В23К 15/00, опубл. 10.03.1999 р.) описаний спосіб з'єднання заглушок з оболонками тепловиділювальних елементів багатопрохідним електронно-променевим зварюванням із попереднім нагріванням деталей до температури від 0,6 до 0,8 температури рекристалізації зварюваного металу. Всі зазначені вище методи попередньої підготовки деталей до зварювання електроннопроменевим методом об'єднує спільний недолік - вони орієнтовані виключно на очищення зварюваних поверхонь від різного виду забруднень, окисних плівок, засобів консервації, іржі та ін., і практично не впливають на ЗТВ з'єднань, а значить, і на міцністні характеристики готового виробу. За прототип корисної моделі прийнятий спосіб електронно-променевого зварювання металевих конструкцій, при якому здійснюють опосередкований термічний вплив на зварюваний 8 метал (патент РФ № 2067516, МПК : В23К 5/00, опубл. 10.10.1996 p.). Цей спосіб розрахований на зварювання монокристалічних труб з тугоплавких металів і сплавів і передбачає установку стиків труб із застосуванням осьового і радіального зусиль, кристалографічну орієнтацію стику перед зварюванням, пасивацію з урівноважуванням тепловідведення в зоні кристалізації та підігрівання cтика розфокусованим електронним променем до температури 900-1000 °C. Після підігрівання стик зварюють. Результатом проведених операцій є урівноважування тепловідведення в зоні кристалізації, і як наслідок - мінімізація кореневих пор, а різка усадка зварювальної ванни сприяє більш спокійному формуванню субструктури у зварному шві. Але, як видно з опису, для досягнення 1 UA 107818 U 5 10 15 20 25 30 35 40 45 50 55 такого результату технологічний процес потребує цілого ряду складних та трудомістких операцій, крім того, його технологічні можливості обмежені - в основному він забезпечує задовільні результати при виготовленні виробів циліндричної форми із тугоплавких матеріалів (здебільше з вольфраму, ) і є мало прийнятним для з'єднання важкозварюваних матеріалів, таких як високоміцні сталі та алюмінієві, магнієві чи титанові сплави через негативний термічний вплив лазерного променю. В основу корисної моделі поставлена задача удосконалення способу електроннопроменевого зварювання шляхом визначення найбільш ефективних умов опосередкованого термічного впливу на зварюваний метал, зокрема шляхом обробки крайок з'єднуваних деталей методом зварювання тертям з перемішуванням на глибину, рівну або більшу ширини литої зони електронно-променевого шва, в результаті чого метал зварюваних крайок в обробленій зоні зазнає модифікації з утворенням твердо-рідкої (пластичної) субстанції, середній розмір зерна якої значно менший розміру зерна основного металу, і тим самим досягається можливість отримання бездефектних електронно-променевих з'єднань у виробництві конструкцій, що виготовляються із високоміцних сталей, алюмінієвих, магнієвих та титанових сплавів. Для вирішення поставленої задачі у способі електронно-променевого зварювання металевих конструкцій, при якому здійснюють опосередкований термічний вплив на зварюваний метал, відповідно до корисної моделі, зварювальні крайки перед збиранням та зварюванням оброблюють методом зварювання тертям з перемішуванням на глибину, що становить 1,0-1,5 ширини литої зони електронно-променевого шва, після чого поверхні, що стикуються, піддають механічній обробці та подальшому електронно-променевому зварюванню. При цьому зварюванню можуть підлягати конструкції з високоміцних сталей, алюмінієвих, магнієвих та титанових сплавів. Вказаний вище технічний результат, який досягається в процесі реалізації запропонованої корисної моделі, обумовлений ознаками, які відрізняють її від ознак подібних технологій електронно-променевого зварювання, описаних згідно з відомим рівнем техніки, зокрема у винаході, прийнятому за прототип. Згідно із запропонованим технічним рішенням, термічний вплив на основний метал зварюваних деталей здійснюється опосередковано - шляхом попередньої обробки їх крайок методом зварювання тертям з перемішуванням. Цей вид зварювання виконується торцем обертового інструменту, що переміщується по стику з'єднуваних поверхонь в напрямку зварювання. Від тертя інструменту при його переміщенні виділяється тепло, котре витрачається на набуття металом рідко-твердого (пластичного) стану. Така трансформація оброблюваного металу відбувається при температурах, набагато нижчих температури його плавлення. По мірі переміщення інструменту по поверхні металу позаду інструменту утворюється валик переробленого (модифікованого) металу, середній розмір зерна якого в декілька разів менший розміру зерен основного металу. Подрібнення зерен, яке є результатом модифікації основного металу, обумовлює відсутність у переробленому металі пор, тріщин та несуцільностей. В подальшому попередньо оброблені у такий спосіб деталі піддають електроннопроменевому зварюванню, яке вже здійснюється по модифікованому металу з подрібненим зерном, що є передумовою для отримання високоякісних зварних з'єднань металів, котрі важко піддаються зварюванню, і до яких у першу чергу належать високоміцні сталі та сплави, зокрема алюмінієві, магнієві та титанові. Запропонований спосіб модифікації зварюваних крайок із суттєвим зниженням розмірів зерен металу дозволяє розширити технологічні можливості методу електронно-променевого зварювання і отримувати зварні з'єднання, міцність яких не поступається міцності основного металу. Численними експериментами було встановлено, що найбільш результативною з позиції забезпечення оптимальної модифікації основного металу є обробка крайок зварюваних деталей на глибину, що становить 1,0-1,5 ширини литої зони електронно-променевого шва. Шви, виконані в умовах недотримання цього інтервалу величин, мали неоднорідну структуру, крупне зерно та незадовільні міцністно-механічні характеристики. Так, обробка крайок методом зварювання тертям з перемішуванням на глибину, меншу 1,0 ширини литої зони електроннопроменевого шва, була недостатньою для отримання якісних з'єднань через те, що після механічної обробки поверхні зварюваних крайок товщина модифікованого шару є замалою для розташування всіх зон зварного з'єднання в модифікованому металі. Це призводить до формування краю зварного шва і ЗТВ в основному, не обробленому методом тертя з перемішуванням, металі. Результатом цього, як правило, є поява дефектів в цих областях зварних з'єднань. 2 UA 107818 U 5 10 15 20 25 30 35 40 Так само обробка крайок на глибину, що перевищувала 1,5 ширини литої зони електроннопроменевого шва, була недоцільною для отримання якісних швів. Крім цього, для обробки крайок на глибину, більшу 1,5 ширини литої зони електроннопроменевого шва, необхідні установки підвищеної потужності, при цьому потрібен спеціальний дорогокоштуючий інструмент для здійснення зварювання тертям з перемішуванням на значну глибину. Таким чином, зі збільшенням глибини обробки різко і необґрунтовано підвищуються витрати на процес підготовки зварюваних крайок. Суть технічного рішення пояснюють креслення, на яких зображено: - на фіг. 1 - схема обробки, збирання і електронно-променевого зварювання високоміцних металів; - на фіг. 2 - макрошліф зварного з'єднання, виконаного згідно із запропонованим способом, на прикладі високоміцного алюмінієвого сплаву 7085, товщиною 85 мм. (Умовні позначення: ЗТВ - зварювання тертям з перемішуванням, ЕПЗ - електронно-променеве зварювання). Як видно з фіг. 2, зварюване з'єднання (литий метал шва, дві зони термічного впливу) розташоване в модифікованому металі, що забезпечує високу якість шва. Кожна крайка зварного з'єднання оброблялась методом зварювання тертям з перемішуванням на глибину 12 мм. Після механічного оброблення на кожній крайці лишається приблизно по 10 мм модифікованого металу, що є цілком достатнім для формування шва потрібної якості. Спосіб здійснюють наступним чином: Модифікація зварюваних крайок здійснюється за декілька проходів методом зварювання тертям з перемішуванням з перекриттям валиків. Для уникнення пропалення крайні валики накладаються із застосуванням вивідних планок, виготовлених з основного металу. Після накладення валиків по всій поверхні зварюваних крайок останні піддаються обробленню на фрезерному верстаті до отримання рівномірної поверхні. По закінченні перерахованих операцій деталі зварюють електронно-променевим зварюванням. ПРИКЛАД Зварювались деталі з високоміцного алюмінієвого сплаву 7085Т76X1. Їх попередня обробка здійснювалась методом зварювання тертям з перемішуванням торцем обертового інструменту при його подачі зі швидкістю 20 мм/хв. і обертанні зі швидкістю 800 об./хв. Глибина обробки крайок складала 12 мм. Перекриття валиків модифікованого металу витримувалось на рівні 2 мм. По закінченні обробки зварюваних крайок їх поверхні зачищались на глибину 1,5-2,0 мм на фрезерному верстаті до повного видалення всіх нерівномірностей поверхні. Перед завантаженням у вакуумну камеру зварювані крайки деталей і прилеглі до них ділянки шириною до 10 мм на сторону піддавались шабруванню до повного видалення окисних плівок і слідів механічної обробки. Стружка і металевий пил після шабрування видалялись сухою відбіленою тканиною, що не має ворсу. Вибір режимів електронно-променевого зварювання здійснювався на стиках сплаву 7085Т76X1 при вертикальному розташуванні зварювальної гармати. Найкращі результати по формі проплавлення, якості і зовнішньому вигляді шва отримані на режимі: Іп=230 mА; Іф=640 mА; Vсв.=6 мм/сек; Uприскорення=60 кВ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 1. Спосіб електронно-променевого зварювання металевих конструкцій, при якому здійснюють опосередкований термічний вплив на зварюваний метал, який відрізняється тим, що зварювальні крайки перед збиранням та зварюванням оброблюють методом зварювання тертям з перемішуванням на глибину, що становить 1,0-1,5 ширини литої зони електроннопроменевого шва, після чого поверхні, що стикуються, піддають механічній обробці та подальшому електронно-променевому зварюванню. 2. Спосіб за п. 1, який відрізняється тим, що зварюють конструкції з високоміцних сталей, алюмінієвих, магнієвих та титанових сплавів. 3 UA 107818 U 4 UA 107818 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 28/02, B23K 15/00
Мітки: спосіб, зварювання, електронно-променевого
Код посилання
<a href="https://ua.patents.su/7-107818-sposib-elektronno-promenevogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого зварювання</a>
Спосіб електронно-променевого зварювання довільного криволінійного зварного стику
Номер патенту: 56712
Опубліковано: 15.05.2003
Автор: Богданов Владислав Ромуальдович
МПК: B23K 15/00, B23K 37/047, G05B 19/18
Мітки: зварного, криволінійного, довільного, стику, електронно-променевого, зварювання, спосіб
Формула / Реферат:
1. Спосіб електронно-променевого зварювання довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та шляхом переміщення зварної деталі добиваються суміщення цієї точки та поточного положення осі електронно-променевої гармати, визначають систему координат, приймаючи за центр опорну точку, задають параметри сканування, виконують сканування, визначають координати напрямної точки або припиняють...
Пристрій для електронно-променевого зварювання неповоротних стиків трубопроводів у відкритому космосі
Номер патенту: 103338
Опубліковано: 10.12.2015
Автори: Перепеченко Борис Іванович, Зубченко Юрій Васильович, Харківська Тетяна Миколаївна, Асніс Юхим Аркадійович, Шулим Віктор Федорович, Акоп'янц Карп Сергійович
МПК: B64G 4/00, H01J 37/315, B23K 15/00
Мітки: стиків, трубопроводів, неповоротних, відкритому, космосі, зварювання, електронно-променевого, пристрій
Формула / Реферат:
1. Пристрій для електронно-променевого зварювання неповоротних стиків трубопроводів у відкритому космосі, що містить електронну гармату, механізм її орбітального переміщення по стику трубопроводу і магнітну систему повороту електронного променя на кут 90°, який відрізняється тим, що магнітна система повороту променя на кут 90° виконана у вигляді двох симетричних фігурних полюсних наконечників і однієї або декількох магнітних котушок, або...
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Калинюк Олексій Миколайович
Мітки: електронно-променевого, поверхні, спосіб, оплавлення, злитків, циліндричних
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка,...
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння
Номер патенту: 78393
Опубліковано: 15.03.2007
Автори: ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Березос Володимир Олександрович, Ахонін Сергій Володимирович
МПК: B22D 11/045, C22B 9/22, B22D 13/02, C21C 5/56
Мітки: переплавляння, порожнистих, одержання, електронно-променевого, установках, зливків, спосіб
Формула / Реферат:
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння, який включає плавлення заготовки, заливання рідкого металу в горизонтально розташований кристалізатор, що здійснює обертання навколо поздовжньої осі, наведення ванни рідкого металу в кристалізаторі, твердіння металу у вигляді порожнистого зливка, який у міру твердіння видаляють з кристалізатора, який відрізняється тим, що кристалізатор, одночасно з...
Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра
Номер патенту: 88564
Опубліковано: 26.10.2009
Автори: ТРИГУБ Микола Петрович, Жук Геннадій Віліорович, Березос Володимир Олександрович
МПК: B22D 27/04, C21D 1/00, C21D 1/09, B23K 15/00, C22B 9/04, B23K 9/00, C22C 33/04, C22B 9/22
Мітки: оплавлення, зливка, спосіб, діаметра, великого, поверхні, електронно-променевого, циліндричного
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра, що включає нагрівання електронними променями поверхні зливка, формування ванни рідкого металу уздовж його твірної і обертання зливка навколо його горизонтальної вісі, який відрізняється тим, що попередньо нагрівають поверхню зливка розфокусованими скануючими електронними променями до температури 600-800 °С при його обертанні.
Попередній патент: Спосіб меліорації осолонцьованих і забруднених важкими металами ґрунтів
Наступний патент: Спосіб одержання інуліну з бульб жоржини німфейної для медичних цілей
Випадковий патент: Спосіб виготовлення паладієво-золотого каталізатора для виробництва вінілацетату (варіанти)