Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків
Формула / Реферат
Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків, яка включає транспортувальні шляхи, розташовані на них в технологічній послідовності пости, форми, пост витримки та маніпулятор, яка відрізняється тим, що транспортувальні шляхи виконані у вигляді лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях, на яких з нахилом до вертикалі під кутом нахилу до 15° в бік розташовані в технологічній послідовності три пости у вигляді технологічних вузлів (В1), (В2) та (В3), які з'єднані між собою в бокових частинах планками таким чином, що вузли (В1) та (В3) закріплені нерухомо, а вузол (В2) закріплений з можливістю повороту в сторону за та проти годинникової стрілки, при цьому у вузлі (В1) міститься дві форми у вигляді прямокутних напівбоксів, зовнішнього та внутрішнього, відкритих із зустрічної бокової сторони з можливістю накладання одного напівбоксу на інший, причому внутрішній напівбокс додатково закріплений тримачем, та які виконані з можливістю транспортування через вузол (В2) в пост витримки, який має форму закритого блока, а сама технологічна лінія додатково містить циліндричну напрямну, що розміщена у вузлі (В2), який має приймаючу платформу із рухомими підшипниками на верхній площині, вузол (В3), що містить блок наповнювача, виконаний у вигляді відкритої з одного боку прямокутної ємності, в дно якої вертикально вмонтовані циліндри, на кінцях яких вертикально розташовані штирі, та який забезпечує формування порожнистого теплоізоляційного блока на першому етапі, та рухому каретку, яка має рухомі підшипники на верхній основі та можливість пристикування до приймаючої платформи у горизонтальному положенні для подальшого безперешкодного переміщення боксу з отриманим готовим порожнистим теплоізоляційним блоком з приймаючої платформи на рухому каретку і рухатись в пост витримки.
Текст
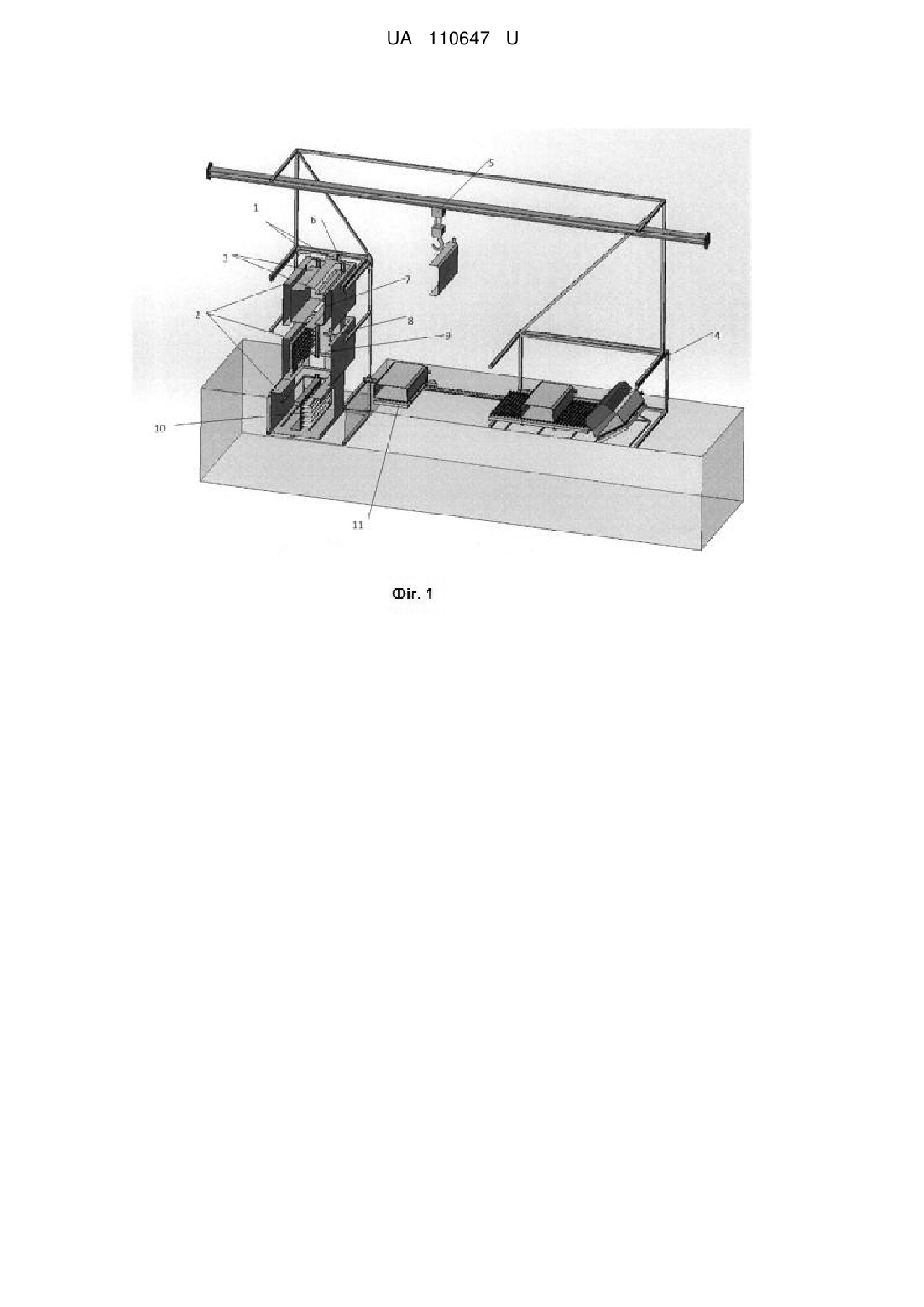
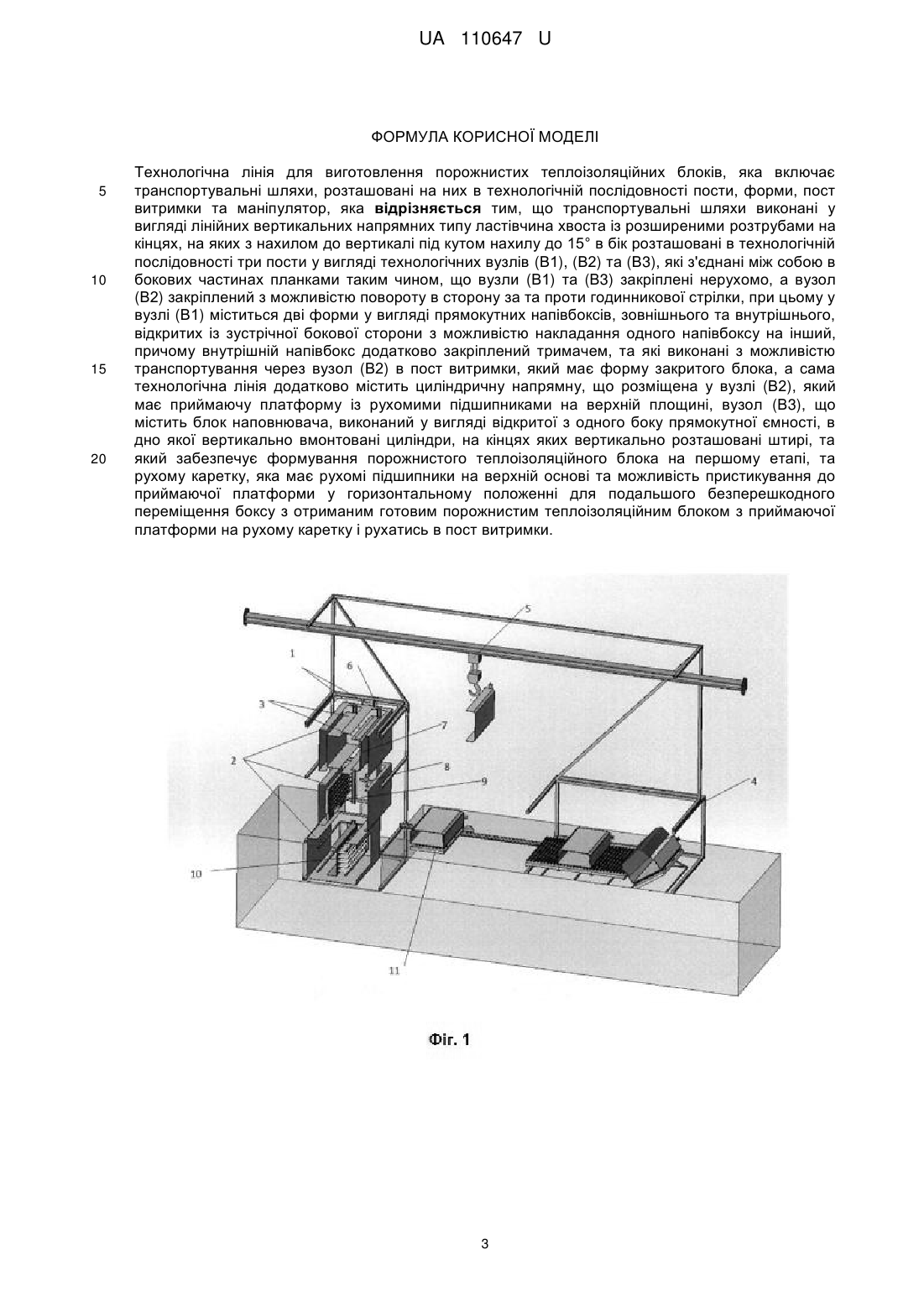
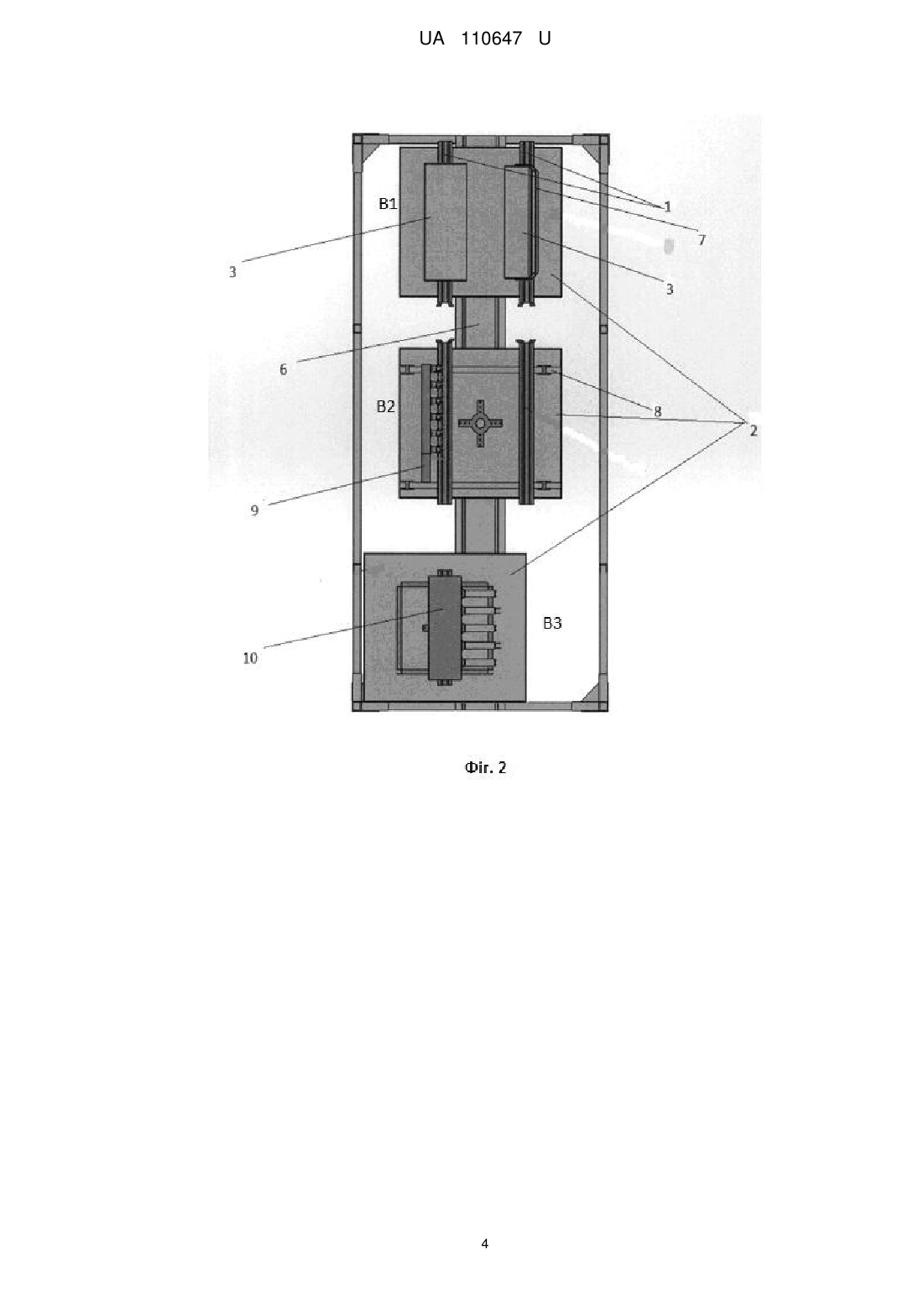
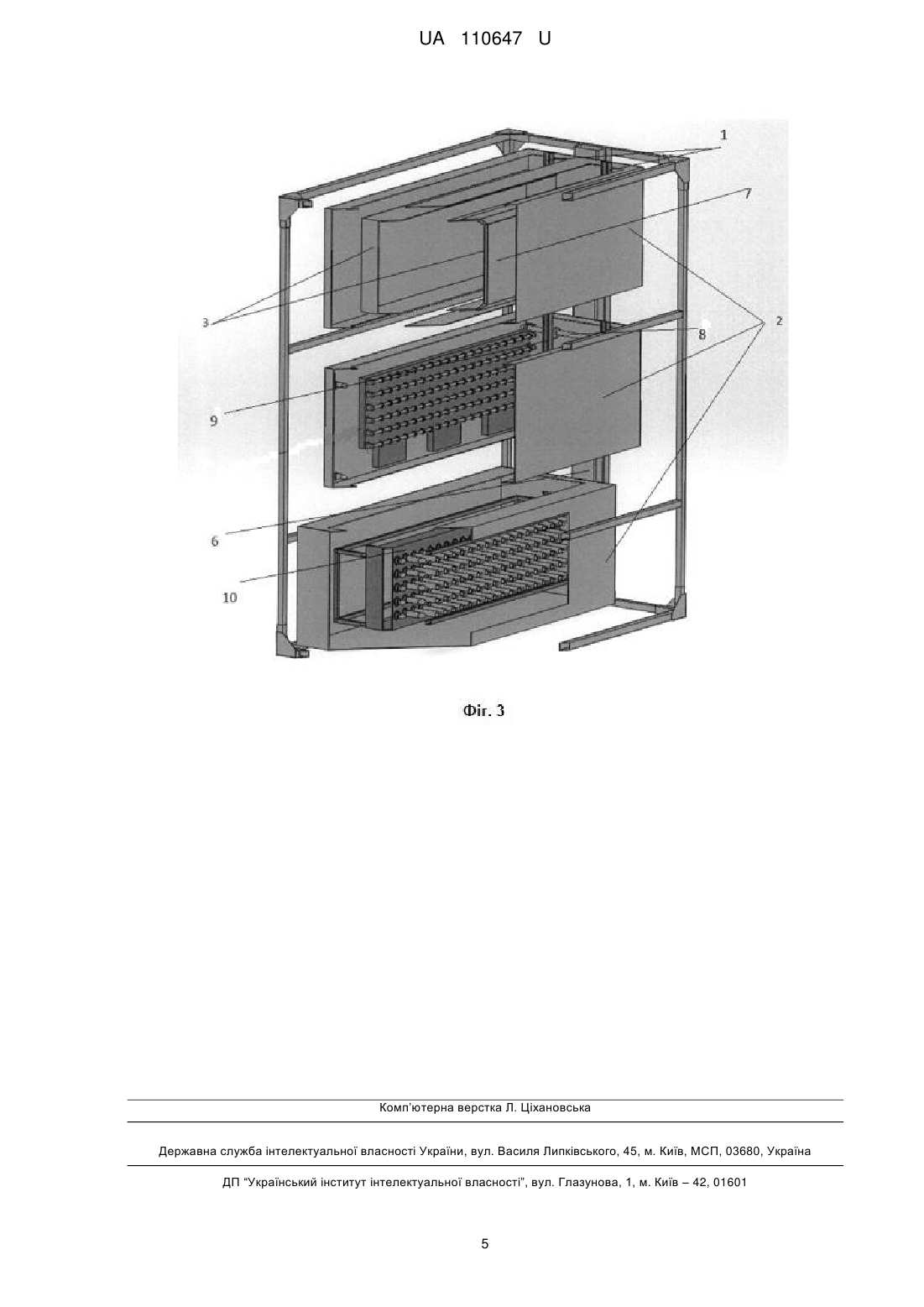
Реферат: Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків містить транспортувальні шляхи, розташовані на них в технологічній послідовності пости, форми, пост витримки та маніпулятор. Транспортувальні шляхи виконані у вигляді лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях, на яких з нахилом до вертикалі під кутом нахилу до 15° в бік розташовані в технологічній послідовності три пости у вигляді технологічних вузлів (В1), (В2) та (В3), які з'єднані між собою в бокових частинах планками таким чином, що вузли (В1) та (В3) закріплені нерухомо, а вузол (В2) закріплений з можливістю повороту в сторону за та проти годинникової стрілки. UA 110647 U (54) ТЕХНОЛОГІЧНА ЛІНІЯ ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ТЕПЛОІЗОЛЯЦІЙНИХ БЛОКІВ UA 110647 U UA 110647 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до формувальних багатоскладових машин для виготовлення будівельних матеріалів, зокрема теплоізоляційних порожнистих панелей, які використовуються для утеплення житлових, цивільних та промислових будівель та споруд. Найбільш близьким аналогом є відома технологічна лінія для виготовлення малих блоків із пористого бетону [Патент на корисну модель № 132030 RU, B28B 5/00, опублікований 10.09.2013 року], яка включає транспортувальні шляхи, розташовані на них в технологічній послідовності пости, форми, пост витримки та маніпулятор. Недоліком відомої технологічної лінії є те, що сама конструкція є дуже складною і процес виготовлення блоків займає багато часу, а теплоізоляційні блоки, виготовлені на ній, є дуже важкими та мають нерівну поверхню з однієї сторони. В основу корисної моделі поставлено задачу удосконалити конструкцію технологічної лінії для виготовлення порожнистих теплоізоляційних блоків, які за рахунок саме такої технологічної лінії будуть легкими і міцними, та матимуть гладку поверхню з усіх боків. Поставлена задача вирішена наступним чином: Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків, яка включає транспортувальні шляхи, розташовані на них в технологічній послідовності пости, форми, пост витримки та маніпулятор. Згідно з корисною моделлю транспортувальні шляхи виконані у вигляді лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях, на яких з нахилом до вертикалі під кутом нахилу до 15° в бік розташовані в технологічній послідовності три пости у вигляді технологічних вузлів В1, В2 та В3, які з'єднані між собою в бокових частинах планками таким чином, що вузли В1 та В3 закріплені нерухомо, а вузол В2 - з можливістю повороту в сторону за та проти часової стрілки, при цьому у вузлі В1 міститься дві форми у вигляді прямокутних напівбоксів, зовнішній та внутрішній, відкритих із зустрічної бокової сторони з можливістю накладання одного напівбоксу на інший, причому внутрішній напівбокс додатково закріплений тримачем, та які виконані з можливістю транспортування через вузол В2 в пост витримки, який має форму закритого блоку, а сама технологічна лінія додатково містить циліндричну напрямну, що розміщена у вузлі В2, який має приймаючу платформу із рухомими підшипниками на верхній площині, вузол В3, що містить блок наповнювача, виконаний у вигляді відкритої з одного боку прямокутної ємності, в дно якої вертикально вмонтовані циліндри, на кінці яких вертикально розташовані штирі, та який забезпечує формування порожнистого теплоізоляційного блоку на першому етапі, та рухому каретку яка має рухомі підшипники на верхній основі та можливість пристикування до приймаючої платформи у горизонтальному положенні для подальшого безперешкодного переміщення боксу з отриманим готовим порожнистим теплоізоляційним блоком з приймаючої платформи на рухому каретку і рухатись в пост витримки. Корисна модель пояснюється графічними матеріалами, на яких на Фігурі 1 наведено загальний вигляд у розрізі технологічної лінії для виготовлення порожнистих теплоізоляційних блоків на основі гіпсового в'яжучого; На Фігурі 2 наведено вигляд у розрізі трьох постів у вигляді технологічних вузлів В1, В2та В3. На Фігурі 3 наведено об'ємний вигляд у розрізі трьох постів у вигляді технологічних вузлів В1, В2 та В3. Елементи корисної моделі позначені наступними цифровими позиціями: 1 - транспортувальні шляхи 2 - пости 3 - форми 4 - пост витримки 5 - маніпулятор 6 - планки 7 - тримач 8 - циліндрична направляюча 9 - приймаюча платформа 10 - блок наповнювача 11 - рухома каретка. Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків, яка включає транспортувальні шляхи (1), розташовані на них в технологічній послідовності пости (2), форми (3), пост витримки (4) та маніпулятор (5), причому транспортувальні шляхи (1) виконані у вигляді лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях, на яких з нахилом до вертикалі під кутом нахилу до 15° в бік розташовані в технологічній послідовності три пости (2) у вигляді технологічних вузлів В1, В2 та В3, які з'єднані між собою в бокових частинах планками (6) таким чином, що вузли В1 та В3 закріплені нерухомо, а вузол В2 1 UA 110647 U 5 10 15 20 25 30 35 40 45 50 55 закріплений з можливістю повороту в сторону за та проти годинникової стрілки, при цьому у вузлі В1 міститься дві форми (3) у вигляді прямокутних напівбоксів, зовнішній та внутрішній, відкритих із зустрічної бокової сторони з можливістю накладання одного напівбоксу на інший, причому внутрішній напівбокс додатково закріплений тримачем (7), та які виконані з можливістю транспортування через вузол В2 в пост витримки (4), який має форму закритого блока, а сама технологічна лінія додатково містить циліндричну напрямну (8), що розміщена у вузлі В2, який має приймаючу платформу (9) із рухомими підшипниками на верхній площині, вузол В3, що містить блок наповнювача (10), виконаний у вигляді відкритої з одного боку прямокутної ємності, в дно якої вертикально вмонтовані циліндри, на кінці яких вертикально розташовані штирі, та який забезпечує формування порожнистого теплоізоляційного блока на першому етапі, та рухому каретку (11), яка має рухомі підшипники на верхній основі та можливість пристикування до приймаючої платформи (9) у горизонтальному положенні для подальшого безперешкодного переміщення форми з отриманим готовим порожнистим теплоізоляційним блоком на основі гіпсового в'яжучого з приймаючої платформи (9) на рухому каретку (11) і рухатись в пост витримки (4). Приклад реалізації корисної моделі: Із вузла В1 внутрішній напівбокс по лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях спускається у вузол В2 і одночасно із вузла В3 у вузол В2 по лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях піднімається блок наповнювача. Блок наповнювача, в якому розташовані циліндри на кінцях із штирями, у вузлі В2 по циліндричній напрямній пересувається на зближення з внутрішнім напівбоксом і упирається штирями в його дно і фіксується таким чином. Далі вузол В2 радіально повертається за часовою стрілкою до досягнення горизонтального положення. В циліндри блока наповнювача емпірично вставляються неметалеві стрижні, які також упираються в дно внутрішнього напівбоксу. Внутрішній напівбокс наповнюється швидко застигаючим розчином на глибину, в яку повністю занурюються по своїй висоті штирі та неметалеві стрижні (в нашому випадку на 5 см). В такому ж горизонтальному положенні поки розчин повністю не затвердів відокремлюється блок наповнювача. Вузол В2 повертається у вертикальне положення радіально проти годинникової стрілки. Блок наповнювача по циліндричній напрямній переміщується у вихідне положення і по лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях опускається у вузол В3. В цей час із вузла В1 по лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях у вузол В2 опускається зовнішній напівбокс. По циліндричній напрямній зовнішній напівбокс переміщується на зближення з внутрішнім напівбоксом і з'єднується з ним і в цей час відокремлює його від тримача, утворюючи бокс. Бокс по циліндричній напрямній переміщується до приймаючої платформи із рухомими підшипниками на верхній основі і упирається в неї, і в цей час тримач по лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях піднімається у вихідне положення у вузол В1 із вузла В2. Далі вузол В2 повертається в горизонтальне положення радіально проти годинникової стрілки і до приймаючої платформи з боксом на ній під'їжджає каретка з рухомими підшипниками на верхній основі. За рахунок того, що підшипники на приймаючій платформі і на каретці постійно знаходяться в русі, бокс легко переміщується з приймаючої платформи на каретку, яка перевозить бокс до посту витримки. В пості витримки зовнішній напівбокс наповнюється розчином для замонолічування протилежних кінців неметалевих стрижнів. В результаті дерев'яні стрижні замонолічуються і в розчині, що знаходиться у зовнішньому напівбоксі. Коли розчин повністю затвердів і набрав міцності, бокс роз'єднується і так як внутрішній напівбокс тепер знаходиться зверху, то за допомогою маніпулятора він переміщується у вихідне положення у вузол В1. З готового теплоізоляційного блока легко знімається зовнішній напівбокс, так як він знаходиться під кутом, і за допомогою маніпулятора зовнішній напівбокс переміщується у вихідне положення у вузол В1. Готовий теплоізоляційний блок вивозиться за межі технологічної лінії. Саме завдяки зазначеному виконанню технологічної лінії для виготовлення порожнистих теплоізоляційних блоків та послідовності дій забезпечено вирішення поставленої задачі щодо удосконалення конструкції технологічної лінії для виготовлення порожнистих теплоізоляційних блоків, які за рахунок саме такої технологічної лінії будуть легкими і міцними та матимуть гладку поверхню з усіх боків. Джерела інформації: 1. Патент на корисну модель № 132030 RU, B28B 5/00, опублікований 10.09.2013 року. 2 UA 110647 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків, яка включає транспортувальні шляхи, розташовані на них в технологічній послідовності пости, форми, пост витримки та маніпулятор, яка відрізняється тим, що транспортувальні шляхи виконані у вигляді лінійних вертикальних напрямних типу ластівчина хвоста із розширеними розтрубами на кінцях, на яких з нахилом до вертикалі під кутом нахилу до 15° в бік розташовані в технологічній послідовності три пости у вигляді технологічних вузлів (В1), (В2) та (В3), які з'єднані між собою в бокових частинах планками таким чином, що вузли (В1) та (В3) закріплені нерухомо, а вузол (В2) закріплений з можливістю повороту в сторону за та проти годинникової стрілки, при цьому у вузлі (В1) міститься дві форми у вигляді прямокутних напівбоксів, зовнішнього та внутрішнього, відкритих із зустрічної бокової сторони з можливістю накладання одного напівбоксу на інший, причому внутрішній напівбокс додатково закріплений тримачем, та які виконані з можливістю транспортування через вузол (В2) в пост витримки, який має форму закритого блока, а сама технологічна лінія додатково містить циліндричну напрямну, що розміщена у вузлі (В2), який має приймаючу платформу із рухомими підшипниками на верхній площині, вузол (В3), що містить блок наповнювача, виконаний у вигляді відкритої з одного боку прямокутної ємності, в дно якої вертикально вмонтовані циліндри, на кінцях яких вертикально розташовані штирі, та який забезпечує формування порожнистого теплоізоляційного блока на першому етапі, та рухому каретку, яка має рухомі підшипники на верхній основі та можливість пристикування до приймаючої платформи у горизонтальному положенні для подальшого безперешкодного переміщення боксу з отриманим готовим порожнистим теплоізоляційним блоком з приймаючої платформи на рухому каретку і рухатись в пост витримки. 3 UA 110647 U 4 UA 110647 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28B 23/00, B28B 13/00, B28B 7/22
Мітки: виготовлення, порожнистих, технологічна, теплоізоляційних, блоків, лінія
Код посилання
<a href="https://ua.patents.su/7-110647-tekhnologichna-liniya-dlya-vigotovlennya-porozhnistikh-teploizolyacijjnikh-blokiv.html" target="_blank" rel="follow" title="База патентів України">Технологічна лінія для виготовлення порожнистих теплоізоляційних блоків</a>
Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків
Номер патенту: 14758
Опубліковано: 15.05.2006
Автори: Безноснюк Юрій Олексійович, Романюк Геннадій Олександрович
МПК: E04C 5/00
Мітки: пінополістирольних, технологічна, виготовлення, лінія, блоків, мобільна, будівельних
Формула / Реферат:
1. Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків, що містить об'єднаний у єдиний технологічний ланцюг ряд обладнань, яка відрізняється тим, що обладнання об'єднане у блоки, кожний з яких розміщений на пересувній платформі, при цьому завантажувальний бункер, обладнання, призначене для вузла підготовки сировини, бункер вилежування змонтовані на одній платформі і з'єднані між собою магістраллю подачі...
Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей і технологічна лінія для його здійснення
Номер патенту: 40508
Опубліковано: 15.01.2004
Автори: Сіренко Максим Вікторович, Скосар Вячеслав Юрійович, Лісничий Віктор Миколайович, Бурилов Сергій Володимирович, Дзензерський Віктор Олександрович
МПК: H01M 10/06, H01M 2/26
Мітки: електродних, блоків, виготовлення, батарей, свинцево-кислотних, лінія, спосіб, здійснення, технологічна, акумуляторних, пластин
Формула / Реферат:
1. Спосіб виготовлення блоків електродних пластин для свинцево-кислотних акумуляторних батарей, який полягає в тому, що зі свинцевого сплаву одержують стрічку, перфорують стрічку з одночасним розтягуванням перформером утворених жилок здвоєного струмовідводу і виконують просікання вушок, потім на стрічку струмовідводів наносять активну масу шляхом намазування і, фіксуючи шари з пористого матеріалу, розділяють стрічку на окремі електродні...
Технологічна лінія для виробництва багатошарових будівельних блоків з декоративною лицевою поверхнею
Номер патенту: 82445
Опубліковано: 10.04.2008
Автор: Лєщіков Валєрій Андрєєвіч
МПК: B28B 5/00
Мітки: технологічна, виробництва, блоків, лінія, декоративною, будівельних, поверхнею, багатошарових, лицевою
Формула / Реферат:
Технологічна лінія для виробництва багатошарових бетонних з декоративною лицевою поверхнею блоків, що містить бункери піску, цементу, ємності з водою та поверхнево-активними речовинами (ПАР) з дозаторами, змішувач, ділянку приготування суміші, рольгангові гілки, на яких у технологічній послідовності розміщені вібростіл з бункерами завантажувальної ділянки, термокамера, форми для блоків, притискувальний механізм, механізми переміщення форм,...
Поточна лінія для виготовлення теплоізоляційних плит із неорганічних волокон та глинистого в’яжучого
Номер патенту: 9515
Опубліковано: 17.10.2005
Автори: Гільдбург Анатолій Зіновійович, Ященко Ольга Михайлівна, Валюга Міхаель, Божко Василь Іванович, Степанішин Юрій Анисимович, Стельмах Тадеуш, Іванова Лариса Іванівна, Нестеров Валерій Григорович, Куцин Зіновій Володимирович
МПК: B28B 1/52
Мітки: волокон, поточна, плит, неорганічних, в'яжучого, виготовлення, лінія, теплоізоляційних, глинистого
Формула / Реферат:
Поточна лінія для виготовлення теплоізоляційних плит із неорганічних волокон та глинистого в’яжучого, що містить пристрій для подрібнення матеріалу, ємність з мішалкою, гідророзбивач, ємність для приготування глинисто-волокнистої гідромаси, формувальний пристрій, сушильний агрегат, станок для різки волокнистих плит, яка відрізняється тим, що формувальний пристрій оснащений перфорованою стрічкою з можливістю безперервного її переміщення на...
Технологічна лінія для виготовлення в’яжучого
Номер патенту: 36034
Опубліковано: 10.10.2008
Автори: Горобець Лариса Жанівна, Трубніков Володимир Іванович, Струтинський В'ячеслав Анатолійович, Пілов Петро Іванович, Кравченко Володимир Петрович, Мацегора Семен Сергійович
МПК: C04B 7/00
Мітки: технологічна, виготовлення, лінія, в'яжучого
Формула / Реферат:
Технологічна лінія для виготовлення в'яжучого, що включає сушильний барабан з бункером, дробарку з накопичувальним бункером, живильником і елеватором, завантажувальні елеватори й бункери готової продукції, яка відрізняється тим, що для виготовлення в'яжучого, що заміняє цемент, шляхом утилізації гранульованих доменних шлаків і зниження при цьому енерговитрат, у технологічній лінії після дробарки встановлений струминний млин тонкодисперсного...
Попередній патент: Спосіб візуалізації дистальних відділів променевої і ліктьової кістки, дистального променево-ліктьового та променево-зап’ястного суглобів
Наступний патент: Основа будівель та споруд на просадочних ґрунтах
Випадковий патент: Спосіб визначення потоків насичення регульованого перехрестя