Спосіб прокатування великогабаритного швелерного профілю у чорнових калібрах рейкобалкового стана
Номер патенту: 112225
Опубліковано: 10.08.2016
Автори: Гаран Ігор В'ячеславович, Бергеман Генадій Володимирович, Самсоненко Андрій Анатолійович
Формула / Реферат
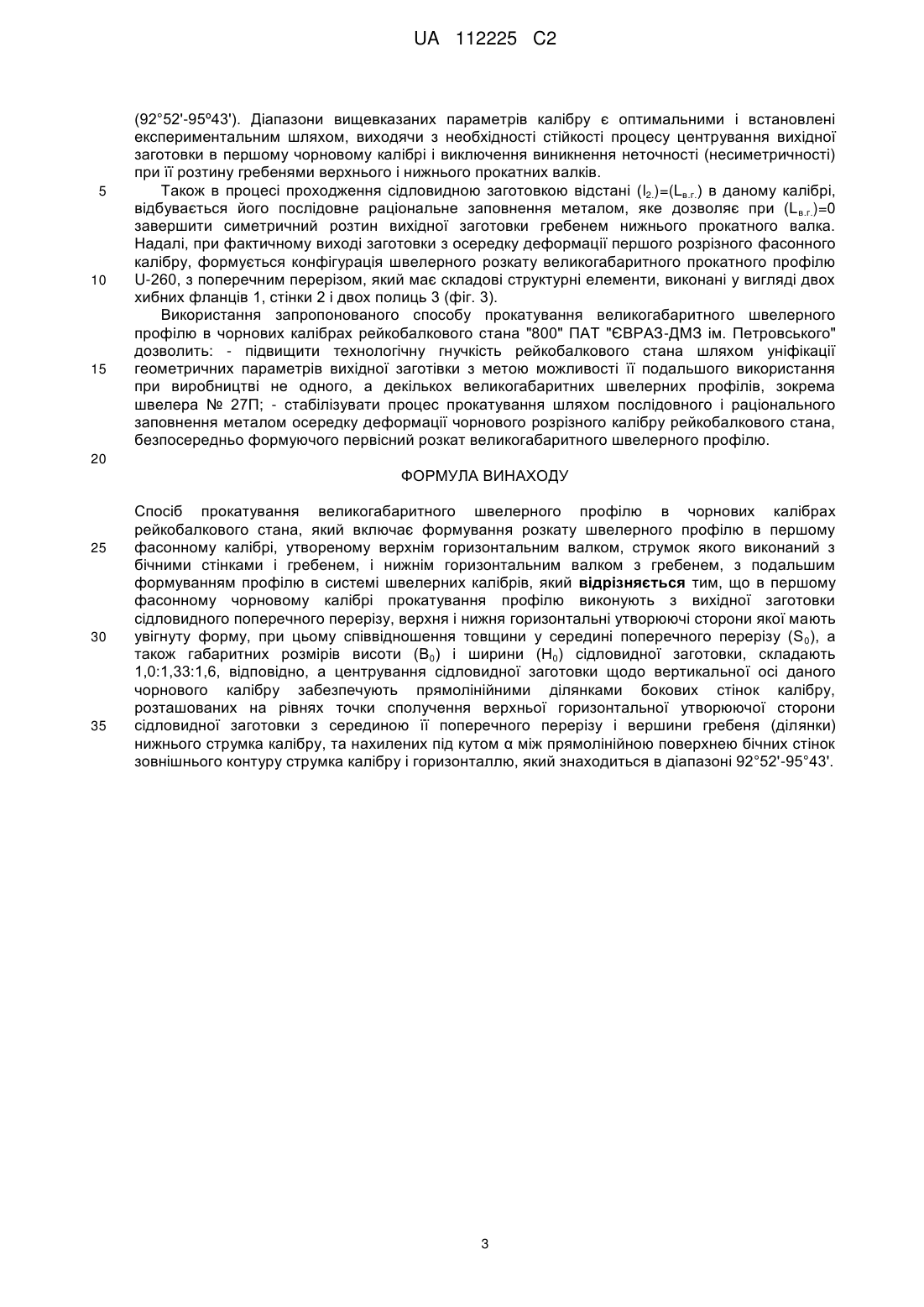
Спосіб прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана, який включає формування розкату швелерного профілю в першому фасонному калібрі, утвореному верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем, і нижнім горизонтальним валком з гребенем, з подальшим формуванням профілю в системі швелерних калібрів, який відрізняється тим, що в першому фасонному чорновому калібрі прокатування профілю виконують з вихідної заготовки сідловидного поперечного перерізу, верхня і нижня горизонтальні утворюючі сторони якої мають увігнуту форму, при цьому співвідношення товщини у середині поперечного перерізу (S0), а також габаритних розмірів висоти (В0) і ширини (Н0) сідловидної заготовки, складають 1,0:1,33:1,6, відповідно, а центрування сідловидної заготовки щодо вертикальної осі даного чорнового калібру забезпечують прямолінійними ділянками бокових стінок калібру, розташованих на рівнях точки сполучення верхньої горизонтальної утворюючої сторони сідловидної заготовки з серединою її поперечного перерізу і вершини гребеня (ділянки) нижнього струмка калібру, та нахилених під кутом α між прямолінійною поверхнею бічних стінок зовнішнього контуру струмка калібру і горизонталлю, який знаходиться в діапазоні 92°52'-95°43'.
Текст
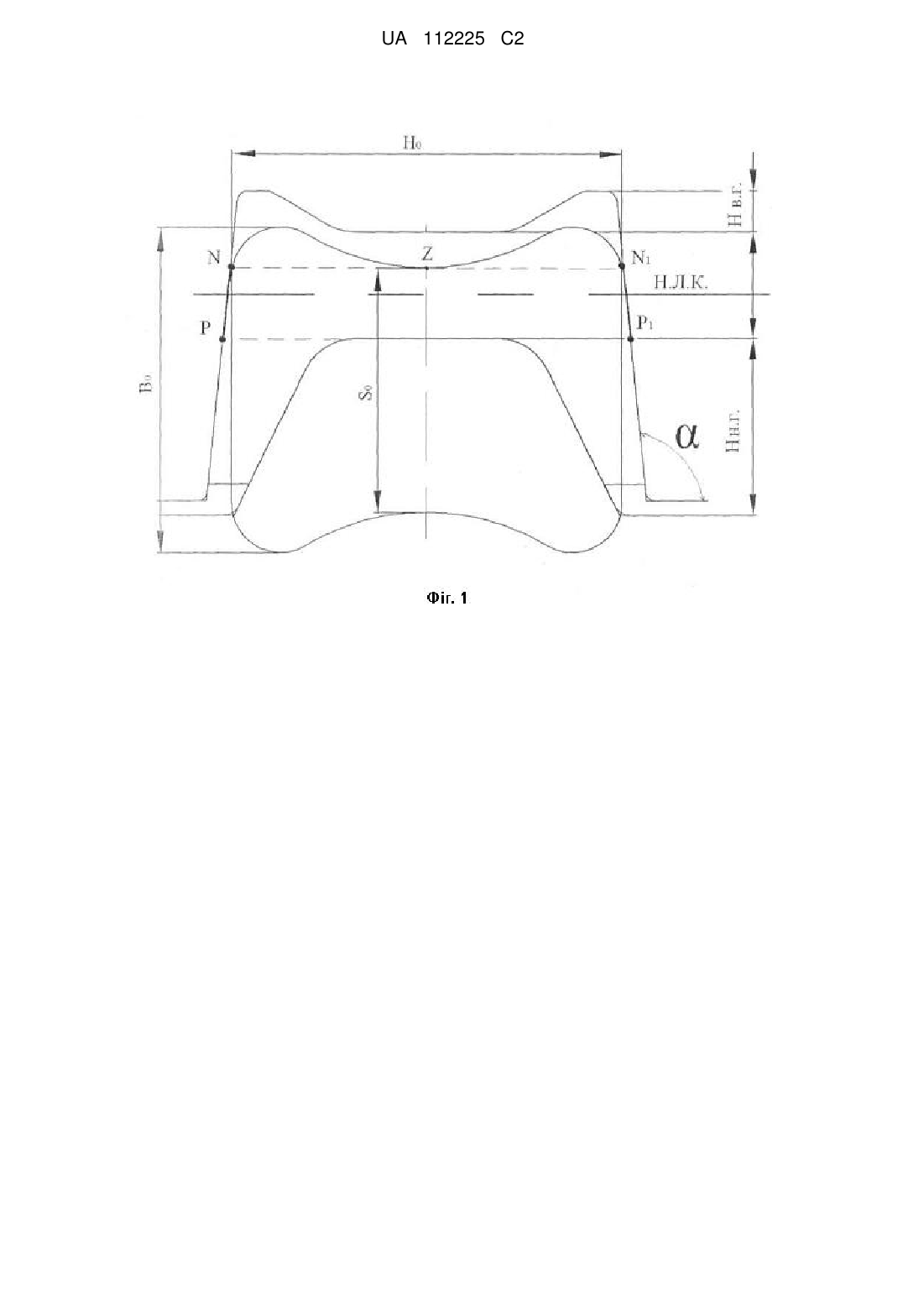
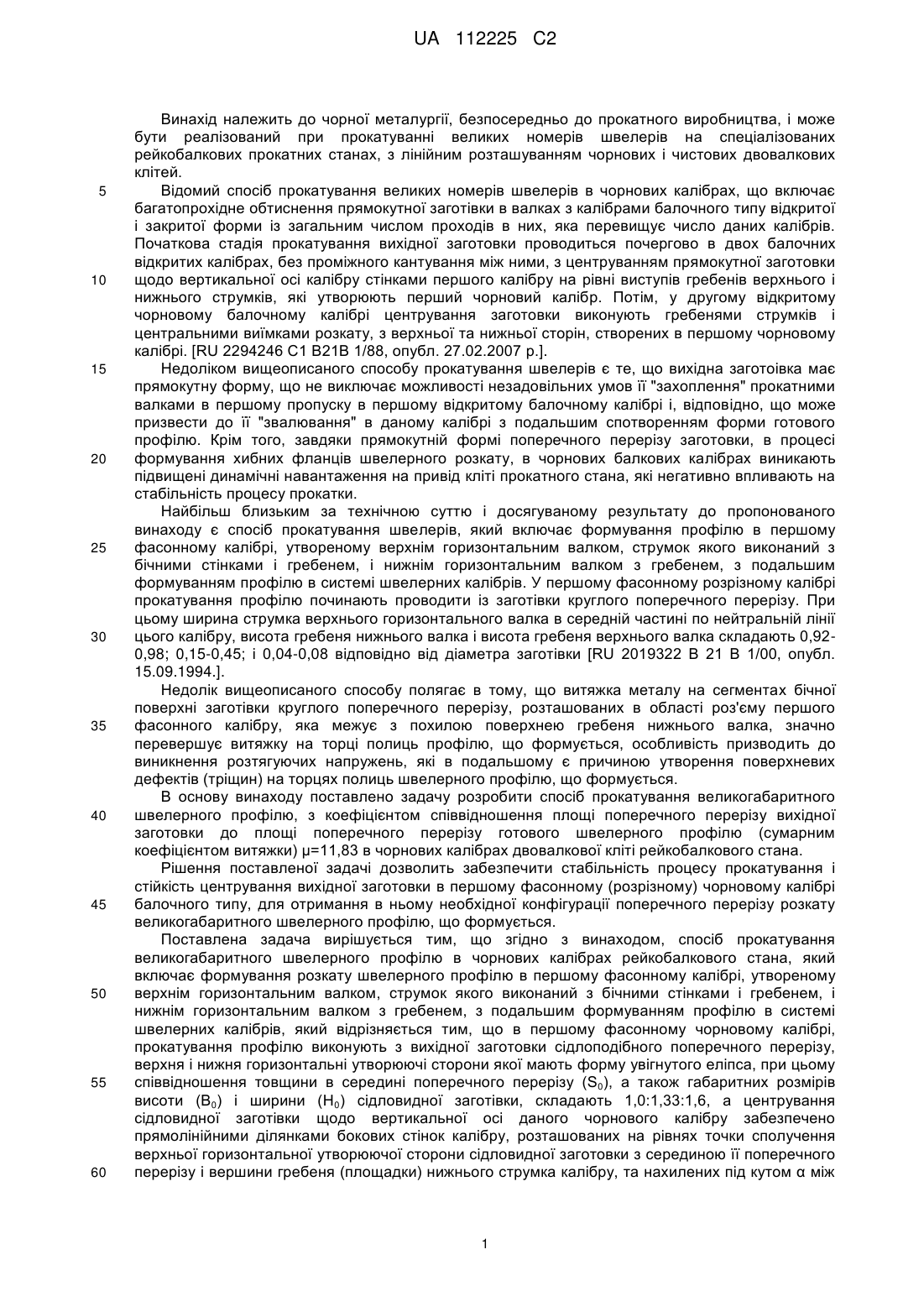
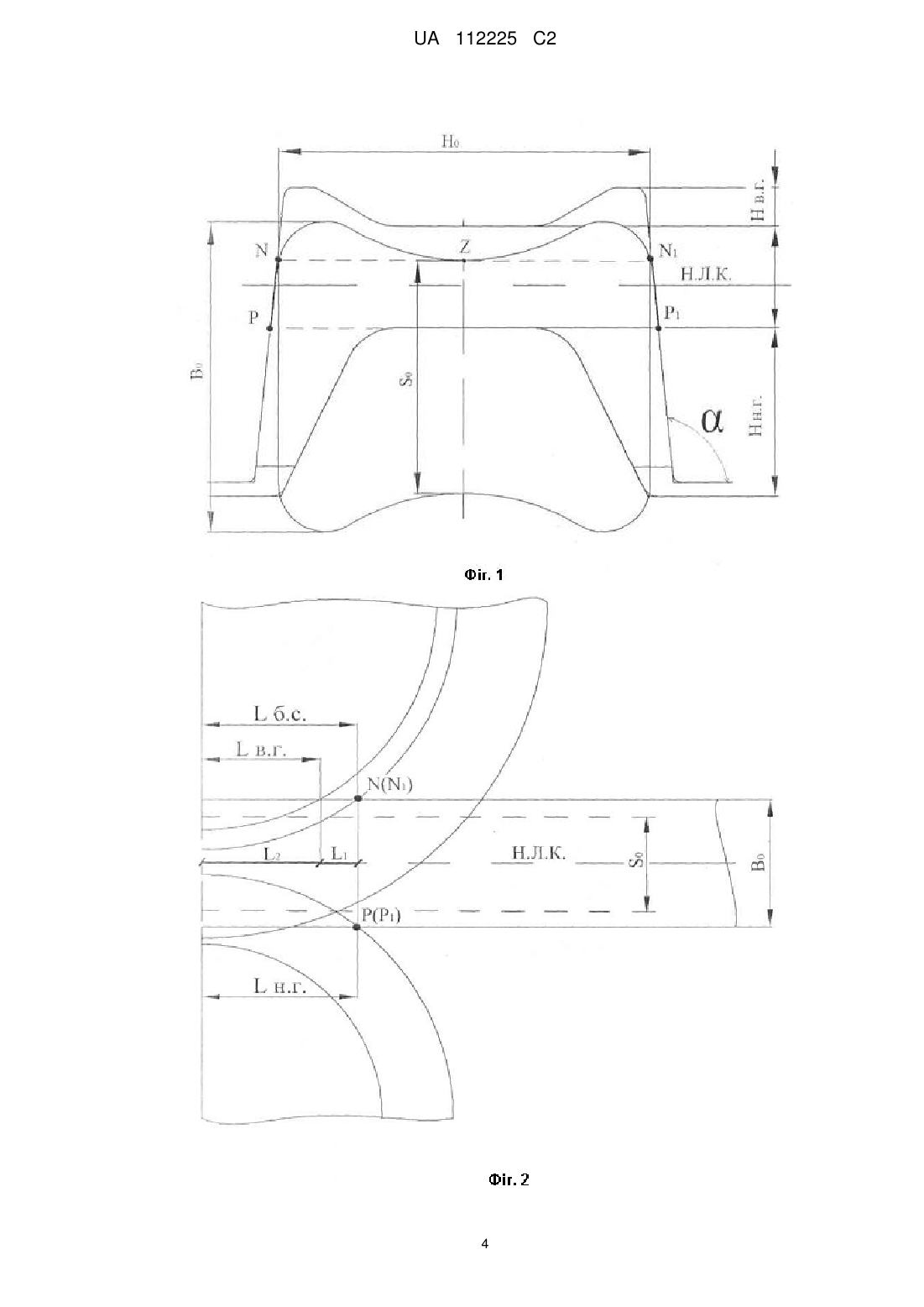
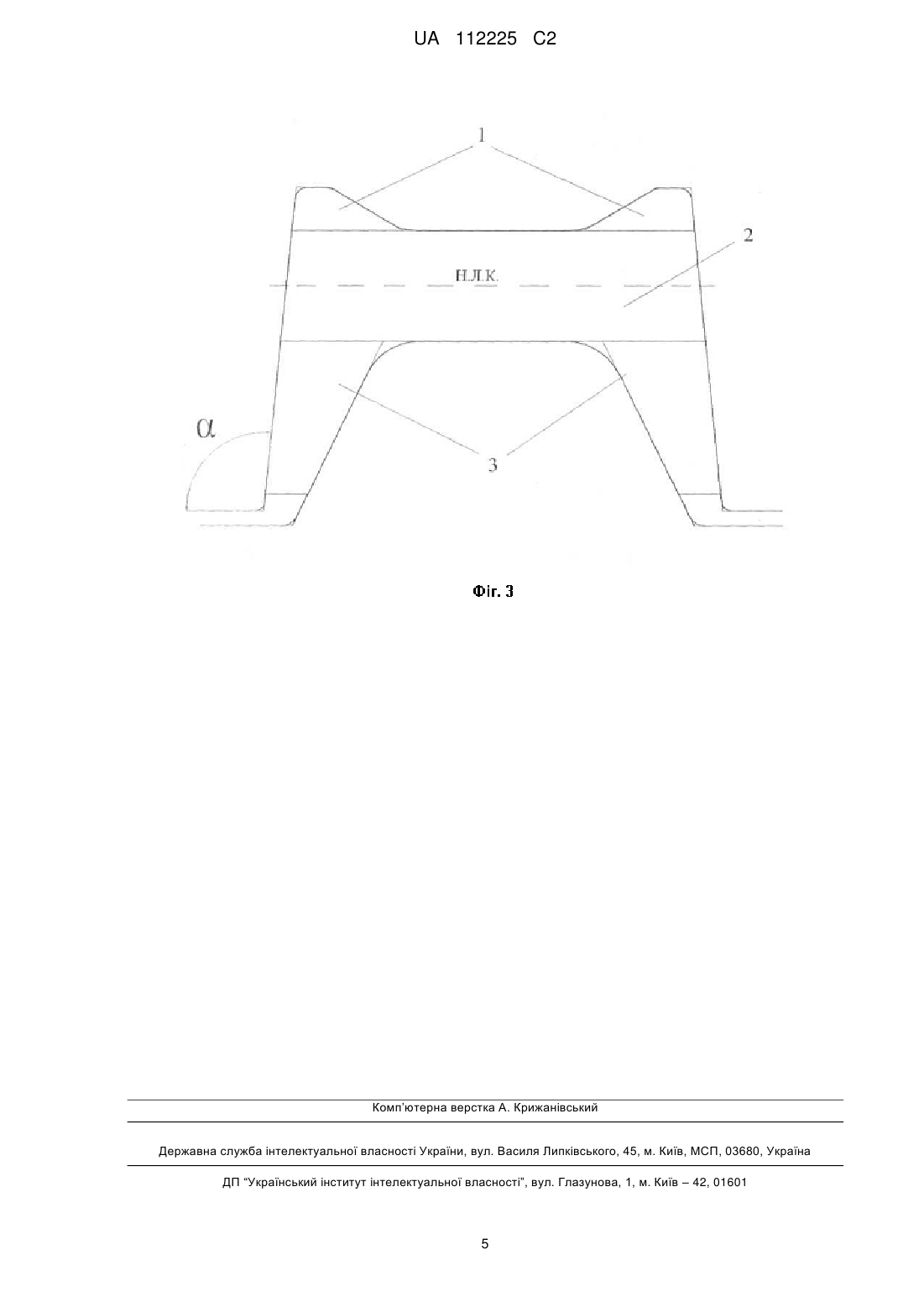
Реферат: Винахід належить до чорної металургії, безпосередньо до прокатного виробництва, і може бути реалізований при прокатуванні великих номерів швелерів на спеціалізованих рейкобалкових прокатних станах з лінійним розташуванням чорнових і чистових двовалкових клітей. Згідно з винаходом в першому фасонному чорновому калібрі прокатування профілю виконують з вихідної заготовки сідловидного поперечного перерізу, верхня і нижня горизонтальні утворюючі сторони якої мають форму увігнутого еліпса, при цьому співвідношення товщини в середині поперечного перерізу (S0), а також габаритних розмірів висоти (В0) і ширини (Н0) сідловидної заготовки, складають 1,0:1,33:1,6, а центрування сідловидної заготовки щодо вертикальної осі даного чорнового калібру забезпечено прямолінійними ділянками бокових стінок калібру, розташованих на рівнях точки сполучення верхньої горизонтальної утворюючої сторони сідловидної заготовки з серединою її поперечного перерізу і вершини гребеня (ділянки) нижнього струмка калібру, та нахилених під кутом α між прямолінійною поверхнею бічних стінок зовнішнього контуру струмка калібру і горизонталлю, який знаходиться в діапазоні (92°52'95°43'). Винахід дозволить забезпечити стабільність процесу прокатування і стійкість центрування вихідної заготівки в першому фасонному (розрізному) чорновому калібрі балочного типу, для отримання в ньому необхідної конфігурації поперечного перерізу розкату великогабаритного швелерного профілю. UA 112225 C2 (12) UA 112225 C2 UA 112225 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до чорної металургії, безпосередньо до прокатного виробництва, і може бути реалізований при прокатуванні великих номерів швелерів на спеціалізованих рейкобалкових прокатних станах, з лінійним розташуванням чорнових і чистових двовалкових клітей. Відомий спосіб прокатування великих номерів швелерів в чорнових калібрах, що включає багатопрохідне обтиснення прямокутної заготівки в валках з калібрами балочного типу відкритої і закритої форми із загальним числом проходів в них, яка перевищує число даних калібрів. Початкова стадія прокатування вихідної заготовки проводиться почергово в двох балочних відкритих калібрах, без проміжного кантування між ними, з центруванням прямокутної заготовки щодо вертикальної осі калібру стінками першого калібру на рівні виступів гребенів верхнього і нижнього струмків, які утворюють перший чорновий калібр. Потім, у другому відкритому чорновому балочному калібрі центрування заготовки виконують гребенями струмків і центральними виїмками розкату, з верхньої та нижньої сторін, створених в першому чорновому калібрі. [RU 2294246 С1 В21В 1/88, опубл. 27.02.2007 р.]. Недоліком вищеописаного способу прокатування швелерів є те, що вихідна заготоівка має прямокутну форму, що не виключає можливості незадовільних умов її "захоплення" прокатними валками в першому пропуску в першому відкритому балочному калібрі і, відповідно, що може призвести до її "звалювання" в даному калібрі з подальшим спотворенням форми готового профілю. Крім того, завдяки прямокутній формі поперечного перерізу заготовки, в процесі формування хибних фланців швелерного розкату, в чорнових балкових калібрах виникають підвищені динамічні навантаження на привід кліті прокатного стана, які негативно впливають на стабільність процесу прокатки. Найбільш близьким за технічною суттю і досягуваному результату до пропонованого винаходу є спосіб прокатування швелерів, який включає формування профілю в першому фасонному калібрі, утвореному верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем, і нижнім горизонтальним валком з гребенем, з подальшим формуванням профілю в системі швелерних калібрів. У першому фасонному розрізному калібрі прокатування профілю починають проводити із заготівки круглого поперечного перерізу. При цьому ширина струмка верхнього горизонтального валка в середній частині по нейтральній лінії цього калібру, висота гребеня нижнього валка і висота гребеня верхнього валка складають 0,920,98; 0,15-0,45; і 0,04-0,08 відповідно від діаметра заготівки [RU 2019322 В 21 В 1/00, опубл. 15.09.1994.]. Недолік вищеописаного способу полягає в тому, що витяжка металу на сегментах бічної поверхні заготівки круглого поперечного перерізу, розташованих в області роз'єму першого фасонного калібру, яка межує з похилою поверхнею гребеня нижнього валка, значно перевершує витяжку на торці полиць профілю, що формується, особливість призводить до виникнення розтягуючих напружень, які в подальшому є причиною утворення поверхневих дефектів (тріщин) на торцях полиць швелерного профілю, що формується. В основу винаходу поставлено задачу розробити спосіб прокатування великогабаритного швелерного профілю, з коефіцієнтом співвідношення площі поперечного перерізу вихідної заготовки до площі поперечного перерізу готового швелерного профілю (сумарним коефіцієнтом витяжки) μ=11,83 в чорнових калібрах двовалкової кліті рейкобалкового стана. Рішення поставленої задачі дозволить забезпечити стабільність процесу прокатування і стійкість центрування вихідної заготовки в першому фасонному (розрізному) чорновому калібрі балочного типу, для отримання в ньому необхідної конфігурації поперечного перерізу розкату великогабаритного швелерного профілю, що формується. Поставлена задача вирішується тим, що згідно з винаходом, спосіб прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана, який включає формування розкату швелерного профілю в першому фасонному калібрі, утвореному верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем, і нижнім горизонтальним валком з гребенем, з подальшим формуванням профілю в системі швелерних калібрів, який відрізняється тим, що в першому фасонному чорновому калібрі, прокатування профілю виконують з вихідної заготовки сідлоподібного поперечного перерізу, верхня і нижня горизонтальні утворюючі сторони якої мають форму увігнутого еліпса, при цьому співвідношення товщини в середині поперечного перерізу (S0), а також габаритних розмірів висоти (В0) і ширини (Н0) сідловидної заготівки, складають 1,0:1,33:1,6, а центрування сідловидної заготівки щодо вертикальної осі даного чорнового калібру забезпечено прямолінійними ділянками бокових стінок калібру, розташованих на рівнях точки сполучення верхньої горизонтальної утворюючої сторони сідловидної заготовки з серединою її поперечного перерізу і вершини гребеня (площадки) нижнього струмка калібру, та нахилених під кутом α між 1 UA 112225 C2 5 10 15 20 25 30 35 40 45 50 55 60 прямолінійною поверхнею бічних стінок зовнішнього контуру струмка калібру і горизонталлю, який знаходиться в діапазоні (92° 52' - 95° 43'). Суть винаходу пояснюється кресленнями, де: - на фіг. 1 - представлена структурна схема першого фасонного чорнового калібру, використовуваного при прокатуванні великогабаритного швелерного профілю з виступаючою в ньому вихідною заготовкою сідлоподібного поперечного перерізу; - на фіг. 2 - показано поздовжній переріз даного першого фасонного чорнового калібру, який показує послідовність його заповнення металом, безпосередньо формуючим сідлоподібну вихідну заготовку; - на фіг. 3 - представлена конфігурація поперечного перерізу розкату швелерного профілю, що формується, отриманого на виході з даного чорнового калібру двовалкової кліті рейкобалкового стана. Приклад способу прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана. Як приклад розглянемо спосіб прокатки швелера U-260 на рейкобалковому стані "800" ПАТ "ЄВРАЗ - ДМЗ ім. Петровського". Прокатування швелера U-260 проводиться з вихідної заготівки - блюмса з поперечним перерізом сідловидної форми. Дана вихідна заготока послідовно формується в 5-ти ящикових калібрах блюмінга "1050" із зливка напівспокійної сталі марки S-235JR або S-275JR. Експериментальні дослідження показали, що на виході з останнього калібру блюмінга "1050", оптимальне співвідношення до один одного основних геометричних параметрів, які формують вихідну сідлоподібну заготовку, зокрема товщини (S0) в середині поперечного перерізу заготовки, а також висоти (В0) і ширини (Н0) заготовки, повинно становити відповідно 150 мм:200 мм:240 мм, або 1:1,33:1,6. Використання заготовки з даною конфігурацією поперечного перерізу дозволяє забезпечити оптимальні умови її захоплення валками, що формують перший фасонний розрізний калібр стана "800", а також знизити динамічні навантаження на механічне обладнання і привід кліті стана. Після виходу з останнього калібру блюмінга "1050", отриману вихідну заготовку, призначену для виробництва великогабаритного прокатного профілю U-260, з температурою нагріву (11101180 °C) починають прокатувати в один прохід в першому розрізному фасонному калібрі двовалкової чорнової кліті рейкобалкового стана "800" (фіг. 1-2). Даний розрізний калібр (балочного типу) є відкритим і утворений верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем висотою (Нв.г.) і нижнім горизонтальним валком з гребенем висотою (Нн.г.). Необхідно також відзначити, що основні геометричні параметри даного калібру, в першу чергу розташування нейтральної лінії калібру (Н.Л.К.), а також його ширина і висота визначаються основними габаритними розмірами - шириною (Н0) і висотою (В0) задаваної в ньому вихідної сідловидної заготовки. Первісна стадія прокатки припускає, що в момент захоплення заготовки валками, практично одночасно в перший контакт із зовнішньою поверхнею заготовки входять гребінь нижнього валка в точках зустрічі заготовки (Р-Р1) і бічні стінки струмка верхнього валка в точках зустрічі заготовки (N-N1), які обмежують можливості поперечного переміщення металу в осередку деформації (фіг. 1). Відповідно, при цьому відстані від площини осей валків калібру до точок зустрічі заготівки з гребенем нижнього валка (Lн.г.) та бічними стінками калібру (Lб.с.)є практично однаковими (фіг. 2). (Lн.г)=(Lб.с.) Враховуючи факт обмеженої можливості поперечних переміщень заготовки, при проходженні її в калібрі заданої відстані (L1.)=[(Lн.г.)=(Lб.с.)]-(Lв.г.), починається процес її самовстановлення безпосередньо в самому осередку деформації (де (L в.г.) - відстань від площини осей валків калібру до точки зустрічі заготовки з гребенем верхнього валка). Надалі, при проходженні в калібрі заготовкою заданої відстані (L2.)=(Lв.г.) відбувається процес її остаточного центрування щодо вертикальної осі калібру, який виявляється в її безпосередньому контакті з трьома зонами струмка верхнього горизонтального валка - по вершині його гребеня і з прямолінійними ділянками двох бічних стінок (фіг. 2). При цьому обидві прямолінійні ділянки бічних стінок калібру (NP) і (N 1P1), безпосередньо задіяні у центруванні заготовки, знаходяться між рівнем точки сполучення (Z) верхньої горизонтальної утворюючої сторони сідловидної заготовки з серединою її поперечного перерізу і рівнем вершини гребеня (ділянки) нижнього струмка калібру (фіг. 1). Крім того, дані прямолінійні ділянки бічних стінок калібру виконані з нахилом під кутом α, розташованим між прямолінійною поверхнею бічних стінок зовнішнього контуру струмка калібру і горизонталлю, який знаходиться в діапазоні 2 UA 112225 C2 5 10 15 (92°52'-95º43'). Діапазони вищевказаних параметрів калібру є оптимальними і встановлені експериментальним шляхом, виходячи з необхідності стійкості процесу центрування вихідної заготовки в першому чорновому калібрі і виключення виникнення неточності (несиметричності) при її розтину гребенями верхнього і нижнього прокатних валків. Також в процесі проходження сідловидною заготовкою відстані (l2.)=(Lв.г.) в даному калібрі, відбувається його послідовне раціональне заповнення металом, яке дозволяє при (L в.г.)=0 завершити симетричний розтин вихідної заготовки гребенем нижнього прокатного валка. Надалі, при фактичному виході заготовки з осередку деформації першого розрізного фасонного калібру, формується конфігурація швелерного розкату великогабаритного прокатного профілю U-260, з поперечним перерізом, який має складові структурні елементи, виконані у вигляді двох хибних фланців 1, стінки 2 і двох полиць 3 (фіг. 3). Використання запропонованого способу прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана "800" ПАТ "ЄВРАЗ-ДМЗ ім. Петровського" дозволить: - підвищити технологічну гнучкість рейкобалкового стана шляхом уніфікації геометричних параметрів вихідної заготівки з метою можливості її подальшого використання при виробництві не одного, а декількох великогабаритних швелерних профілів, зокрема швелера № 27П; - стабілізувати процес прокатування шляхом послідовного і раціонального заповнення металом осередку деформації чорнового розрізного калібру рейкобалкового стана, безпосередньо формуючого первісний розкат великогабаритного швелерного профілю. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 Спосіб прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана, який включає формування розкату швелерного профілю в першому фасонному калібрі, утвореному верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем, і нижнім горизонтальним валком з гребенем, з подальшим формуванням профілю в системі швелерних калібрів, який відрізняється тим, що в першому фасонному чорновому калібрі прокатування профілю виконують з вихідної заготовки сідловидного поперечного перерізу, верхня і нижня горизонтальні утворюючі сторони якої мають увігнуту форму, при цьому співвідношення товщини у середині поперечного перерізу (S 0), а також габаритних розмірів висоти (В0) і ширини (Н0) сідловидної заготовки, складають 1,0:1,33:1,6, відповідно, а центрування сідловидної заготовки щодо вертикальної осі даного чорнового калібру забезпечують прямолінійними ділянками бокових стінок калібру, розташованих на рівнях точки сполучення верхньої горизонтальної утворюючої сторони сідловидної заготовки з серединою її поперечного перерізу і вершини гребеня (ділянки) нижнього струмка калібру, та нахилених під кутом α між прямолінійною поверхнею бічних стінок зовнішнього контуру струмка калібру і горизонталлю, який знаходиться в діапазоні 92°52'-95°43'. 3 UA 112225 C2 4 UA 112225 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюBerheman Henadii Volodymyrovych, Samsonenko Andrii Anatoliiovych
Автори російськоюБергеман Геннадий Владимирович, Самсоненко Андрей Анатольевич
МПК / Мітки
МПК: B21B 1/095
Мітки: калібрах, стана, швелерного, рейкобалкового, великогабаритного, профілю, чорнових, спосіб, прокатування
Код посилання
<a href="https://ua.patents.su/7-112225-sposib-prokatuvannya-velikogabaritnogo-shvelernogo-profilyu-u-chornovikh-kalibrakh-rejjkobalkovogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування великогабаритного швелерного профілю у чорнових калібрах рейкобалкового стана</a>
Спосіб виробництва великогабаритного п-подібного прокатного профілю для кріплення гірничих виробок
Номер патенту: 111639
Опубліковано: 25.05.2016
Автори: Бергеман Генадій Володимирович, Бубенок Олександр Ігорович, Мазов Максим Михайлович
МПК: B21B 1/08
Мітки: профілю, прокатного, великогабаритного, кріплення, гірничих, виробництва, п-подібного, спосіб, виробок
Формула / Реферат:
1. Спосіб виробництва великогабаритного П-подібного прокатного профілю для кріплення гірничих виробок, що включає прокатку вихідної заготовки прямокутної форми у валках з калібрами, який відрізняється тим, що використовують вихідну прямокутну заготовку із співвідношенням її висоти Н0 до ширини В0, що складає 0,897, а прокатку проводять без кантівок і проміжного нагріву в 9 фасонних калібрах лінійного стана з 2-груповим компонуванням калібрів...
Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки
Номер патенту: 111786
Опубліковано: 10.06.2016
Автори: Бергеман Генадій Володимирович, Гаран Ігор В'ячеславович, Самсоненко Андрій Анатолійович
МПК: B21B 1/085
Мітки: спосіб, профілю, рейки, залізничного, прокатування, жолобчастої, асиметричного, трамвайної, безшийкової
Формула / Реферат:
Спосіб прокатування асиметричного залізничного профілю безшийкової жолобчастої трамвайної рейки, який включає обтиснення вихідної заготовки в валках з калібрами, який відрізняється тим, що прокатування вихідної заготовки з поперечним перерізом квадратної форми і розкату несформованого профілю здійснюють з однопрохідним обтиском послідовно в 5-ти чорнових відкритих і закритих ящичних і фасонних калібрах, а також в 2-х відкритих фасонних...
Спосіб прокатки профілів швелерного типу зі стовщеною стінкою
Номер патенту: 106449
Опубліковано: 26.08.2014
Автори: Антонюк Сергій Михайлович, Бергеман Генадій Володимирович
МПК: B21B 1/08
Мітки: швелерного, спосіб, профілів, прокатки, типу, стовщеною, стінкою
Формула / Реферат:
1. Спосіб прокатки профілів швелерного типу зі стовщеною стінкою, що включає багатопрохідне обтиснення заготовки з використанням закритих розгорнутих калібрів, а також відкритих і закритих прямополичних калібрів, з формуванням у них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що прокатують профілі швелерного типу зі...
Арматурний стрижень періодичного профілю та спосіб його прокатування
Номер патенту: 51834
Опубліковано: 16.12.2002
Автори: Кекух Анатолій Володимирович, Любимов Іван Михайлович, Омесь Микола Михайлович, Шеремет Володимир Олександрович, Макаров Костянтин Григорович, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Жучков Сергій Михайлович, Сівак Едуард Володимирович, Ноговіцин Олексій Володимирович
Мітки: стрижень, періодичного, профілю, арматурний, прокатування, спосіб
Формула / Реферат:
1. Арматурний стрижень періодичного профілю, що містить сердечник і розташовані на його поверхні похилі трапецеїдальні виступи, виконані по багатозахідній гвинтовій лінії, утворені нерівнобічною трапецією з нерівними кутами нахилу її бічних граней, причому твірна вершини виступів у їхньому поперечному перерізі є меншою основою трапеції, а твірні бічних поверхонь - її бічними гранями, який відрізняється тим, що співвідношення кутів нахилу...
Спосіб утворення модульних конструкцій для металевих оболонок із елементів швелерного профілю

Номер патенту: 71878
Опубліковано: 15.12.2004
Автори: Сисойлов Ігор Миколайович, Сисойлов Микола Валентинович, Большаков Володимир Іванович, Ляшко Валентин Ігорович
МПК: E04B 1/38
Мітки: конструкцій, спосіб, утворення, модульних, профілю, металевих, оболонок, елементів, швелерного
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із елементів швелерного профілю шляхом згинання та з'єднання кінців окремих елементів, в полицях яких через інтервали, що дорівнюють стороні модульної конструкції, виконані парні трикутні вирізи, в місцях розташування яких елементи згинають із площин стінок профілю, а інтервали між осями вирізів у верхній та нижній полицях не рівні між собою, який відрізняється тим, що швелерні...
Попередній патент: Газова турбіна внутрішнього згорання
Наступний патент: Оптичний спектрометр
Випадковий патент: Препаративна форма для інтраназального введення, що містить сіль фентанілу, спосіб лікування болю