Спосіб прокатки профілів швелерного типу зі стовщеною стінкою
Номер патенту: 106449
Опубліковано: 26.08.2014
Автори: Антонюк Сергій Михайлович, Бергеман Генадій Володимирович
Формула / Реферат
1. Спосіб прокатки профілів швелерного типу зі стовщеною стінкою, що включає багатопрохідне обтиснення заготовки з використанням закритих розгорнутих калібрів, а також відкритих і закритих прямополичних калібрів, з формуванням у них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що прокатують профілі швелерного типу зі співвідношенням у готовому профілі площі поперечного перерізу стінки та площі поперечного перерізу полиць: (Sст/2Sп)>0,8, при цьому обтиски складових елементів профілю, формуючих прямополичний калібр, виконують зі встановленням наступних співвідношень коефіцієнтів обтиснень:
- співвідношення коефіцієнта обтиснення полиць біля їх основи і коефіцієнта обтиснення стінки розкату Е(о.п.)/Е(ст.)=1+½1-(Sст./2Sп.)½ x a, де a - коригувальний коефіцієнт, який знаходиться в діапазоні (0,95-1);
- співвідношення коефіцієнта обтиснення кінців полиць і коефіцієнта обтиснення стінки розкату Е(к.п.)/Е(ст.)=1+½1-(Sст./2Sп.)½ x b, де b - коригувальний коефіцієнт, який знаходиться в діапазоні (1-1,15).
Текст
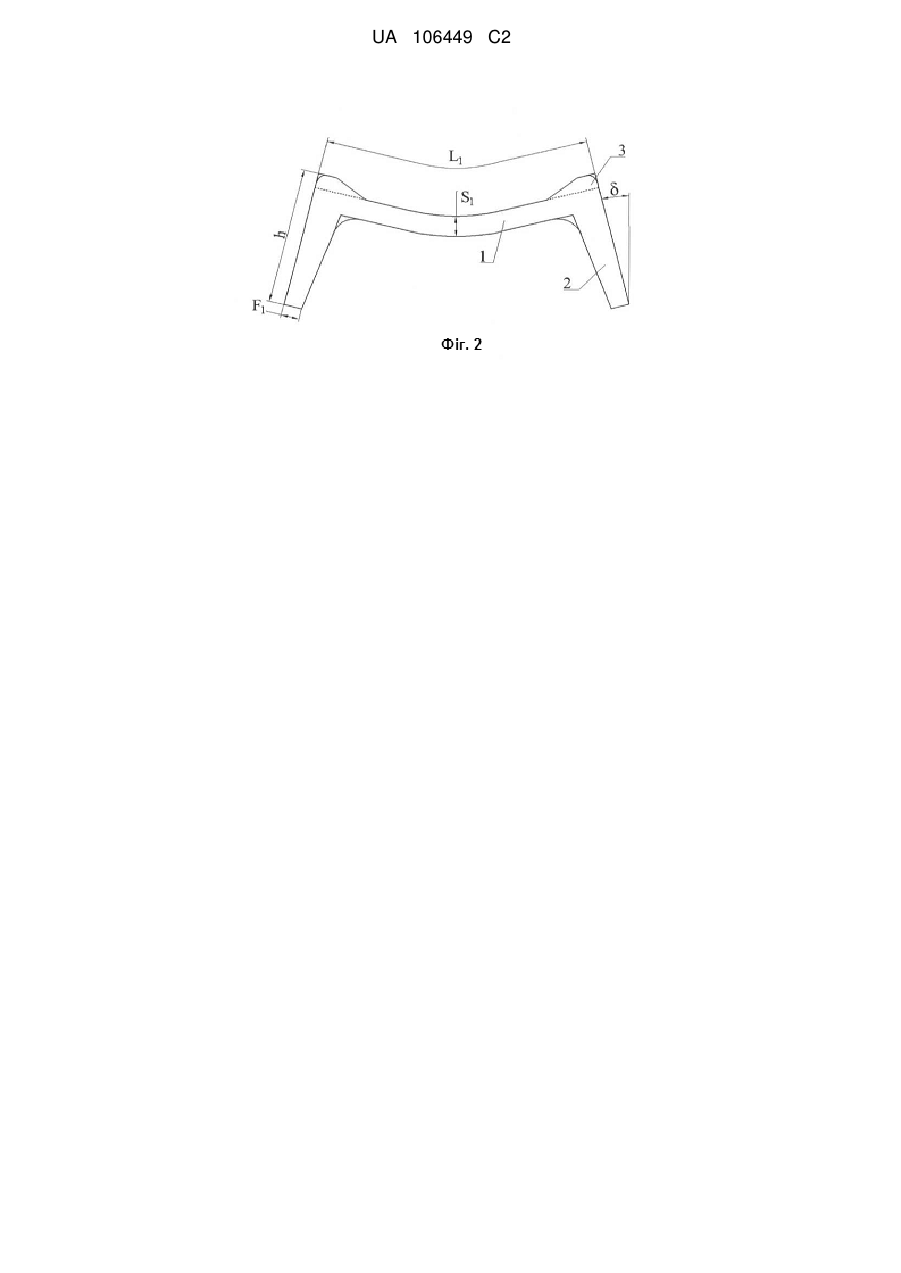
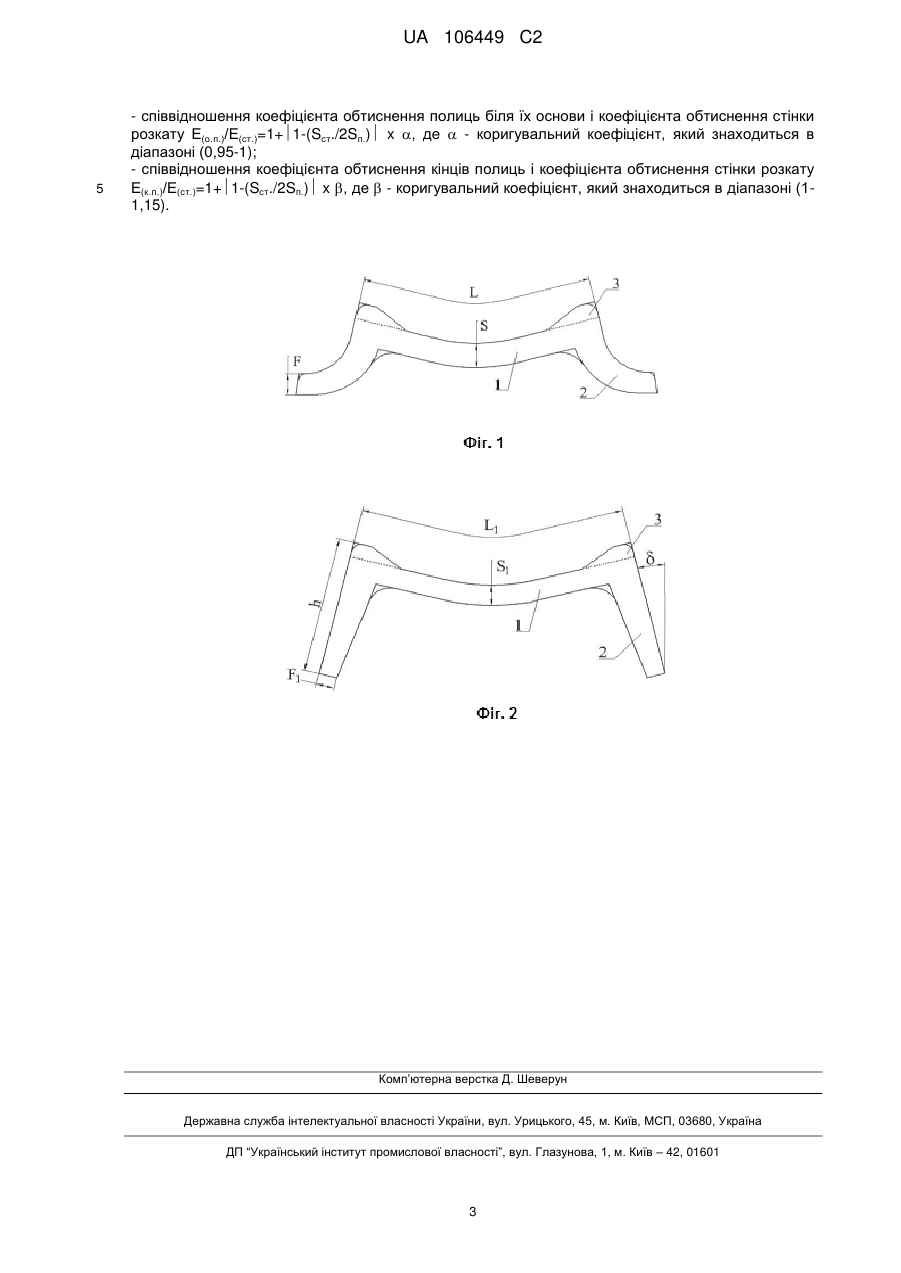
Реферат: Винахід належить до чорної металургії, безпосередньо до прокатного виробництва і може бути використаний при виготовленні практично всього швелерного сортаменту, зокрема при виготовленні швелерних профілів, вироблених за європейськими стандартами, а також при виробництві швелерних профілів, які використовуються у вагонобудуванні. У заявленому способі прокатують профілі швелерного типу з потовщеною стінкою, з коефіцієнтом співвідношення площі поперечного перерізу стінки та площі поперечного перерізу обох полиць в готовому профілі більше 0,8. Обтиски складових елементів профілю, формуючих прямополичний калібр, виконують зі встановленням раціональних співвідношень коефіцієнтів обтиснення згаданих елементів профілю. Винахід дозволяє забезпечити стійкість процесу прокатки швелерного розкату при переході від розгорнутих "метеликоподібних" калібрів до прямополичних калібрів, незалежно від розташування останніх, і зберегти в прямополичному калібрі стабільну висоту полиць протягом довжини всієї смуги розкату. UA 106449 C2 (12) UA 106449 C2 UA 106449 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до чорної металургії, безпосередньо до прокатного виробництва і може бути використаний при виготовленні практично всього швелерного сортаменту, зокрема при виготовленні швелерних профілів, вироблених за європейськими стандартами, а також при виробництві швелерних профілів, що використовуються у вагонобудуванні. Відомий спосіб прокатки швелерів, що включає прокатку в чорнових і чистових клітях розгорнутого розкату з формуванням зігнутої стінки і вигнутих фланців. В останній чорновій кліті формують розкат з помилковими фланцями у вигляді прямокутних трикутників з вершинами, утвореними перетинанням продовжень ліній прямих похилих ділянок фланців розкату, які сполучаються з вигнутими по радіусу поверхнями фланців і ліній прямих похилих ділянок зовнішньої поверхні стінки. У наступних 2-х проходах, (у прямополичному та контрольному калібрах) на розгорнутому розкаті також формуються помилкові фланці, що мають вигляд трапецій і трикутників, з їх подальшою деформацією в процесі прокатки з метою формування прямолінійної поверхні полиць з ухилом, складаючим 14-16 % між створеною поверхнею і вертикаллю. Прокатку швелерного профілю закінчують в чистовій кліті, зі "згладжуванням" помилкових фланців, подальшим підгинанням стінки і дійсних фланців (полиць), та формуванням їх нахилу 8-13° до вертикалі (UA 28273 А; В21В1/08, С21D8/00; 16.10.2000. Бюл. № 5). Недоліком цього способу прокатки швелерів є те, що при використанні контрольного калібру, на зовнішній поверхні полиць готового швелерного профілю можуть виникати різні дефекти у вигляді плівок, начосів, задирів. Найбільш близьким за технічною суттю і досягуваному результату до запропонованого винаходу є спосіб прокатки профілів швелерного типу з використанням закритих чорнових калібрів, а також відкритого передчистового та закритого чистового розгорнутих калібрів, який включає формування в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів в процесі холодної правки на роликоправильній машині. У чистовій групі клітей, у відкритому предчистовому розгорнутому калібрі, сформований підвищений ухил між прямолінійною поверхнею полиць і вертикаллю, що становить 17-22 %, і дозволяє знизити знос формуючих даний калібр прокатних валків. При цьому для контролю стабільної висоти полиць протягом всієї смуги швелерного розкату, обтиски розкату у відкритому передчистовому прямополичному калібрі проводяться з виконанням наступних співвідношень коефіцієнтів обтиснень для складових частин елементів профілю: обтиснення основи полиці розкату до обтиснення стінки знаходиться в межах від 1,06 до 1,09 і обтиснення кінців полиці розкату до обтиснення стінки в знаходиться межах від 0,95 до 1,05. (UA 75971 С2; В21В27/02, 15.06.2006. Бюл. № 6). Недолік вищеописаного способу полягає в тому, що при виробництві швелерів з необхідними згідно з європейськими стандартами, геометричними розмірами, збільшення товщини стінок готового профілю не призводить до досягнення поставленої мети - отримання прокатного профілю швелерного типу із заданими геометричними розмірами. Це проявляється в тому, що висота полиць швелерного розкату, в процесі його "згортання" в прямополичному калібрі, не буде відповідати розрахунковій величині, і нестабільна протягом всієї смуги розкату. В основу винаходу поставлено задачу: розробити спосіб виробництва профілів швелерного типу зі стовщеною стінкою, з коефіцієнтом співвідношень площ поперечного перерізу стінки до площі обох полиць в готовому профілі більше 0,8, що дозволяє забезпечити стійкість процесу прокатки швелерного розкату при переході від розгорнутих "метеликоподібних" калібрів до прямополичних калібрів, незалежно від розташування останніх, і при цьому зберегти прямополичному калібру стабільну висоту полиць протягом довжини всієї смуги розкату, за рахунок створення раціональних співвідношень режимів обтиснень складових елементів швелерного профілю, що формується. Поставлена задача вирішується тим, що згідно з винаходом, для профілів швелерного типу з співвідношенням у готовому профілі, площ поперечного перерізу стінки до площ поперечного перерізу полиць (Sст./2Sп.)>0,8, обтиски елементів, формуючих прямополичний калібр виконуються з встановленням наступних співвідношень коефіцієнтів обтиснень: - співвідношення коефіцієнта обтиснень полиць біля їх основи і коефіцієнта обтиску стінки розкату Е(о.п.)/Е(ст.)=1+1-(Sст./2Sп.) x , де - коригувальний коефіцієнт, який знаходиться в діапазоні (0,95-1); - співвідношення коефіцієнта обтиснень кінців полиці і коефіцієнта обтиску стінки розкату Е(к.п.)/Е(ст.)=1+1-(Sст./2Sп.) x , де - коригувальний коефіцієнт, який знаходиться в діапазоні (11,15). Суть винаходу пояснюється кресленнями, де: 1 UA 106449 C2 5 10 15 20 25 30 35 40 45 - на фіг. 1 - поперечний переріз швелерного розкату, сформований в чорновому кривополичному калібрі до "згортання" його полиць; - на фіг. 2 - поперечний переріз швелерного розкату, сформований в прямополичному калібрі після "згортання" його полиць; Приклад способу прокатки профілів швелерного типу зі стовщеною стінкою. Як приклад розглянемо спосіб прокатки швелера U-200 на середньосортному стані 550 ПАТ "ЄВРАЗ ДМЗ ім. Петровського". Прокатка швелера U-200 виконується з вихідної прямокутної заготовки, розміри поперечного перерізу якої складають 170х200 мм. Дана вихідна заготовка, нагрівається в методичній печі стана до температури прокатки 1200 °C. Після видачі з печі, в реверсивної кліті "670" за 3 пропуски формується фасонна заготовка з розмірами шириною 250 мм і змінною товщиною 55х100х50х100х55 мм. В останньому кривополичному калібрі чорнової групи клітей стана 550 (фіг. 1) утворюється розгорнутий профіль у вигляді "метелика" з розгорнутими полицями 1 з товщиною F і вигнутою стінкою 2 загальною довжиною L і товщиною S в її центральній частині, яка має два помилковими фланцями 3, що мають вид прямокутних трапецій. Подалі, у відкритому прямополичному калібрі кліті № 5 стану 550 (фіг. 2), відбувається "згортання" полиць 2 розкату, змінюються параметри стінки 1 до довжини L1 і товщини S1 і полиць до товщини F1 і формується кут між прямолінійною поверхнею полиць і вертикаллю, рівний 14°. При цьому для забезпечення стійкості процесу прокатки швелерного розкату і досягнення стабільної висоти h полиць, в даному калібрі підібрані наступні коефіцієнти обтиснень для наступних складових елементів швелерного профілю, що формується. - коефіцієнт обтиску стінки Е(ст.)=[1+1-(Sст./2Sп.)+(N-2)/10] x , де N - номер калібру, а коригувальний коефіцієнт, що знаходиться в діапазоні (1-1,15); - коефіцієнт обтиску основи полиць Е(о.п.)=[1+1-(Sст./2Sп.)+(N-2)/10] x , де N - номер калібру, a - коригувальний коефіцієнт, що знаходиться в діапазоні (1,061,09); - коефіцієнт обтиску кінців полиці Е(к.п.)=[1+1-(Sст./2Sп.)+(N/10)] x , де N - номер калібру, а - коригувальний коефіцієнт, що знаходиться в діапазоні (0,95-1,05). Усі наступні калібри, в яких надалі прокочується швелерний розкат, мають прямополичну форму з ухилом розвороту полиць, що послідовно зменшується, з 25 % до 2 %. При цьому в калібрах клітей №№ 5-7 відбувається поступове "згладжування" помилкових фланців 3, виконаних у вигляді прямокутних трапецій, призначених для збереження в них високої температури, яка сприяє якісному виконанню кутів готового профілю. Передостанній пропуск швелерного розкату у випускному прямополичному калібрі відкритого типу, в кліті № 6, призводить до формування швелерного профілю з вигнутою стінкою і розгорнутими полицями, з ухилом між прямолінійною поверхнею полиць і вертикаллю, рівним 15 %. Прокатку швелерного профілю завершують в чистовій кліті стана 550, з остаточним формуванням його складових елементів (стінки і полиць) з ухилом між прямолінійною поверхнею полиць і вертикаллю, складаючим 2 %. Надалі, остиглий на холодильнику стана 550 прокатний профіль піддається холодній правці на роликоправильній машині. При цьому полиці профілю "довертаються" на величину ухилу 2 % і стають перпендикулярними зовнішній поверхні стінки, яка набуває в процесі правлення плоску форму. Використання запропонованого способу прокатки профілів швелерного типу зі стовщеною стінкою в порівнянні з прототипом забезпечує наступні переваги: - отриманий швелерний розкат можна задавати у відкриті і закриті прямополичні калібри чистової групи клітей прокатного стана, при цьому у випадку використання контрольного калібру, не відбувається його "переповнення металом", що позитивно позначається на стійкості чистових калібрів і дозволяє отримувати якісну поверхню на полицях готового швелерного профілю; - гарантує отримання розрахункової висоти полиць і їх стабільну величину, при використанні в калібруваннях без контрольних калібрів. 50 ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб прокатки профілів швелерного типу зі стовщеною стінкою, що включає багатопрохідне обтиснення заготовки з використанням закритих розгорнутих калібрів, а також відкритих і закритих прямополичних калібрів, з формуванням у них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що прокатують профілі швелерного типу зі співвідношенням у готовому профілі площі поперечного перерізу стінки та площі поперечного перерізу полиць: (Sст/2Sп)>0,8, при цьому обтиски складових елементів профілю, формуючих прямополичний калібр, виконують зі встановленням наступних співвідношень коефіцієнтів обтиснень: 2 UA 106449 C2 5 - співвідношення коефіцієнта обтиснення полиць біля їх основи і коефіцієнта обтиснення стінки розкату Е(о.п.)/Е(ст.)=1+1-(Sст./2Sп.) x , де - коригувальний коефіцієнт, який знаходиться в діапазоні (0,95-1); - співвідношення коефіцієнта обтиснення кінців полиць і коефіцієнта обтиснення стінки розкату Е(к.п.)/Е(ст.)=1+1-(Sст./2Sп.) x , де - коригувальний коефіцієнт, який знаходиться в діапазоні (11,15). Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBerheman Henadii Volodymyrovych, Antoniuk Serhii Mykhailovych
Автори російськоюБергеман Геннадий Владимирович, Антонюк Сергій Михайлович
МПК / Мітки
МПК: B21B 1/08
Мітки: стінкою, прокатки, спосіб, швелерного, типу, профілів, стовщеною
Код посилання
<a href="https://ua.patents.su/5-106449-sposib-prokatki-profiliv-shvelernogo-tipu-zi-stovshhenoyu-stinkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки профілів швелерного типу зі стовщеною стінкою</a>
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Бергеман Геннадій Володимирович, Пелих Ігор Володимирович, Антонюк Сергій Михайлович, Білик Анатолій Миколайович, Бойко Володимир Іванович
МПК: B21B 27/02
Мітки: швелерного, профілів, спосіб, прокатки, типу
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Спосіб виробництва профілів швелерного типу
Номер патенту: 29348
Опубліковано: 15.07.2002
Автори: Луценко Віктор Олександрович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Чічкан Артур Олексійович
МПК: B21B 1/08
Мітки: виробництва, спосіб, типу, швелерного, профілів
Формула / Реферат:
Спосіб виробництва профілів швелерного типу, що включає прокатування у розгорнутих калібрах профілю зі знакозмінним переломом стійки та наступне профілезгинання, який відрізняється тим, що при прокатуванні у розгорнутих калібрах формують профіль з прилеглими до фланців ділянками протяжністю 0,12 - 0,22 довжини середньої лінії стінки і кутом вигину стійки відносно прилеглих до фланців ділянок 30 - 60°.
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович, Филонов Юрій Всеволодович, Проценко Юрій Юрьєвич, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Мних Юрій Вікентійович
Мітки: спосіб, профілів, швелерного, прокатки, типу
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Система калібрів для прокатки кутових профілів
Номер патенту: 89877
Опубліковано: 10.03.2010
Автор: Медведев Віктор Степанович
Мітки: система, профілів, калібрів, прокатки, кутових
Формула / Реферат:
Система калібрів для прокатки кутових профілів, що містить закриті чорнові калібри з розгорнутими полицями, закриті передчистові калібри з розгорнутими полицями та чистовий калібр з прямими полицями, яка відрізняється тим, що система додатково обладнана відкритими калібрами з прямими полицями, які разом зі згаданим чистовим калібром встановлені з чергуванням зі згаданими калібрами з розгорнутими полицями.
Спосіб прокатки фланцевих профілів
Номер патенту: 39993
Опубліковано: 25.03.2009
Автор: Медведев Віктор Степанович
МПК: B21B 1/08
Мітки: спосіб, фланцевих, прокатки, профілів
Формула / Реферат:
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Попередній патент: Електропіч опору з контрольованою атмосферою
Наступний патент: Альвеоло-фуркальний розпилювач порошкоподібної лікарської речовини
Випадковий патент: Асинхронний електродвигун