Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту
Номер патенту: 116307
Опубліковано: 10.05.2017
Автори: Сапожнікова Наталя Юріївна, Бочковський Андрій Петрович
Формула / Реферат
Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту, що включає лазерні випромінювачі, установлені в небезпечних зонах виробничого обладнання, камери відеоспостереження за технологічним процесом, датчики GPS, установлені на внутрішньо цеховому транспорті підприємства, нормуючі перетворювачі, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світло-звукові сигнальні пристрої, пристрої блокування безпеки виробничого обладнання і пристрої блокування безпеки внутрішньо цехового транспорту, при цьому виходи лазерних випромінювачів сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені із входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений із GPS датчиками, з камерами спостереження і з восьмим, дев'ятим, десятим, одинадцятим і дванадцятим підсилювачами сигналу, керуючий мікропроцесорний пристрій сполучений з першим, другим, третім, четвертим, п'ятим, шостим, сьомим, тринадцятим, чотирнадцятим, п'ятнадцятим і шістнадцятим підсилювачами сигналу, виходи першого, третього, п'ятого, сьомого, восьмого, дев'ятого, десятого, одинадцятого, дванадцятого, тринадцятого і п'ятнадцятого підсилювачів сигналу сполучені із світло-звуковими сигнальними пристроями, виходи другого, четвертого, шостого підсилювачів сигналу сполучені із пристроями блокування безпеки виробничого обладнання, а виходи чотирнадцятого і шістнадцятого підсилювачів сигналу сполучені із пристроями блокування безпеки внутрішньо цехового транспорту.
Текст
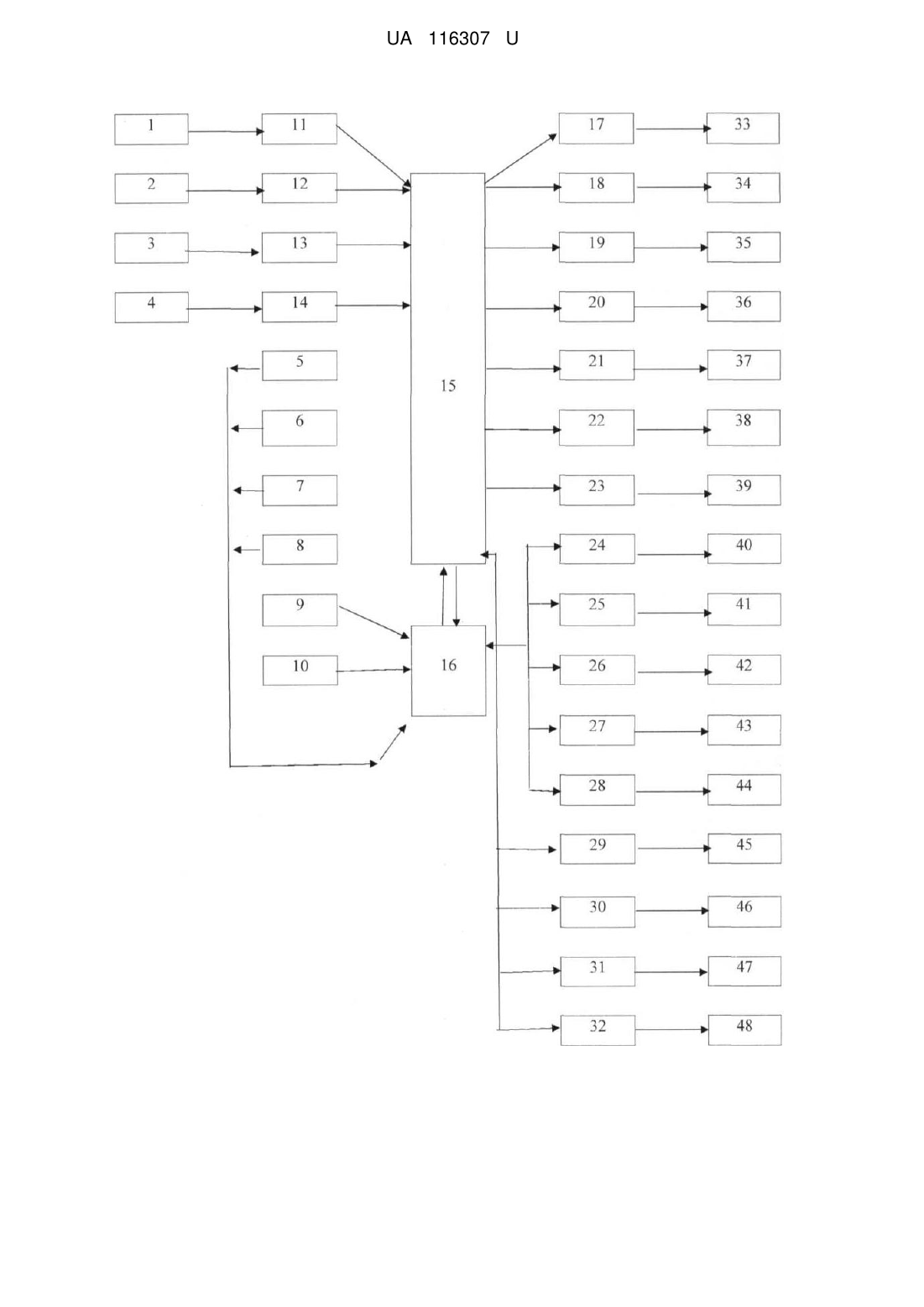
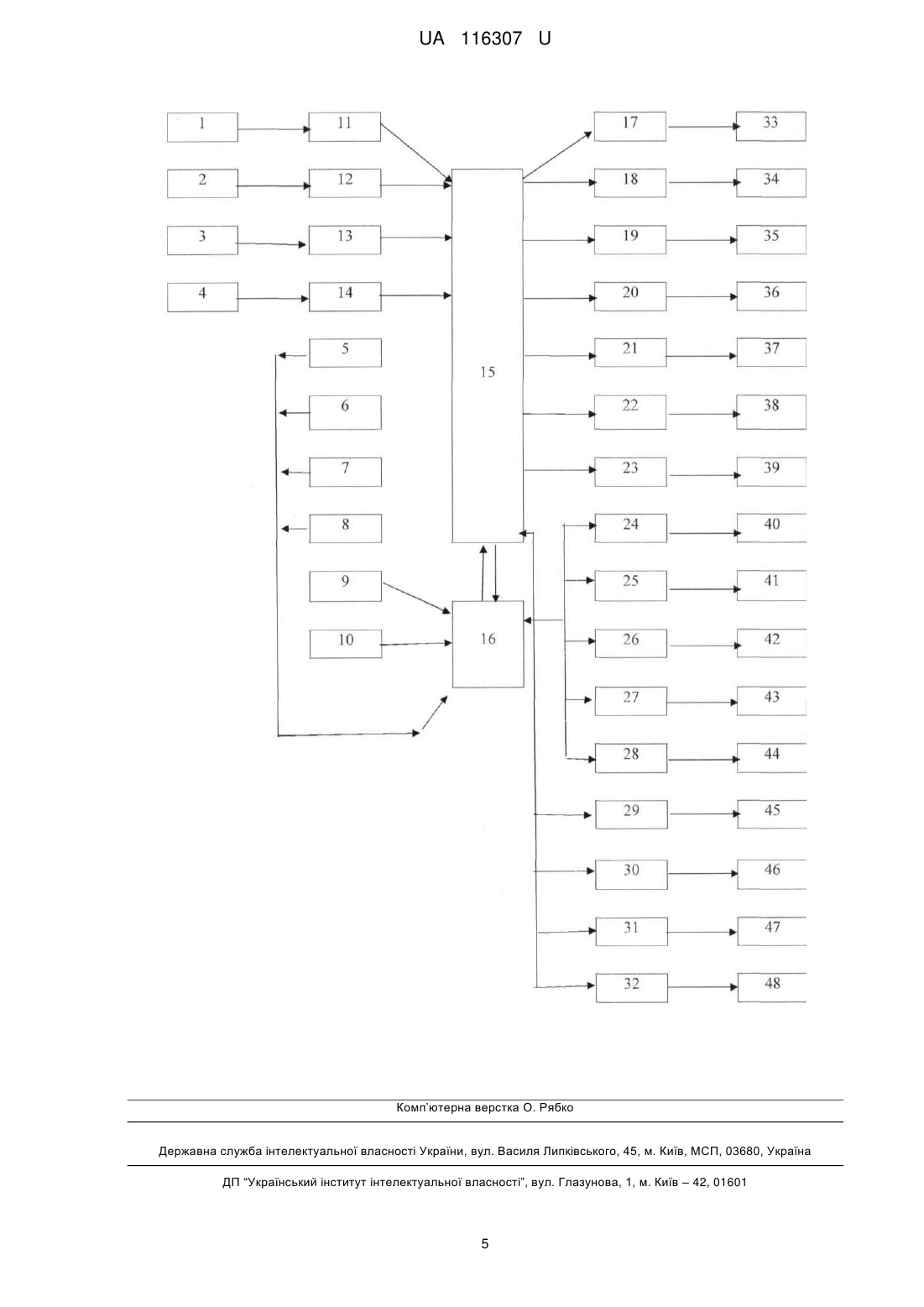
Реферат: Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту включає лазерні випромінювачі, установлені в небезпечних зонах виробничого обладнання, камери відеоспостереження за технологічним процесом, датчики GPS, установлені на внутрішньо цеховому транспорті підприємства, нормуючі перетворювачі, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої, пристрої блокування безпеки виробничого обладнання і пристрої блокування безпеки внутрішньо цехового транспорту. Виходи лазерних випромінювачів сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені із входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером. Персональний комп'ютер сполучений із GPS датчиками, з камерами спостереження і з восьмим, дев'ятим, десятим, одинадцятим і дванадцятим підсилювачами сигналу. Керуючий мікропроцесорний пристрій сполучений з першим, другим, третім, четвертим, п'ятим, шостим, сьомим, тринадцятим, чотирнадцятим, п'ятнадцятим і шістнадцятим підсилювачами сигналу. Виходи першого, третього, п'ятого, сьомого, восьмого, дев'ятого, десятого, одинадцятого, дванадцятого, тринадцятого і п'ятнадцятого підсилювачів сигналу сполучені із світло-звуковими сигнальними пристроями. Виходи другого, четвертого, шостого підсилювачів сигналу сполучені із пристроями блокування безпеки виробничого обладнання. Виходи чотирнадцятого і шістнадцятого підсилювачів сигналу сполучені із пристроями блокування безпеки внутрішньо цехового транспорту. UA 116307 U (54) СИСТЕМА АВТОМАТИЗОВАНОГО ЗАХИСТУ НЕБЕЗПЕЧНИХ ЗОН ВИРОБНИЦТВА ТА БЕЗПЕКИ РУХУ ВНУТРІШНЬО ЦЕХОВОГО ТРАНСПОРТУ UA 116307 U UA 116307 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до системи автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту. Згідно усереднених даних Фонду соціального страхування, за останні 10 років в Україні понад 70 % нещасних випадків на виробництві відбулися через організаційні причини, 20 % через технічні і 10 % через психофізіологічні причини. Найбільш розповсюдженими із зазначених груп причин є: 1) невиконання вимог інструкції з охорони праці (найчастіше - навмисне, свідоме); 2) особиста необережність потерпілого (безпосереднє потрапляння в небезпечну зону); 3) дія рухомих і таких, що обертаються, деталей обладнання, машин і механізмів; 4) порушення правил безпеки руху. З метою зниження ризиків виникнення виробничого травматизму та підвищення промислової безпеки на виробництві запропоновано систему автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту. З науково-технічної та патентної літератури заявникам не відомі системи автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту. В основу корисної моделі поставлено задачу створити систему автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту, яка дозволить: - підвищити ефективність традиційних технічних засобів захисту, які передбачені підприємством виробником; - убезпечити небезпечні зони виробничих приміщень, для захисту яких не можливо використати відомі традиційні засоби захисту небезпечних зон; - попередити виникнення промислових аварій та катастроф; - удосконалити існуючі технічні засоби захисту небезпечних зон; - зменшити матеріальні збитки підприємства в результаті нещасних випадків; - збільшити фонд робочого часу за рахунок скорочення цілодобових витрат внаслідок виробничих травм; - зменшити витрати підприємства на атестацію та переатестацію працівників з охорони праці. Поставлена задача вирішена системою автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту, що включає лазерні випромінювачі, установлені в небезпечних зонах виробничого обладнання, камери відеоспостереження за технологічним процесом, датчики GPS, установлені на внутрішньо цеховому транспорті підприємства, нормуючі перетворювачі, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світло-звукові сигнальні пристрої, пристрої блокування безпеки виробничого обладнання і пристрої блокування безпеки внутрішньо цехового транспорту, при цьому виходи лазерних випромінювачів сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені із входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений із GPS датчиками, з камерами спостереження і з восьмим, дев'ятим, десятим, одинадцятим і дванадцятим підсилювачами сигналу, керуючий мікропроцесорний пристрій сполучений з першим, другим, третім, четвертим, п'ятим, шостим, сьомим, тринадцятим, чотирнадцятим, п'ятнадцятим і шістнадцятим підсилювачами сигналу, виходи першого, третього, п'ятого, сьомого, восьмого, дев'ятого, десятого, одинадцятого, дванадцятого, тринадцятого і п'ятнадцятого підсилювачів сигналу сполучені із світло-звуковими сигнальними пристроями, виходи другого, четвертого, шостого підсилювачів сигналу сполучені із пристроями блокування безпеки виробничого обладнання, а виходи чотирнадцятого і шістнадцятого підсилювачів сигналу сполучені із пристроями блокування безпеки внутрішньо цехового транспорту. На кресленні зображена принципова схема системи автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту. Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту включає лазерні випромінювачі 1, 2, 3, 4, камери відеоспостереження 5, 6, 7, 8, GPS датчики 9, 10, нормуючі перетворювачі 11, 12, 13, 14, керуючий мікропроцесорний пристрій (КМП) 15, персональний комп'ютер 16, підсилювачі сигналу 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, світло-звукові сигнальні пристрої 33, 35, 37, 39, 40, 41, 42, 43, 44, 45, 47, пристрої блокування безпеки виробничого обладнання 34, 36, 38 і пристрої блокування безпеки внутрішньо цехового транспорту 46, 48. Зазначені елементи системи сполучені між собою наступним чином: лазерний випромінювач 1 сполучений з входом нормуючого перетворювача 11, лазерний випромінювач 2 сполучений з входом нормуючого перетворювача 12, лазерний випромінювач 3 сполучений з входом 1 UA 116307 U 5 10 15 20 25 30 35 40 45 50 55 60 нормуючого перетворювача 13, лазерний випромінювач 4 сполучений з входом нормуючого перетворювача 14. Камери відеоспостереження 5, 6, 7, 8 сполучені з персональним комп'ютером 16. GPS датчики 9, 10 сполучені з персональним комп'ютером 16. Виходи нормуючих перетворювачів 11, 12, 13, 14, сполучені з аналоговими входами керуючого мікропроцесорного пристрою (КМП) 15, який, в свою чергу, сполучений з входом та виходом персонального комп'ютера 16. Керуючий мікропроцесорний пристрій 15 сполучений з першим 17, другим 18, третім 19, четвертим 20, п'ятим 21, шостим 22, сьомим 23, тринадцятим 29, чотирнадцятим 30, п'ятнадцятим 31 і шістнадцятим 32 підсилювачами сигналу. Персональний комп'ютер 16 сполучений також з восьмим 24, дев'ятим 25, десятим 26, одинадцятим 27 і дванадцятим 28 підсилювачами сигналу. Виходи першого 17, третього 19, п'ятого 21, сьомого 23, восьмого 24, дев'ятого 25, десятого 26, одинадцятого 27, дванадцятого 28, тринадцятого 29 і п'ятнадцятого 31 підсилювачів сигналу сполучені із світло-звуковими сигнальними пристроями 33, 35, 37, 39, 40, 41, 42, 43, 44, 45, 47. Виходи другого 18, четвертого 20, шостого 22 підсилювачів сигналу сполучені із пристроями блокування безпеки виробничого обладнання 34, 36 і 38. Виходи чотирнадцятого 30 і шістнадцятого 32 підсилювачів сигналу сполучені із пристроями блокування безпеки внутрішньо цехового транспорту 46 і 48. Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту працює наступним чином. Коли працівник перетинає промінь (або декілька променів одразу) від лазерних випромінювачів 1, 2, 3, 4, які установлені в небезпечних зонах виробничого приміщення, сигнал, через аналогові входи нормуючих перетворювачів 11, 12, ІЗ, 14, до яких вони підключені, надходять до аналого-цифрового перетворювача (АЦП). АЦП вбудовано в керуючий мікропроцесорний пристрій (КМП) 15. Цифровий сигнал з виходу АЦП надходить до центрального процесорного пристрою керуючого мікропроцесорного пристрою 15 та обробляється. Вихідний сигнал надходить до відповідного дискретного виходу керуючого мікропроцесорного пристрою 15, проходить через підсилювач сигналу, наприклад 17, або всіх 17 23 та замикає/розмикає контакторні групи світлозвукового сигнального пристрою (наприклад, 33, або всіх 33, 35, 37, 39) та пристрою блокування безпеки виробничого обладнання, наприклад 34, або всіх 34, 36, 38, тим самим вмикаючи/вимикаючи його, або всіх 34, 36, 38. Інформація з камер відеоспостереження 5, 6, 7, 8, які установлено в небезпечних зонах виробничих приміщень, передається в он-лайн режимі на дисплей персонального комп'ютера 16. Оператор автоматизованої системи управління процесами 22 слідкує за ходом виробничого процесу і при невідповідності дій працівника вимогам інструкції з охорони праці та пожежної безпеки (ОП та ПБ) в ручному режимі подає сигнали на світло-звукові сигнальні пристрої 40, 41, 42, 43 на робочих місцях та на сигнальний пристрій 44 на посту оперативного чергового з охорони праці, через підсилювачі сигналів 24, 25, 26, 27,28. За кожне таке порушення працівнику нараховується певна кількість штрафних балів. Сума штрафних балів, інформація про порушення працівником вимог інструкцій з ОП та ПБ протягом всього трудового стажу, відомості про терміни проходження інструктажів та спеціальних навчань з ОП та ПБ, результати перевірок знань з ОП та ПБ, терміни проходження планових медичних оглядів, а також регламентовані режими праці та відпочинку, з урахуванням умов праці, по кожному з працівників заносяться в загальну виробничу базу даних, яка розміщена на персональному комп'ютері 16. Дані з загальної виробничої бази використовуються для проведення атестації працівників, з урахуванням зафіксованих системою порушень вимог з ОП та ПБ, до яких він вдавався за певний період свого трудового стажу; розробки індивідуальних модулів для навчання і проведення інструктажів працівників з ОП та ПБ. Матеріали з загальної виробничої бази також можуть бути використані під час обліку та розслідування нещасних випадків на виробництві. Інформація про пересування внутрішньо цехового транспорту від GPS датчиків 9, 10, передається в он-лайн режимі на дисплей персонального комп'ютера 16. Оператор автоматизованої системи управління процесами слідкує за рухом внутрішньо цехового транспорту і при відхиленні від заданого безпечного маршруту в ручному, або автоматичному режимі, подає сигнал на світло-звукові сигнальні пристрої 45, 47 та на пристрої блокування безпеки внутрішньо цехового транспорту 46, 48, через підсилювачі сигналів 29, 30, 31, 32. Одночасно з обробкою сигналів в керуючому мікропроцесорному пристрої 15, відбувається його взаємодія з персональним комп'ютером 16 через інтерфейс: - відображається інформація про режими роботи камер відеоспостереження, лазерних випромінювачів, GPS датчиків, світло-звукових сигнальних пристроїв, 2 UA 116307 U 5 10 15 20 25 30 35 40 45 50 55 - пристроїв блокування безпеки виробничого обладнання і внутрішньо цехового транспорту; - відображаються заданий безпечний та реальний (отриманий з GPS датчиків) маршрут руху внутрішньо цехового транспорту; - відправляються команди, щодо зміни режиму роботи камер відеоспостереження, лазерних випромінювачів, GPS датчиків, світло-звукових сигнальних пристроїв, пристроїв блокування безпеки виробничого обладнання і внутрішньо цехового транспорту; - передається зображення з камер відеоспостереження; - при отриманні сигналу від лазерного випромінювача, який свідчить про вторгнення працівника в небезпечну зону, зображення з камери відеоспостереження, яка це фіксує, виводиться на монітор оператора у повноекранному режимі. - обробляється та заноситься у загальну виробничу базу даних інформація щодо порушень вимог з ОП та ПБ, нарахування балів, необхідності проведення навчань та перевірок знань працівників, проходження медичних оглядів тощо; - на основі занесеної до бази інформації, оперативно формуються індивідуальні навчальні модулі, які враховують обставини, що супроводжували порушення, особистість працівника (досвід, кваліфікацію), попередні порушення. Система постійно слідкує за небезпечними зонами у виробничому приміщенні, рухом внутрішньо цехового транспорту лише по зданому, безпечному для працівників, маршруту та оперативно інформує про ризик виникнення небезпеки. Робота системи ілюструється прикладом. Система вмикається за одну годину до початку робочого дня (зміни), з метою перевірки роботоспроможності її в цілому та її окремих елементів (перевірка у тестовому режимі). Проміні від лазерного випромінювача 1, який установлено в зоні ножового валу та рухомої чаші кутеру, перериваються, що відповідає вторгненню людини або окремих частин її тіла в небезпечну зону. Інформація про це передається на КМП 15 та персональний комп'ютер 16. В автоматичному режимі включається світло-звуковий сигнальний пристрій 33 на робочому місці оператора кутеру і 44 на посту оперативного чергового та пристрій блокування безпеки виробничого обладнання 34. Інформація з камери відеоспостереження 5, яку установлено на робочому місці оператора кутеру, передається в он-лайн режимі на дисплей персонального комп'ютера 16 та в автоматичному режимі виводиться у повноекранному режимі на окремому моніторі. Також на дисплеї персонального комп'ютера 16 відображається наступна інформація: "живлення кутеру вимкнено". Проміні від лазерного випромінювача 2, який установлено в зоні підйомного-перекидного механізму для візків з м'ясом (та/або фаршем), не перериваються. Інформація про це передається на КМП 15 та персональний комп'ютер 16. Пристрої 35 та 36 працюють в штатному режимі. Інформація з камери відеоспостереження 6, яку установлено в зоні руху підйомногоперекидного механізму, передається в он-лайн режимі на дисплей персонального комп'ютера 16, який поділено на чотири сегменти (відповідно кількості камер відеоспостереження). Проміні від лазерного випромінювача 3, який установлено в зоні руху рам, які пересуваються по підвісним шляхам, перериваються, що відповідає вторгненню працівника в небезпечну зону. Інформація про це передається на КМП 15 та персональний комп'ютер 16. В автоматичному режимі включається світло-звуковий сигнальний пристрій 37, 44 та пристрій блокування безпеки виробничого обладнання 38. Інформація з камери відеоспостереження 7, яку установлено у відповідній небезпечній зоні, передається в он-лайн режимі на дисплей персонального комп'ютера 16 та в автоматичному режимі виводиться у повноекранному режимі. На дисплеї персонального комп'ютера 16 відображається інформація: "рух рам зупинено". Лазерний випромінювач 4 установлено на вході/виході з камери термічної обробки напівфабрикатів та готової продукції. Перед завантаженням/розвантаженням камери, працівник (оператор камери термічної обробки) переводить випромінювач 4 в режим "завантаження/розвантаження". Інформація про це передається на КМП 15 та персональний комп'ютер 16. В автоматичному режимі включається світло-звуковий сигнальний пристрій 39, при цьому на табло, яке установлено перед входом/виходом з камери термічної обробки, на пульті оператора камери, а також на дисплеї персонального комп'ютера 16 оператора автоматизованої системи управління процесами, з'являється напис "Увага небезпечно! Іде розвантаження/завантаження камери". Ця фраза також лунає з динаміка, який установлено поблизу камери термічної обробки. Після закінчення завантаження/розвантаження, оператор 3 UA 116307 U 5 10 15 20 25 камери термічної обробки переводить лазерний випромінювач 4, а відповідно й пристрій 39, в штатний режим роботи. Сигнал про переведення лазерного випромінювача 4 у режим "завантаження/розвантаження дублюється на пульті оператора автоматизованої системи управління процесами. Інформація з камери відео спостереження 8, яку установлено в зоні розвантаження/завантаження камери термічної обробки, передається в он-лайн режимі на дисплей персонального комп'ютера 16 та, на час коли лазерний випромінювач 4 знаходиться в режимі "завантаження/розвантаження", в автоматичному режимі виводиться у повноекранному режимі. При порушенні правил безпеки, вказаних в інструкції з ОП для оператора термовідділення, оператор АСУП дистанційно в ручному режимі подає сигнал на включення лазерного випромінювача 4. При аварійному режимі вимкнення лазерного випромінювання, передбачено дублюючу систему безпеки, суть якої полягає в тому, що інформація з камер відеоспостереження 5, 6, 7, 8, які установлені в небезпечних виробничих зонах, передається в он-лайн режимі на дисплей персонального комп'ютера 16. Оператор автоматизованої системи управління процесами слідкує за ходом виробничого процесу і, при вторгненні працівника в небезпечну зону (порушення вимог інструкцій з охорони праці) в ручному режимі подає світло-звукові сигнали на сигнальні пристрої 40, 41, 42, 43, установлені у відповідних місцях та на сигнальний пристрій 44 на посту оперативного чергового з охорони праці, через підсилювачі сигналів 24, 25, 26, 27, 28. Інформація про пересування внутрішньо цехового виробничого транспорту в он-лайн режимі передається з GPS датчика 9 та 10 на дисплей персонального комп'ютера 16. При відхиленні траєкторії руху від безпечного маршруту, який було розроблено та заздалегідь занесено у базу персонального комп'ютера 16, в автоматичному режимі вмикається світло-звуковий сигнальний пристрій 45 та/або 47, який установлено у відповідних одиницях транспорту та спрацьовує пристрій блокування безпеки внутрішньо цехового транспорту 46 та/або 48. На дисплеї персонального комп'ютера 16 відображається інформація: "рух внутрішньо цехового виробничого транспорту № 00000 зупинено". Система вимикається автоматично через одну годину після закінчення робочого дня (зміни). 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту, що включає лазерні випромінювачі, установлені в небезпечних зонах виробничого обладнання, камери відеоспостереження за технологічним процесом, датчики GPS, установлені на внутрішньо цеховому транспорті підприємства, нормуючі перетворювачі, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої, пристрої блокування безпеки виробничого обладнання і пристрої блокування безпеки внутрішньо цехового транспорту, при цьому виходи лазерних випромінювачів сполучені з входами відповідних нормуючих перетворювачів, виходи яких сполучені із входами керуючого мікропроцесорного пристрою, який сполучений з персональним комп'ютером, персональний комп'ютер сполучений із GPS датчиками, з камерами спостереження і з восьмим, дев'ятим, десятим, одинадцятим і дванадцятим підсилювачами сигналу, керуючий мікропроцесорний пристрій сполучений з першим, другим, третім, четвертим, п'ятим, шостим, сьомим, тринадцятим, чотирнадцятим, п'ятнадцятим і шістнадцятим підсилювачами сигналу, виходи першого, третього, п'ятого, сьомого, восьмого, дев'ятого, десятого, одинадцятого, дванадцятого, тринадцятого і п'ятнадцятого підсилювачів сигналу сполучені із світло-звуковими сигнальними пристроями, виходи другого, четвертого, шостого підсилювачів сигналу сполучені із пристроями блокування безпеки виробничого обладнання, а виходи чотирнадцятого і шістнадцятого підсилювачів сигналу сполучені із пристроями блокування безпеки внутрішньо цехового транспорту. 4 UA 116307 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G08B 23/00, G06F 17/00
Мітки: система, зон, транспорту, руху, захисту, виробництва, автоматизованого, небезпечних, безпеки, цехового, внутрішньої
Код посилання
<a href="https://ua.patents.su/7-116307-sistema-avtomatizovanogo-zakhistu-nebezpechnikh-zon-virobnictva-ta-bezpeki-rukhu-vnutrishno-cekhovogo-transportu.html" target="_blank" rel="follow" title="База патентів України">Система автоматизованого захисту небезпечних зон виробництва та безпеки руху внутрішньо цехового транспорту</a>
Система автоматизованого контролю безпеки виробництв
Номер патенту: 107315
Опубліковано: 25.05.2016
Автори: Сапожнікова Наталя Юріївна, Бочковський Андрій Петрович
МПК: G08B 23/00, G06F 17/00
Мітки: безпеки, виробництв, автоматизованого, контролю, система
Формула / Реферат:
Система автоматизованого контролю безпеки виробництв, що містить сполучені між собою датчики руху, датчики деформації несучих конструкцій будівель та споруд, датчики деформації вібронавантажених вузлів технологічного обладнання, камери відеоспостереження, нормуючі перетворювачі, електронні термінали, керуючий мікропроцесорний пристрій, персональний комп'ютер, підсилювачі сигналу, світлозвукові сигнальні пристрої і пристрої блокування безпеки...
Спосіб підвищення безпеки руху на переїздах залізничного транспорту
Номер патенту: 14573
Опубліковано: 15.05.2006
Автор: Парфьонов Володимир Іванович
МПК: B61L 29/00
Мітки: переїздах, залізничного, підвищення, безпеки, руху, спосіб, транспорту
Формула / Реферат:
Спосіб підвищення безпеки руху на переїздах залізничного транспорту, при якому в момент вступання потяга на першу ділянку приближення вмикають загороджувальні пристрої і сигналізацію, який відрізняється тим, що в зонах переїзду додатково контролюють стан інтерференційного поля в інфрачервоному діапазоні і в разі його зміни додатково вмикають мовну сигналізацію.
Система корегування режимів роботи світлофорів відповідно до маршруту руху спецтранспорту та маршрутного транспорту
Номер патенту: 91919
Опубліковано: 25.07.2014
Автори: Свирса Денис Віталійович, Желтухін Олександр Василійович, Свирса Карина Віталіївна
МПК: G08G 1/0968, G08G 1/095
Мітки: роботи, спецтранспорту, маршруту, відповідно, руху, система, транспорту, корегування, режимів, маршрутного, світлофорів
Формула / Реферат:
Система корегування режимів роботи світлофорів відповідно до маршруту руху спецтранспорту та маршрутного транспорту, в якій система керування світлофорами з'єднана з пристроями визначення та передачі поточних координат, встановлених на самих автомобілях, яка відрізняється тим, що використано систему керування роботою світлофорів сумісно з системою, побудованою на основі ZigBee-мережі, яка являє собою мережу пристроїв, обладнаних...
Система картографії маршрутів руху для залізничного транспорту
Номер патенту: 21577
Опубліковано: 15.03.2007
Автори: Маслієв Вячеслав Георгійович, Махортова Надія Василівна, Спірягін Максим Ігорович, Спірягін Валентин Ігорович, Вивденко Юрій Григорович, Поляченко Олена Юріївна, Краснобрижева Юлія Сергіївна
МПК: G01C 3/00
Мітки: картографії, залізничного, маршрутів, система, транспорту, руху
Формула / Реферат:
Система картографії маршрутів руху для залізничного транспорту, що містить транспортний засіб з розміщеними на його борту GPS-приймачем на базі ПК і супутники GPS-системи, яка відрізняється тим, що систему забезпечено постійними магнітами, встановленими на рейковій колії, а на першій колісній парі встановлено датчик компенсаційного типу, дія якого заснована на ефекті Холла, а на буксі колісної пари встановлено датчик прискорення.
Система автоматизованого контролю за умовами праці на робочих місцях і управління санітарно-гігієнічними параметрами виробничого середовища
Номер патенту: 97894
Опубліковано: 10.04.2015
Автори: Бочковський Андрій Петрович, Сапожнікова Наталя Юріївна
МПК: G06F 3/048
Мітки: система, праці, виробничого, параметрами, контролю, санітарно-гігієнічними, робочих, місцях, середовища, управління, автоматизованого, умовами
Формула / Реферат:
Система автоматизованого контролю за умовами праці на робочих місцях і управління санітарно-гігієнічними параметрами виробничого середовища, що включає сполучені між собою датчики температури (1), відносної вологості (2), швидкості руху повітря (5), рівня освітленості поверхні робочої зони (3), аналізатор шкідливих речовин в повітрі робочої зони (4), а також нормуючі перетворювачі (9, 10, 11, 12, 13), персональний комп'ютер (17), керуючий...
Наступний патент: Сміттєвоз бокового завантаження
Випадковий патент: Профілактична вакцина від туберкульозу