Апарат високого тиску та високої температури
Формула / Реферат
1. Апарат високого тиску та високої температури, що складається з кільцевого корпуса, двох зустрічно розміщених у ньому пуансонів, ступінчасті поверхні розніму яких мають виступ біля одного торця та відкриту до протилежного торця канавку, що сполучається з зазором з виступом іншого пуансона, з утворенням між пуансонами порожнини тиску з зазором навколо неї, електроізоляційної прокладки, вміщеної між одним з пуансонів та корпусом, та контейнера, вміщеного в порожнину, який відрізняється тим, що твірні зовнішніх бокових поверхонь пуансонів паралельні до поверхні розніму пуансонів.
2. Апарат за п. 1, який відрізняється тим, що порожнина в поперечному перерізі має форму ромба, а в подовжньому - паралелограма з закругленими вершинами тупих кутів.
3. Апарат за п. 1, який відрізняється тим, що кожний з пуансонів складається з двох дзеркально симетричних частин.
4. Апарат за пп. 1, 3, який відрізняється тим, що порожнина тиску в поперечному перерізі має форму квадрата.
5. Апарат за пп. 1, 3, який відрізняється тим, що порожнина тиску в поперечному перерізі має форму круга.
6. Апарат за пп. 1-5, який відрізняється тим, що він має додатковий комплект пуансонів, ідентичний основному.
Текст
1. Апарат високого тиску та високої температури, що складається з кільцевого корпуса, двох зустрічно розміщених у ньому пуансонів, ступінчасті поверхні розніму яких мають виступ біля одного торця та відкриту до протилежного торця канавку, що сполучається з зазором з виступом іншого пуансона, з утворенням між пуансонами порожнини тиску з зазором навколо неї, електроізоляційної прокладки, вміщеної між одним з пуансонів та корпусом, та контейнера, вміщеного в порожнину, який відрізняється тим, що твірні зовнішніх боко 3 20149 ється до 24%. При вирощування монокристалів алмазу на затравках, яке продовжується від 80 до 180 годин, зазначені витрати на прес зростають настільки, що стають неспівмірними з прямими витратами. В основу корисної моделі покладено завдання такого удосконалення АВТ, при якому за рахунок того, що твірні зовнішніх бокових поверхонь пуансонів паралельні до поверхні розніму пуансонів забезпечується підтримання створеного у порожнині тиску силами тертя між пуансонами та корпусом що сприятиме підвищенню його продуктивності. Поставлене завдання вирішується тим, що в АВТ, що складається з кільцевого корпуса, двох зустрічно розміщених у ньому пуансонів ступінчасті поверхні розніму яких мають виступ біля одного торця та відкриту до протилежного торця канавку, що спрягається з зазором з виступом другого пуансона, з утворенням між пуансонами порожнини тиску з зазором навколо неї, електроізоляційної прокладки, вміщеної між одним з пуансонів та корпусом, та контейнера, вміщеного в порожнину, згідно корисної моделі твірні зовнішніх бокових поверхонь пунсонів паралельні до поверхні розніму пуансонів; порожнина в поперечному перерізі має форму ромба, а в подовжньому - паралелограма з закругленими вершинами тупих кутів; кожний з пуансонів складається з двох дзеркальносиметричних частин; порожнина тиску в поперечному перерізі має форму квадрата; порожнина тиску в поперечному перерізі має форму круга; він має другий комплект пуансонів, ідентичний основному. Причинно-наслідковий зв'язок між ознаками пропонованої сукупності і технічними результатами, які досягаються при її реалізації, полягає в наступному. Завдяки тому що твірні зовнішніх поверхонь обох пуансонів та спряжені з ними поверхні корпуса паралельні поверхні розніму пуансонів, створений у порожнині тиск може підтримуватися силами тертя між пуансонами та корпусом, але розборка АВТ потребує використання повної сили привідного преса. На Фіг.1 представлено осьовий переріз запропонованого АВТ. На Фіг.2 представлено поперечний переріз на рівні А-А центральної частини АВТ, представленого на Фіг.1. На Фіг.3 представлено поперечний переріз на рівні В-В центральної частини АВТ, представленого на Фіг.1. На Фіг.4 представлено в ізометричній проекції пуансон 1, 2 АВТ, зображеного на Фіг.1-3. На Фіг.5 представлено поперечний переріз (без контейнера) на рівні А-А центральної частини другого варіанта АВТ, осьовий переріз якого такий же, як і на Фіг.1. На Фіг.6 представлено поперечний переріз на рівні В-В центральної частини того ж варіанта АВТ, що і на Фіг.5. На Фіг.7 представлено в ізометричній проекції пуансон АВТ, зображеного на рис 1, 5, 6. На Фіг.8 представлено осьовий переріз ще од 4 ного варіанта АВТ. На Фіг.9 представлено поперечний переріз центральної частини АВТ, представленого на Фіг.8. На Фіг.10 представлена одна з можливих схем суміщення зборки АВТ з його розборкою, з використанням додаткового комплекту п уансонів. Як бачимо з Фіг.1-7, АВТ складається з двох зустрічно розміщених пуансонів 1, 2, охоплених навкруги їх зовнішньої поверхні кільцевим корпусом 3-6, який складається з зібраних з натягом кілець 3, 4, проміжних плит 5 та електроізоляційних рейок 6. Одна з проміжних плит 5 електрично ізольована від кілець 3-4 електроізоляційною прокладкою 7. Ступінчасті поверхні розніму пуансонів 1,2 мають виступ біля одного торця та відкриту до протилежного торця канавку, що спрягається з зазором 9 з виступом другого пуансона 1 або 2, з утворенням між пуансонами 1, 2 порожнини тиску з зазором 9 навколо неї. Контейнер 8, виготовлений з електро- та теплоізоляційного матеріалу і призначений для оброблюваного матеріалу одноразового використання, вміщений в порожнину. Між пуансонами 1, 2 навколо порожнини є зазор 9 однакового розміру t. Форма порожнини з перерізами у вигляді ромба та паралелограма з закругленими вершинами тупих кутів вибрана експериментально з метою забезпечення оптимального розподілу напруги в тілі пуансонів 1, 2. АВТ Фіг.1, 5, 6, 7 відрізняєтьсявід АВТ Фіг.1-4 тим, що його пуансони 1, 2 мають дещо складнішу форму, зате в ньому можна створити більший тиск (при однакових інших умовах). При однакових поперечних розмірах пуансонів 1, 2 АВТ, Фіг.8, 9, цей АВТ має більший об'єм порожнини тиску в порівнянні з вищезгаданим. В цьому його перевага. Діє запропонований АВТ так. Коли пуансон 1 під дією сили преса починає руха тися назустріч пуансону 2, порожнина тиску зменшується в осьовому напрямку при постійних поперечних її розмірах. Це призводить до зменшення об'єму контейнера 8, внаслідок чого в ньому виникає тиск. Коли цей тиск досягає межі плинності матеріалу контейнера 8, починається витиснення цього матеріалу в зазор 9, тобто навколо порожнини утворюється ущільнення, яке сповільнює подальше витікання матеріалу контейнера 8 з порожнини та, крім того, скріплює поверхні пуансонів 1, 2 поблизу порожнини, створюючи умови об'ємного стискування в тілі пуансонів 1, 2 навколо порожнини. Існує однозначна залежність між тиском у порожнині, шириною b ущільнення, розміром t зазору 9, початковим розміром l контейнера 8 та фізикомеханічними характеристиками його матеріалу. Початковий розмір l контейнера 8 обирають за декількома умовами: 1 - об'єм матеріалу контейнера 8 повинен бути достатнім, щоб компенсувати зменшення об'єму шихти, розміщеної в контейнері 8 внаслідок її стискання; для СаСО3 D V/V = 0,2. Для шихти ця величина знаходиться в межах 0,6-0,5. Як бачимо з Фіг.1, обмежень для забезпечення необхідного розміру l в запропонованому АВТ немає; 2 - для того, щоб пуансони 1, 2 витримали 5 20149 створений в порожнині тиск, ширина ущільнення b повинна бути такою, щоб згадані умови об'ємного стискання забезпечувалися на такій відстані від порожнини, на якій напруга в тілі пуансонів 1,2 не перевищувала б межі плинності їх матеріалу. Для варіантів Фіг.1, 4 та Фіг.1, 5, 6, 7 цю ширину можна прийняти як за прототипом, для якого b = (0,38 0,45).а, де а - діаметр порожнини. Приймаємо b = 0,42а. Для варіанта Фіг.8, 9 ця величина може бути обчислена. Регулювати ширину ущільнення можливо належним вибором розміру t зазору 9 в залежності від обраного матеріалу контейнера 8; 3 - відношення кінцевого подовжнього розміру контейнера 8 до поперечного не повинно виходити за межу, при якій забезпечується достатня рівномірність тиску вздовж контейнера 8. На основі практики пресування порошків твердосплавних сумішей приймаємо, що розмір l р, стиснутого контейнера 8 з такого матеріалу, як літографський камінь (СаСО3), не повинна перевищувати трикратного поперечного розміру a. Виконання завдання корисної моделі ґрунтується на тому, що площа поперечного перерізу порожнини в ній є незмінною, а довжина її (в стис 6 нутому вигляді), як зазначено, може досягати трикратного поперечного розміру. Але зі збільшенням подовжнього розміру порожнини збільшується не тільки площа подовжнього перерізу самої порожнини, а ще й площа ущільнення, яке оточує контури порожнини. А це значить, що при постійній силі пружності стиснутого матеріалу в напрямку осі порожнини сила тертя, яка протидіє цій силі, може змінюватись в широких межах в залежності від осьового розміру порожнини. Запропонований АВТ здатний створювати необхідний тиск в контейнерах 8 з менш твердих матеріалів, ніж за описаним вище аналогом, таких як пірофіліт, тальк, хлористий натрій, йодид кальцію. Розрахунки розмірів порожнини тиску для чотирьох варіантів запропонованого АВТ, що виконані на основі експериментальних досліджень властивостей матеріалів контейнера 8, в якому тиск 5,6ГПа, що створюється пресом силою 20ГН (2000тс), здатний підтримуватися силою тертя між пуансонами 1, 2 та корпусом 3-6 представлені в таблиці: Таблиця Величина Найменування Позначення Поперечний розмір, см a£ Розмір l при тискові Р=20ГПа, см lp ³ Осьовий розмір порожнини, см Відношення осьового розміру до поперечного Як видно з таблиці, для забезпечення самогальмування (тобто для підтримання створеного тиску силами тертя) відношення подовжнього розміру порожнини до поперечного не перевищує 2, 4, тобто менше трьох, при якому забезпечується достатня рівномірність тиску вздовж контейнера 8. З викладеного видно, що запропонований АВТ може підтримувати створений у ньому тиск за рахунок сил тертя на поверхнях пуансонів 1,2 без використання сторонніх джерел сили. Тому після створення в АВТ необхідного тиску його видаляють з вікна преса, занурюють в охолоджувальну ванну з діелектричною рідиною та приєднують пуансони 1, 2 до джерела струму (не показані). Розвантаження та розборка АВТ може виконуватися традиційним способом, тобто за допомогою того ж преса з використанням двох допоміжних деталей. Після заміни контейнера 8 з готовим продуктом на контейнер 8 з реакційною сумішшю цикл повторюється. Але якщо для партії АВТ, що обслуговуються одним пресом, виготовити один додатковий комплект пуансонів 1’, 2', то зборку АВТ, створення та зняття тиску, а також його розборку можливо спростити шляхом суміщення цих операцій. Це показано на Фіг.10. На розміщену у вікні l р+а ( l р + а)/а Величина кута a 50° 100° Матеріал контейнера NaCI СаСО3 NaCI СаСО3 5,25 5,18 6,7 6,6 7,4 3 1 0 12,65 2,4 8,18 1,6 7,7 1,15 6,6 1 преса призму 10 встановлюють АВТ, Фіг.1, в якому між пуансонами 1, 2 знаходиться контейнер 8 з готовим продуктом, а також додаткові пуансони 1', 2', між якими знаходиться контейнер 8' з реакційною сумішшю. Крім того на торцях пуансона 2' встановлюють допоміжні плити 11 та 12. Більш товсту з них плиту 12 встановлюють з боку плунжера 13 преса. З протилежного боку встановлюють плиту-приймач 15 з колодязем 14 для пуансонів 1, 2. Таким чином корпус 3-6 АВТ торцями кілець 3, 4 та проміжних плит 5 обпирається на плиту-приймач 15, а пуансони 1, 2 мають можливість переміщуватись у колодязь 14. Потім плунжер 13 преса вмикають на робочий хід, що приводить до переміщення пуансонів 1' 2' та пуансона 2 у напрямку колодязя 14 при нерухомому пуансоні 1. Це переміщення знімає тиск у контейнері 8, після чого пуансон 1 також починає переміщуватись разом з усіма іншими пуансонами 2, 1', 2' при меншій силі плунжера 13. Після того як пуансони 1, 2 будуть повністю виштовхн уті у колодязь 14, плиту 12 видаляють. В цей момент пуансон 2' зупиняється, а пуансон 1' продовжує рухатися, створюючи тиск у контейнера 8' з реакційною шихтою. При досягненні заданої величини тиску плунжер 13 вмикають на зворотний хід, АВТ з пуансонами 1’, 2’ та контейнером 8' видаляють з вікна 7 преса для нагрівання реакційної шихти, а пуансони 1, 2 після заміни в них контейнера 8 з готовим продуктом на контейнер 8' з реакційною сумішшю 20149 8 використовують як допоміжні пуансони для повторення циклу з іншим ідентичним АВТ. 9 20149 10 11 20149 12 13 Комп’ютерна в ерстка А. Крулевський 20149 Підписне 14 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus of high pressure and high temperature
Автори англійськоюPrikhna Oleksii Yosypovych
Назва патенту російськоюАппарат высокого давления и высокой температуры
Автори російськоюПрихна Алексий Иосифович
МПК / Мітки
МПК: B01J 3/06
Мітки: високого, температури, високої, тиску, апарат
Код посилання
<a href="https://ua.patents.su/7-20149-aparat-visokogo-tisku-ta-visoko-temperaturi.html" target="_blank" rel="follow" title="База патентів України">Апарат високого тиску та високої температури</a>
Апарат високого тиску і температури
Номер патенту: 33650
Опубліковано: 15.02.2001
Автори: Балабанов Павло Анатолійович, Григор'єв Микола Михайлович
МПК: B01J 3/06
Мітки: температури, високого, апарат, тиску
Текст:
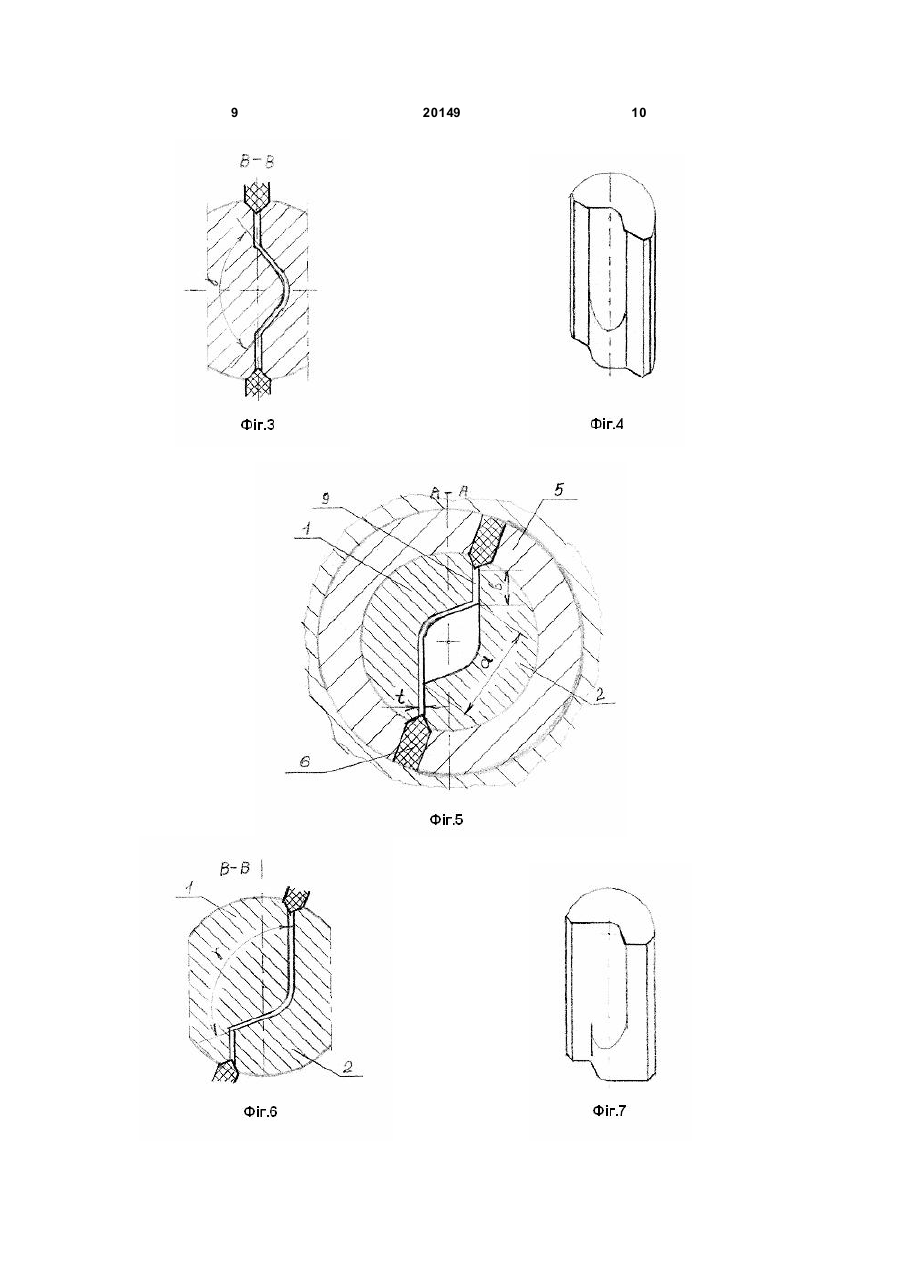
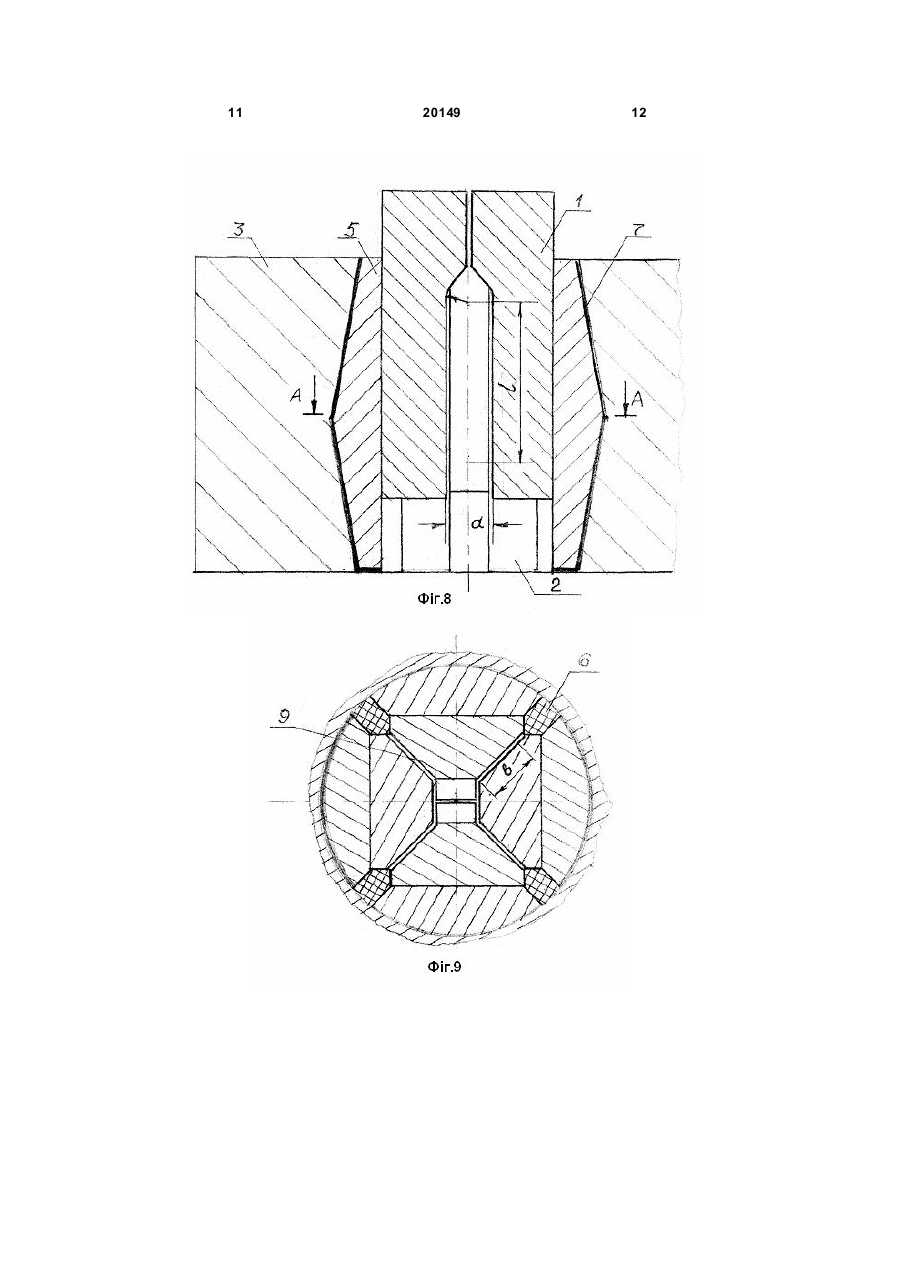
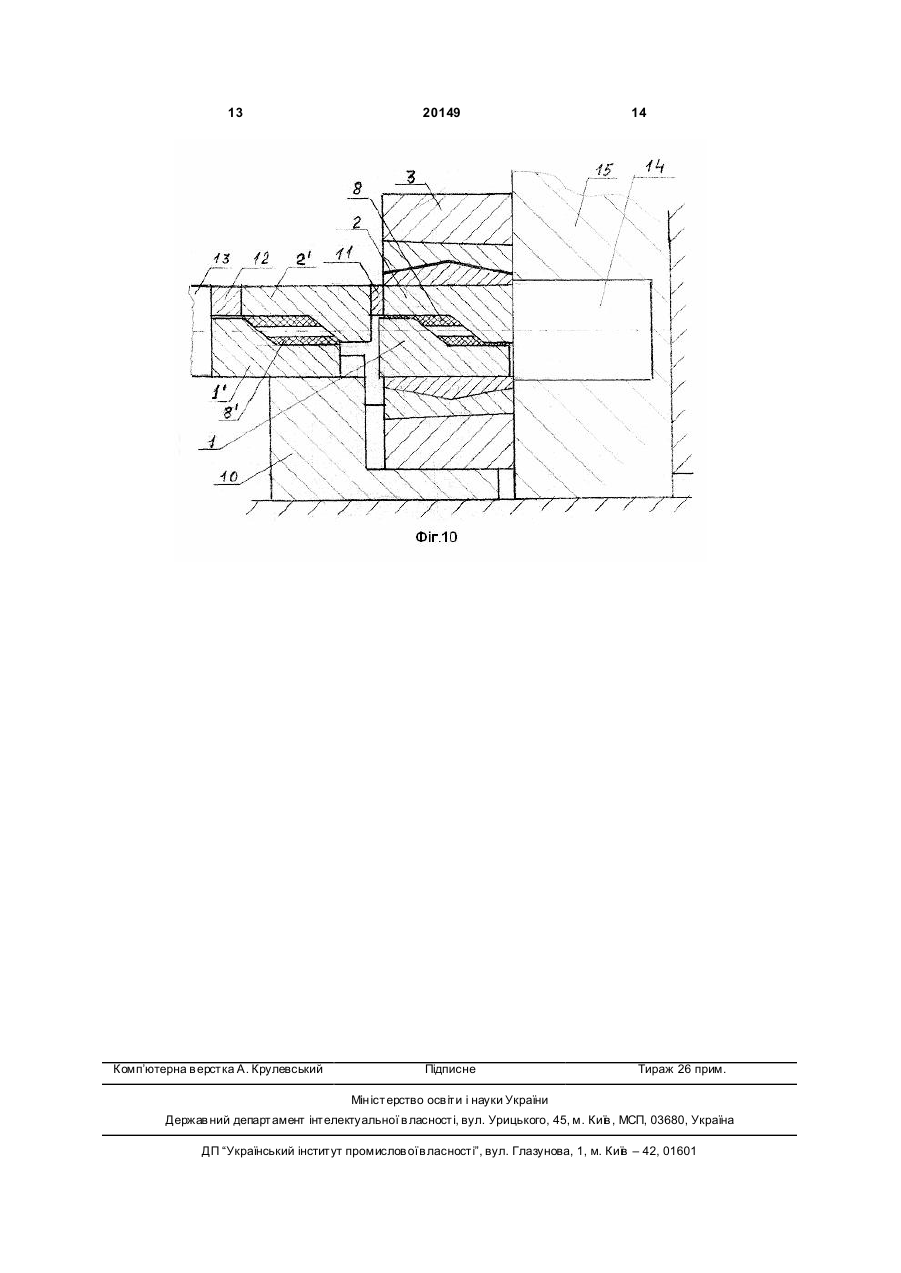
...контей неру на висоту h, ДУ потрібно дотиснути на товщину (h sinα)/2. Завдяки цьому також підвищиться і ефективність створення тиску. Винахід проілюстровано кресленнями, де на фіг. 1 показано ущільнюючий вузол АВТ, а на фіг. 2 і 3 показано два варіанти загального вигляду АВТ (до (зліва від осі) і після (справа від осі) стискання). АВТ (фіг. 2, 3) містить дві співвісно розташовані матриці 1 із зустрічно виконаними центральними...
Апарат для створення високого тиску і температури
Номер патенту: 55211
Опубліковано: 15.08.2005
Автор: Боримський Іван Олександрович
МПК: B01J 3/06
Мітки: створення, температури, високого, тиску, апарат
Формула / Реферат:
Апарат для створення високого тиску і температури містить дві сталеві матриці із центральними заглибленнями на обернутих один до одного торцях та встановлений в заглибленнях контейнер з порожниною для розміщення зразка. Матриці запресовані в блоки скріпних кілець. Відношення площі поперечного перерізу заглиблення до площі поперечного перерізу матриці складає 0,28...0,31.
Апарат для створення високого тиску і температури
Номер патенту: 7455
Опубліковано: 15.06.2005
Автор: Боримський Іван Олександрович
Мітки: температури, високого, тиску, апарат, створення
Формула / Реферат:
1. Апарат для створення високого тиску і температури, що містить робочі елементи, призначені для стискання контейнера з порожниною для розміщення реакційної шихти, і нагрівач у вигляді стержня, встановлений співвісно порожнині, який відрізняється тим, що діаметр нагрівача принаймні на ділянці, яка дорівнює висоті порожнини в контейнері, призначеній для розміщення реакційної шихти, складає 0,4...0,6 діаметра порожнини в контейнері.2....
Апарат для створення високого тиску і температури
Номер патенту: 77815
Опубліковано: 15.01.2007
Автор: Боримський Іван Олександрович
Мітки: створення, тиску, апарат, високого, температури
Формула / Реферат:
1. Апарат для створення високого тиску і температури, що містить робочі елементи, призначені для стискання контейнера з порожниною для розміщення реакційної шихти, електроізоляційні кільця і нагрівач у вигляді стрижня встановлений співвісно порожнині, який відрізняється тим, що діаметр нагрівача принаймні на ділянці, яка дорівнює висоті порожнини в контейнері, призначеної для розміщення реакційної шихти, складає 0,4...0,6 діаметра порожнини в...
Пристрій для створення високого тиску і високої температури

Номер патенту: 5087
Опубліковано: 28.12.1994
Автори: Боримський Олександр Іванович, Нагорний Петро Арсенійович, Пріхна Олексій Йосипович
МПК: B01J 3/06
Мітки: створення, тиску, високої, температури, пристрій, високого
Попередній патент: Металева зв’язка для абразивного інструменту
Наступний патент: Спосіб контролю площі зони зчеплення колеса з рейкою
Випадковий патент: Землерийна машина