Спосіб ремонту зварних труб, виготовленних контактною зваркою
Номер патенту: 31544
Опубліковано: 15.12.2000
Автори: Спірідонов Віталій Дмитрович, Доненко Іван Федорович, Машинсон Ізраіль Зиновійович, Райчук Юрій Исаакович, Вахрушева Віра Сергіївна, Новіков Леонід Миколайович, Лебідь Генадій Олександрович, Антіпов Юрій Миколайович, Лючков Анатолій Дем'янович, Горяний Сергій Андрійович, Гончар Володимир Олександрович, Білий Олександр Іванович, Сербін Володимир Ігоревич, Ульянов Віктор Михайлович, Петров Олександр Радіонович, Щербина Вадим Миколайович, Бондаренко Василь Якович
Текст
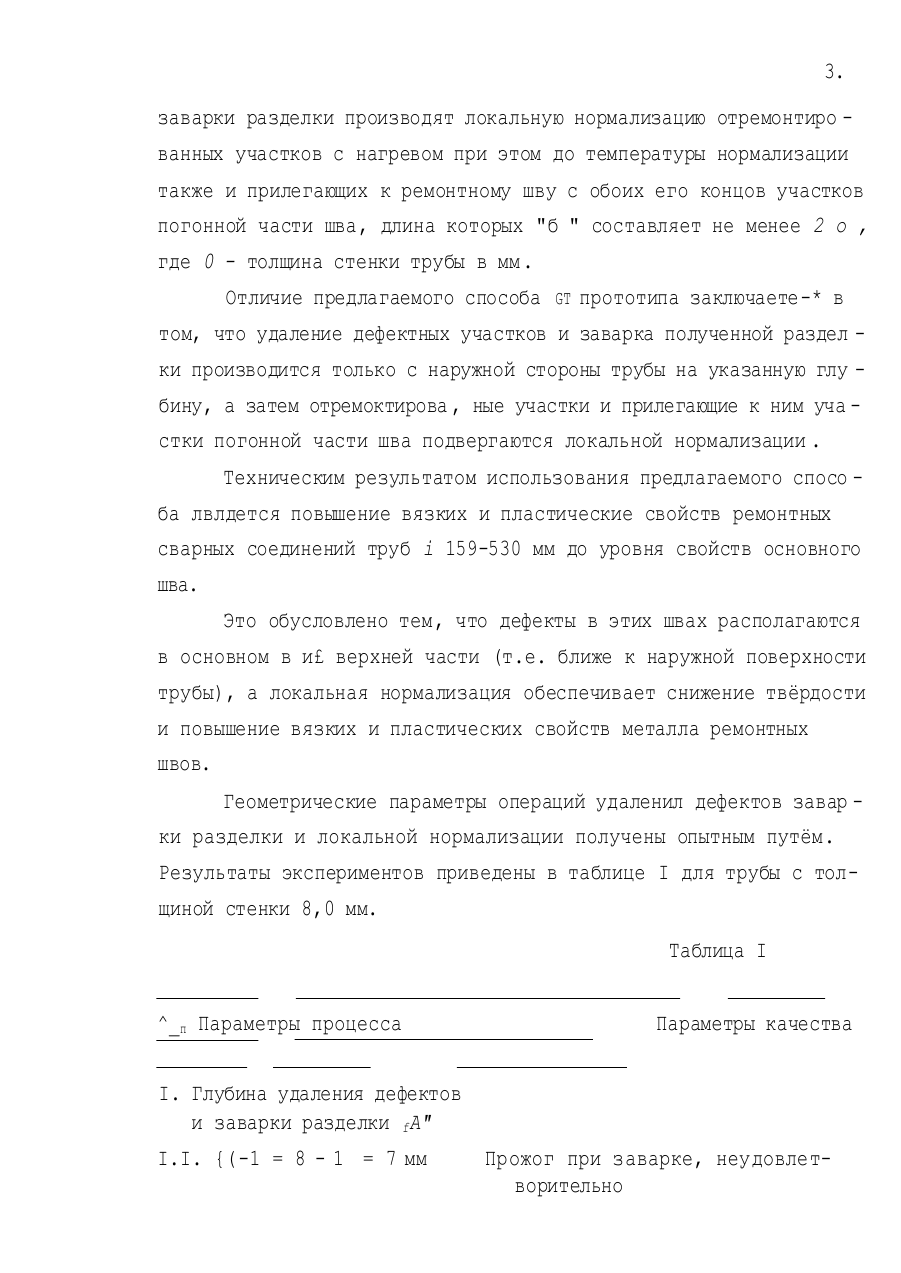
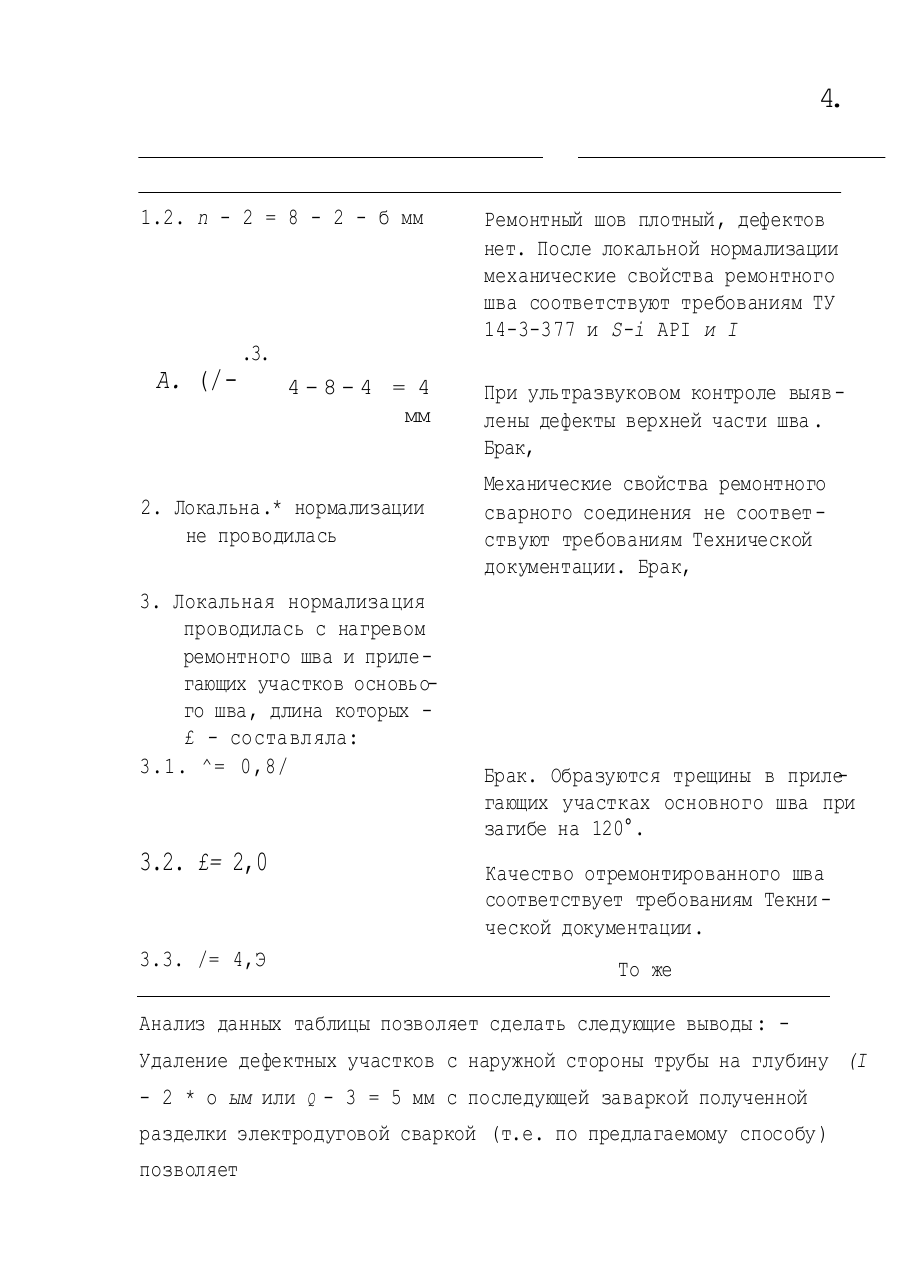
ШК 5 В23К 5/18; 9/00. cnoGOB натаял СВ АР Н ЫХ Т РУ Б, ИЗГОТОВЛЕННЫХ КОНТАКТНОЙ СВАРКОЙ Изобретение относится к трубной промышленности и может быть использовано при изготовлении газонефтепроводных труб диаметром 159-530 мм, изготовленных контактной сваркой * Толщина стенки этих труб колеблется в пределах 4-Ю им* В настоящее время согласно действующей технической докумен тации трубы с участками сварного соединения , отмеченными при ультразвуковом контроле как дефектные , не подвергаются ремонту. Эти трубы не используются как гаэонефтепроводные и сдаются как трубы общего назначения, по более низким ценам, что приводит к существенным потерям » Известен способ ремонта сварных труб большого диаметра , изготовляемых электродуговой сваркой под флюсом , включающий удаление дефектных участков путём воздушно-дуговой строжки и заварки разделки электродуговой сваркой * (Ю.И.Матвеев, В.Я.Иванцсв, Н»А.Грум-Гржимайло. Производство электросварных труб большого диаметра", стр. 99 * 101К При этом ремонт дефектных участков может производиться как с наружной , так и с внутренней сторон трубы на любую глубину. Сварной шов труб большого диаметра имеет большую ширину , а удаление дефектных участков и последующая заварка производятся на всю ширину шва с образованием сварочной ванны значительного объёма. Охлаждение сварочной ванны происходит поэтов с неболь шой скоростью, что способствует образованию в металле сварного соединения структурных составляющих достаточно высокой пластич ности и вяакости. В связи с этим, отремонтированные сварные сое 2. динения не подвергаются смягчающей термической обработке » Однако, этот способ не может быть применен для ремонта труб І 159-530 мм, изготовленных контактной сваркой по следующим при чинам; - Узкий основной шов и небольшая толщина стенки этих труб . , предопределяют небольшой объём сварочной ванны , образующейся при выполнении ремонтного шва * Охлаждение сварочной ванны происходит с повышенной скоростью , что приводит к образованию стру ктурных составляющих, имеющих пониженные пластические и вязкие свойства* В связи с этим, трубы имеющие участки ремонтного шва с такими свойствами не используются как газонефтепроводные * Кроме того, ввиду малого диаметра трубы , нельзя ремонтировать с внутренней стороны * Нельзя также производить удаление дефектов на всю толщину стенки, так как при этом согласно стандарту API Ы (требованиям . которого должны соответствовать газонефтепроводные трубы і 159 530 мм) сварной шов должен быть двухсторонним , т.е, выполняться с наружной и внутренней сторон трубы , что невозможно. Б основе данного изобретения лежит решение задачи по усо вершенствованию способа ремонта сварных труб путём изменения условий удаления дефектных участков сварного шва и заварки раз -v делке/ и последующей специальной термической обработки отремонтированных участков, в результате чего обеспечивается повышение пластических и вязких свойств металла ремонтных швов труб, получаемых контактной сваркой* Поставленная задача решена тем , что в способе, включающем удаление дефектных участков сварного шва воздушно-дуговой строжкой и заварку образовавшейся разделки электродуговой сваркой , удаление дефектных участков производят с наружной стороны трубы на глубинуА^-2-3)^Дгде о - толщина стенки трубы в ммК а после 3. заварки разделки производят локальную нормализацию отремонтиро ванных участков с нагревом при этом до температуры нормализации также и прилегающих к ремонтному шву с обоих его концов участков погонной части шва, длина которых "б " составляет не менее 2 о , где 0 - толщина стенки трубы в мм. Отличие предлагаемого способа GT прототипа заключаете-* в том, что удаление дефектных участков и заварка полученной раздел ки производится только с наружной стороны трубы на указанную глу бину, а затем отремоктирова , ные участки и прилегающие к ним уча стки погонной части шва подвергаются локальной нормализации . Техническим результатом использования предлагаемого спосо ба лвлдется повышение вязких и пластические свойств ремонтных сварных соединений труб і 159-530 мм до уровня свойств основного шва. Это обусловлено тем, что дефекты в этих швах располагаются в основном в и£ верхней части (т.е. ближе к наружной поверхности трубы), а локальная нормализация обеспечивает снижение твёрдости и повышение вязких и пластических свойств металла ремонтных швов. Геометрические параметры операций удаленил дефектов завар ки разделки и локальной нормализации получены опытным путём. Результаты экспериментов приведены в таблице I для трубы с толщиной стенки 8,0 мм. Таблица I ^_п Параметры процесса Параметры качества I. Глубина удаления дефектов и заварки разделки fA" I.I. {(-1 = 8 - 1 = 7 мм Прожог при заварке, неудовлетворительно 4 . 1.2. n - 2 = 8 - 2 - б мм A. (/ .3. 4-8-4 = 4 мм 2. Локальна.* нормализации не проводилась 3. Локальная нормализация проводилась с нагревом ремонтного шва и прилегающих участков основього шва, длина которых £ - составляла: 3.1. ^= 0,8/ 3.2. £= 2,0 3.3. /= 4,Э Ремонтный шов плотный, дефектов нет. После локальной нормализации механические свойства ремонтного шва соответствуют требованиям ТУ 14-3-377 и S-i API и I При ультразвуковом контроле выявлены дефекты верхней части шва . Брак, Механические свойства ремонтного сварного соединения не соответствуют требованиям Технической документации. Брак, Брак. Образуются трещины в приле гающих участках основного шва при загибе на 120°. Качество отремонтированного шва соответствует требованиям Текни ческой документации. То же Анализ данных таблицы позволяет сделать следующие выводы : Удаление дефектных участков с наружной стороны трубы на глубину (I - 2 * о ым или Q - 3 = 5 мм с последующей заваркой полученной разделки электродуговой сваркой (т.е. по предлагаемому способу) позволяет 5. устранить практически все имеющиеся дефекты . Если производить" удаление и заварку на глубину большую , чем (о -2) шд, например, на (.Q -I) мм, то возможны прожоги оставшейся нижней части шва . При зачистке и заварке на меныцую глубину (Q -4} мы часть дефектов в нижней части шва остается . ~ Нагрев прилегающих к ремонтыому\учаетвс погонной части >£ шва длиной/ = (2-4} d мм обеспечивает перекристаллизацию метал ла погонной части шва, подвергшегося перегреву при наложении ре монтного шва. Если длина этих участков будет меньшей то , как по казали исследования, часть перегретого металла остаётся непере кристаллизованной и при загибе образуются трещины . Нагрев участ ков большей длины ведёт (не улучшая качества) к излишним энерго затра там, • * ' - Удаление дефектов и заварка разделки по оптимальным пара метрам (согласно предлагаемому способу), но без локальной нормализации не обеспечивает необходимой пластичности ремонтных свар ных соединений и приводит к браку * Рассмотрим применение предлагаемого способа на примере ре монта трубы, полученной методом контактной сварки на Новомосков ском трубном заводе . При автоматической ультразвуковой дефектоскопии в линии трубоэлектросварочного стана "150-530" Новомосковского трубного завода на одной из труб размером 273x8,0 мм из стали 20 были отмечены как дефектные два участка . При ручной ультразвуковой де фектоскопии уточнили расположение участков по дайне трубы и их протяжённость: 210 и 150 мм. Специальными резаками типа НЗД '-ЬОО воздушно-дуговой строжкой угольными электродами марки ВДК -6 с на ружной стороны трубы произвели удаление дефектных участков шва н глубину 6,0 мм ( 0-2 * 8-2=6 мм) с последующей зачисткой поверх ностного науглероженного слоя при помощи шлифмашинки с тонким наждачным кругом. б. Образовавщуюся разделку заварили электродаговой сваркой . проволокой СВ-08ГА по флюсом АН-6О. Ширина ремонтного шва соста вила — ІО-ІІ мм« Затем с помошью короткофокусных газовых горелок нормализо вали отремонтированные участки с прилегавшими к ним в начале и в конце участками погонной части шва длиной по 3d * т.е. по 24 мм. Таким образом, общая длина участков, нагретых до температуры нормализации 900°С, составляла 210 + 2 . 24 * 258 мм и 150 + 2.24 « 198 мм. Выдержка при температуре нормализации составила 2-3 мин., охлаждение на воздухе. Ширина нагретого участка равнялась ~30*40 мм. Из отремонтированных участков были вырезаны и испытаны по перечные образцы для механических испытаний и шлиф * для металлографических исследований. Временное сопротивление 6І составило 48 кгс/мм , при загибе вокруг оправки на угол 180° трещины не образовались. Твёрдость сварного соединения равнялась 2300-2500 Ш Осмотр образца с пропилами показал плотность шва и отсутствие видимых дефектов. Труба с отремонтированными сварными швамм вы держала испытание внутренним давлением » При металлографическом исследовании шлифов выявлена перекристаллизация участков ремонт ного и прилегающих к ним участков погонной части шва * Анализ результатов всех испытаний показал » что отремонтированная труба соответствует требованиям ТУ 14-3-377-8? "Трубы стальные сварные прямошовные &дя магистральных газонефтепроводэв и требованиям спецификации 51 API. Следует также отметить, что прмменение локальной нормали зации только отремонтированных участков вместо объёмного нагрев * всей трубы позволяет получить существенную экономию энергоресур сов, так как ИХ объём в десятки раз меньше , чем объём всей труб; Попытка осуществить ремонт такой же трубы по способу-прото типу не дала положительных результатов : 7. - Из-за малого диаметра невозможно осуществить ремонт трубы с внутренней стороны ; - При осуществлений ремонта трубы с наружной стороны без последующей нормализации отремонтированные участки шва были не достаточно пластичны и трещины при загибе образовались при угле 100 * 110°. . ' Заявители; Директор ОАО гіШЗ Кудин Ь.С. Директор Государстве трубного института СеРгееь В.Ь.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of repairing the welded pipes manufactured by resistance welding
Автори англійськоюAntypov Yurii Mykolaiovych, Mashynson Izrail Zynoviiovych, Raichuk Yurii Isaakovych, Lebid' Henadii Oleksandrovych, Honchar Volodymyr Oleksandrovych, Liuchkov Anatolii Demianovych, Ulianov Viktor Mykhailovych, Spyrydonov Vitalii Dmytrovych, Novikov Leonid Mykolaiovych, Bilyi Oleksandr Ivanovych, Vakhrusheva Vira Serhiivna, Scherbyna Vadym Mykolaiovych, Bondarenko Vasyl Yakovych, Horianyi Serhii Andriiovych, Petrov Oleksandr Radionovych, Donenko Ivan Fedorovych, Serbin Volodymyr Ihorevych
Назва патенту російськоюСпособ ремонта сварных труб, изготовленных контактной сваркой
Автори російськоюАнтипов Юрий Николаевич, Машинсон Израиль Зиновьевич, Райчук Юрий Исаакович, Лебедь Геннадий Александрович, Гончар Владимир Александрович, Лючков Анатолий Демьянович, Ульянов Виктор Михайлович, Спиридонов Виталий Дмитриевич, Новиков Леонид Николаевич, Белый Александр Иванович, Вахрушева Вера Сергеевна, Щербина Вадим Николаевич, Бондаренко Василий Яковлевич, Горяный Сергей Андреевич, Петров Александр Радионович, Доненко Иван Федорович, Сербин Владимир Игоревич
МПК / Мітки
Мітки: зваркою, ремонту, зварних, спосіб, труб, контактною, виготовленних
Код посилання
<a href="https://ua.patents.su/7-31544-sposib-remontu-zvarnikh-trub-vigotovlennikh-kontaktnoyu-zvarkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту зварних труб, виготовленних контактною зваркою</a>
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: зварних, спосіб, магістральних, труб, руйнування, металевих, локалізації, трубопроводів
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
Спосіб виготовлення зварних профільних труб
Номер патенту: 28331
Опубліковано: 16.10.2000
Автори: Попенко Олександр Пилипович, Зайцев Володимир Олександрович, Крупник Ісаак Абрамович, Ботюк Олег Миколайович, Гончар Володимир Павлович, Куцін Володимир Семенович, Юшевський Віктор Карлович, Сапригін Хразален Михайлович, Скороходов Віктор Васильович
МПК: B21C 37/06
Мітки: труб, спосіб, виготовлення, зварних, профільних
Формула / Реферат:
Способ изготовления сварных профильных труб, включающий поперечную гибку исходной полосовой заготовки в валках и ее скручивание с одновременным прикладыванием поперечных сжимающих усилий, отличающийся тем, что исходную заготовку при поперечной гибке используют о припуском равный ее допуску, в процессе изготовления трубной заготовки поперечной гибкой ее формируют в виде асимметричного овала, создавая минимальную кривизну со стороны плоских...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Горяний Сергій Андрійович, Іванов Євген Іванович, Ковіка Микола Данилович, Коломенський Володимир Костянтинович, Хоменко Анатолій Федорович, Соболевський Едуард Йосипович, Заплаткин Юрій Ананьйович, Омелін Олександр Дмитрович, Новіков Леонід Миколайович, Спірідонов Віталій Дмитрович, Лебідь Генадій Олександрович, Гончар Володимир Олександрович, Стома Генріх Францович
МПК: B21C 37/08
Мітки: великого, виробництва, спосіб, діаметра, прямошовних, труб, зварних
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Фурса Віталій Григорович, Стома Генріх Францевич, Котов Ігор Іванович, Андреєв Юрій Петрович, Осоченко Іван Мойсейович, Соболевський Едуард Йосипович, Танічев Олексій Григорійович, Коломенський Володимир Констянтинович, Іванов Євген Іванович, Дейнека Анатолій Якович
МПК: B21C 37/06
Мітки: спосіб, калібрування, великого, труб, зварних, двошовних, діаметру
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Технологічна лінія для контролю та обробки зварних труб
Номер патенту: 10025
Опубліковано: 30.09.1996
Автори: Магальник Борис Якович, Куцін Володимир Семенович, Ксаверчук Леонід Петрович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Свідлер Валентин Львович, Індицький Борис Менделевич, Ферлудін Володимир Михайлович, Попенко Олександр Пилипович, Лохонько Микола Миколайович
МПК: B21C 37/06, B23Q 41/00
Мітки: труб, обробки, лінія, зварних, технологічна, контролю
Формула / Реферат:
1. Технологическая линия для контроля и обработки сварных труб, поступающих с трубоэлектросварочного агрегата, включающая приемный стеллаж, загрузочное устройство, технологическое оборудование, связанное между собой транспортными средствами, устройство для контроля труб и концевой участок линии с карманом для годных труб, отличающаяся тем, что она снабжена системой по меньшей мере из трех трайбаппаратов, между которыми расположено...