Спосіб виготовлення зварних профільних труб
Номер патенту: 28331
Опубліковано: 16.10.2000
Автори: Попенко Олександр Пилипович, Зайцев Володимир Олександрович, Крупник Ісаак Абрамович, Ботюк Олег Миколайович, Скороходов Віктор Васильович, Юшевський Віктор Карлович, Сапригін Хразален Михайлович, Куцін Володимир Семенович, Гончар Володимир Павлович
Формула / Реферат
Способ изготовления сварных профильных труб, включающий поперечную гибку исходной полосовой заготовки в валках и ее скручивание с одновременным прикладыванием поперечных сжимающих усилий, отличающийся тем, что исходную заготовку при поперечной гибке используют о припуском равный ее допуску, в процессе изготовления трубной заготовки поперечной гибкой ее формируют в виде асимметричного овала, создавая минимальную кривизну со стороны плоских участков готового профиля, валками сварочной клети прикладывают сжимающие усилия параллельно касательной мосту образования шва до устранения упомянутого припуска, а асиметричный овал переформовывают в готовый профиль, размещая сварной шов вне пределов его угловых участков.
Текст
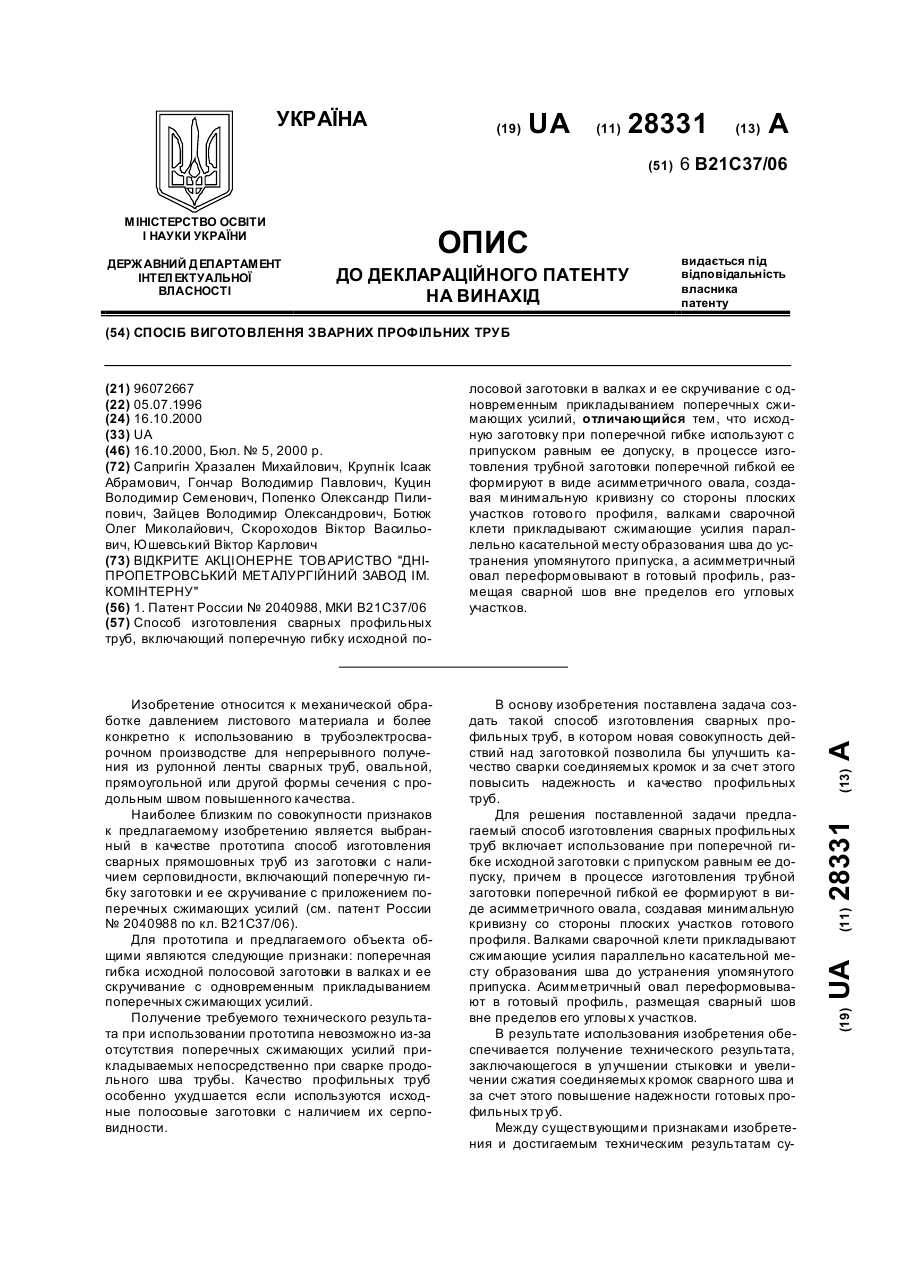
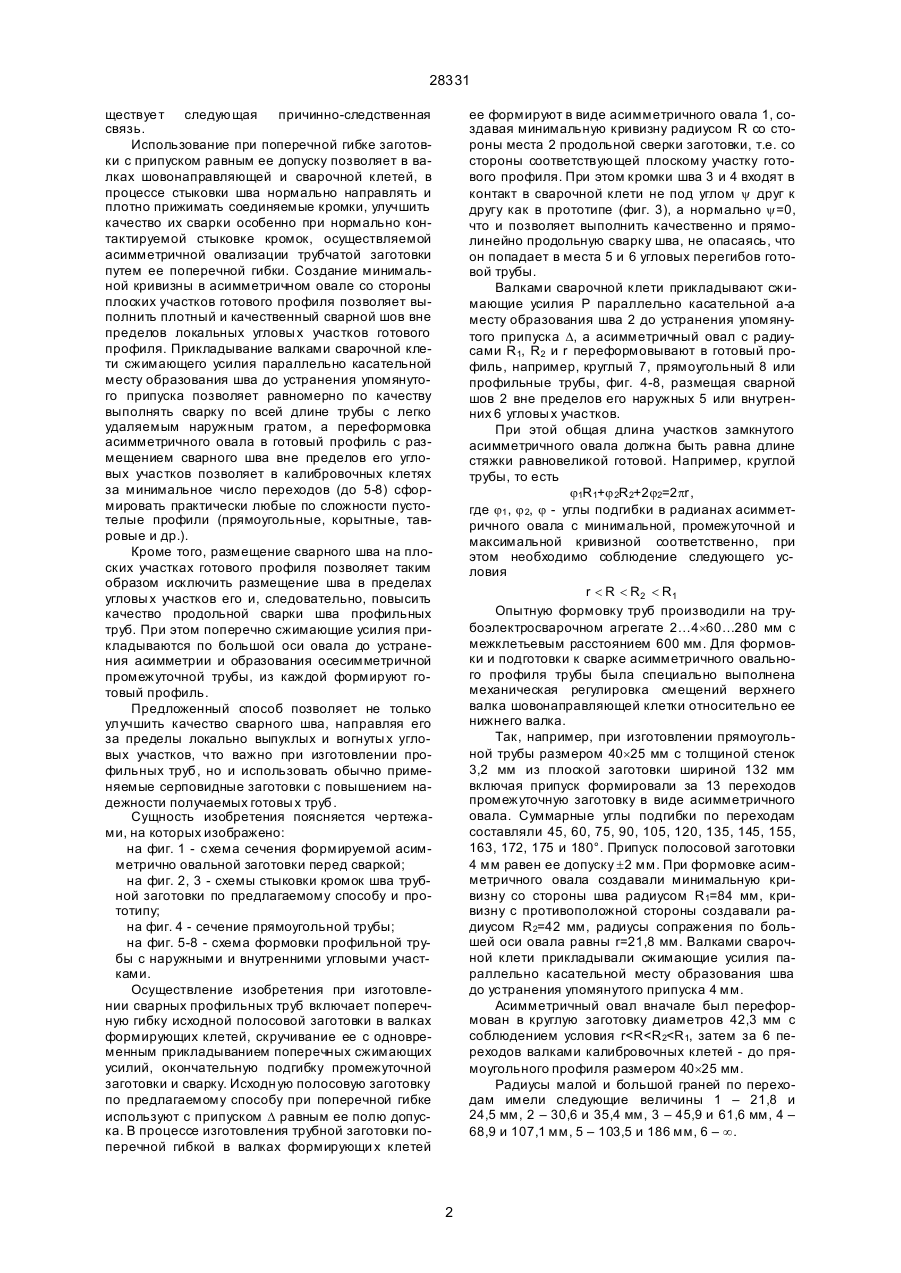
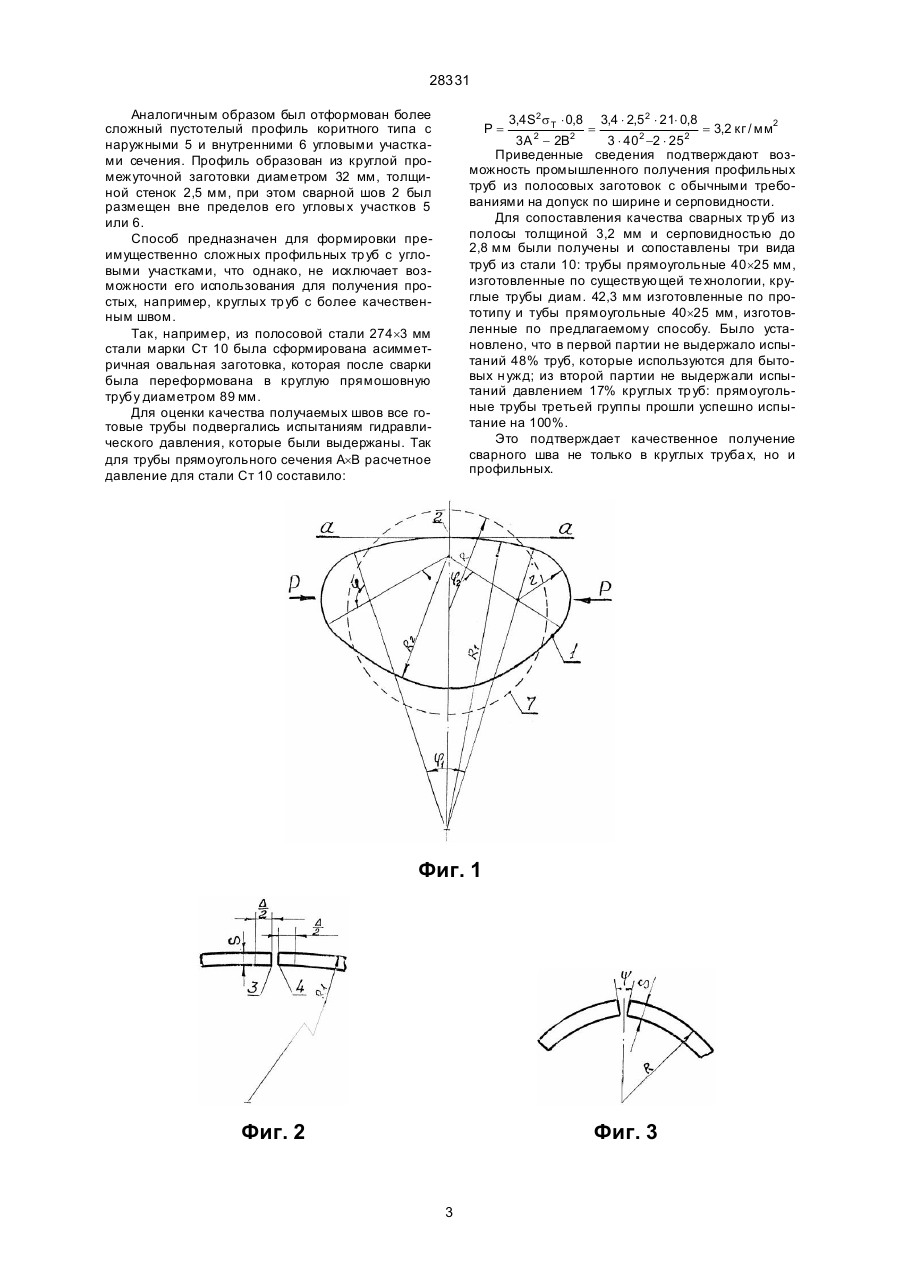
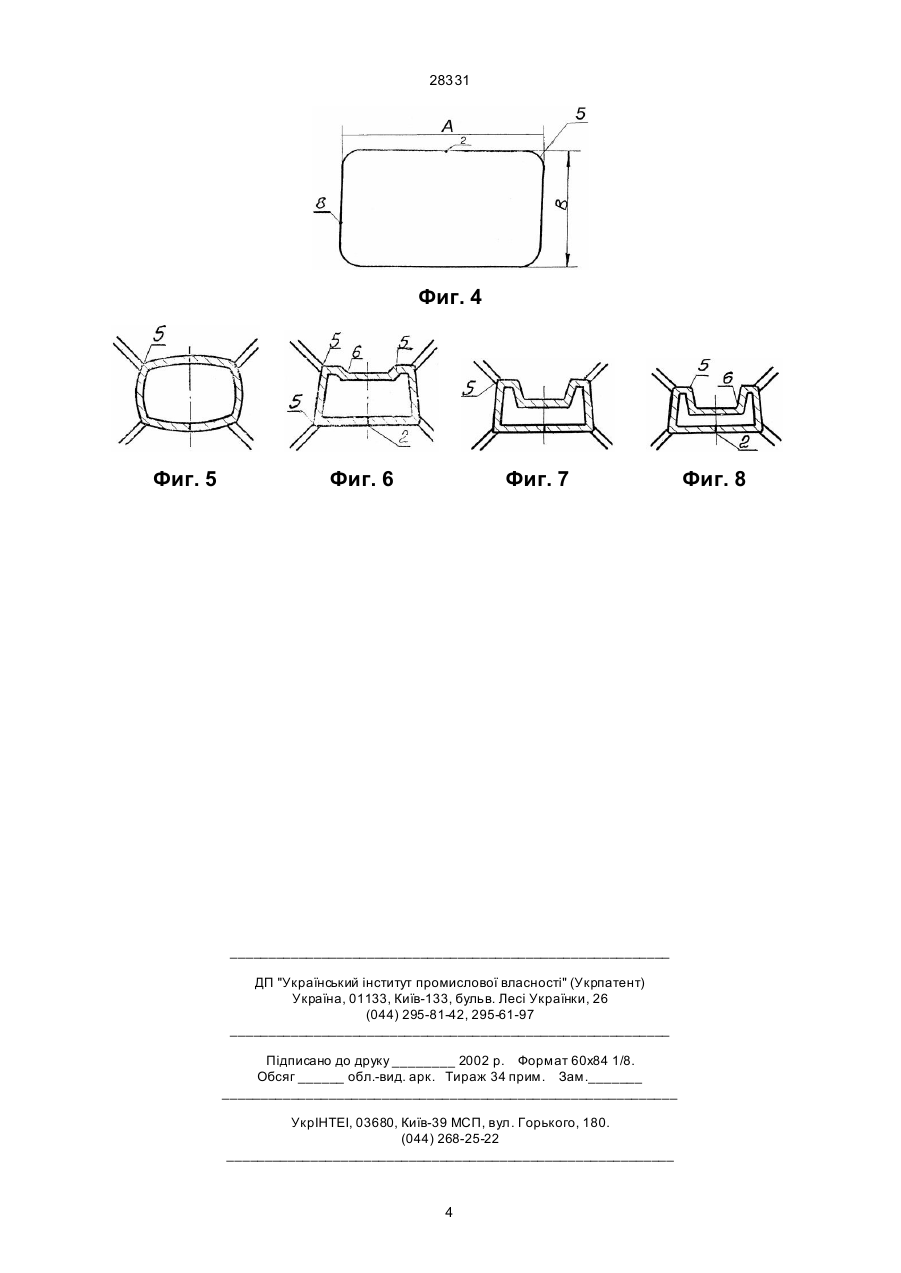
Способ изготовления сварных профильных труб, включающий поперечную гибку исходной по 28331 ществуе т следующая причинно-следственная связь. Использование при поперечной гибке заготовки с припуском равным ее допуску позволяет в валках шовонаправляющей и сварочной клетей, в процессе стыковки шва нормально направлять и плотно прижимать соединяемые кромки, улучшить качество их сварки особенно при нормально контактируемой стыковке кромок, осуществляемой асимметричной овализации трубчатой заготовки путем ее поперечной гибки. Создание минимальной кривизны в асимметричном овале со стороны плоских участков готового профиля позволяет выполнить плотный и качественный сварной шов вне пределов локальных угловы х участков готового профиля. Прикладывание валками сварочной клети сжимающего усилия параллельно касательной месту образования шва до устранения упомянутого припуска позволяет равномерно по качеству выполнять сварку по всей длине трубы с легко удаляемым наружным гратом, а переформовка асимметричного овала в готовый профиль с размещением сварного шва вне пределов его угловых участков позволяет в калибровочных клетях за минимальное число переходов (до 5-8) сформировать практически любые по сложности пустотелые профили (прямоугольные, корытные, тавровые и др.). Кроме того, размещение сварного шва на плоских участках готового профиля позволяет таким образом исключить размещение шва в пределах угловы х участков его и, следовательно, повысить качество продольной сварки шва профильных труб. При этом поперечно сжимающие усилия прикладываются по большой оси овала до устранения асимметрии и образования осесимметричной промежуточной трубы, из каждой формируют готовый профиль. Предложенный способ позволяет не только улучшить качество сварного шва, направляя его за пределы локально выпуклых и вогнуты х угловых участков, что важно при изготовлении профильных труб, но и использовать обычно применяемые серповидные заготовки с повышением надежности получаемых готовы х труб. Сущность изобретения поясняется чертежами, на которых изображено: на фиг. 1 - схема сечения формируемой асимметрично овальной заготовки перед сваркой; на фиг. 2, 3 - схемы стыковки кромок шва трубной заготовки по предлагаемому способу и прототипу; на фиг. 4 - сечение прямоугольной трубы; на фиг. 5-8 - схема формовки профильной трубы с наружными и внутренними угловыми участками. Осуществление изобретения при изготовлении сварных профильных труб включает поперечную гибку исходной полосовой заготовки в валках формирующих клетей, скручивание ее с одновременным прикладыванием поперечных сжимающих усилий, окончательную подгибку промежуточной заготовки и сварку. Исходн ую полосовую заготовку по предлагаемому способу при поперечной гибке используют с припуском D равным ее полю допуска. В процессе изготовления трубной заготовки поперечной гибкой в валках формирующи х клетей ее формируют в виде асимметричного овала 1, создавая минимальную кривизну радиусом R со стороны места 2 продольной сверки заготовки, т.е. со стороны соответствующей плоскому участку готового профиля. При этом кромки шва 3 и 4 входят в контакт в сварочной клети не под углом y друг к другу как в прототипе (фиг. 3), а нормально y=0, что и позволяет выполнить качественно и прямолинейно продольную сварку шва, не опасаясь, что он попадает в места 5 и 6 угловых перегибов готовой трубы. Валками сварочной клети прикладывают сжимающие усилия Р параллельно касательной а-а месту образования шва 2 до устранения упомянутого припуска D, а асимметричный овал с радиусами R1, R2 и r переформовывают в готовый профиль, например, круглый 7, прямоугольный 8 или профильные трубы, фиг. 4-8, размещая сварной шов 2 вне пределов его наружных 5 или внутренних 6 угловы х участков. При этой общая длина участков замкнутого асимметричного овала должна быть равна длине стяжки равновеликой готовой. Например, круглой трубы, то есть j1R1+j 2R2+2j2=2pr, где j1 , j 2, j - углы подгибки в радианах асимметричного овала с минимальной, промежуточной и максимальной кривизной соответственно, при этом необходимо соблюдение следующего условия r < R < R2 < R1 Опытную формовку труб производили на трубоэлектросварочном агрегате 2…4´60…280 мм с межклетьевым расстоянием 600 мм. Для формовки и подготовки к сварке асимметричного овального профиля трубы была специально выполнена механическая регулировка смещений верхнего валка шовонаправляющей клетки относительно ее нижнего валка. Так, например, при изготовлении прямоугольнойтрубы размером 40´25 мм с толщиной стенок 3,2 мм из плоской заготовки шириной 132 мм включая припуск формировали за 13 переходов промежуточную заготовку в виде асимметричного овала. Суммарные углы подгибки по переходам составляли 45, 60, 75, 90, 105, 120, 135, 145, 155, 163, 172, 175 и 180°. Припуск полосовой заготовки 4 мм равен ее допуску ±2 мм. При формовке асимметричного овала создавали минимальную кривизну со стороны шва радиусом R1=84 мм, кривизну с противоположной стороны создавали радиусом R2=42 мм, радиусы сопражения по большей оси овала равны r=21,8 мм. Валками сварочной клети прикладывали сжимающие усилия параллельно касательной месту образования шва до устранения упомянутого припуска 4 мм. Асимметричный овал вначале был переформован в круглую заготовку диаметров 42,3 мм с соблюдением условия r
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production welded profile pipes
Автори англійськоюSapryhin Khrazalen Mykhailovych, Krupnik Isaak Abramovych, Honchar Volodymyr Pavlovych, Kutsyn Volodymyr Semenovych, Popenko Oleksandr Pylypovych, Zaitsev Volodymyr Oleksandrovych, Botiuk Oleh Mykolaiovych, Skorokhodov Viktor Vasyliovych, Yuschevskyi Viktor Karlovych
Назва патенту російськоюСпособ изготовления сварных профильных труб
Автори російськоюСапрыгин Хразален Михайлович, Крупник Исаак Абрамович, Гончар Владимир Павлович, Куцин Владимир Семенович, Попенко Александр Филиппович, Зайцев Владимир Александрович, Ботюк Олег Николаевич, Скороходов Виктор Васильевич, Юшевский Виктор Карлович
МПК / Мітки
МПК: B21C 37/06
Мітки: виготовлення, труб, зварних, спосіб, профільних
Код посилання
<a href="https://ua.patents.su/4-28331-sposib-vigotovlennya-zvarnikh-profilnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зварних профільних труб</a>
Спосіб виготовлення профільних труб
Номер патенту: 25433
Опубліковано: 30.10.1998
Автори: Мироненко Юрій Анатолійович, Полуектов Вадим Володимирович, Ханін Марко Ісаакович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Шлосберг Лев Михайлович, Мальцев Юрій Іванович, Фурманов Валерій Борисович
МПК: B21C 1/16
Мітки: виготовлення, профільних, спосіб, труб
Формула / Реферат:
Способ изготовления профильных труб, включающий профилирование круглых труб конечной длины в профильном калибре с использованием короткой профильной оправки, при котором передний концевой участок трубы профилируют путем проталкивания через профильный калибр, затем осуществляют захват прошедшего калибр участка трубы, после чего трубу профилируют путем волочения, отличающийся тем, что профилирование переднего и заднего концевых участков трубы,...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Гончар Володимир Павлович, Клепанда Володимир Вікторович, Ксаверчук Леонід Петрович, Павленко Владислав Максимович, Босий Андрій Володимирович, Соболенко Олександр Вікторович, Сапригін Хразален Михайлович, Куцін Володимир Семенович
МПК: B21C 37/08, B21C 37/06
Мітки: спосіб, прямошовних, заготовки, зварних, виготовлення, труб, серпоподібної
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: магістральних, трубопроводів, спосіб, труб, металевих, руйнування, локалізації, зварних
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Горяний Сергій Андрійович, Соболевський Едуард Йосипович, Лебідь Генадій Олександрович, Омелін Олександр Дмитрович, Гончар Володимир Олександрович, Іванов Євген Іванович, Новіков Леонід Миколайович, Коломенський Володимир Костянтинович, Спірідонов Віталій Дмитрович, Ковіка Микола Данилович, Стома Генріх Францович, Хоменко Анатолій Федорович, Заплаткин Юрій Ананьйович
МПК: B21C 37/08
Мітки: спосіб, прямошовних, великого, виробництва, діаметра, труб, зварних
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Фурса Віталій Григорович, Танічев Олексій Григорійович, Іванов Євген Іванович, Андреєв Юрій Петрович, Дейнека Анатолій Якович, Котов Ігор Іванович, Соболевський Едуард Йосипович, Осоченко Іван Мойсейович, Стома Генріх Францевич, Коломенський Володимир Констянтинович
МПК: B21C 37/06
Мітки: великого, труб, калібрування, зварних, діаметру, двошовних, спосіб
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Попередній патент: Спосіб гальванічного нанесення зносостійких покриттів
Наступний патент: Гірка гичковідділювальна
Випадковий патент: Спосіб захисту літаків від ракет