Спосіб виготовлення металевих профільованих виробів
Формула / Реферат
1. Спосіб виготовлення металевих профільованих виробів, що мають частково або повністю багатокутний поперечний переріз, шляхом безперервного розливу на ливарне колесо з жолобом і безперервного плющення за допомогою послідовності в складі щонайменше трьох і переважно в складі від трьох до восьми пар прокатних роликів, забезпечених периферійним жолобом, причому ці прокатні ролики розташовують симетрично по відношенню до даного профільованого виробу і почергово у вертикальному положенні і в горизонтальному положенні, який відрізняється тим, що жолоби перших пар прокатних роликів є ідентичними жолобам тих прокатних роликів, які використовуються для виготовлення катаних профільованих виробів круглого поперечного перерізу, остання пара прокатних роликів містить жолоби, що обмежують поперечний переріз, по суті відповідний необхідному поперечному перерізу кінцевого катаного профільованого виробу, поперечний переріз, сформований жолобами останньої пари прокатних роликів, має у вершинах багатокутника, що формується, радіуси кривизни, величина яких укладена в діапазоні від 1 до 5 мм, а сторони багатокутника, що не є паралельними зазору між прокатними роликами останньої пари роликів, мають, по відношенню до відповідних сторін поперечного перерізу кінцевого катаного профільованого виробу, уклон величиною в діапазоні від 1/2 до 3°.
2. Спосіб за п. 1, який відрізняється тим, що катаний профільований елемент має квадратний або прямокутний поперечний переріз.
3. Спосіб за п. 2, який відрізняється тим, що катаний профільований елемент має прямокутний поперечний переріз, для якого величина відношення його ширини до товщини перевищує 4.
4. Спосіб за п. 1, який відрізняється тим, що катаний профільований елемент має трикутний поперечний переріз.
5. Спосіб за п. 1, який відрізняється тим, що катаний профільований елемент має Т-подібний або V-подібний поперечний переріз.
6. Спосіб за будь-яким з пп. 1 - 5, який відрізняється тим, що прокатні ролики передостанньої пари роликів мають плоску поверхню.
7. Спосіб за будь-яким з пп. 1 - 6, який відрізняється тим, що вслід за його реалізацією виконується щонайменше один прохід волочіння або протягання і, у разі необхідності, щонайменше одна операція відпалу.
8. Спосіб за п. 7, який відрізняється тим, що кількість проходів волочіння і кількість операцій відпалу меншає, кожнa щонайменше на третину по відношенню до способу, в якому як заготовка для протягання або волочіння з метою одержання подібного профільованого виробу буде використовуватися катаний дріт, що має по суті круглий поперечний переріз.
9. Спосіб за п. 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має квадратний або трикутний поперечний переріз, а також тим, що даний спосіб містить тільки один прохід волочіння або протягання і тільки одну операцію відпалу.
10. Спосіб за п. 9, який відрізняється тим, що алюмінієвий сплав являє собою сплав серії 5000.
11. Спосіб за п. 10, який відрізняється тим, що алюмінієвий сплав являє собою сплав марки 5756.
12. Спосіб за п. 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має прямокутний поперечний переріз з величиною відношення його ширини до товщини в діапазоні від 2 до 5, а також тим, що даний спосіб містить не більше за 3 проходи волочіння або протягання і не більше за 2 операції відпалу.
13. Спосіб за п. 12, який відрізняється тим, що алюмінієвий сплав являє собою сплав серії 2000.
14. Спосіб за п. 13, який відрізняється тим, що алюмінієвий сплав являє собою сплав марки 2017.
15. Спосіб за п. 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має прямокутний поперечний переріз з величиною відношення його ширини до товщини в діапазоні від 1 до 2, а також тим, що даний спосіб містить не більше за 2 проходи волочіння або протягання і одну операцію відпалу.
Текст
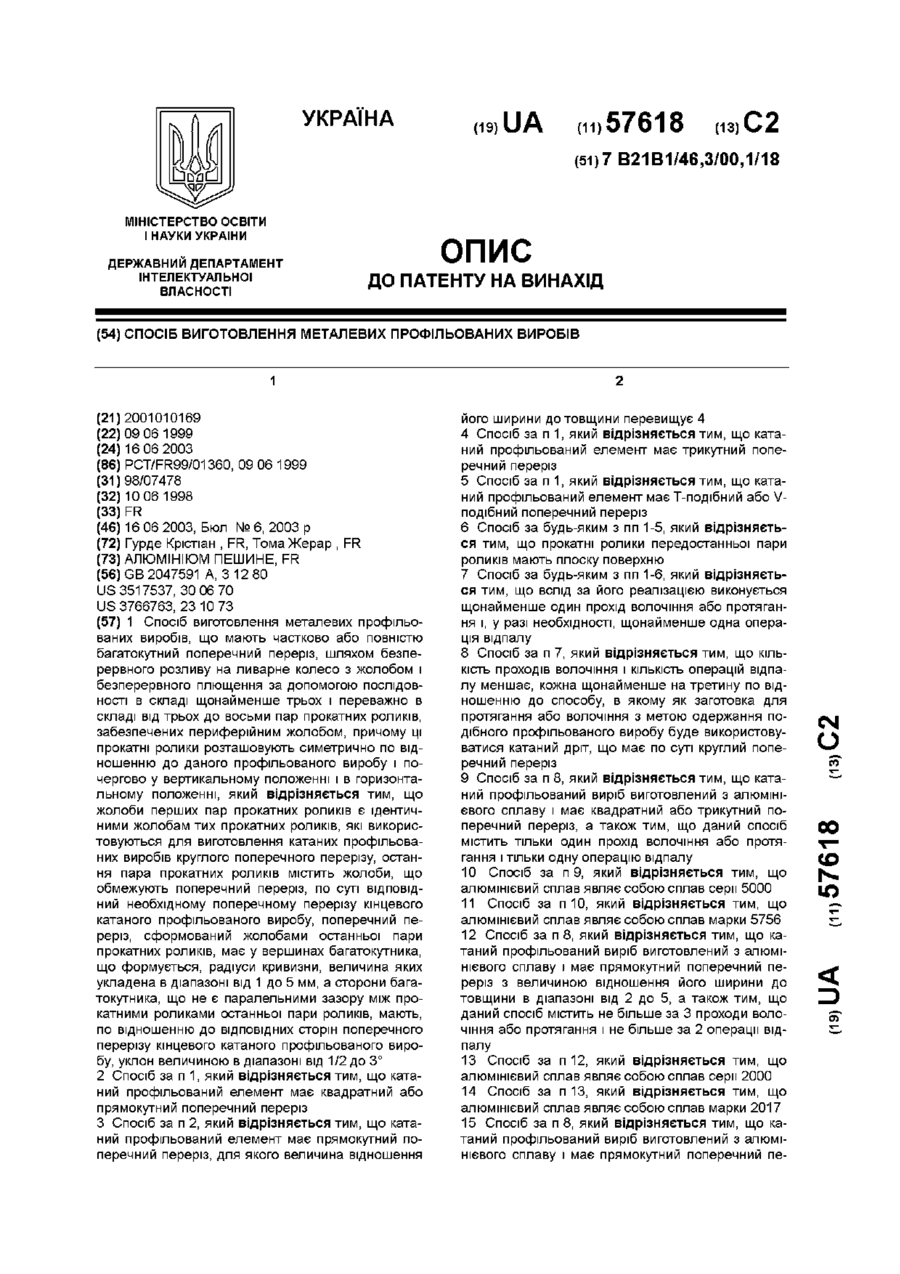
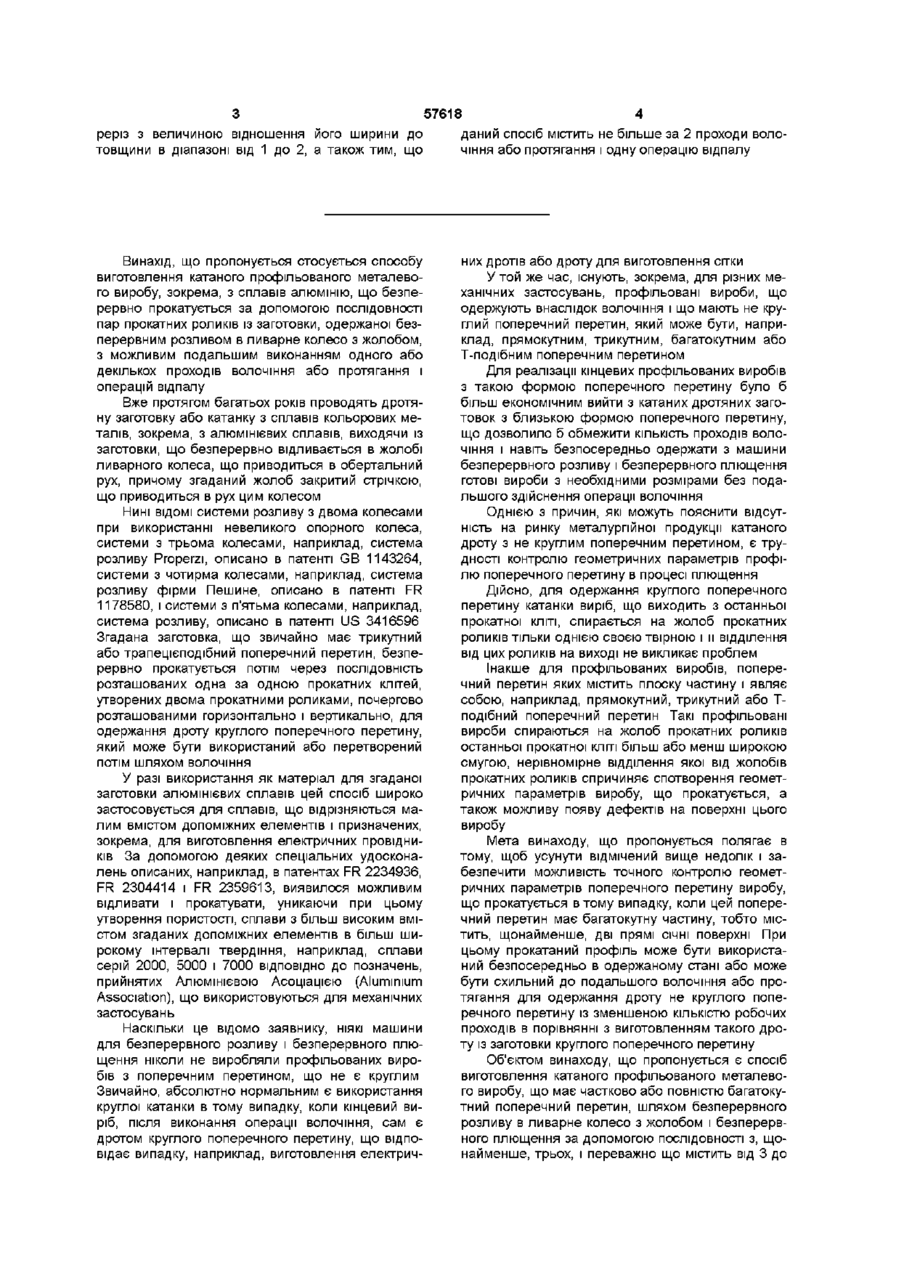
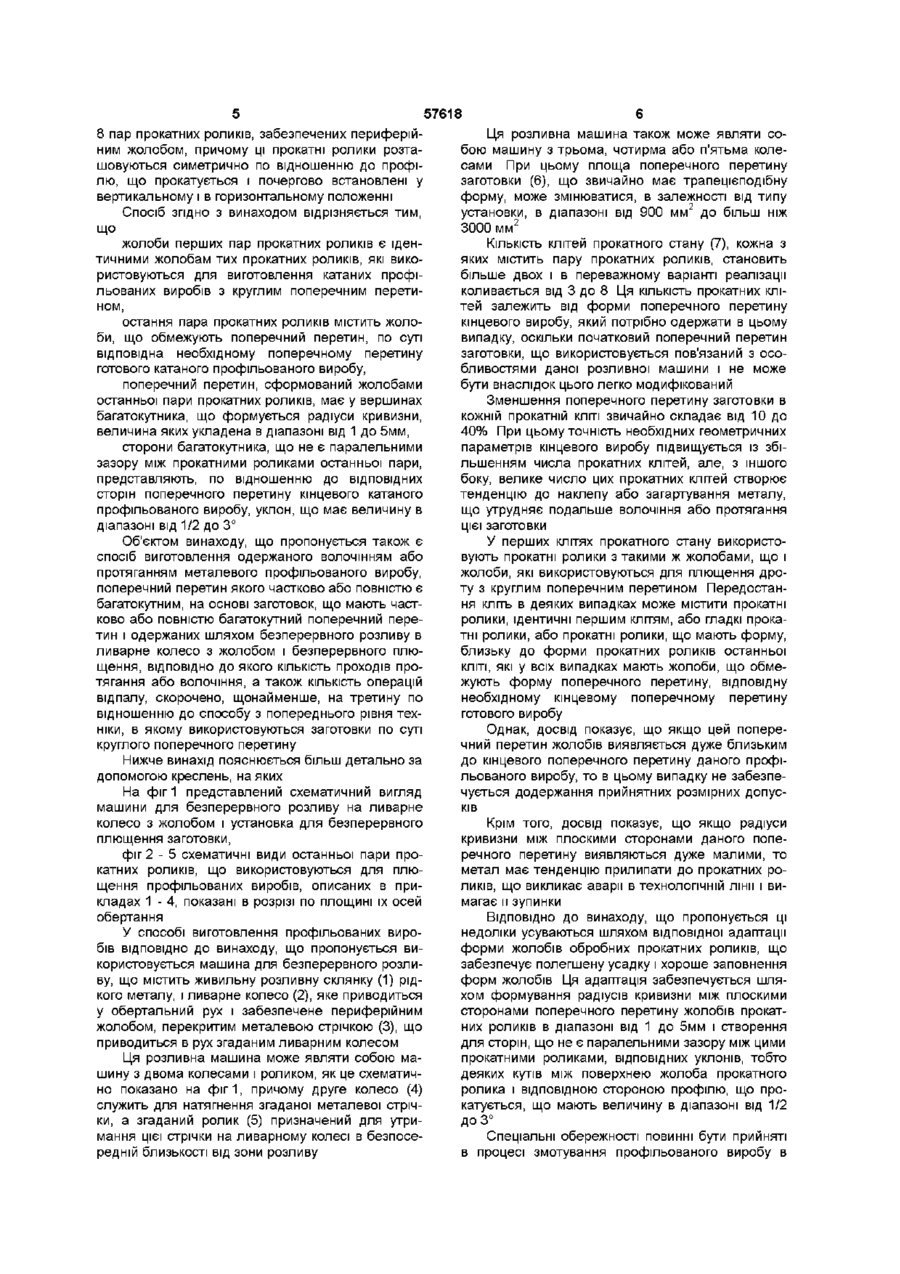
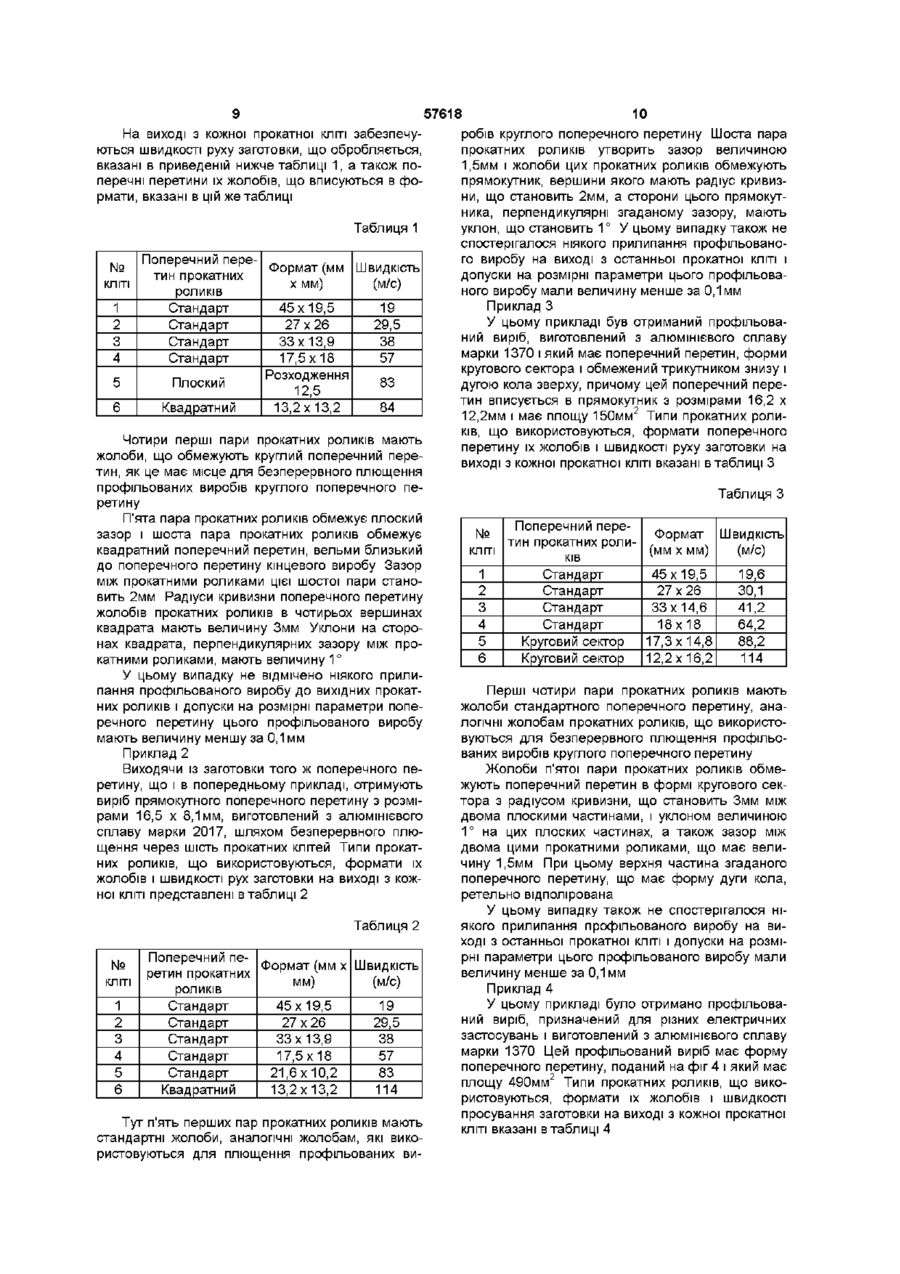
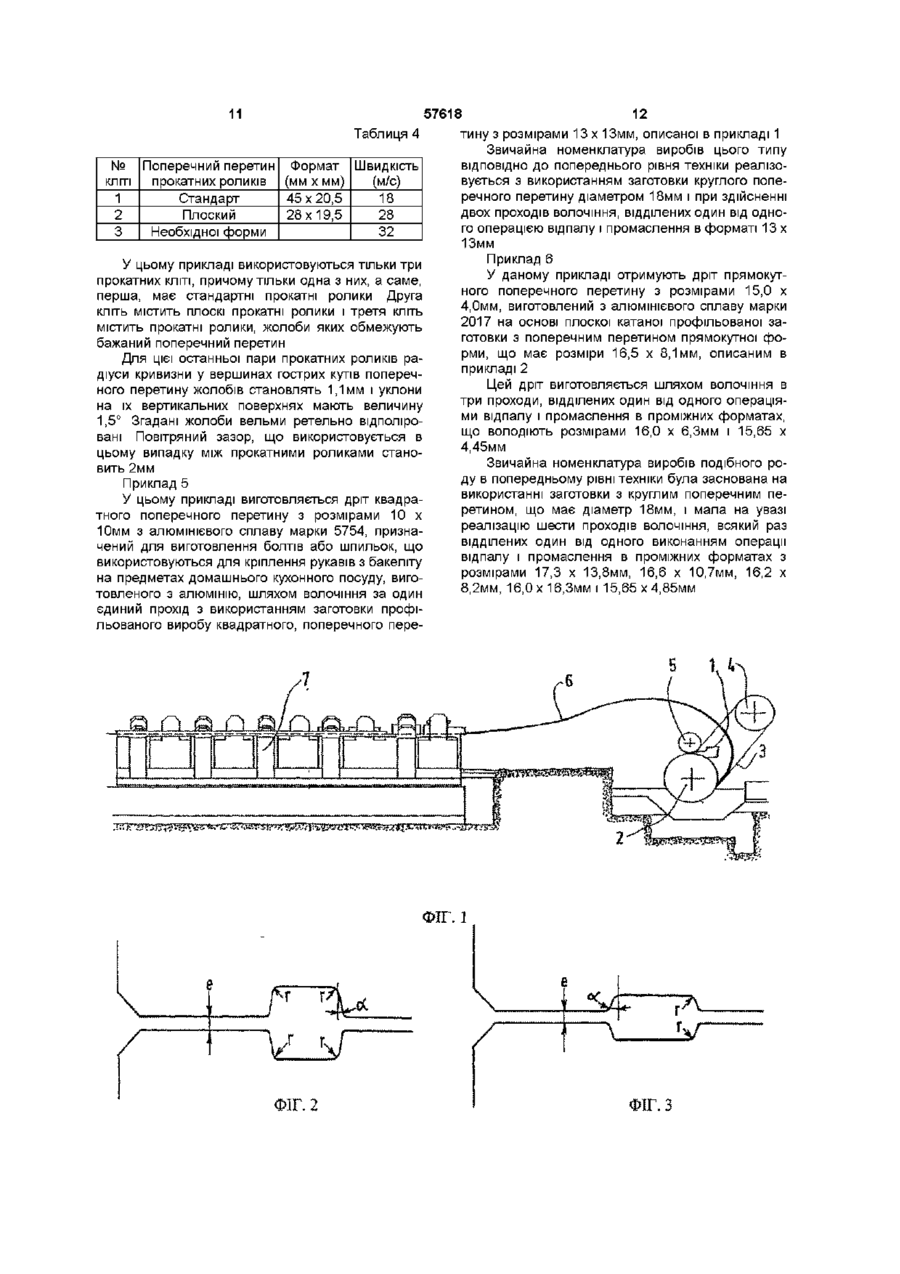
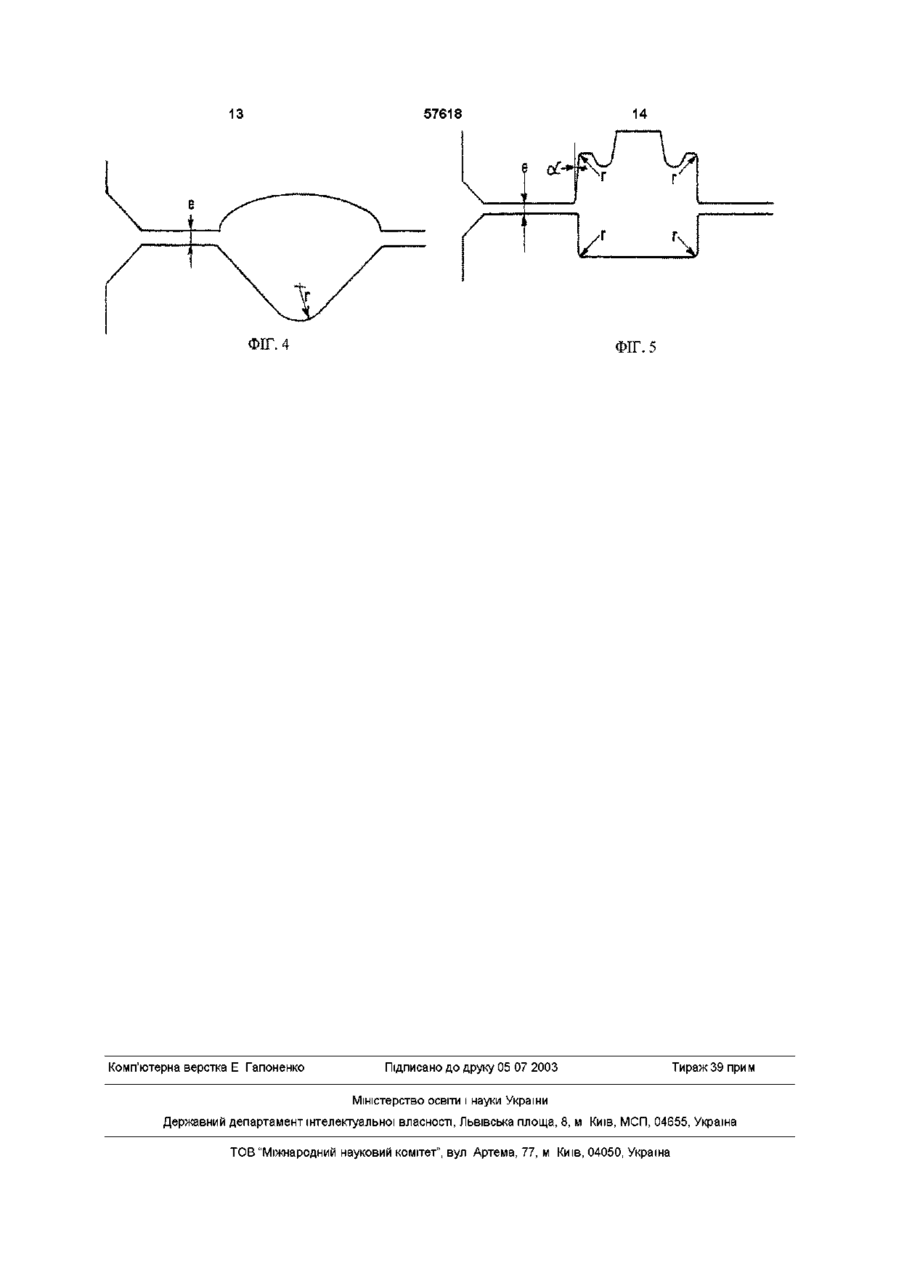
1 Спосіб виготовлення металевих профільованих виробів, що мають частково або повністю багатокутний поперечний переріз, шляхом безперервного розливу на ливарне колесо з жолобом і безперервного плющення за допомогою ПОСЛІДОВНОСТІ в складі щонайменше трьох і переважно в складі від трьох до восьми пар прокатних роликів, забезпечених периферійним жолобом, причому ці прокатні ролики розташовують симетрично по відношенню до даного профільованого виробу і почергово у вертикальному положенні і в горизонтальному положенні, який відрізняється тим, що жолоби перших пар прокатних роликів є ідентичними жолобам тих прокатних роликів, які використовуються для виготовлення катаних профільованих виробів круглого поперечного перерізу, остання пара прокатних роликів містить жолоби, що обмежують поперечний переріз, по суті ВІДПОВІДНИЙ необхідному поперечному перерізу кінцевого катаного профільованого виробу, поперечний переріз, сформований жолобами останньої пари прокатних роликів, має у вершинах багатокутника, що формується, радіуси кривизни, величина яких укладена в діапазоні від 1 до 5 мм, а сторони багатокутника, що не є паралельними зазору між прокатними роликами останньої пари роликів, мають, по відношенню до ВІДПОВІДНИХ сторін поперечного перерізу кінцевого катаного профільованого виробу, уклон величиною в діапазоні від 1/2 до 3° 2 Спосіб за п 1, який відрізняється тим, що катаний профільований елемент має квадратний або прямокутний поперечний переріз 3 Спосіб за п 2, який відрізняється тим, що катаний профільований елемент має прямокутний поперечний переріз, для якого величина відношення його ширини до товщини перевищує 4 4 Спосіб за п 1, який відрізняється тим, що катаний профільований елемент має трикутний поперечний переріз 5 Спосіб за п 1, який відрізняється тим, що катаний профільований елемент має Т-подібний або Vподібний поперечний переріз 6 Спосіб за будь-яким з пп 1-5, який відрізняється тим, що прокатні ролики передостанньої пари роликів мають плоску поверхню 7 Спосіб за будь-яким з пп 1-6, який відрізняється тим, що вслід за його реалізацією виконується щонайменше один прохід волочіння або протягання і, у разі необхідності, щонайменше одна операція відпалу 8 Спосіб за п 7, який відрізняється тим, що КІЛЬКІСТЬ проходів волочіння і КІЛЬКІСТЬ операцій відпалу меншає, кожна щонайменше на третину по відношенню до способу, в якому як заготовка для протягання або волочіння з метою одержання подібного профільованого виробу буде використовуватися катаний дріт, що має по суті круглий поперечний переріз 9 Спосіб за п 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має квадратний або трикутний поперечний переріз, а також тим, що даний спосіб містить тільки один прохід волочіння або протягання і тільки одну операцію відпалу 10 Спосіб за п 9, який відрізняється тим, що алюмінієвий сплав являє собою сплав серії 5000 11 Спосіб за п 10, який відрізняється тим, що алюмінієвий сплав являє собою сплав марки 5756 12 Спосіб за п 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має прямокутний поперечний переріз з величиною відношення його ширини до товщини в діапазоні від 2 до 5, а також тим, що даний спосіб містить не більше за 3 проходи волочіння або протягання і не більше за 2 операції відпалу 13 Спосіб за п 12, який відрізняється тим, що алюмінієвий сплав являє собою сплав серії 2000 14 Спосіб за п 13, який відрізняється тим, що алюмінієвий сплав являє собою сплав марки 2017 15 Спосіб за п 8, який відрізняється тим, що катаний профільований виріб виготовлений з алюмінієвого сплаву і має прямокутний поперечний пе О 00 (О ю 57618 даний спосіб містить не більше за 2 проходи волореріз з величиною відношення його ширини до чіння або протягання і одну операцію відпалу товщини в діапазоні від 1 до 2, а також тим, що Винахід, що пропонується стосується способу виготовлення катаного профільованого металевого виробу, зокрема, з сплавів алюмінію, що безперервно прокатується за допомогою ПОСЛІДОВНОСТІ пар прокатних роликів із заготовки, одержаної безперервним розливом в ливарне колесо з жолобом, з можливим подальшим виконанням одного або декількох проходів волочіння або протягання і операцій відпалу Вже протягом багатьох років проводять дротяну заготовку або катанку з сплавів кольорових металів, зокрема, з алюмінієвих сплавів, виходячи із заготовки, що безперервно відпивається в жолобі ливарного колеса, що приводиться в обертальний рух, причому згаданий жолоб закритий стрічкою, що приводиться в рух цим колесом Нині ВІДОМІ системи розливу з двома колесами при використанні невеликого опорного колеса, системи з трьома колесами, наприклад, система розливу Properzi, описано в патенті GB 1143264, системи з чотирма колесами, наприклад, система розливу фірми Пешине, описано в патенті FR 1178580, і системи з п'ятьма колесами, наприклад, система розливу, описано в патенті US 3416596 Згадана заготовка, що звичайно має трикутний або трапецієподібний поперечний перетин, безперервно прокатується потім через ПОСЛІДОВНІСТЬ розташованих одна за одною прокатних клітей, утворених двома прокатними роликами, почергово розташованими горизонтально і вертикально, для одержання дроту круглого поперечного перетину, який може бути використаний або перетворений ПОТІМ ШЛЯХОМ ВОЛОЧІННЯ У разі використання як матеріал для згаданої заготовки алюмінієвих сплавів цей спосіб широко застосовується для сплавів, що відрізняються малим вмістом допоміжних елементів і призначених, зокрема, для виготовлення електричних провідників За допомогою деяких спеціальних удосконалень описаних, наприклад, в патентах FR 2234936, FR 2304414 і FR 2359613, виявилося можливим відливати і прокатувати, уникаючи при цьому утворення пористості, сплави з більш високим вмістом згаданих допоміжних елементів в більш широкому інтервалі твердіння, наприклад, сплави серій 2000, 5000 і 7000 ВІДПОВІДНО ДО позначень, прийнятих АЛЮМІНІЄВОЮ Асоціацією (Aluminium Association), що використовуються для механічних застосувань Наскільки це відомо заявнику, НІЯКІ машини для безперервного розливу і безперервного плющення ніколи не виробляли профільованих виробів з поперечним перетином, що не є круглим Звичайно, абсолютно нормальним є використання круглої катанки в тому випадку, коли кінцевий виріб, після виконання операції волочіння, сам є дротом круглого поперечного перетину, що відповідає випадку, наприклад, виготовлення електрич них дротів або дроту для виготовлення сітки У той же час, існують, зокрема, для різних механічних застосувань, профільовані вироби, що одержують внаслідок волочіння і що мають не круглий поперечний перетин, який може бути, наприклад, прямокутним, трикутним, багатокутним або Т-подібним поперечним перетином Для реалізації кінцевих профільованих виробів з такою формою поперечного перетину було б більш економічним вийти з катаних дротяних заготовок з близькою формою поперечного перетину, що дозволило б обмежити КІЛЬКІСТЬ проходів волочіння і навіть безпосередньо одержати з машини безперервного розливу і безперервного плющення готові вироби з необхідними розмірами без подальшого здійснення операції волочіння Однією З причин, які можуть пояснити відсутність на ринку металургійної продукції катаного дроту з не круглим поперечним перетином, є трудності контролю геометричних параметрів профілю поперечного перетину в процесі плющення Дійсно, ДЛЯ одержання круглого поперечного перетину катанки виріб, що виходить з останньої прокатної КЛІТІ, спирається на жолоб прокатних роликів тільки однією своєю твірною і и відділення від цих роликів на виході не викликає проблем Інакше для профільованих виробів, поперечний перетин яких містить плоску частину і являє собою, наприклад, прямокутний, трикутний або Тподібний поперечний перетин Такі профільовані вироби спираються на жолоб прокатних роликів останньої прокатної КЛІТІ більш або менш широкою смугою, нерівномірне відділення якої від жолобів прокатних роликів спричиняє спотворення геометричних параметрів виробу, що прокатується, а також можливу появу дефектів на поверхні цього виробу Мета винаходу, що пропонується полягає в тому, щоб усунути відмічений вище недолік і забезпечити можливість точного контролю геометричних параметрів поперечного перетину виробу, що прокатується втому випадку, коли цей поперечний перетин має багатокутну частину, тобто містить, щонайменше, дві прямі СІЧНІ поверхні При цьому прокатаний профіль може бути використаний безпосередньо в одержаному стані або може бути схильний до подальшого волочіння або протягання для одержання дроту не круглого поперечного перетину із зменшеною КІЛЬКІСТЮ робочих проходів в порівнянні з виготовленням такого дроту із заготовки круглого поперечного перетину Об'єктом винаходу, що пропонується є спосіб виготовлення катаного профільованого металевого виробу, що має частково або повністю багатокутний поперечний перетин, шляхом безперервного розливу в ливарне колесо з жолобом і безперервногоплющення за допомогою ПОСЛІДОВНОСТІ З, щонайменше, трьох, і переважно що містить від 3 до 57618 8 пар прокатних роликів, забезпечених периферійним жолобом, причому ці прокатні ролики розташовуються симетрично по відношенню до профілю, що прокатується і почергово встановлені у вертикальному і в горизонтальному положенні Спосіб згідно з винаходом відрізняється тим, що жолоби перших пар прокатних роликів є ідентичними жолобам тих прокатних роликів, які використовуються для виготовлення катаних профільованих виробів з круглим поперечним перетином, остання пара прокатних роликів містить жолоби, що обмежують поперечний перетин, по суті відповідна необхідному поперечному перетину готового катаного профільованого виробу, поперечний перетин, сформований жолобами останньої пари прокатних роликів, має у вершинах багатокутника, що формується радіуси кривизни, величина яких укладена в діапазоні від 1 до 5мм, сторони багатокутника, що не є паралельними зазору між прокатними роликами останньої пари, представляють, по відношенню до ВІДПОВІДНИХ сторін поперечного перетину кінцевого катаного профільованого виробу, уклон, що має величину в діапазоні від 1/2 до 3° Об'єктом винаходу, що пропонується також є спосіб виготовлення одержаного волочінням або протяганням металевого профільованого виробу, поперечний перетин якого частково або повністю є багатокутним, на основі заготовок, що мають частково або повністю багатокутний поперечний перетин і одержаних шляхом безперервного розливу в ливарне колесо з жолобом і безперервного плющення, ВІДПОВІДНО до якого КІЛЬКІСТЬ проходів протягання або волочіння, а також КІЛЬКІСТЬ операцій відпалу, скорочено, щонайменше, на третину по відношенню до способу з попереднього рівня техніки, в якому використовуються заготовки по суті круглого поперечного перетину Нижче винахід пояснюється більш детально за допомогою креслень, на яких На фіг 1 представлений схематичний вигляд машини для безперервного розливу на ливарне колесо з жолобом і установка для безперервного плющення заготовки, фіг 2 - 5 схематичні види останньої пари прокатних роликів, що використовуються для плющення профільованих виробів, описаних в прикладах 1 - 4, показані в розрізі по площині їх осей обертання У способі виготовлення профільованих виробів ВІДПОВІДНО до винаходу, що пропонується використовується машина для безперервного розливу, що містить живильну розливну склянку (1) рідкого металу, і ливарне колесо (2), яке приводиться у обертальний рух і забезпечене периферійним жолобом, перекритим металевою стрічкою (3), що приводиться в рух згаданим ливарним колесом Ця розливна машина може являти собою машину з двома колесами і роликом, як це схематично показано на фіг1, причому друге колесо (4) служить для натягнення згаданої металевої стрічки, а згаданий ролик (5) призначений для утримання цієї стрічки на ливарному колесі в безпосередній близькості від зони розливу Ця розливна машина також може являти собою машину з трьома, чотирма або п'ятьма колесами При цьому площа поперечного перетину заготовки (6), що звичайно має трапецієподібну форму, може змінюватися, в залежності від типу 2 установки, в діапазоні від 900 мм до більш ніж 2 3000 мм КІЛЬКІСТЬ клітей прокатного стану (7), кожна з яких містить пару прокатних роликів, становить більше двох і в переважному варіанті реалізації коливається від 3 до 8 Ця КІЛЬКІСТЬ прокатних клітей залежить від форми поперечного перетину кінцевого виробу, який потрібно одержати в цьому випадку, оскільки початковий поперечний перетин заготовки, що використовується пов'язаний з особливостями даної розливної машини і не може бути внаслідок цього легко модифікований Зменшення поперечного перетину заготовки в кожній прокатній КЛІТІ звичайно складає від 10 до 40% При цьому точність необхідних геометричних параметрів кінцевого виробу підвищується із збільшенням числа прокатних клітей, але, з іншого боку, велике число цих прокатних клітей створює тенденцію до наклепу або загартування металу, що утрудняє подальше волочіння або протягання цієї заготовки У перших клітях прокатного стану використовують прокатні ролики з такими ж жолобами, що і жолоби, які використовуються для плющення дроту з круглим поперечним перетином Передостання кліть в деяких випадках може містити прокатні ролики, ідентичні першим клітям, або гладкі прокатні ролики, або прокатні ролики, що мають форму, близьку до форми прокатних роликів останньої КЛІТІ, які у всіх випадках мають жолоби, що обмежують форму поперечного перетину, відповідну необхідному кінцевому поперечному перетину готового виробу Однак, досвід показує, що якщо цей поперечний перетин жолобів виявляється дуже близьким до кінцевого поперечного перетину даного профільованого виробу, то в цьому випадку не забезпечується додержання прийнятних розмірних допусків Крім того, досвід показує, що якщо радіуси кривизни між плоскими сторонами даного поперечного перетину виявляються дуже малими, то метал має тенденцію прилипати до прокатних роликів, що викликає аварії в технологічній лінії і вимагає и зупинки ВІДПОВІДНО ДО винаходу, що пропонується ці недоліки усуваються шляхом відповідної адаптації форми жолобів обробних прокатних роликів, що забезпечує полегшену усадку і хороше заповнення форм жолобів Ця адаптація забезпечується шляхом формування радіусів кривизни між плоскими сторонами поперечного перетину жолобів прокатних роликів в діапазоні від 1 до 5мм і створення для сторін, що не є паралельними зазору між цими прокатними роликами, ВІДПОВІДНИХ уклонів, тобто деяких кутів між поверхнею жолоба прокатного ролика і ВІДПОВІДНОЮ стороною профілю, що прокатується, що мають величину в діапазоні від 1/2 доЗ° Спеціальні обережності повинні бути прийняті в процесі змотування профільованого виробу в 57618 8 проходів волочіння або протягання, так і КІЛЬКІСТЬ операцій відпалу, виявилися б зменшеними щонайменше на третину Цей виграш є більш значним для таких поперечних перетинів, які, щонайменше локально, в найбільшій мірі відрізняються від круглого поперечного перетину (в цьому випадку маються на увазі поперечні перетини Vподібного або Т-подібного типу, сильно подовжені прямокутні профілі, зокрема, профілі, що мають поперечний перетин, в якому величина відношення ширини до товщини перевищує 2) Точна КІЛЬКІСТЬ проходів волочіння або протягання залежить від типу сплаву, що використовується, а також від параметрів технологічного процесу протягання або волочіння, що використовуються Для алюмінієвих сплавів і профільованих виробів з квадратним або трикутним поперечним перетином частіше за все можна обмежитися протяганням або волочінням за один єдиний прохід з подальшим відпалом замість, щонайменше, двох проходів і двох операцій відпалу, які необхідні при використанні заготовки, що має круглий поперечний перетин Для профільованих виробів прямокутного поперечного перетину, що характеризується величиною відношення його ширини до товщини в діапазоні від 1 до 2, можна обмежитися протяганням або волочінням за два проходи з виконанням однієї операції відпалу, а для величин відношення шидобре ВІДОМІ рини до товщини поперечного перетину в діапазоні від 2 до 5 можна обмежитися трьома проходами Факт використання як заготовки для волочіння і виконанням двох операцій відпалу В той же час, або протягання катаного профільованого виробу, профільовані вироби прямокутного поперечного що має частково або повністю багатокутний попеперетину з величиною відношення ширини до торечний перетин ВІДПОВІДНО до винаходу, що провщини, що перевищує 4, дуже важко одержати за понується, дозволяє істотно спростити спосіб видопомогою волочіння заготовок з круглим попереготовлення кінцевого профільованого виробу, чним перетином У цьому значенні спосіб, що прооскільки в цьому випадку форма поперечного пепонується ВІДПОВІДНО до винаходу дозволяє забезретину заготовки може бути вельми близькою до печити розширення виробничих можливостей піднеобхідної форми поперечного перетину кінцевого приємств по виготовленню дроту виробу, що одержується внаслідок волочіння цієї заготовки У той же час, в цьому випадку можна Спосіб ВІДПОВІДНО до винаходу, що пропонуусунути витоки змазки між металом і філь'єрою, які ється може бути використаний для широкої номенвиникають при дуже великій ВІДМІННОСТІ геометрії клатури металевих сплавів, зокрема, алюмінієвих заготовки, що обробляється і філь'єри сплавів, включаючи сплави з термічною обробкою (серії 2000, 6000 і 7000), а також різних мідних Спосіб виготовлення за допомогою протягання сплавів або волочіння дроту, що має частково або повністю багатокутний поперечний перетин ВІДПОВІДНО Нижче описуються приклади реалізації винадо винаходу, що пропонується, відрізняється тим, ходу, що пропонується, в яких метал розливався в що для даного поперечного перетину кінцевого машині безперервного лиття з трьома колесами в профільованого виробу вибирають такий попереодне ливарне колесо з жолобом, що забезпечує чний перетин заготовки, щоб КІЛЬКІСТЬ проходів формування заготовки трапецієподібної форми з протягання або волочіння, а також КІЛЬКІСТЬ опенайбільшою шириною 41мм і висотою 29мм або рацій відпалу, могла бути мінімізована заготовки з площею поперечного перетину, що рівна 1050мм2 По відношенню до катаної профільованої заготовки, по суті круглого поперечного перетину, і Приклад 1 вибираючи для кожного проходу протягання або Виходячи із заготовки, що має площу попеволочіння міру деформування металу Е = (вхідний речного перетину 1050мм2 і виготовленої з алюміпоперечний перетин - вихідний поперечний перенієвого сплаву типу 5754 ВІДПОВІДНО ДО позначення тин), вихідний поперечний перетин, близький до її згаданої вище Алюмінієвої Асоціації, отримують максимальної допустимої величини (що складає катаний профільований виріб квадратного попеприблизно 80% для алюмінієвих сплавів), яку моречного перетину з розмірами 13 х 13мм шляхом же витримати даний дріт без розвитку в ній неплющення через 6 прокатних клітей, кожна з яких прийнятних дефектів, фахівець в даній області містить пару прокатних роликів круглої форми, техніки може визначити, для катаною дроту з виготовлених з сталі марки Z38CDV5, термічно алюмінієвого сплаву або мідного сплаву, таку обобробленої до ступеню твердості за шкалою С ласть виготовлення, ВІДПОВІДНО до якої як КІЛЬКІСТЬ Роквела 52 HRC КІНЦІ плющення Цей випадок відрізняється від змотування дроту з круглим поперечним перетином тим, що необхідно передбачити невеликий простір між витками і виключити їх нашарування один на інший Спосіб безперервного розливу ВІДПОВІДНО до винаходу, що пропонується дозволяє реалізувати катання профільованих металевих виробів, виготовлених, зокрема, з алюмінієвих або мідних сплавів, з квадратним, прямокутним, трикутним або, в більш загальному випадку, частково або повністю багатокутним поперечним перетином, із задовільними розмірними допусками, що мають величину порядку 0,1мм, і з хорошим відлипанням металу від прокатних роликів останньої КЛІТІ прокатного стану Ці катані профільовані вироби можуть бути використані без всякої їх зміни в численних застосуваннях механічного або електричного характеру, або можуть бути використані для виготовлення зварювального дроту Крім того, згадані катані профільовані вироби також можуть бути перетворені шляхом подальшого протягування або волочіння за один або декілька проходів з тим, щоб надати їм ВІДПОВІДНІ форми, необхідні розмірні параметри цих форм і необхідні допуски на них або специфічні механічні характеристики Деякі з цих виробів, що одержують із звичайної катанки з круглим поперечним перетином, 57618 10 робів круглого поперечного перетину Шоста пара прокатних роликів утворить зазор величиною 1,5мм і жолоби цих прокатних роликів обмежують прямокутник, вершини якого мають радіус кривизни, що становить 2мм, а сторони цього прямокутника, перпендикулярні згаданому зазору, мають уклон, що становить 1° У цьому випадку також не Таблиця 1 спостерігалося ніякого прилипання профільованого виробу на виході з останньої прокатної КЛІТІ І Поперечний пере№ Формат (мм Швидкість допуски на розмірні параметри цього профільоватин прокатних КЛІТІ х мм) (м/с) ного виробу мали величину менше за 0,1мм роликів Приклад З 1 Стандарт 45x19,5 19 У цьому прикладі був отриманий профільова2 Стандарт 27x26 29,5 ний виріб, виготовлений з алюмінієвого сплаву 3 Стандарт 33x13,9 38 марки 1370 і який має поперечний перетин, форми 4 Стандарт 17,5x18 57 кругового сектора і обмежений трикутником знизу і Розходження 5 Плоский 83 дугою кола зверху, причому цей поперечний пере12,5 тин вписується в прямокутник з розмірами 16,2 х 6 Квадратний 13,2x13,2 84 12,2мм і має площу 150мм2 Типи прокатних роликів, що використовуються, формати поперечного Чотири перші пари прокатних роликів мають перетину їх жолобів і швидкості руху заготовки на жолоби, що обмежують круглий поперечний перевиході з кожної прокатної КЛІТІ вказані в таблиці З тин, як це має місце для безперервного плющення профільованих виробів круглого поперечного пеТаблиця З ретину П'ята пара прокатних роликів обмежує плоский Поперечний перезазор і шоста пара прокатних роликів обмежує № Формат Швидкість тин прокатних роликвадратний поперечний перетин, вельми близький КЛІТІ (мм х мм) (м/с) ків до поперечного перетину кінцевого виробу Зазор 1 Стандарт 45x19,5 19,6 між прокатними роликами цієї шостої пари стано2 Стандарт 27x26 30,1 вить 2мм Радіуси кривизни поперечного перетину 3 Стандарт 33x14,6 41,2 жолобів прокатних роликів в чотирьох вершинах 4 Стандарт 18x18 64,2 квадрата мають величину Змм Уклони на сторонах квадрата, перпендикулярних зазору між про5 Круговий сектор 17,3x14,8 88,2 катними роликами, мають величину 1 ° 6 Круговий сектор 12,2x16,2 114 У цьому випадку не відмічено ніякого прилипання профільованого виробу до вихідних прокатПерші чотири пари прокатних роликів мають них роликів і допуски на розмірні параметри попежолоби стандартного поперечного перетину, анаречного перетину цього профільованого виробу логічні жолобам прокатних роликів, що використомають величину меншу за 0,1мм вуються для безперервного плющення профільованих виробів круглого поперечного перетину Приклад 2 Виходячи із заготовки того ж поперечного пеЖолоби п'ятої пари прокатних роликів обмеретину, що і в попередньому прикладі, отримують жують поперечний перетин в формі кругового секвиріб прямокутного поперечного перетину з розмітора з радіусом кривизни, що становить Змм між рами 16,5 х 8,1мм, виготовлений з алюмінієвого двома плоскими частинами, і уклоном величиною сплаву марки 2017, шляхом безперервного плю1° на цих плоских частинах, а також зазор між щення через шість прокатних клітей Типи прокатдвома цими прокатними роликами, що має велиних роликів, що використовуються, формати їх чину 1,5мм При цьому верхня частина згаданого жолобів і швидкості рух заготовки на виході з кожпоперечного перетину, що має форму дуги кола, ної КЛІТІ представлені в таблиці 2 ретельно відполірована У цьому випадку також не спостерігалося ніякого прилипання профільованого виробу на виТаблиця 2 ході з останньої прокатної КЛІТІ І допуски на розмірні параметри цього профільованого виробу мали Поперечний пе№ Формат (мм х Швидкість величину менше за 0,1мм ретин прокатних КЛІТІ мм) (м/с) Приклад 4 роликів У цьому прикладі було отримано профільова1 Стандарт 45x19,5 19 ний виріб, призначений для різних електричних 2 Стандарт 27x26 29,5 застосувань і виготовлений з алюмінієвого сплаву 3 Стандарт 33x13,9 38 марки 1370 Цей профільований виріб має форму 4 Стандарт 17,5x18 57 поперечного перетину, поданий на фіг 4 і який має 5 Стандарт 21,6x10,2 83 площу 490мм2 Типи прокатних роликів, що вико6 Квадратний 13,2x13,2 114 ристовуються, формати їх жолобів і швидкості просування заготовки на виході з кожної прокатної Тут п'ять перших пар прокатних роликів мають КЛІТІ вказані в таблиці 4 стандартні жолоби, аналогічні жолобам, які використовуються для плющення профільованих виНа виході з кожної прокатної КЛІТІ забезпечуються швидкості руху заготовки, що обробляється, вказані в приведеній нижче таблиці 1, а також поперечні перетини їх жолобів, що вписуються в формати, вказані в цій же таблиці 11 57618 12 тину з розмірами 13 х 13мм, описаної в прикладі 1 Звичайна номенклатура виробів цього типу ВІДПОВІДНО до попереднього рівня техніки реалізо№ Поперечний перетин Формат Швидкість вується з використанням заготовки круглого попеКЛІТІ прокатних роликів (мм х мм) (м/с) речного перетину діаметром 18мм і при здійсненні 1 Стандарт 45x20,5 18 двох проходів волочіння, відділених один від одно2 Плоский 28x19,5 28 го операцією відпалу і промаслення в форматі 13 х 3 Необхідної форми 32 13мм Приклад 6 У цьому прикладі використовуються тільки три У даному прикладі отримують дріт прямокутпрокатних КЛІТІ, причому тільки одна з них, а саме, ного поперечного перетину з розмірами 15,0 х перша, має стандартні прокатні ролики Друга 4,0мм, виготовлений з алюмінієвого сплаву марки кліть містить плоскі прокатні ролики і третя кліть 2017 на основі плоскої катаної профільованої замістить прокатні ролики, жолоби яких обмежують готовки з поперечним перетином прямокутної фобажаний поперечний перетин рми, що має розміри 16,5 х 8,1мм, описаним в Для цієї останньої пари прокатних роликів раприкладі 2 діуси кривизни у вершинах гострих кутів поперечЦей дріт виготовляється шляхом волочіння в ного перетину жолобів становлять 1,1мм і уклони три проходи, відділених один від одного операціяна їх вертикальних поверхнях мають величину ми відпалу і промаслення в проміжних форматах, 1,5° Згадані жолоби вельми ретельно відполірощо володіють розмірами 16,0 х 6,3мм і 15,65 х вані Повітряний зазор, що використовується в 4,45мм цьому випадку між прокатними роликами станоЗвичайна номенклатура виробів подібного ровить 2мм ду в попередньому рівні техніки була заснована на Приклад 5 використанні заготовки з круглим поперечним пеУ цьому прикладі виготовляється дріт квадраретином, що має діаметр 18мм, і мала на увазі тного поперечного перетину з розмірами 10 х реалізацію шести проходів волочіння, всякий раз 10мм з алюмінієвого сплаву марки 5754, признавідділених один від одного виконанням операції чений для виготовлення болтів або шпильок, що відпалу і промаслення в проміжних форматах з використовуються для кріплення рукавів з бакеліту розмірами 17,3 х 13,8мм, 16,6 х 10,7мм, 16,2 х на предметах домашнього кухонного посуду, виго8,2мм, 16,0 х 16,3мм і 15,65 х 4,85мм товленого з алюмінію, шляхом волочіння за один єдиний прохід з використанням заготовки профільованого виробу квадратного, поперечного переТаблиця 4 ФІГ. 1 o C hf V \ ФІГ. 2 ФІГ. З 13 57618 ФІГ Комп'ютерна верстка Е Гапоненко 14 ФІГ. 5 Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making metal profiled articles
Назва патенту російськоюСпособ изготовления металлических профилированных изделий
МПК / Мітки
МПК: B21B 1/46, B21B 1/16, B21B 3/00
Мітки: профільованих, спосіб, виготовлення, металевих, виробів
Код посилання
<a href="https://ua.patents.su/7-57618-sposib-vigotovlennya-metalevikh-profilovanikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевих профільованих виробів</a>
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон
Номер патенту: 24829
Опубліковано: 06.10.1998
Автори: Ларін Віктор Валєрієвіч, Карташова Людмила Іванівна, Сало Володимир Іванович
МПК: B01D 35/00, B01J 35/00
Мітки: виготовлення, матеріалу, пористого, спосіб, волокон, профільованих, металевих
Формула / Реферат:
Спосіб виготовлення пористого матеріалу з профільованих металевих волокон, включаючий одержання волокон різкою дроту, їх подачі у прес-форми, пресування та спікання, який відрізняється тим, що перед різкою дріт деформується профілюючими роликами з метою усунення його прямолінійності.
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів
Номер патенту: 53726
Опубліковано: 17.02.2003
Автори: Єрошкін Сергій Володимирович, Карпенко Надія Олександрівна, Біленко Леонід Дмитрович
МПК: C04B 35/52, C01B 31/04
Мітки: виготовлення, матеріалів, формованих, виробів, профільованих, композиційних, спосіб, вуглець-вуглецевих
Формула / Реферат:
Спосіб виготовлення формованих профільованих виробів із вуглець-вуглецевих композиційних матеріалів, що включає формування заготівки шляхом нанесення вуглецевого волокнистого матеріалу, просоченого смолою, що полімеризується, обтиснення сформованої заготівки, карбонізацію заготівки, видалення засобів для обтиснення і термічну обробку заготівки при температурі, не меншій температури експлуатації виробу, який відрізняється тим, що заготівку не...
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Ляшенко Олександр Петрович, Петрунько Анатолій Миколайович, Дрозденко Ганна Вікторівна, Дрозденко Віктор Антонович, Анохін Вячеслав Михайлович, Тер-Погосьянц Едуард Дмитрович
МПК: B22F 3/16
Мітки: спосіб, виготовлення, виробів, металевих, порошків
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Хіщенко Віктор Пилипович
МПК: B22F 3/02
Мітки: виробів, металевих, високої, порошків, циліндричних, щільності, тонкостінних, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Лінія для виготовлення профільованих виробів типу чек загвіздок гальмових пристроїв рухомого складу
Номер патенту: 13719
Опубліковано: 25.04.1997
Автори: Прокоф'єв Юрій Леонтійович, Оренчук Іван-Степан Владиславович, Бобик Ярополк Дмитрович
МПК: B21H 7/00
Мітки: виробів, загвіздок, складу, лінія, рухомого, чек, профільованих, типу, пристроїв, гальмових, виготовлення
Формула / Реферат:
Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава, содержащая ковочные вальцы с приводом и с несколькими парами валков последовательно установленные по ходу технологического процесса, загрузочно-ориентирующее устройство, направляющее устройство, а также транспортирующее устройство в виде бесконечной цепи, кинематически связанное с приводом ковочных вальцев, отличающаяся тем, что, с целью...
Попередній патент: Упаковка та спосіб її виготовлення (варіанти), пачка для продукції тютюнової промисловості та блок пачок для продукції тютюнової промисловості
Наступний патент: Пристрій кодування телевізійних сигналів
Випадковий патент: Антифрикційна композиція