Переносний пристрій для металообробки

Формула / Реферат
1. Переносний пристрій для металообробки, який включає щонайменше дві опори для закріплення на оброблюваній деталі, штангу, розміщену в опорах, встановлений на штанзі різцетримач, привод обертання штанги, закріплений на опорі, і механізм зворотно-поступального переміщення штанги, що містить ходовий гвинт і розміщені в корпусі ходову гайку і затискач, встановлений з можливістю обертання, при цьому в затискачі розміщена штанга, а в ходовій гайці встановлений ходовий гвинт, який відрізняється тим, що механізм зворотно-поступального переміщення штанги оснащений приводом обертання ходового гвинта, який включає обгінну муфту, встановлену з можливістю повороту від приводу обертання штанги і пов'язану з ходовим гвинтом, а ходова гайка розміщена в корпусі нерухомо.
2. Переносний пристрій за п. 1, який відрізняється тим, що привод обертання ходового гвинта включає дві обгінні муфти, штовхач, пов'язаний з приводом обертання штанги через зубчату передачу, дві ведучі шестерні, з'єднані з обгінними муфтами і розташовані на відстані одна від одної, і ведену шестірню, розміщену на кінці ходового гвинта, при цьому обгінні муфти оснащені прапорцями для взаємодії з штовхачем, а ведена шестірня встановлена з можливістю почергового контакту з ведучими шестернями.
3. Переносний пристрій за п. 1 або п. 2, який відрізняється тим, що привод обертання ходового гвинта жорстко з'єднаний з приводом обертання штанги.
4. Переносний пристрій за п. 1 або п. 2, або п. 3, який відрізняється тим, що ходова гайка має поздовжній розріз, виконаний з утворенням зазору, а в корпусі встановлені гвинти для взаємодії з гайкою і вибирання зазору.
Текст
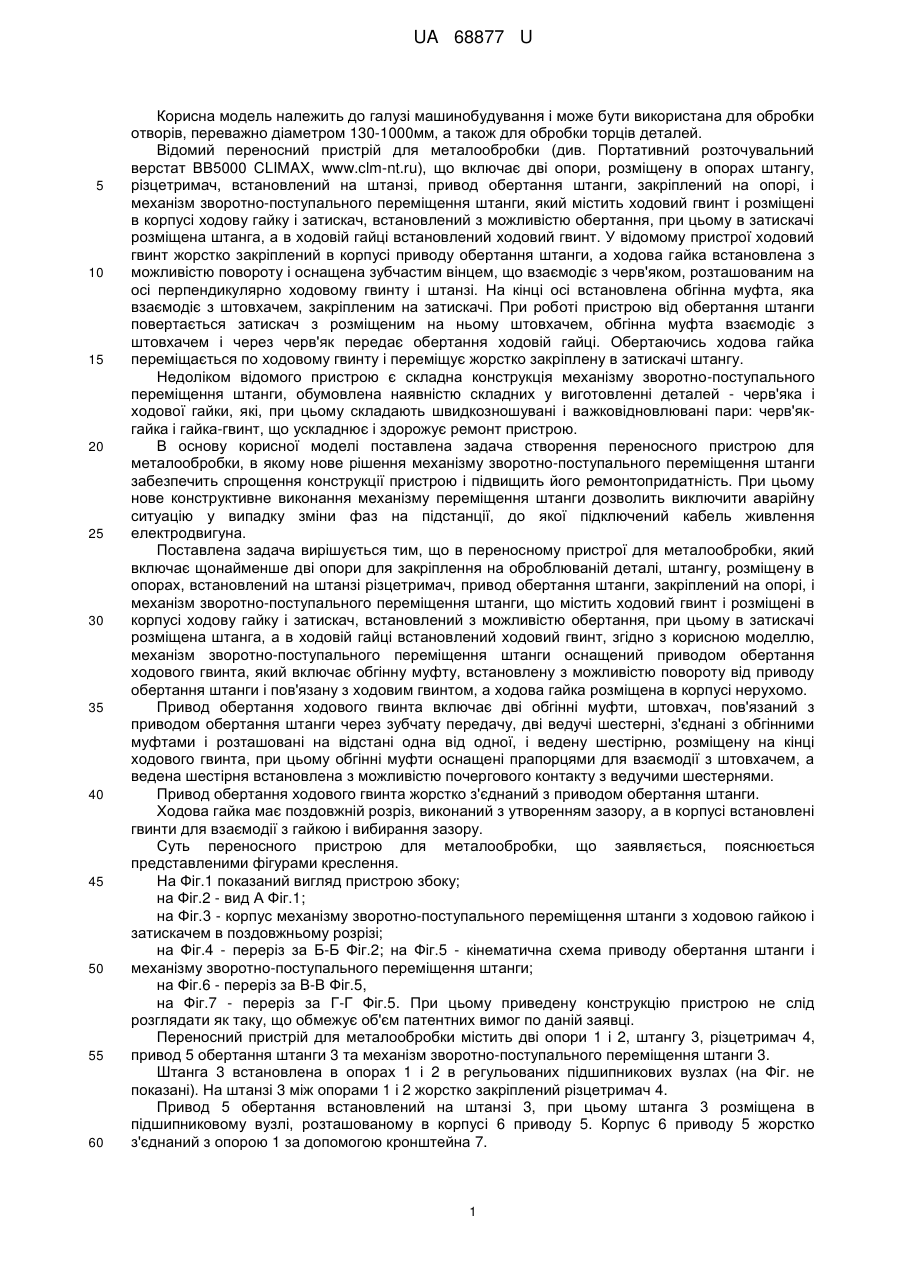
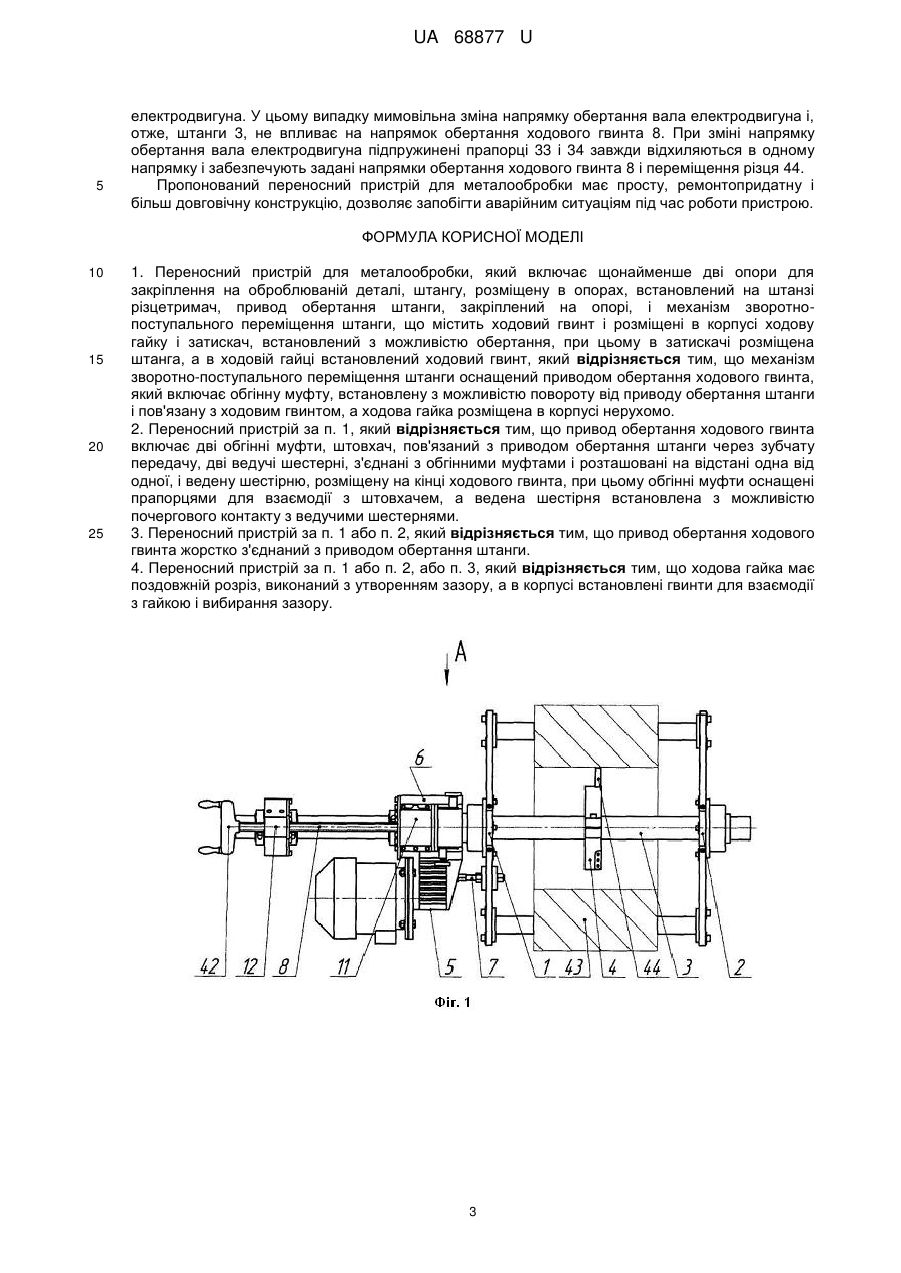
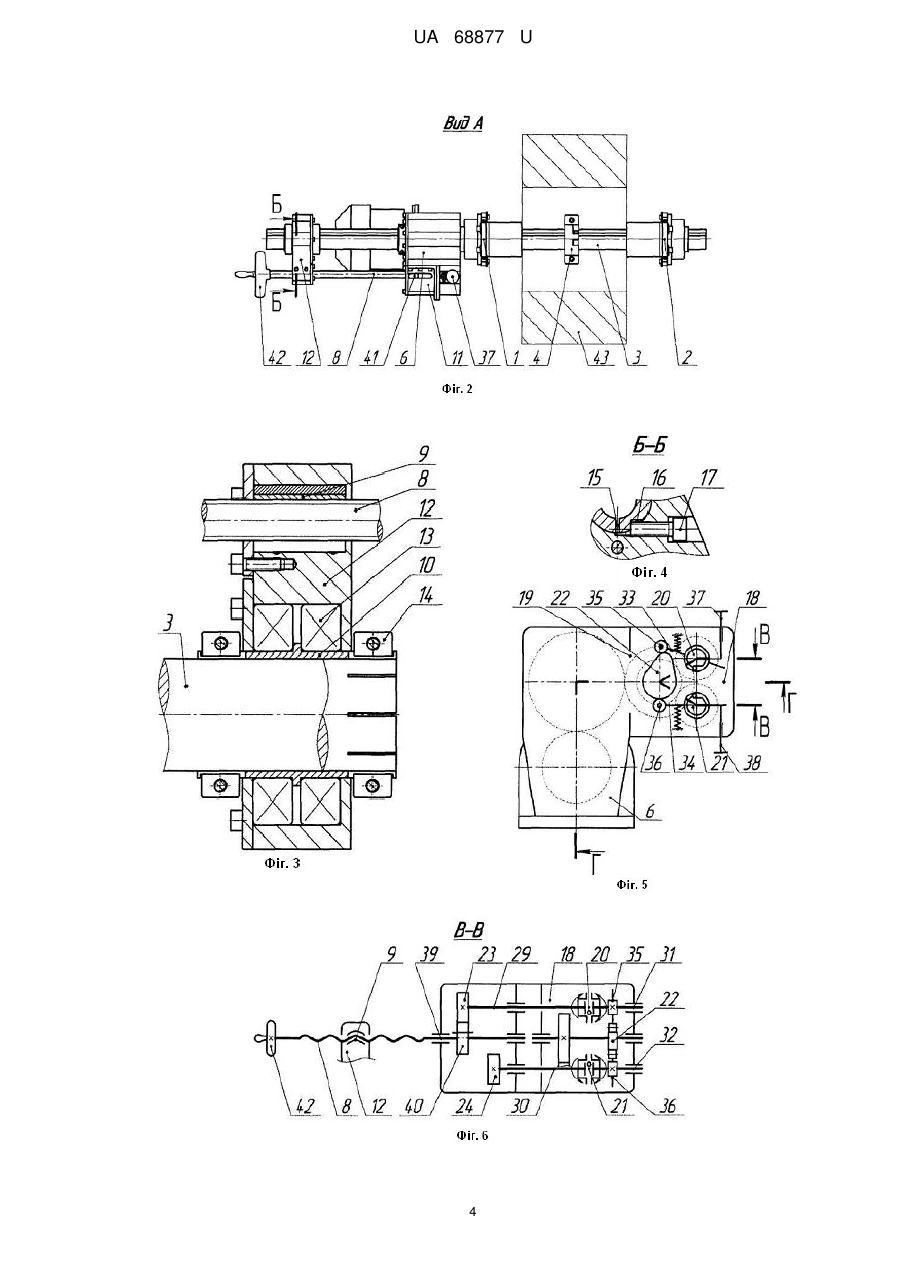
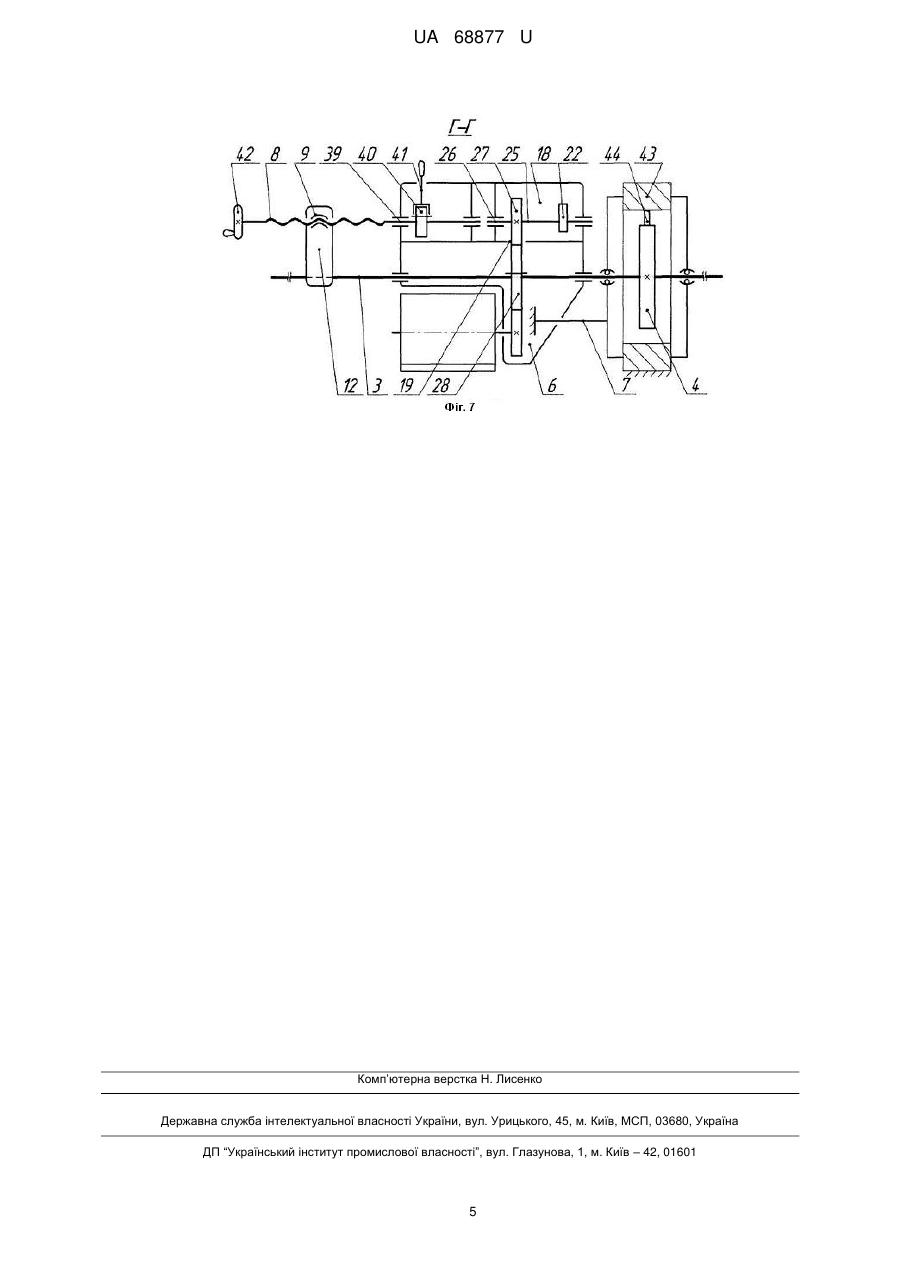
Реферат: UA 68877 U UA 68877 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може бути використана для обробки отворів, переважно діаметром 130-1000мм, а також для обробки торців деталей. Відомий переносний пристрій для металообробки (див. Портативний розточувальний верстат ВВ5000 CLIMAX, www.clm-nt.ru), що включає дві опори, розміщену в опорах штангу, різцетримач, встановлений на штанзі, привод обертання штанги, закріплений на опорі, і механізм зворотно-поступального переміщення штанги, який містить ходовий гвинт і розміщені в корпусі ходову гайку і затискач, встановлений з можливістю обертання, при цьому в затискачі розміщена штанга, а в ходовій гайці встановлений ходовий гвинт. У відомому пристрої ходовий гвинт жорстко закріплений в корпусі приводу обертання штанги, а ходова гайка встановлена з можливістю повороту і оснащена зубчастим вінцем, що взаємодіє з черв'яком, розташованим на осі перпендикулярно ходовому гвинту і штанзі. На кінці осі встановлена обгінна муфта, яка взаємодіє з штовхачем, закріпленим на затискачі. При роботі пристрою від обертання штанги повертається затискач з розміщеним на ньому штовхачем, обгінна муфта взаємодіє з штовхачем і через черв'як передає обертання ходовій гайці. Обертаючись ходова гайка переміщається по ходовому гвинту і переміщує жорстко закріплену в затискачі штангу. Недоліком відомого пристрою є складна конструкція механізму зворотно-поступального переміщення штанги, обумовлена наявністю складних у виготовленні деталей - черв'яка і ходової гайки, які, при цьому складають швидкозношувані і важковідновлювані пари: черв'якгайка і гайка-гвинт, що ускладнює і здорожує ремонт пристрою. В основу корисної моделі поставлена задача створення переносного пристрою для металообробки, в якому нове рішення механізму зворотно-поступального переміщення штанги забезпечить спрощення конструкції пристрою і підвищить його ремонтопридатність. При цьому нове конструктивне виконання механізму переміщення штанги дозволить виключити аварійну ситуацію у випадку зміни фаз на підстанції, до якої підключений кабель живлення електродвигуна. Поставлена задача вирішується тим, що в переносному пристрої для металообробки, який включає щонайменше дві опори для закріплення на оброблюваній деталі, штангу, розміщену в опорах, встановлений на штанзі різцетримач, привод обертання штанги, закріплений на опорі, і механізм зворотно-поступального переміщення штанги, що містить ходовий гвинт і розміщені в корпусі ходову гайку і затискач, встановлений з можливістю обертання, при цьому в затискачі розміщена штанга, а в ходовій гайці встановлений ходовий гвинт, згідно з корисною моделлю, механізм зворотно-поступального переміщення штанги оснащений приводом обертання ходового гвинта, який включає обгінну муфту, встановлену з можливістю повороту від приводу обертання штанги і пов'язану з ходовим гвинтом, а ходова гайка розміщена в корпусі нерухомо. Привод обертання ходового гвинта включає дві обгінні муфти, штовхач, пов'язаний з приводом обертання штанги через зубчату передачу, дві ведучі шестерні, з'єднані з обгінними муфтами і розташовані на відстані одна від одної, і ведену шестірню, розміщену на кінці ходового гвинта, при цьому обгінні муфти оснащені прапорцями для взаємодії з штовхачем, а ведена шестірня встановлена з можливістю почергового контакту з ведучими шестернями. Привод обертання ходового гвинта жорстко з'єднаний з приводом обертання штанги. Ходова гайка має поздовжній розріз, виконаний з утворенням зазору, а в корпусі встановлені гвинти для взаємодії з гайкою і вибирання зазору. Суть переносного пристрою для металообробки, що заявляється, пояснюється представленими фігурами креслення. На Фіг.1 показаний вигляд пристрою збоку; на Фіг.2 - вид А Фіг.1; на Фіг.3 - корпус механізму зворотно-поступального переміщення штанги з ходовою гайкою і затискачем в поздовжньому розрізі; на Фіг.4 - переріз за Б-Б Фіг.2; на Фіг.5 - кінематична схема приводу обертання штанги і механізму зворотно-поступального переміщення штанги; на Фіг.6 - переріз за В-В Фіг.5, на Фіг.7 - переріз за Г-Г Фіг.5. При цьому приведену конструкцію пристрою не слід розглядати як таку, що обмежує об'єм патентних вимог по даній заявці. Переносний пристрій для металообробки містить дві опори 1 і 2, штангу 3, різцетримач 4, привод 5 обертання штанги 3 та механізм зворотно-поступального переміщення штанги 3. Штанга 3 встановлена в опорах 1 і 2 в регульованих підшипникових вузлах (на Фіг. не показані). Наштанзі 3 між опорами 1 і 2 жорстко закріплений різцетримач 4. Привод 5 обертання встановлений на штанзі 3, при цьому штанга 3 розміщена в підшипниковому вузлі, розташованому в корпусі 6 приводу 5. Корпус 6 приводу 5 жорстко з'єднаний з опорою 1 за допомогою кронштейна 7. 1 UA 68877 U 5 10 15 20 25 30 35 40 45 50 55 60 Механізм зворотно-поступального переміщення штанги 3 включає ходовий гвинт 8, ходову гайку 9, затискач 10 і привод 11 обертання ходового гвинта 8. Ходова гайка 9 і затискач 10 встановлені в корпусі 12, при цьому в затискачі 10 розміщена штанга 3, а в ходовій гайці 9 розміщений ходовий гвинт 8. Затискач 10 являє собою цангову втулку, встановлену в підшипниках 13. Цангова втулка оснащена обтискними хомутами 14 для жорсткої фіксації штанги 3. Ходова гайка 9 розміщена в корпусі 12 нерухомо, має поздовжній розріз, виконаний з утворенням зазору 15, і Г-подібну вибірку 16 по висоті твірної гайки 9, а в корпусі 12 установлені гвинти 17 з можливістю взаємодії з поверхнею вибірки 16. Привод 11 обертання ходового гвинта 8 розміщений в корпусі 18, закріпленому на корпусі 6 приводу 5 і сполученому з приводом 5 через вікно 19. Привод 11 включає дві обгінні муфти 20 і 21, штовхач 22, і дві ведучі шестерні 23 і 24. Штовхач 22 встановлений на валу 25, закріпленому в підшипниках 26, і через шестірню 27 пов'язаний з шестірнею 28 привода 5 обертання штанги 3. Обгінні муфти 20 і 21 встановлені на валах 29 і 30, розміщених в підшипниках 31 і 32, і оснащені підпружиненими прапорцями 33 і 34 з роликами 35 і 36, які взаємодіють з штовхачем 22. У корпусі 18 встановлені упори 37 і 38 з можливістю взаємодії з прапорцями 33 і 34 відповідно. Ведучі шестерні 23 і 24 встановлені на валах 29 і 30 відповідно і на відстані одна від одної. Від ведучої шестірні 23 відбувається переміщення штанги 3 вперед, від ведучої шестірні 24 - назад. Кінець ходового гвинта 9 виконаний з гладкою циліндричною поверхнею і розміщений в корпусі 18 в підшипниках 39. На кінці ходового гвинта 9 розташована ведена шестірня 40 з можливістю зворотно-поступального переміщення по циліндричній поверхні гвинта 9 за допомогою перемикача 41 і почергової взаємодії з ведучими шестернями 23 і 24. Другий кінець ходового гвинта 9 оснащений рукояткою 42. Робота переносного пристрою для металообробки здійснюється наступним чином. На оброблюваній деталі 43 жорстко закріплюють опори 1 і 2. У підшипникових вузлах опор 1 і 2 встановлюють штангу 3 і центрують по оброблюваному отвору. На штанзі 3 закріплюють різцетримач 4. На штангу 3 встановлюють механізм зворотно-поступального переміщення штанги 3 і привод 5 обертання штанги 3. Корпус 6 приводу 5 за допомогою кронштейна 7 жорстко закріплюють на опорі 1, а штангу 3 жорстко фіксують в затискачі 10 за допомогою обтискних хомутів 14. Перемикачем 41 вводять ведену шестірню 40 в зачеплення з ведучою шестірнею 23. У різцетримачі 4 закріплюють різець 44 і включають привод 5. Від обертання штанги 3 через шестерні 28 і 27 обертання передається штовхачу 22. Ролик 35 обкатується по штовхачу 22 і прапорець 33 повертає обгінну муфту 20. Через ведучу шестірню 23 обертання передається веденій шестірні 40 і далі ходовому гвинту 8. Ходова гайка 9 переміщається по ходовому гвинту 8 і надає поступальне переміщення штанзі 3 з різцетримачем 4, які одночасно й обертаються. Після обробки поверхні привод 5 вимикають, різець 44 витягують з різцетримача 4 і демонтують пристрій. При необхідності повторної обробки поверхні зворотним ходом різця 44 після вимикання приводу 5 перемикачем 41 виводять ведену шестірню 40 із взаємодії з ведучою шестірнею 23 і вводять в зачеплення з ведучою шестірнею 24. Включають привод 5. Від обертання штанги 3 через шестерні 28 і 27 обертання передається штовхачу 22. Ролик 36 обкатується по штовхачу 22 і прапорець 34 повертає обгінну муфту 21. Через ведучу шестірню 24 обертання передається веденій шестірні 40 і далі ходовому гвинту 8. Ходова гайка 9 переміщається по ходовому гвинту 8 і надає поступальне переміщення штанзі 3 з різцетримачем 4, які одночасно й обертаються. Так проводиться обробка поверхні в зворотному напрямку. При необхідності повторної обробки частини поверхні після вимикання приводу 5 і витягнення різця 44 із різцетримача 4 перемикачем 41 ведену шестірню 40 виводять із зачеплення з ведучою шестірнею 23 або 24 і встановлюють у нейтральне положення між шестернями 23 і 24. Рукояткою 42 обертають гвинт 8 і переміщують штангу 3 з різцетримачем 4 до необхідного положення різцетримача 4. Перемикачем 41 вводять ведену шестірню 40 в зачеплення з ведучою шестірнею 23 або 24, встановлюють різець 44, включають привод 5 і здійснюють обробку поверхні. У процесі роботи пристрою відбувається знос пари ходовий гвинт-ходова гайка. Усунення зазору між ходовим гвинтом 8 і ходовою гайкою 9 відбувається за допомогою закручування гвинтів 17, які, діючи на гайку 9, підтискають стінку зазору 15 в гайці 9 до протилежної стінки, тим самим вибираючи зазор між гвинтом 8 і гайкою 9. Конструкція приводу 11 обертання ходового гвинта 8 дозволяє уникнути аварійної ситуації, що може статися при зміні фаз на підстанції, до якої підключений кабель живлення 2 UA 68877 U 5 електродвигуна. У цьому випадку мимовільна зміна напрямку обертання вала електродвигуна і, отже, штанги 3, не впливає на напрямок обертання ходового гвинта 8. При зміні напрямку обертання вала електродвигуна підпружинені прапорці 33 і 34 завжди відхиляються в одному напрямку і забезпечують задані напрямки обертання ходового гвинта 8 і переміщення різця 44. Пропонований переносний пристрій для металообробки має просту, ремонтопридатну і більш довговічну конструкцію, дозволяє запобігти аварійним ситуаціям під час роботи пристрою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 1. Переносний пристрій для металообробки, який включає щонайменше дві опори для закріплення на оброблюваній деталі, штангу, розміщену в опорах, встановлений на штанзі різцетримач, привод обертання штанги, закріплений на опорі, і механізм зворотнопоступального переміщення штанги, що містить ходовий гвинт і розміщені в корпусі ходову гайку і затискач, встановлений з можливістю обертання, при цьому в затискачі розміщена штанга, а в ходовій гайці встановлений ходовий гвинт, який відрізняється тим, що механізм зворотно-поступального переміщення штанги оснащений приводом обертання ходового гвинта, який включає обгінну муфту, встановлену з можливістю повороту від приводу обертання штанги і пов'язану з ходовим гвинтом, а ходова гайка розміщена в корпусі нерухомо. 2. Переносний пристрій за п. 1, який відрізняється тим, що привод обертання ходового гвинта включає дві обгінні муфти, штовхач, пов'язаний з приводом обертання штанги через зубчату передачу, дві ведучі шестерні, з'єднані з обгінними муфтами і розташовані на відстані одна від одної, і ведену шестірню, розміщену на кінці ходового гвинта, при цьому обгінні муфти оснащені прапорцями для взаємодії з штовхачем, а ведена шестірня встановлена з можливістю почергового контакту з ведучими шестернями. 3. Переносний пристрій за п. 1 або п. 2, який відрізняється тим, що привод обертання ходового гвинта жорстко з'єднаний з приводом обертання штанги. 4. Переносний пристрій за п. 1 або п. 2, або п. 3, який відрізняється тим, що ходова гайка має поздовжній розріз, виконаний з утворенням зазору, а в корпусі встановлені гвинти для взаємодії з гайкою і вибирання зазору. 3 UA 68877 U 4 UA 68877 U Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюPortable device for metal working
Автори англійськоюHolovii Volodymyr Mykolaiovych
Назва патенту російськоюПортативное устройство для металлообработки
Автори російськоюГоловий Владимир Николаевич
МПК / Мітки
МПК: B23B 35/00
Мітки: пристрій, переносний, металообробки
Код посилання
<a href="https://ua.patents.su/7-68877-perenosnijj-pristrijj-dlya-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Переносний пристрій для металообробки</a>
Переносний пристрій для металообробки

Номер патенту: 63868
Опубліковано: 25.10.2011
Автор: Головій Володимир Миколайович
МПК: B23C 1/00
Мітки: металообробки, пристрій, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить напрямну, супорт, встановлений на напрямній з можливістю переміщення по ній від приводу, головку для закріплення ріжучого інструменту, консольно прикріплену до супорта з можливістю переміщення перпендикулярно осі напрямній, який відрізняється тим, що містить дві напрямні, розташовані паралельно одна одній, і дві опори, розміщені поперечно напрямним, напрямні виконані у вигляді штанг і...
Переносний пристрій для металообробки

Номер патенту: 67012
Опубліковано: 25.01.2012
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: пристрій, металообробки, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить дві підшипникові опори з механізмами фіксації на оброблюваній деталі, щонайменше одну напрямну, закріплену на опорах, розміщені на напрямній ходовий гвинт і різцетримальний супорт, і привод, пов'язаний з однією з опор, при цьому ходовий гвинт оснащений приводом обертання, а різцетримальний супорт зв'язаний з ходовим гвинтом, який відрізняється тим, що опори виконані роз'ємними в...
Переносний пристрій для металообробки

Номер патенту: 43040
Опубліковано: 27.07.2009
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: переносний, пристрій, металообробки
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, співісно встановлену з нею задню опору, напрямні, закріплені на передній і задній опорах, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який відрізняється тим, що задня опора являє собою підшипник, виконаний з можливістю закріплення на...
Переносний пристрій для металообробки дробильних конусів дробарок
Номер патенту: 43041
Опубліковано: 27.07.2009
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: конусів, дробарок, переносний, металообробки, дробильних, пристрій
Формула / Реферат:
1. Переносний пристрій для металообробки дробильних конусів дробарок, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, співвісно встановлену з передньою опорою і жорстко зв'язану з нею, щонайменше одну напрямну, зв'язану з передньою і задньою опорами, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який...
Переносний пристрій для металообробки
Номер патенту: 39873
Опубліковано: 10.03.2009
Автор: Головій Володимир Миколайович
МПК: B23B 45/00, B24B 23/00, B23C 1/00
Мітки: пристрій, переносний, металообробки
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить напрямні, траверсу з супортом для розміщення інструменту, встановлену з можливістю переміщення по напрямних, і опори, на яких встановлені напрямні, який відрізняється тим, що опори виконані у вигляді балок, розташованих поперечно напрямним, при цьому напрямні встановлені з можливістю переміщення по балках і по траверсі, а балки встановлені з можливістю переміщення по напрямних.2....
Попередній патент: Пристрій захисту для забезпечення вибухобезпеки приміщень, які експлуатують побутовий газ
Наступний патент: Спосіб прогнозування тяжкості перебігу травматичної хвороби
Випадковий патент: Батарейний циклон з жалюзійними елементами