Переносний пристрій для металообробки

Формула / Реферат
1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, співісно встановлену з нею задню опору, напрямні, закріплені на передній і задній опорах, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який відрізняється тим, що задня опора являє собою підшипник, виконаний з можливістю закріплення на оброблюваній деталі за допомогою фіксуючого механізму, встановленого на внутрішньому кільці підшипника, напрямні закріплені на зовнішньому кільці підшипника задньої опори, ходовий гвинт і різцетримальний супорт розміщені на одній напрямній, а привід обертання ходового гвинта виконаний у вигляді обгінної муфти, встановленої на ходовому гвинті і виконаної з можливістю повороту при обертанні пристрою.
2. Переносний пристрій за п. 1, який відрізняється тим, що фіксуючий механізм задньої опори виконаний у вигляді радіально встановлених віджимних гвинтів.
3. Переносний пристрій за будь-яким з пп. 1, 2, який відрізняється тим, що ходовий гвинт зв'язаний з різцетримальним супортом через ходову гайку.
4. Переносний пристрій за будь-яким з пп. 1-3, який відрізняється тим, що обгінна муфта встановлена на кінці ходового гвинта з боку передньої опори і виконана з можливістю взаємодії з упором, закріпленим на приводі.
5. Переносний пристрій за будь-яким з пп. 1-4, який відрізняється тим, що напрямні закріплені на передній і задній опорах за допомогою рознімних хомутів.
6. Переносний пристрій за п. 5, який відрізняється тим, що з передньою опорою рознімні хомути зв'язані за допомогою радіально встановлених кронштейнів, закріплених на фланці, жорстко встановленому на підшипнику передньої опори.
7. Переносний пристрій за п. 6, який відрізняється тим, що фланець виконаний з радіальними пазами для кріплення кронштейнів, а хомути із задньою опорою і кронштейнами з'єднані за допомогою шарнірів, що фіксуються.
8. Переносний пристрій за будь-яким з пп. 1-7, який відрізняється тим, що відстань від осі обертання пристрою до ближньої до неї точки кожної напрямної перевищує радіус зони передньої опори.
Текст
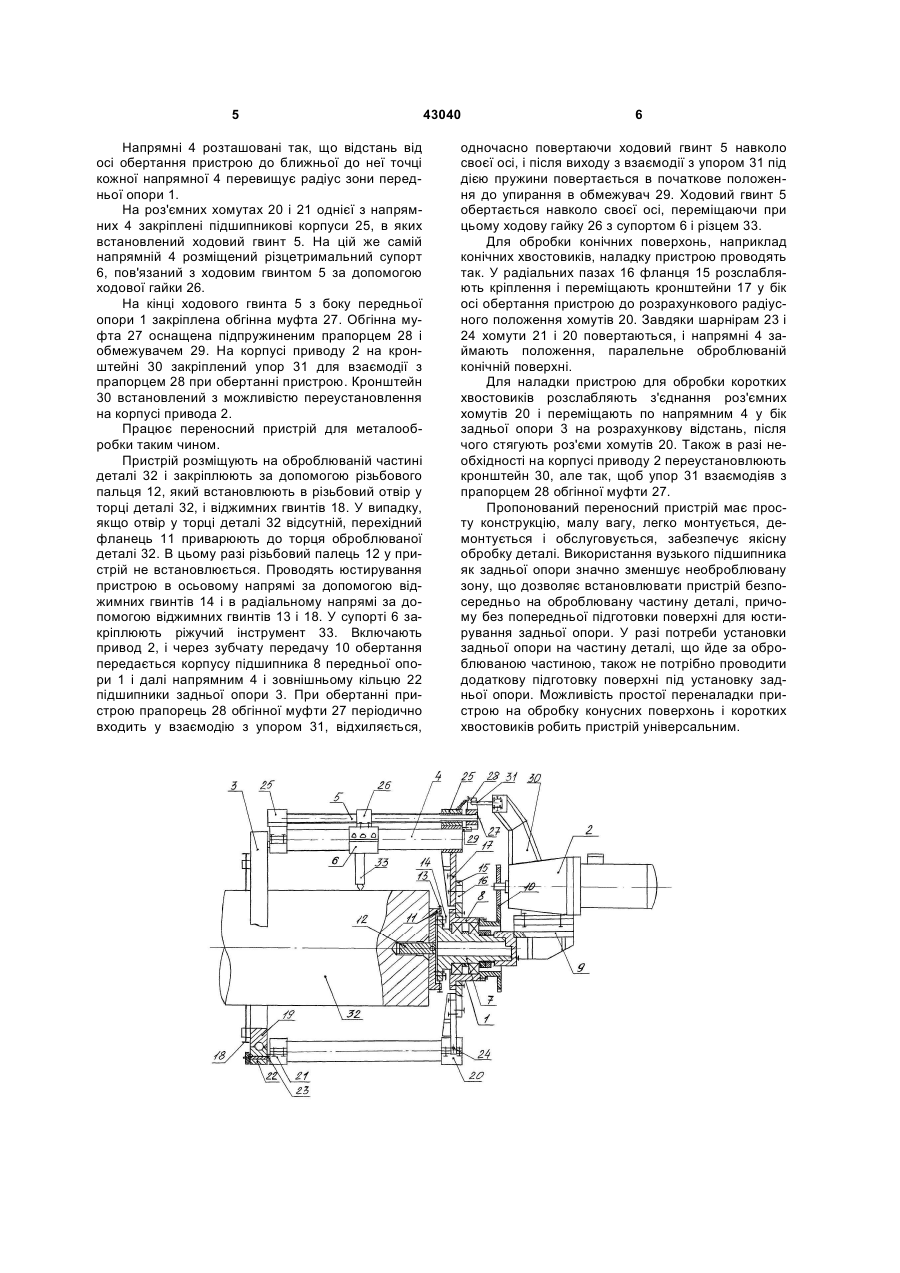
1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, співісно встановлену з нею задню опору, напрямні, закріплені на передній і задній опорах, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який відрізняється тим, що задня опора являє собою підшипник, виконаний з можливістю закріплення на оброблюваній деталі за допомогою фіксуючого механізму, встановленого на внутрішньому кільці підшипника, напрямні закріплені на зовнішньому кільці підшипника задньої опори, ходовий гвинт і різцетримальний супорт розміщені на одній напрямній, а привід обертання ходового гвинта виконаний у вигляді обгінної муфти, встановленої на ходовому гвинті і виконаної з можливістю повороту при обертанні пристрою. 2. Переносний пристрій за п. 1, який відрізняється тим, що фіксуючий механізм задньої опори виконаний у вигляді радіально встановлених віджимних гвинтів. U 2 (19) 1 3 перенесення верстата, установлення його на оброблювану деталь і наладки, а також технічного обслуговування верстата. Виконання у відомому верстаті задньої опори з роликами, що обкочуються по поверхні оброблюваної деталі, потребує попередньої точної обробки поверхні, на яку встановлюється задня опора, а також виключення попадання на цю поверхню механічних і інших забруднень. У противному разі відбувається неякісна обробка деталі, може відбутися заклинювання верстата. Крім того, в процесі експлуатації верстата ролики і роликові вузли зношуються і потребують періодичної заміни. Конструкція задньої опори спричиняє також збільшення необроблюваної (мертвої) зони під опорою, у зв'язку з чим необхідна додаткова частина в оброблюваній деталі для установки на неї, а не на оброблювану частину, задньої опори, що не завжди є можливим. Наявність декількох ходових гвинтів для переміщення різцетримальної головки з супортом вимагає узгодженості їх обертання для виключення ривків і перекосів, що впливають на якість обробки поверхні, а неминучий нерівномірний знос ходових гвинтів приводить до перекосу і заклинюванню верстата і необхідності заміни всіх ходових гвинтів. Складна конструкція приводу ходових гвинтів і кінематичний зв'язок з приводом пристрою потребує додаткового обслуговування і необхідності заміни деталей, що вийшли з ладу. Крім того, конструкція відомого верстата не дозволяє регулювати його залежно від довжини оброблюваної частини деталі, оскільки регулювання можна проводити тільки переустановленням задньої опори, а така можливість обмежена довжиною напрямних і ходових гвинтів. Тому для обробки коротких хвостовиків валів потрібні змінні напрямні і ходові гвинти. А наявність в конструкції різцетримальної головки у вигляді жорсткого кільця не дозволяє переналаджувати пристрій на обробляння конічних хвостовиків. В основу корисної моделі поставлена задача створити переносний пристрій для металообробки, який дозволить спростити конструкцію, знизити металоємність пристрою, спростити його монтаж, демонтаж, наладку і обслуговування, виключити неякісну обробку поверхні, розширити технологічні можливості. При цьому нова конструкція дозволить забезпечити універсальність переносного пристрою. Поставлена задача вирішується тим, що в переносному пристрої для металообробки, який включає передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, співісно встановлену з нею задню опору, напрямні, закріплені на передній і задній опорах, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, згідно з корисною моделлю задня опора являє собою підшипник, виконаний з можливістю закріплення на оброблюваній деталі за допомогою фіксуючого механізму, встановленого на внутрішньому кільці підшипника, напрямні закріплені на зовнішньому кільці підшипника задньої опори, ходовий гвинт і різцетримальний супорт розміщені на одній напрямній, а привід обертання 43040 4 ходового гвинта виконаний у вигляді обгінної муфти, встановленої на ходовому гвинті і виконаної з можливістю повороту при обертанні пристрою. Фіксуючий механізм задньої опори виконаний у вигляді радіально встановлених віджимних гвинтів. Ходовий гвинт пов'язаний з різцетримальним супортом через ходову гайку. Обгінна муфта встановлена на кінці ходового гвинта з боку передньої опори і виконана з можливістю взаємодії з упором, закріпленим на приводі. Напрямні закріплені на передній і задній опорах за допомогою рознімних хомутів. З передньою опорою роз'ємні хомути зв'язані за допомогою радіально встановлених кронштейнів, закріплених на фланці, жорстко встановленому на підшипнику передньої опори. Фланець виконаний з радіальними пазами для кріплення кронштейнів, а хомути із задньою опорою і кронштейнами з'єднані за допомогою шарнірів, що фіксуються. Відстань від осі обертання пристрою до ближньої до неї точки кожної напрямної перевищує радіус зони передньої опори. Суть переносного пристрою для металообробки, що заявляється, пояснюється кресленням. Переносний пристрій для металообробки містить передню опору 1 з приводом 2, задню опору 3, напрямні 4, ходовий гвинт 5, різцетримальний супорт 6. Передня опора 1 включає піввісь 7, на якій розміщений підшипник 8. До заднього торця піввісі 7 прикріплена рама 9, на якій встановлений привод 2. Вал приводу 2 пов'язаний з корпусом підшипника 8 за допомогою, наприклад, зубчатої передачі 10. З переднього торця піввісі 7 розміщений перехідний фланець 11 зі знімним різьбовим пальцем 12. Для юстирування передньої опори 1 перехідний фланець 11 оснащений радіально встановленими віджимними гвинтами 13, що взаємодіють з бічною поверхнею піввісі 7, а піввісь 7 віджимними гвинтами 14, що взаємодіють з торцевою поверхнею фланця 11. На корпусі підшипника 8 закріплений фланець 15 з радіальними пазами 16. До фланця за допомогою кріплення, що розміщується в пазах 16, прикріплені радіально встановлені кронштейни 17. Задня опора 3 розміщена на відстані від передньої опори 1 і співісно з нею. Задня опора 3 являє собою вузький підшипник, наприклад кочення. Для установки задньої опори 3 на деталь і юстирування вона оснащена фіксуючим механізмом у вигляді радіально розташованих віджимних гвинтів 18, закріплених на внутрішньому кільці 19 підшипника. Напрямні 4 закріплені на передній 1 і задній 3 опорах за допомогою роз'ємних хомутів 20 і 21. Хомути 21 встановлені на зовнішньому кільці 22 підшипника задньої опори 3 за допомогою шарнірів 23, що фіксуються в необхідному положенні. Хомути 20 встановлені на кронштейнах 17 також за допомогою шарнірів 24, що фіксуються в необхідному положенні. Осі шарнірів 23 і 24 розміщені перпендикулярно осі обертання пристрою. 5 Напрямні 4 розташовані так, що відстань від осі обертання пристрою до ближньої до неї точці кожної напрямної 4 перевищує радіус зони передньої опори 1. На роз'ємних хомутах 20 і 21 однієї з напрямних 4 закріплені підшипникові корпуси 25, в яких встановлений ходовий гвинт 5. На цій же самій напрямній 4 розміщений різцетримальний супорт 6, пов'язаний з ходовим гвинтом 5 за допомогою ходової гайки 26. На кінці ходового гвинта 5 з боку передньої опори 1 закріплена обгінна муфта 27. Обгінна муфта 27 оснащена підпружиненим прапорцем 28 і обмежувачем 29. На корпусі приводу 2 на кронштейні 30 закріплений упор 31 для взаємодії з прапорцем 28 при обертанні пристрою. Кронштейн 30 встановлений з можливістю переустановлення на корпусі привода 2. Працює переносний пристрій для металообробки таким чином. Пристрій розміщують на оброблюваній частині деталі 32 і закріплюють за допомогою різьбового пальця 12, який встановлюють в різьбовий отвір у торці деталі 32, і віджимних гвинтів 18. У випадку, якщо отвір у торці деталі 32 відсутній, перехідний фланець 11 приварюють до торця оброблюваної деталі 32. В цьому разі різьбовий палець 12 у пристрій не встановлюється. Проводять юстирування пристрою в осьовому напрямі за допомогою віджимних гвинтів 14 і в радіальному напрямі за допомогою віджимних гвинтів 13 і 18. У супорті 6 закріплюють ріжучий інструмент 33. Включають привод 2, і через зубчату передачу 10 обертання передається корпусу підшипника 8 передньої опори 1 і далі напрямним 4 і зовнішньому кільцю 22 підшипники задньої опори 3. При обертанні пристрою прапорець 28 обгінної муфти 27 періодично входить у взаємодію з упором 31, відхиляється, 43040 6 одночасно повертаючи ходовий гвинт 5 навколо своєї осі, і після виходу з взаємодії з упором 31 під дією пружини повертається в початкове положення до упирання в обмежувач 29. Ходовий гвинт 5 обертається навколо своєї осі, переміщаючи при цьому ходову гайку 26 з супортом 6 і різцем 33. Для обробки конічних поверхонь, наприклад конічних хвостовиків, наладку пристрою проводять так. У радіальних пазах 16 фланця 15 розслабляють кріплення і переміщають кронштейни 17 у бік осі обертання пристрою до розрахункового радіусного положення хомутів 20. Завдяки шарнірам 23 і 24 хомути 21 і 20 повертаються, і напрямні 4 займають положення, паралельне оброблюваній конічній поверхні. Для наладки пристрою для обробки коротких хвостовиків розслабляють з'єднання роз'ємних хомутів 20 і переміщають по напрямним 4 у бік задньої опори 3 на розрахункову відстань, після чого стягують роз'єми хомутів 20. Також в разі необхідності на корпусі приводу 2 переустановлюють кронштейн 30, але так, щоб упор 31 взаємодіяв з прапорцем 28 обгінної муфти 27. Пропонований переносний пристрій має просту конструкцію, малу вагу, легко монтується, демонтується і обслуговується, забезпечує якісну обробку деталі. Використання вузького підшипника як задньої опори значно зменшує необроблювану зону, що дозволяє встановлювати пристрій безпосередньо на оброблювану частину деталі, причому без попередньої підготовки поверхні для юстирування задньої опори. У разі потреби установки задньої опори на частину деталі, що йде за оброблюваною частиною, також не потрібно проводити додаткову підготовку поверхні під установку задньої опори. Можливість простої переналадки пристрою на обробку конусних поверхонь і коротких хвостовиків робить пристрій універсальним. 7 Комп’ютерна верстка Л. Купенко 43040 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPortable device for metal working
Автори англійськоюHolovii Volodymyr Mykolaiovych
Назва патенту російськоюПереносное устройство для металлообработки
Автори російськоюГоловий Владимир Николаевич
МПК / Мітки
МПК: B23B 5/00
Мітки: пристрій, переносний, металообробки
Код посилання
<a href="https://ua.patents.su/4-43040-perenosnijj-pristrijj-dlya-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Переносний пристрій для металообробки</a>
Переносний пристрій для металообробки
Номер патенту: 39873
Опубліковано: 10.03.2009
Автор: Головій Володимир Миколайович
МПК: B23C 1/00, B23B 45/00, B24B 23/00
Мітки: металообробки, пристрій, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить напрямні, траверсу з супортом для розміщення інструменту, встановлену з можливістю переміщення по напрямних, і опори, на яких встановлені напрямні, який відрізняється тим, що опори виконані у вигляді балок, розташованих поперечно напрямним, при цьому напрямні встановлені з можливістю переміщення по балках і по траверсі, а балки встановлені з можливістю переміщення по напрямних.2....
Переносний пристрій для заземлення
Номер патенту: 426
Опубліковано: 12.11.1999
Автори: Єгоров Леонід Васильович, Корнеєнков Віктор Миколайович
МПК: H01H 31/00
Мітки: заземлення, переносний, пристрій
Формула / Реферат:
1. Переносний пристрій для заземлення, що включає ізолюючі штанги і проводи, який відрізняється тим, що додатково постачений шарнірною трапецією, пристроєм для піднімання і пристроєм для кріплення до опори, при цьому.шарнірна трапеція виконана з можливістю обертання механізму в межах 90° у горизонтальній площині.2. Переносний пристрій для заземлення за п. 1, який відрізняється тим, що шарнірна трапеція складається з...
Переносний пристрій для заземлення
Номер патенту: 75511
Опубліковано: 17.04.2006
Автор: Пшеславський Іван Миколайович
МПК: H01R 4/66
Мітки: переносний, заземлення, пристрій
Формула / Реферат:
Переносний пристрій для заземлення, який містить металевий штир, з'єднаний з електроінструментом, який відрізняється тим, що містить ще три штирі, причому всі штирі знімно прикріплені в кутах до металевої прямокутної рамки, виготовленої з кутика, пристрій з'єднаний з електроінструментом проводом, який прикріплений до рамки, при цьому на двох протилежних сторонах рамки розміщені ручки для встановлення пристрою, а на третій стороні встановлена...
Пристрій розподільчий переносний
Номер патенту: 24652
Опубліковано: 10.07.2007
Автори: Гнатуша Дмитро Володимирович, Кашуба Ганна Володимирівна, Гнатуша Володимир Дмитрович, Павліщев Олександр Олексійович
МПК: H02B 13/00, H02B 1/00
Мітки: розподільчий, переносний, пристрій
Формула / Реферат:
Пристрій розподільчий переносний, який характеризується тим, що містить верхній і нижній корпуси, встановлені на основі, у верхньому корпусі встановлена панель з розташованими на ній автоматичним вимикачем, трансформатором струму і лічильником обліку електричної енергії, при цьому нижній корпус розділений перегородками на відсіки, у кожному з яких розміщені рубильник і запобіжники відповідного номіналу, що забезпечують видимий розрив ланцюга...
Переносний пристрій для заземлення
Номер патенту: 5720
Опубліковано: 15.03.2005
Автор: Пшеславський Іван Миколайович
МПК: H01H 31/00
Мітки: переносний, заземлення, пристрій
Формула / Реферат:
Переносний пристрій для заземлення, який містить металевий штир, з'єднаний з електроінструментом, який відрізняється тим, що додатково містить ще три штирі, причому всі штирі розбірно прикріплені в кутах до металевої прямокутної рамки, виготовленої з кутника, пристрій з'єднаний з електроінструментом проводом, який прикріплений до корпуса рамки, на двох протилежних сторонах рамки розміщені ручки для зручності монтування, а на третій стороні -...
Попередній патент: Ствол короткоствольної стрілецької зброї для стрільби патронами несмертельної дії
Наступний патент: Переносний пристрій для металообробки дробильних конусів дробарок
Випадковий патент: Спосіб виготовлення дроту