Спосіб виготовлення листового нагрівального резистивного елемента
Номер патенту: 81441
Опубліковано: 25.06.2013
Автори: Прокопенко Артем Станіславович, Захарова Юлія Олександрівна


Формула / Реферат
1. Спосіб виготовлення листового нагрівального резистивного елемента, при якому на основу наносять нагрівальний елемент у вигляді шару із вуглецевої пасти, а по краях основи розташовують струмопровідні електроди, який відрізняється тим, що нагрівальний елемент із вуглецевої пасти наносять суцільним шаром, який вкриває всю площу основи, а струмопровідні електроди, виконані з мідної стрічки або іншого струмопровідного матеріалу, розташовують на протилежних краях основи та вкривають краями нагрівального елемента із вуглецевої пасти.
2. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що основа та струмопровідні електроди мають вигляд рулонів стрічок з діелектричного та струмопровідного матеріалів, які безперервно подаються на ділянку, де нерознімно з'єднуються між собою, з подальшим, після висихання матеріалу нагрівального шару, відрізають мірні шматки, потрібних розмірів та форми.
3. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що безперервний нагрівальний резистивний елемент, отриманий з рулонів, змотується у рулон для зберігання та транспортування.
4. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що нанесення нагрівального шару може відбуватися напилюванням, намазуванням, наливанням вуглецевого матеріалу на основу тощо.
5. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що нанесення нагрівального шару на основу може відбуватися як ручним, так і автоматичним або напівавтоматичним способом.
6. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що як зв'язуючи для вуглецевого матеріалу використовують будь-які рідинні речовини, наприклад, лаки, фарби, силікон тощо.
Текст
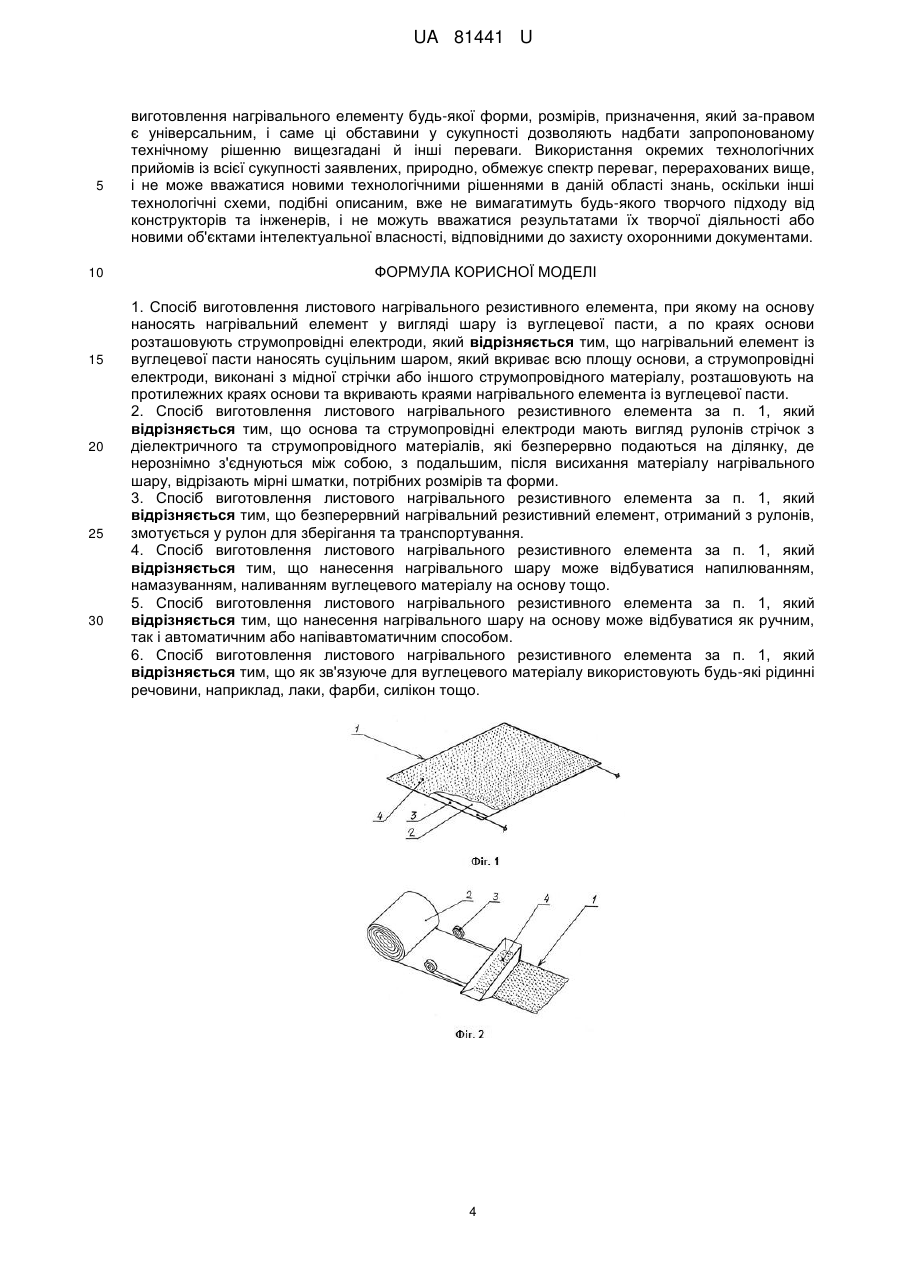
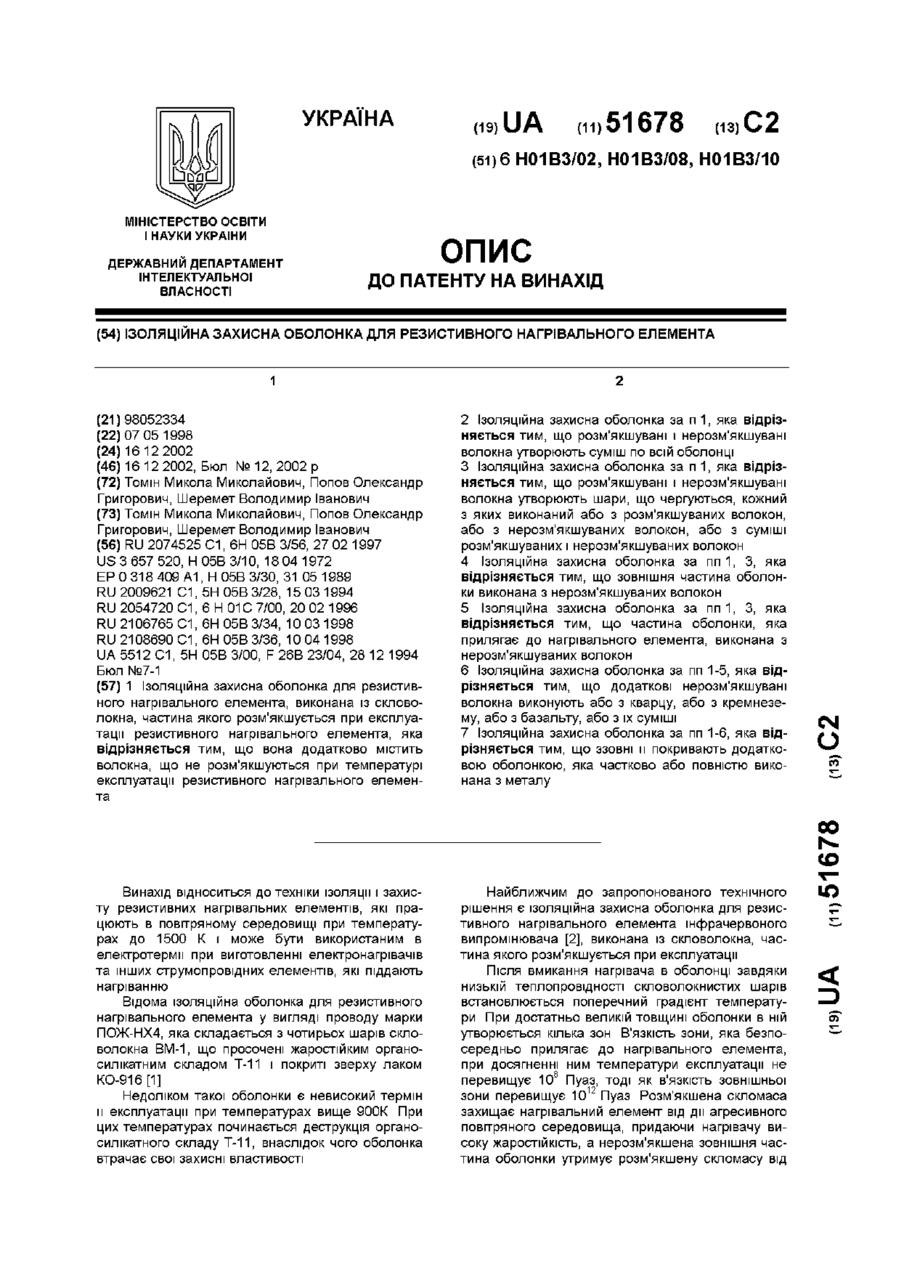
Реферат: Спосіб виготовлення листового нагрівального резистивного елемента, при якому на основу наносять нагрівальний елемент у вигляді шару із вуглецевої пасти, а по краях основи розташовують струмопровідні електроди. Нагрівальний елемент із вуглецевої пасти наносять суцільним шаром, який вкриває всю площу основи, а струмопровідні електроди, виконані з мідної стрічки або іншого струмопровідного матеріалу, розташовують на протилежних краях основи та вкривають краями нагрівального елемента із вуглецевої пасти. UA 81441 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЛИСТОВОГО НАГРІВАЛЬНОГО РЕЗИСТИВНОГО ЕЛЕМЕНТА UA 81441 U UA 81441 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі електротермії, зокрема, стосується електричного резистивного нагрівання об'єктів різного призначення, та може бути використана в електронній, приладобудівній, електротехнічній та інших галузях промисловості та побуту при виготовленні електронагрівальних обігрівальних виробів на різні потреби. Відомий спосіб виготовлення нагрівального резистивного елемента, який полягає у попередньому виготовлення основи з використанням процесу каландрування за допомогою багатовалкових машин, валки яких мають різну шорсткість та обертаються з різною швидкістю, завдяки чому відбувається ущільнення матеріалу. Таким чином виготовлюють нетканий матеріал з різним ущільненням - сильним та слабким, отримуючи двошарову основу. Основу, з боку слабко каландрованого шару, покривають сплавом міді зі сріблом, які заздалегідь підготовлюються з використанням ефекту зміцнення металевих волокон. Цей сплав має складну структуру, у якій твердий розчин міді та евтектичний кристал міді і срібла, відповідно, перетворені у форму волокна шляхом розтягування тканин при вилученні ливарного сплаву шляхом альтернативного виконання теплової обробки та холодної обробки ливарного сплаву, утвореного із евтектичного кристалу та вихідного твердого розчину кристалу міді та срібла, отриманого у результаті плавлення та різкого охолодження міді, змішаної з сріблом, та саме так збільшуючи міцність при розтягуванні або міцність на згинання. Цей шар сплаву міді зі сріблом пришивають до основи за допомогою швейної машини. Далі на цьому шарі розташовують дріт нагрівача та прикріплюють його до неї за допомогою кріпильних ниток [див. пат. Росії № 2402181 C2 з класу Н05В 3/20, опублікований 20.10.2010 року в Бюл. № 29]. Основним недоліком відомого способу виготовлення нагрівального резистивного елемента є занадто складна технологія виготовлення його ущільненої основи, яка потребує налаштовування принципіально різних виробничих процесів із застосуванням обладнання, яке належить до різних класів. За суттю відомий спосіб зосереджений на виготовленні багатошарової основи зі специфічними властивостями, а не самого резистивного нагрівального елемента, вимагає використання нерозповсюджених матеріалів, що не виправдано: рівень температури не такий вже ж великий, щоб для нього виготовляти таку складну термостійку основу. Відомий також спосіб виготовлення нагрівального резистивного елемента, який полягає у вирізанні двох листів ізоляційного матеріалу, один з яких має більшу площу для загинання вільних кінців для ізоляції нагрівального елемента. Заготовки накладаються одна на другу, та прошиваються між собою з утворенням паралельних каналів. У канали заводиться вуглецева стрічка. Далі кінці вуглецевої стрічки обміднюються, наприклад, процесом електролізу, та припаюються до електропроводів [див. пат. Росії № 1567 U1 з класів Н01В 1/04, В32В 7/02, опублікований 16.01.1996 року]. Основним недоліком відомого способу виготовлення нагрівального резистивного елемента є занадто трудомістка технологія утворення низки направляючих каналів, яка передбачає, щонайменше, напівручну працю, а заведення у ці канали нагрівального елементу, й зовсім передбачає використання ручної праці повністю, що призводить до залежності якості виробу від людського фактору, а також до зниження продуктивності. До того ж, невідомо яким чином скріплюються ізоляційні шари між собою. Та яким б воно не було, все однак, через різницю у розмірах, способи потребують обов'язкового з'єднання: чи то зшиванням, чи то клеєнням, або на інший спосіб, що так чи інакше збільшує трудомісткість технологічного процесу. Збільшення собівартості та збільшення трудомісткості додає необхідність оміднення кінців резистивного елемента для припаювання електропроводів з використанням іншого обладнання, в тому числі й енергонасиченого (пайка). Все це робить відомий спосіб досить коштовним (ручна праця) та низко продуктивним (людський фактор) та небезпечним у разі використання для ізоляційних шарів склотканини (зростає ймовірність професійного захворювання легень). Найбільш близьким за своєю суттю та ефекту, що досягається, та який приймається за прототип, є спосіб виготовлення нагрівального резистивного елемента, полягає в тому, що на діелектричну основу друкованим способом, з використанням принтингової технології, наносять нагрівальний елемент у вигляді груп резистивних смуг із вуглецевої пасти, а по краях діелектричної основи розташовують струмопровідні шини, одну з яких утворюють друкованим шаром срібла та накладенням мідної шини, а другу шину утворюють нанесенням на окремі групи резистивних смуг нагрівального елемента друкованого шару срібла та спеціального напівпровідникового полімеру, резистивні властивості якого мають позитивний температурний коефіцієнт опору (ТКО) по типу "позистора", з подальшим запресуванням мідних шин та ламінуванням водонепроникною, пожежостійкою, захисною плівкою, наприклад, поліестеровою [див. пат. України № 75083 з класу А05В 3/36, опублікований 26.11.2012 року в Бюл. № 22]. 1 UA 81441 U 5 10 15 20 25 30 35 40 45 50 55 60 Основним суттєвим недоліком цього відомого способу є занадто складний технологічний процес виготовлення резистивного нагрівального елемента, що обумовлено застосуванням друкованого способу з використанням принтингової технології, а також складність виготовлення струмопровідних шин, хоча вони не впливають на кінцеву ефективність роботи нагрівального виробу з таким резистивним елементом. Тобто така технологія нічим себе не виправдовує, тільки суттєво збільшує загальну собівартість виробу. В основу корисної моделі поставлена задача максимального спрощення технологи виготовлення нагрівального резистивного елемента та максимального розширення області його використання з одночасним максимальним спрощенням його конструкції за рахунок граничного підвищення перетворення електроенергії у теплову, шляхом максимально можливого збільшення площі нагрівального елемента та зміни принципу безперервного отримання резистивного нагрівального елемента будь-яких розмірів, форми та теплофізичних властивостей. Поставлена задача вирішується тим, що у способі виготовлення листового нагрівального резистивного елемента, при якому на основу наносять нагрівальний елемент у вигляді шару із вуглецевої пасти, а по краях основи розташовують струмопровідні шини, згідно з корисною моделлю, нагрівальний елемент із вуглецевої пасти наносять суцільним шаром, який вкриває всю площу основи, а струмопровідні електроди, виконані з мідної стрічки або іншого струмопровідного матеріалу, розташовують на протилежних краях основи та вкривають краями нагрівального елемента із вуглецевої пасти. Зрозуміло, що основа та струмопровідні електроди можуть мати вигляд рулонів стрічок з діелектричного та струмопровідного матеріалів, які безперервно подаються на ділянку, де нерознімно з'єднуються між собою, з подальшим, після висихання матеріалу нагрівального шару, відрізають мірні шматки, потрібних розмірів та форми. Зрозуміло, що безперервний нагрівальний резистивний елемент, отриманий з рулонів, може змотуватися у рулон для зберігання та транспортування. Зрозуміло, що нанесення нагрівального шару може відбуватися напилюванням, намазуванням, наливанням вуглецевого матеріалу на основу. Зрозуміло, що нанесення нагрівального шару на основу може відбуватися як ручним, так і автоматичним або напівавтоматичним способом. Зрозуміло, як зв'язуючи для вуглецевого матеріалу можуть бути використані будь-які рідинні речовини, наприклад, лаки, фарби, силікон тощо. Завдяки нанесенню нагрівального шару із вуглецевої пасти на всю поверхню основи, максимально підвищується коефіцієнт корисної дії нагрівача через те, немає необхідності нагріву її невкритих пастою ділянок основи. Все тепло ніяким чином не втрачається та спрямовується тільки за прямим призначенням - нагріву об'єктів та приміщень заради яких й використовується електронагрівач. Крім того, нанесення суцільним шаром більш технологічно ніж нанесення смугами певним розмірів з певними відстанями між ними, оскільки не вимагає особливих умов розташування резистивних смуг, зокрема розрахунку та визначення відстані між ними. Завдяки використанню як основи поверхні будь-яких виробів, рулонованих заготовок, досягається граничне спрощення технології виготовлення резистивного нагрівального елемента через відмову від додаткових шарів як окремих елементів конструкції, що потребують збирання та скріплення між собою, а доступність матеріалів та простота технології виготовлення усіх компонентів резистивного нагрівального елемента позитивно впливає на зниження його собівартості як товару. Крім того, технологія безвідходна, а її різноманітність дозволяє організувати виробничий процес при наявності будь-якого обладнання, чи взагалі без нього, з використанням різноманітних (доступних виробнику) матеріалів, тобто, запропонований спосіб максимально універсальний. Отже, сукупність вищезазначених суттєвих ознак запропонованого технічного рішення, які отримані завдяки внесеним технологічним та конструктивним змінам у спосіб його виготовлення нагрівального резистивного елемента, разом забезпечують досягнення певного технічного результату. Подальша сутність запропонованого технічного рішення пояснюється спільно з ілюстративним матеріалом, на якому зображено наступне: фіг. 1 - листовий нагрівальний резистивний елемент, вигляд в плані; фіг. 2 - схема реалізації запропонованого способу виготовлення рулонованого листового нагрівального резистивного елемента; фіг. 3 - виріб з листовим нагрівальним резистивним елементом - один з численних варіантів. Листовий нагрівальний резистивний елемент 1 включає нерознімно з'єднані між собою основу 2, розташованих на протилежних краях основи 2 струмопровідних електродів 3, та суцільний нагрівальний шар 4, в якому використовується резистивний склад на основі вуглецевої пасти, та який вкриває всю площу основи 2. 2 UA 81441 U 5 10 15 20 25 30 35 40 45 50 55 60 Описаний листовий нагрівальний резистивний елемент виготовляють в такий запропонований спосіб. По протилежним краям основи 2 розміщують струмопровідні електроди 3, які можуть бути прикріплені до неї будь-яким відомим способом, наприклад, клеєнням. На поверхню основи 2, збоку струмопровідних електродів 3, накладають будь-яким відомим способом суцільний нагрівальний шар 4 з резистивного складу на основі вуглецевого матеріалу, який вкриває всю площу основи 2. Це найпростіший варіант реалізації запропонованого способу виготовлення листового нагрівального елемента, є найбільш простим і економічним, оскільки не потребує зайвих операцій для виготовлення багатошарового нагрівального елемента та струмопровідних електродів, проте він не єдино можливий, про що зазначалося вище. Заявлене технічне рішення перевірене на практиці. Запропонований спосіб виготовлення листового нагрівального елемента, не містить у своєму складі жодних технологічних операцій та процесів, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі електричного резистивного нагрівання об'єктів різного призначення та приміщень, а отже є придатним для промислового застосування, має технологічні й інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено подібних технологій виготовлення листових нагрівальних резистивних елементів із вказаною у пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна", а отже вважається таким, що може отримати правовий захист. Суттєва відмінність запропонованого технічного рішення, у порівнянні з раніш відомими, полягає у граничному спрощенні технології виготовлення листового (площинного) нагрівального резистивного елемента, а також у максимальному використанні площі листових нагрівальних резистивних елементів і для розміщення на неї суцільної конструкції нагрівального шару, кріплення якого до листових нагрівальних резистивних елементів и відбувається без залучення жодних додаткових елементів, що досягається завдяки використанню як електроізоляційної основи поверхні самого виробу. Вказані відмінності, у сукупності, покращують теплофізичні та техніко-експлуатаційні характеристики нагрівальних резистивних елементів, отриманих запропонованим способом, виключають можливість використання тепла не за прямим призначенням. Жодна із відомих технологій виготовлення листових нагрівальних резистивних елементів не може водночас володіти всіма перерахованими властивостями, оскільки не містять у своєму складі запропонованих суттєвих ознак, заявлених у пропозиції. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне: - граничне спрощення технології виготовлення листового нагрівального резистивного елемента внаслідок спрощення його конструкції та, в деяких випадках, взагалі відмови від основи як від окремої деталі; - максимальне розширення сфери застосування за рахунок можливості виготовлення нагрівального резистивного елемента на будь-якому теплопостачальному виробі з будь-якими формою та розмірами; - необмежене розширення номенклатури виробів через можливість зміни розмірів, форми, теплофізичних параметрів та інших показників виробів, їхню трансформацію у вироби на різні потреби. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок значного зниження собівартості виготовлення листового нагрівального резистивного елемента та зниження ціни виробів з нього. Соціальний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок можливості задовольняти будь-які потреби споживачів. Після опису запропонованого способу виготовлення листового нагрівального резистивного елемента, фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти практичної реалізації вказаного технічного рішення, що стосуються, наприклад, режимів обробки чи матеріалів, рівня техніко-електронного оснащення виробів, можуть змінюватися залежно від мети і масштабу випуску виробів, сфери їх застосування тощо, та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що нагрівальний шар наноситься на основу суцільно, може мати хімічні, фізичні та теплові параметри, а також безперервність 3 UA 81441 U 5 10 15 20 25 30 виготовлення нагрівального елементу будь-якої форми, розмірів, призначення, який за-правом є універсальним, і саме ці обставини у сукупності дозволяють надбати запропонованому технічному рішенню вищезгадані й інші переваги. Використання окремих технологічних прийомів із всієї сукупності заявлених, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технологічними рішеннями в даній області знань, оскільки інші технологічні схеми, подібні описаним, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення листового нагрівального резистивного елемента, при якому на основу наносять нагрівальний елемент у вигляді шару із вуглецевої пасти, а по краях основи розташовують струмопровідні електроди, який відрізняється тим, що нагрівальний елемент із вуглецевої пасти наносять суцільним шаром, який вкриває всю площу основи, а струмопровідні електроди, виконані з мідної стрічки або іншого струмопровідного матеріалу, розташовують на протилежних краях основи та вкривають краями нагрівального елемента із вуглецевої пасти. 2. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що основа та струмопровідні електроди мають вигляд рулонів стрічок з діелектричного та струмопровідного матеріалів, які безперервно подаються на ділянку, де нерознімно з'єднуються між собою, з подальшим, після висихання матеріалу нагрівального шару, відрізають мірні шматки, потрібних розмірів та форми. 3. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що безперервний нагрівальний резистивний елемент, отриманий з рулонів, змотується у рулон для зберігання та транспортування. 4. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що нанесення нагрівального шару може відбуватися напилюванням, намазуванням, наливанням вуглецевого матеріалу на основу тощо. 5. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що нанесення нагрівального шару на основу може відбуватися як ручним, так і автоматичним або напівавтоматичним способом. 6. Спосіб виготовлення листового нагрівального резистивного елемента за п. 1, який відрізняється тим, що як зв'язуюче для вуглецевого матеріалу використовують будь-які рідинні речовини, наприклад, лаки, фарби, силікон тощо. 4 UA 81441 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing sheet resistive heating element
Автори англійськоюProkopenko Artem Stanislavovych, Zakharova Yulia Oleksandrivna
Назва патенту російськоюСпособ изготовления листового нагревательного резистивного элемента
Автори російськоюПрокопенко Артем Станиславович, Захарова Юлия Александровна
МПК / Мітки
Мітки: резистивного, нагрівального, виготовлення, елемента, спосіб, листового
Код посилання
<a href="https://ua.patents.su/7-81441-sposib-vigotovlennya-listovogo-nagrivalnogo-rezistivnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення листового нагрівального резистивного елемента</a>
Ізоляційна захисна оболонка для резистивного нагрівального елемента
Номер патенту: 51678
Опубліковано: 16.12.2002
Автори: Томін Микола Миколайович, Шеремет Володимир Іванович, Попов Олександр Григорович
МПК: H01B 3/02
Мітки: елемента, ізоляційна, захисна, оболонка, резистивного, нагрівального
Формула / Реферат:
1. Ізоляційна захисна оболонка для резистивного нагрівального елемента, виконана із скловолокна, частина якого розм'якшується при експлуатації резистивного нагрівального елемента, яка відрізняється тим, що вона додатково містить волокна, що не розм'якшуються при температурі експлуатації резистивного нагрівального елемента.2. Ізоляційна захисна оболонка за п.1, яка відрізняється тим, що розм'якшувані і нерозм'якшувані волокна утворюють...
Спосіб виготовлення нагрівального елемента
Номер патенту: 10581
Опубліковано: 25.12.1996
Автори: Кисіль Лідія Володимирівна, Калашник Ліна Дмитрівна, Дудекевич Олександра Всеволодівна, Левін Євген Михайлович, Яворів Ігор Богданович
МПК: H05B 3/22
Мітки: спосіб, виготовлення, нагрівального, елемента
Формула / Реферат:
Спосіб виготовлення нагрівального елемента за товстоплівковою технологією, що полягає в нанесенні на діелектричні підкладки електропровідної пасти методом трафаретного друку, відпалі її та кріпленні виводів, який відрізняється тим, що електропровідна паста включає:скло 2-10 мас.% від провідної фази,органічна зв'язка 25-30 мас.% від загальної маси,провідна композиція слідуючого складу,...
Електроосмотичний спосіб виготовлення нагрівального елемента
Номер патенту: 71514
Опубліковано: 15.11.2004
Автор: Северин Олексій Анатолійович
МПК: H05B 3/14
Мітки: спосіб, виготовлення, нагрівального, електроосмотичний, елемента
Формула / Реферат:
Спосіб виготовлення нагрівального елемента з бетелу, що включає перемішування піску, води, цементу і здрібненого до фракційності цементу, до однорідної маси, запеченого коксу, встановлення на дно форми пластинчастого електрода, укладання маси у форму, укладання поверх маси другого пластинчастого електрода і підключення електродів до джерела струму, який відрізняється тим, що з метою зменшення енергоємності джерела струму і виключення...
Спосіб виготовлення індукційного нагрівального елемента
Номер патенту: 63625
Опубліковано: 10.10.2011
Автори: Сосновський Олександр Михайлович, Сосновський Сергій Олександрович
МПК: F26B 23/00, F26B 3/347, H05B 3/48
Мітки: елемента, нагрівального, індукційного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення індукційного нагрівального елемента електронагрівника, що включає установку індукційної котушки на магнітопроводі, який відрізняється тим, що після заготівлі всіх деталей нагрівального елемента спочатку зварюють суцільним швом два трубчастих елементи уздовж їх твірних, приварюють до їхніх торців два диски із двома отворами, формують індукційну котушку, приварюють нижній комутаційний патрубок і закриваючий його диск,...
Пристрій для виготовлення вуглецевого нагрівального елемента
Номер патенту: 80784
Опубліковано: 25.10.2007
Автори: Такахасі Казуей, Баба Ясуо, Кобаясі Масаакі, Охіната Хадзіме, Хосоя Нобуо
МПК: A24D 1/00, A24B 15/00, A24F 47/00
Мітки: вуглецевого, пристрій, елемента, виготовлення, нагрівального
Формула / Реферат:
1. Пристрій для виготовлення вуглецевого нагрівального елемента, який містить екструзійну формувальну машину для екструзійного вуглецевого нагрівального стрижня, який має канавки, що аксіально продовжуються на його периферичній поверхні, і пристрій для обгортання теплоізоляційним матеріалом, призначений для обгортання периферичної поверхні вуглецевого нагрівального стрижня, екструдованого з екструзійної формувальної машини, в теплоізоляційний...
Попередній патент: Обігрівальний виріб з листовим нагрівальним резистивним елементом
Наступний патент: Універсальний пристрій для дефектації та комплектування дійкових гум доїльних стаканів без молочної трубки
Випадковий патент: Контейнер з антистатичним шаром