Спосіб виготовлення витих виробів одинарного звивання
Номер патенту: 83952
Опубліковано: 10.10.2013
Автори: Чаюн Іван Михайлович, Непомнящий Олександр Вікторович, Чаюн Михайло Іванович, Зелений Анатолій Михайлович


Формула / Реферат
Спосіб виготовлення витих виробів одинарного звивання з шарів круглих дротів за дві звивальні операції, який відрізняється тим, що при різних за модулем пружності матеріалів дротів окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок натягання елементів (дротів) при кожній операції з певними, але різними співвідношеннями:
під час першої звивальної операції натягання дротів i-го шару
![]() ,
, ![]() ,·
,·
під час другої звивальної операції натягання частини виробу, попередньо звитої за першу операцію,
![]() ,
, ![]() ,
,
де ![]() та
та ![]() - коефіцієнти звивального натягання на першій та другій операціях, Н/мм2;
- коефіцієнти звивального натягання на першій та другій операціях, Н/мм2;
![]() - відносний модуль пружності дротів i-го шару;
- відносний модуль пружності дротів i-го шару;
![]() та
та ![]() - абсолютні значення модулів пружності дротів i-го шару та дротів шару з найменшим модулем пружності;
- абсолютні значення модулів пружності дротів i-го шару та дротів шару з найменшим модулем пружності;
![]() - діаметр дроту i-го шару, мм;
- діаметр дроту i-го шару, мм;
![]() - кут звивання дротів i-го шару;
- кут звивання дротів i-го шару;
![]() - кількість шарів дротів в частині виробу, що звивається за першу операцію, при сприйнятті серцевинного дроту одним із шарів;
- кількість шарів дротів в частині виробу, що звивається за першу операцію, при сприйнятті серцевинного дроту одним із шарів;
![]() - кількість дротів в i-му шарі;
- кількість дротів в i-му шарі;
натягання дротів в шарах, що звиваються за другу операцію,
![]() ,
, ![]() ,
,
де ![]() - відносний модуль пружності дротів j-го шару;
- відносний модуль пружності дротів j-го шару;
![]() - діаметр дроту j-ого шару, мм;
- діаметр дроту j-ого шару, мм;
![]() - кут звивання дротів j-го шару;
- кут звивання дротів j-го шару;
![]() - кількість шарів дротів, що звивається за другу операцію;
- кількість шарів дротів, що звивається за другу операцію;
![]() - загальна кількість шарів дротів, що звивається за обидві операції.
- загальна кількість шарів дротів, що звивається за обидві операції.
Текст
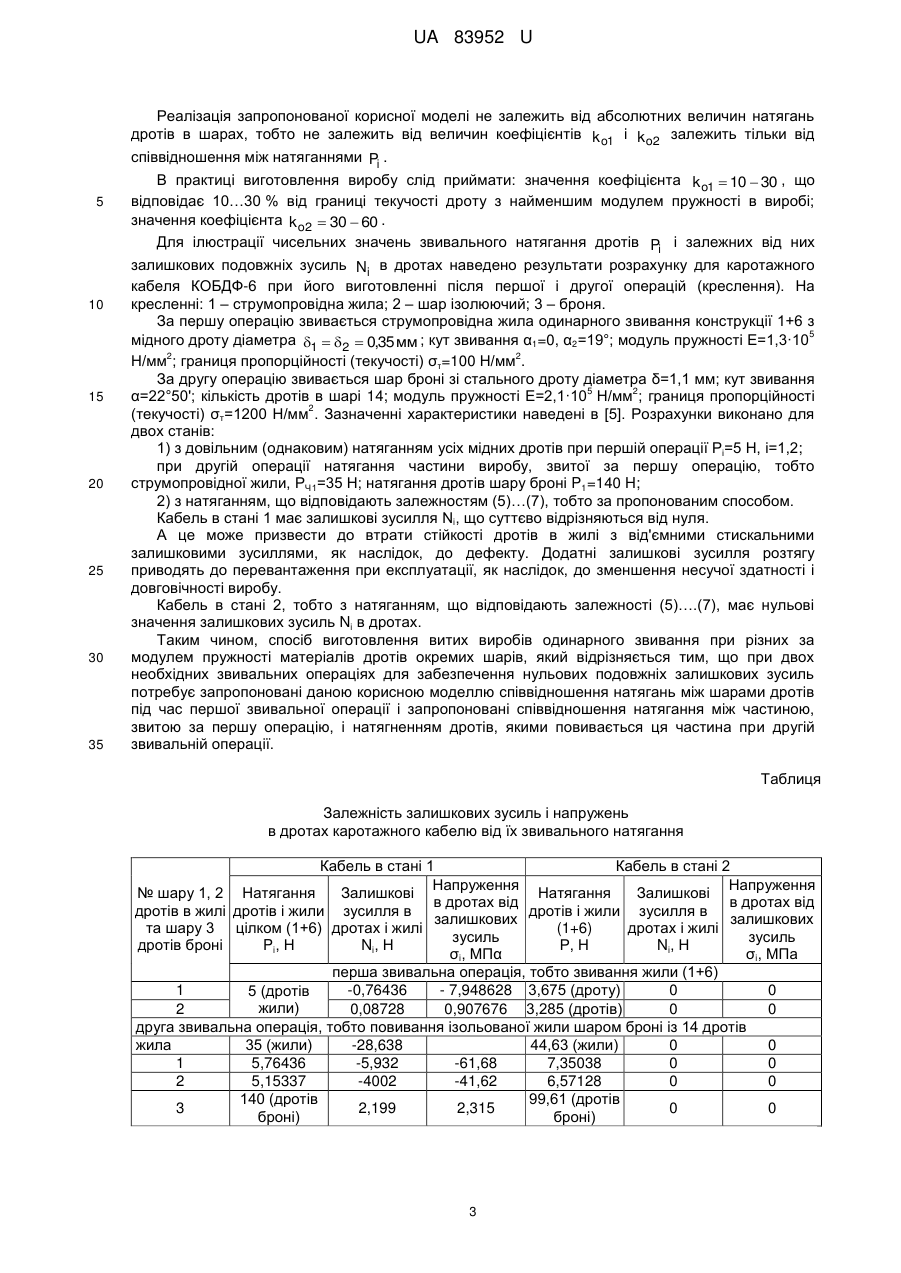
Реферат: UA 83952 U UA 83952 U 5 Запропонована корисна модель належить до технології виготовлення виробів, в склад яких входять шари дротів, повитих за спіраллю, наприклад, кабель-канатів, каротажних броньованих кабелів, багатошарових проводів ліній електропередач. Відомий спосіб [1], який забезпечує відсутність залишкових подовжніх зусиль, тобто їх нульові значення після виготовлення, належить до технології витих виробів, що потребують тільки одну звивальну операцію, при цьому залишкові подовжні зусилля в дротах готового виробу дорівнюють нулю за рахунок натягання дротів і-го шару Pi k Eii2 cos 2 i , i 1 2,...s1 ; (1) , 2 - коефіцієнт звивального натягання, Н/мм ; k Ei Ei E - відносний модуль пружності дротів i-го шару; 10 E i та E - абсолютні значення модулів пружності дротів i-го шару та дротів шару з найменшим модулем пружності; i - діаметр дроту i-го шару, мм; i - кут звивання дроту i-го шару; s - кількість шарів виробу при сприйнятті центрального (серцевинного) дроту одним із шарів 15 [1]. 20 25 30 35 Недоліки аналога [1] - звивання виробу з співвідношеннями натягань дротів в шарах відповідно формулі (1) не забезпечує відсутність залишкових подовжніх зусиль для виробів, які за конструкцією та технологією виготовлення потребують дві звивальні операції, наприклад, спеціальних канатів [2], броньованих каротажних кабелів [3]. Це означає: в готовому виробі ще до експлуатаційного навантаження будуть подовжні зусилля, пов'язані зі звивальним натяганням дротів, що створюють небажане перевантаження дротів в окремих шарах та крутний момент, який породжує розкручування виробу, втрату щільності і прямолінійності, зменшують статичну несучу здатність і довговічність виробу, призводять (наприклад, в каротажних кабелях) до негативного явища механічного перенапруження струмоведучих жил, як найбільш вразливих елементів при експлуатаційному силовому і температурному навантаженні. Найбільш близьким по технічній сутності та результату, що досягається, є спосіб [4] виготовлення витих виробів одинарного звивання з круглих дротів однакового модуля пружності за дві звивальні операції, при цьому залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок натягання елементів (дротів) при кожній операції з певними але різними співвідношеннями: під час першої звивальної операції натягання i-го шару дротів Pi ki2 cos 2 i , i 1 2,...s1, (2) , під час другої звивальної операції натягання частини виробу, попередньо звитої за першу операцію, s1 PЧ1 k mi 2 cos3 i , i 1 2,...s1 , (3) , s i 1 2 де k - коефіцієнт звивального натягання, Н/мм ; i - діаметр дроту в i-го шару, мм; 40 45 i - кут звивання дротів i-го шару; s1 - кількість шарів дротів в частині виробу, що звивається за першу операцію при сприйнятті серцевинного дроту одним із шарів; m i - кількість дротів в i-му шарі; натягання дротів в шарах, що звиваються за другу операцію , Pj k2 cos2 j , j 1 2,...s2 , (4) j 2 де k - коефіцієнт звивального натягання, Н/мм , j - діаметр дроту j-ого шару, мм; j - кут звивання дротів j-го шару; 50 s 2 - кількість шарів дротів, що звивається за другу операцію. Недолік прототипу - нульові значення залишкових подовжніх зусиль при зазначених формулами (2)…(4) звивальних натяганнях дротів в шарах витого виробу забезпечуються тільки у виробі з шарами дротів однакового модуля пружності. Для витих виробів, в склад яких 1 UA 83952 U 5 10 15 20 25 30 35 входять шари дротів з різними модулями пружності [2, 3], будуть виникати залишкові подовжні зусилля. Це веде до тих самих негативних наслідків, які вказані для аналога [1], тобто залишкові подовжні зусилля створюють небажане перевантаження дротів в окремих шарах та крутний момент, який породжує розкручування виробу, втрату щільності і прямолінійності, зменшують його статичну несучу здатність і довговічність, призводять (наприклад, в каротажних кабелях) до негативного явища механічного перенапруження струмоведучих жил, як найбільш вразливих елементів при експлуатаційному силовому і температурному навантаженні. Задачею корисної моделі є створення способу виготовлення витих виробів одинарної звивки з шарів дротів різних за модулями пружності матеріалів, за дві звивальні операції, в якому шляхом призначення звивального натягання дротів в шарах окремо для кожної звивальної операції в залежності від конструктивних параметрів шарів, звитих за першу і другу операції, а також врахуванням співвідношення модулів пружності дротів в шарах, забезпечуються нульові значення залишкових подовжніх зусиль в дротах виробу після першої і другої операцій. Технічний ефект, що досягається корисною моделлю, полягає в забезпеченні нульових залишкових подовжніх зусиль в виробі після його виготовлення за рахунок призначення певного співвідношення натягання дротів в шарах при першій і другій звивальній операції. Дроти одного шару мають одинакові натягання, але в різних шарах різні в відповідності з конструктивними параметрами шарів, повитих за першу і другу операції, і модулями пружності матеріалу дротів в шарах. При цьому за рахунок нульових залишкових подовжніх зусиль в готовому виробі усувається небажане перевантаження дротів в окремих шарах, зменшується крутний момент, який породжує розкручування виробу, втрату щільності і прямолінійності, підвищується його статична несуча здатність і довговічність, унеможливлюється (наприклад, в каротажних кабелях) негативне явище механічного перенапруження струмоведучих жил, як найбільш вразливих елементів при експлуатаційному силовому і температурному навантаженні, в порівнянні з таким же виробом, який був би виготовлений з будь-яким іншим натяганням дротів. Поставлена задача вирішується тим, що в способі виготовлення витих виробів одинарної звивки з шарів круглих дротів за дві звивальні операції згідно з корисною моделлю для конструкцій, які складаються з шарів дротів з різним модулем пружності матеріалу, залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок натягання елементів (дротів) при кожній операції з певними але різними співвідношеннями: підчас першої звивальної операції натягання дротів i-го шару Pi k o1Eii2 cos 2 i , i 1 2,...s1, (5) , під час другої звивальної операції натягання частини виробу, попередньо звитої за першу операцію, s1 PЧ1 k o2 Eimii2 cos3 i , i 1 2,...s1, (6) , i1 40 45 2 де k o1 та k o2 - коефіцієнти звивального натягання на першій і другій операціях, Н/мм · Ei Ei E - відносний модуль пружності дротів i-го шару; E i та E - абсолютні значення модулів пружності дротів i-го шару та дротів шару з найменшим модулем пружності; i - діаметр дроту i-го шару, мм; i - кут звивання дротів i-го шару; s1 - кількість шарів дротів в частині виробу, що звивається за першу операцію при сприйнятті серцевинного дроту одним із шарів; m i - кількість дротів в i-му шарі; натягання дротів в шарах, що звиваються за другу операцію, , Pj k o2Ej2 cos2 j , j 1 2,...s2 , (7) j E j E j E - відносний модуль пружності дротів i-го шару; j - діаметр дроту j-ого шару, мм 50 j - кут звивання дротів j-го шару; s2 s s1 - кількість шарів дротів, що звивається за другу операцію; s - загальна кількість шарів дротів, що звивається за обидві операції. 2 UA 83952 U Реалізація запропонованої корисної моделі не залежить від абсолютних величин натягань дротів в шарах, тобто не залежить від величин коефіцієнтів k o1 і k o2 залежить тільки від 5 10 15 20 25 30 35 співвідношення між натяганнями Pi . В практиці виготовлення виробу слід приймати: значення коефіцієнта k o1 10 30 , що відповідає 10…30 % від границі текучості дроту з найменшим модулем пружності в виробі; значення коефіцієнта k o2 30 60 . Для ілюстрації чисельних значень звивального натягання дротів Pi і залежних від них залишкових подовжніх зусиль Ni в дротах наведено результати розрахунку для каротажного кабеля КОБДФ-6 при його виготовленні після першої і другої операцій (креслення). На кресленні: 1 – струмопровідна жила; 2 – шар ізолюючий; 3 – броня. За першу операцію звивається струмопровідна жила одинарного звивання конструкції 1+6 з 5 мідного дроту діаметра 1 2 0,35 мм ; кут звивання α1=0, α2=19°; модуль пружності E=1,3·10 2 2 Н/мм ; границя пропорційності (текучості) στ=100 Н/мм . За другу операцію звивається шар броні зі стального дроту діаметра δ=1,1 мм; кут звивання 5 2 α=22°50'; кількість дротів в шарі 14; модуль пружності E=2,1·10 Н/мм ; границя пропорційності 2 (текучості) σт=1200 Η/мм . Зазначенні характеристики наведені в [5]. Розрахунки виконано для двох станів: 1) з довільним (однаковим) натяганням усіх мідних дротів при першій операції Рі=5 Н, і=1,2; при другій операції натягання частини виробу, звитої за першу операцію, тобто струмопровідної жили, РЧ1=35 Н; натягання дротів шару броні P1=140 H; 2) з натяганням, що відповідають залежностям (5)…(7), тобто за пропонованим способом. Кабель в стані 1 має залишкові зусилля Νi, що суттєво відрізняються від нуля. А це може призвести до втрати стійкості дротів в жилі з від'ємними стискальними залишковими зусиллями, як наслідок, до дефекту. Додатні залишкові зусилля розтягу приводять до перевантаження при експлуатації, як наслідок, до зменшення несучої здатності і довговічності виробу. Кабель в стані 2, тобто з натяганням, що відповідають залежності (5)….(7), має нульові значення залишкових зусиль Ni в дротах. Таким чином, спосіб виготовлення витих виробів одинарного звивання при різних за модулем пружності матеріалів дротів окремих шарів, який відрізняється тим, що при двох необхідних звивальних операціях для забезпечення нульових подовжніх залишкових зусиль потребує запропоновані даною корисною моделлю співвідношення натягань між шарами дротів під час першої звивальної операції і запропоновані співвідношення натягання між частиною, звитою за першу операцію, і натягненням дротів, якими повивається ця частина при другій звивальній операції. Таблиця Залежність залишкових зусиль і напружень в дротах каротажного кабелю від їх звивального натягання Кабель в стані 1 Кабель в стані 2 Напруження Напруження № шару 1, 2 Натягання Залишкові Натягання Залишкові в дротах від в дротах від дротів в жилі дротів і жили зусилля в дротів і жили зусилля в залишкових залишкових та шару 3 цілком (1+6) дротах і жилі (1+6) дротах і жилі зусиль зусиль дротів броні Pi, Н Ni , Н Р, Н Ni , Н σi, ΜΠα σi, МПа перша звивальна операція, тобто звивання жили (1+6) 1 -0,76436 - 7,948628 3,675 (дроту) 0 0 5 (дротів жили) 2 0,08728 0,907676 3,285 (дротів) 0 0 друга звивальна операція, тобто повивання ізольованої жили шаром броні із 14 дротів жила 35 (жили) -28,638 44,63 (жили) 0 0 1 5,76436 -5,932 -61,68 7,35038 0 0 2 5,15337 -4002 -41,62 6,57128 0 0 140 (дротів 99,61 (дротів 3 2,199 2,315 0 0 броні) броні) 3 UA 83952 U 5 10 15 В виробі, виготовленому за способом, який пропонується, за рахунок відсутності подовжніх залишкових зусиль після виготовлення, покращується рівноміцність в сприйнятті навантаження шарами дротів, зменшується схильність до розкручування, що позитивно впливає на статичну несучу здатність і довговічність виробу, а також гарантується відсутність залишкових зусиль в струмопровідних жилах кабелів, які є найбільш вразливими до механічних перевантажень. Врешті це підвищує експлуатаційну надійність, що в першу чергу торкається каротажних кабелів, а отже і усієї каротажної станції [3]. Джерела інформації: 1. Чаюн І.М. Спосіб виготовлення витих виробів одинарної звивки /І.Μ. Чаюн, О.Ф. Дащенко, О.В. Непомнящий. - Бюл. № 15/2012-10.08.2012, ПУ № 72291. 2. Чаюн И.М. Методики расчета несущей способности и критической длины канатов и кабель-канатов / И.М. Чаюн, Н.С. Волков. - К.: Техніка, 1975. - С. 180-188. 3. Месенжник Я.З. Кабели для нефте-газовой промышленности / Я.З. Месенжник. Ташкент.: Фан, 1972.-435 с. 4. Чаюн I.М. Спосіб виготовлення витих виробів одинарної звивки /І.Μ Чаюн, О.Ф. Дащенко, В.П. Бороган. - № u201207673, ПУ № 76240, оп. 25.12.2012. Бюл. № 24/2012. 5. Глушко Μ.Φ. Механический расчет и конструирование бронированных кабелей / М.Ф. Глушко, Л.М. Мамаев // Стал. Канаты. Вып. 7. - К.: Техніка, 1970. - С. 52-60. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення витих виробів одинарного звивання з шарів круглих дротів за дві звивальні операції, який відрізняється тим, що при різних за модулем пружності матеріалів дротів окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок натягання елементів (дротів) при кожній операції з певними, але різними співвідношеннями: під час першої звивальної операції натягання дротів i-го шару Pi k o1Eii2 cos2 i , i 1 2,...s1 ,· , під час другої звивальної операції натягання частини виробу, попередньо звитої за першу операцію, s1 PЧ1 k o2 Eimii2 cos3 i , i 1 2,...s1 , , i1 2 де k o1 та k o2 - коефіцієнти звивального натягання на першій та другій операціях, Н/мм ; Ei Ei E - відносний модуль пружності дротів i-го шару; 35 E i та E - абсолютні значення модулів пружності дротів i-го шару та дротів шару з найменшим модулем пружності; i - діаметр дроту i-го шару, мм; i - кут звивання дротів i-го шару; 40 s1 - кількість шарів дротів в частині виробу, що звивається за першу операцію, при сприйнятті серцевинного дроту одним із шарів; mi - кількість дротів в i-му шарі; натягання дротів в шарах, що звиваються за другу операцію, , Pj ko2Ej2 cos2 j , j 1 2,...s2 , j де E j E j E - відносний модуль пружності дротів j-го шару; j - діаметр дроту j-ого шару, мм; 45 j - кут звивання дротів j-го шару; s2 s s1 - кількість шарів дротів, що звивається за другу операцію; s - загальна кількість шарів дротів, що звивається за обидві операції. 4 UA 83952 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюChaiun Ivan Mykhailovych, Nepomniaschyi Oleksandr Viktorovych, Zelenyi Anatolii Mykhailovych, Chaiun Mykhailo Ivanovych
Автори російськоюЧаюн Иван Михайлович, Непомнящий Александр Викторович, Зеленый Анатолий Михайлович, Чаюн Михаил Иванович
МПК / Мітки
МПК: D07B 5/00
Мітки: спосіб, виробів, одинарного, виготовлення, звивання, витих
Код посилання
<a href="https://ua.patents.su/7-83952-sposib-vigotovlennya-vitikh-virobiv-odinarnogo-zvivannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення витих виробів одинарного звивання</a>
Спосіб виготовлення витих виробів одинарного звивання
Номер патенту: 76240
Опубліковано: 25.12.2012
Автори: Чаюн Іван Михайлович, Дащенко Олександр Федорович, Бороган Віктор Панасович
МПК: D07B 5/00
Мітки: витих, звивання, одинарного, спосіб, виробів, виготовлення
Формула / Реферат:
Спосіб виготовлення витих виробів одинарного звивання з шарів круглих дротів однакового модуля пружності, який відрізняється тим, що для виробів, потребуючих дві звивальні операції, залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок натяжіння елементів (дротів) при кожній операції з певними але різними співвідношеннями:під час першої звивальної операції натяжіння і-ого шару дротів
Спосіб виготовлення витих виробів одинарної звивки
Номер патенту: 72291
Опубліковано: 10.08.2012
Автори: Чаюн Іван Михайлович, Непомнящий Олександр Вікторович, Дащенко Олександр Федорович
МПК: D07B 5/00
Мітки: одинарної, виготовлення, витих, звивки, спосіб, виробів
Формула / Реферат:
Спосіб виготовлення витих виробів одинарної звивки з шарів круглих дротів, який відрізняється тим, що при різних за модулем пружності матеріалів дротів окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок звивального натяжіння дротів -го шару,
Спосіб виготовлення витих виробів подвійного виття
Номер патенту: 56378
Опубліковано: 10.01.2011
Автори: Чаюн Іван Михайлович, Чаюн Михайло Іванович, Пишняк Ольга Олексіївна
МПК: D07B 5/00
Мітки: виготовлення, виробів, витих, спосіб, виття, подвійного
Формула / Реферат:
Спосіб виготовлення витих виробів подвійного виття з круглих дротів однакового модуля пружності, повитих при звивальному натяжінні дротів -го шару в пасмах, =1, 2, ... s, (1)де
Спосіб виготовлення витих виробів одинарної звивки
Номер патенту: 51750
Опубліковано: 26.07.2010
Автори: Чаюн Іван Михайлович, Пишняк Ольга Олексіївна, Чаюн Михайло Іванович
МПК: D07B 5/00
Мітки: виготовлення, одинарної, спосіб, витих, виробів, звивки
Формула / Реферат:
Спосіб виготовлення витих виробів одинарної звивки, які складаються з круглих дротів однакового модуля пружності, який відрізняється тим, що залишкове зусилля в елементах витого виробу після виготовлення дорівнює нулю за рахунок звивального натяжіння елементів і -го шару:,,де
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Костюченко Михайло Іванович, Чепа Валентин Васильович, Осокін Борис Федорович, Хиноцький Анатолій Климентійович, Козін Володимир Вячеславович, Омесь Микола Михайлович
МПК: B21F 3/00, B21F 11/00
Мітки: витих, виробів, виготовлення, пристрій, дроту
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Попередній патент: Спосіб тривалого вирощування калюсної культури полину естрагон (artemisia dracunculus l.) in vitro
Наступний патент: Спосіб діагностики неопластичних перикардитів
Випадковий патент: Передача з гнучким тяговим органом