Спосіб лезової обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин
Номер патенту: 84471
Опубліковано: 25.10.2013
Автори: Скібінський Олександр Іванович, Підгаєцький Михайло Матвійович, Апаракін Антон Русланович
Формула / Реферат
1. Спосіб лезової обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин, який здійснюється в умовах обкату з одиничним діленням на один кутовий крок при обертовому русі різання, здійснюваному інструментом, який переміщується повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, з утворенням номінального евольвентного профілю, який відрізняється тим, що формоутворююча ріжуча кромка інструмента знаходиться на продовженні радіусів кривизни евольвентного профілю так, що її початкова точка описує при русі формоутворення номінальний евольвентний профіль.
2. Спосіб за п. 1, який відрізняється тим, що утворення евольвентного профілю здійснюється сімейством окружностей, які повторюють траєкторію руху обумовленої різальної кромки, дотичних до обробленої поверхні і утворюючих номінальний евольвентний профіль в перерізі зуба, який співпадає з діаметральним перерізом обумовлених окружностей.
3. Спосіб за пп. 1, 2, який відрізняється тим, що деталь здійснює формоутворюючий рух обкату, що складається з двох рухів, а саме: кочення без проковзування основного кола по прямій, дотичній до нього, та обертання навколо власної осі.
4. Спосіб за п. 1, 2, 3, який відрізняється тим, що формоутворюючий рух обкату являється періодичним, з повторенням його при переміщенні інструменту повздовж деталі на величину повздовжньої подачі.
5. Спосіб за пп. 1, 2, 3, 4, який відрізняється тим, що після кожного формоутворюючого руху обробки евольвентної поверхні зубчасте колесо повертається у вихідне положення при одночасному установчому повороті на один кутовий крок для підводу у вихідне положення наступного евольвентного профілю.
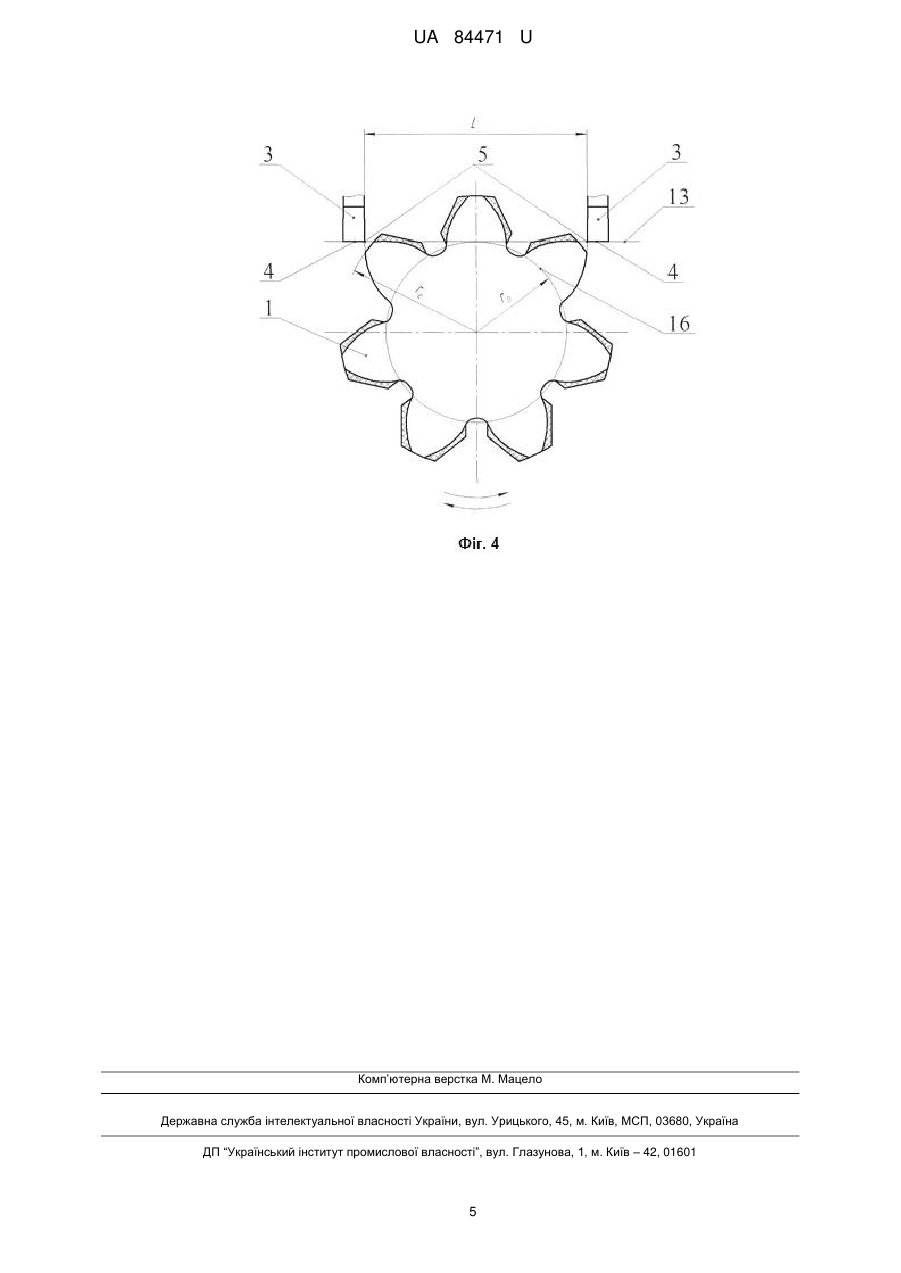
6. Спосіб за пп. 1, 2, 3, 4, 5, який відрізняється тим, що опозитні евольвентні профілі зуба обробляються двома інструментами, початкові точки формоутворюючих різальних кромок яких розміщені на загальній нормалі на відстані ![]() , яка визначається з виразу:
, яка визначається з виразу:
![]() ,
,
де, ![]() - радіус вершин зубців, мм;
- радіус вершин зубців, мм;
![]() - радіус основного кола, мм.
- радіус основного кола, мм.
Текст
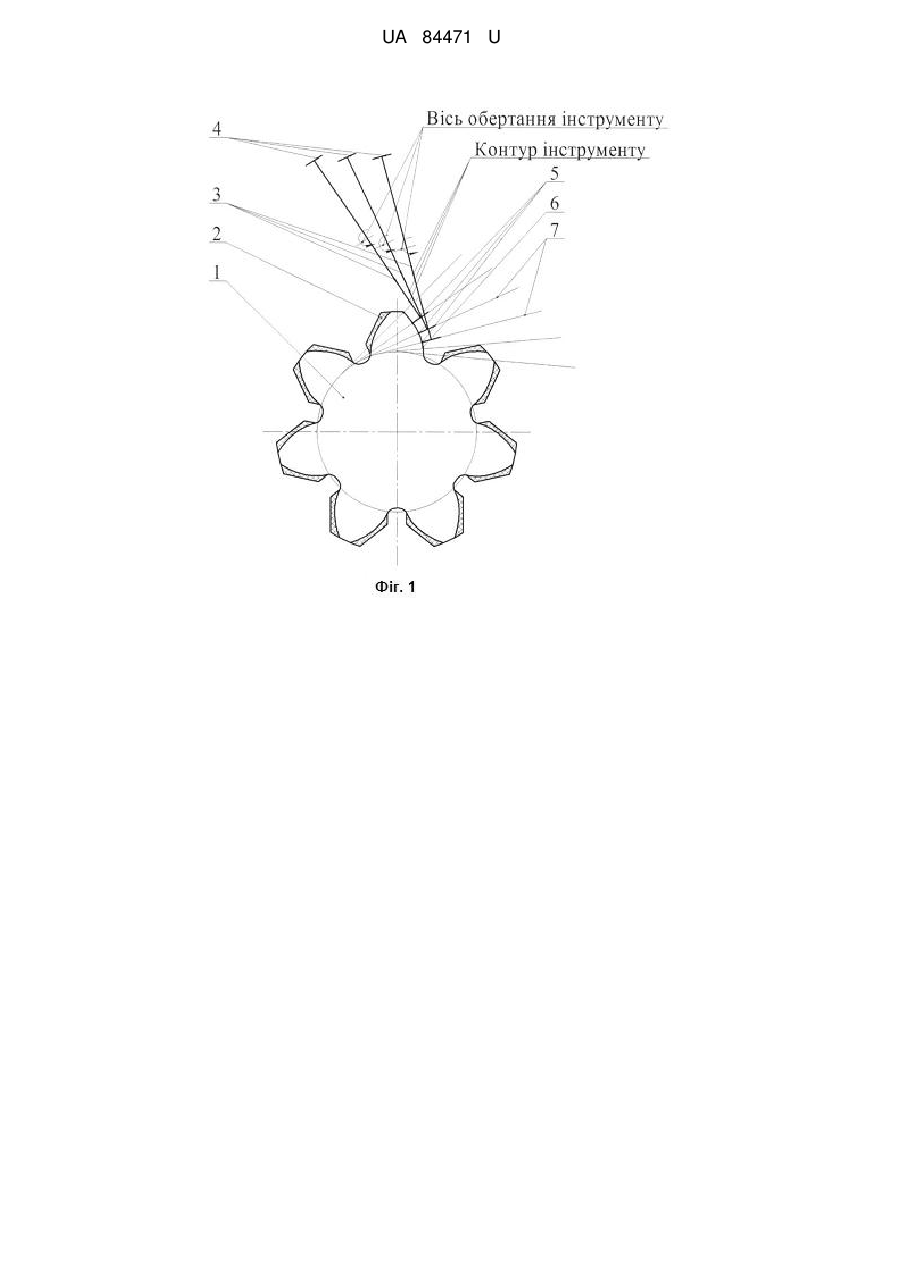
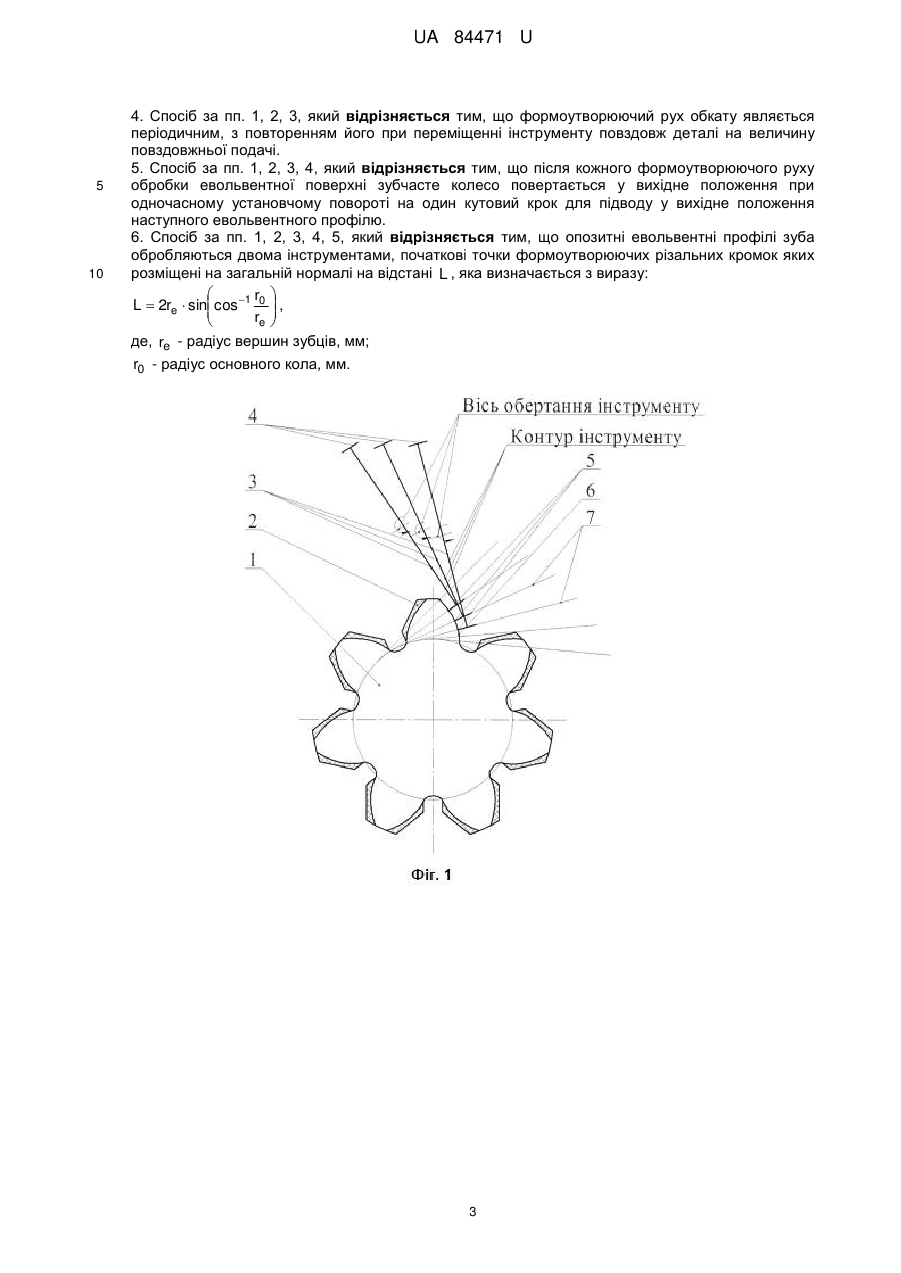
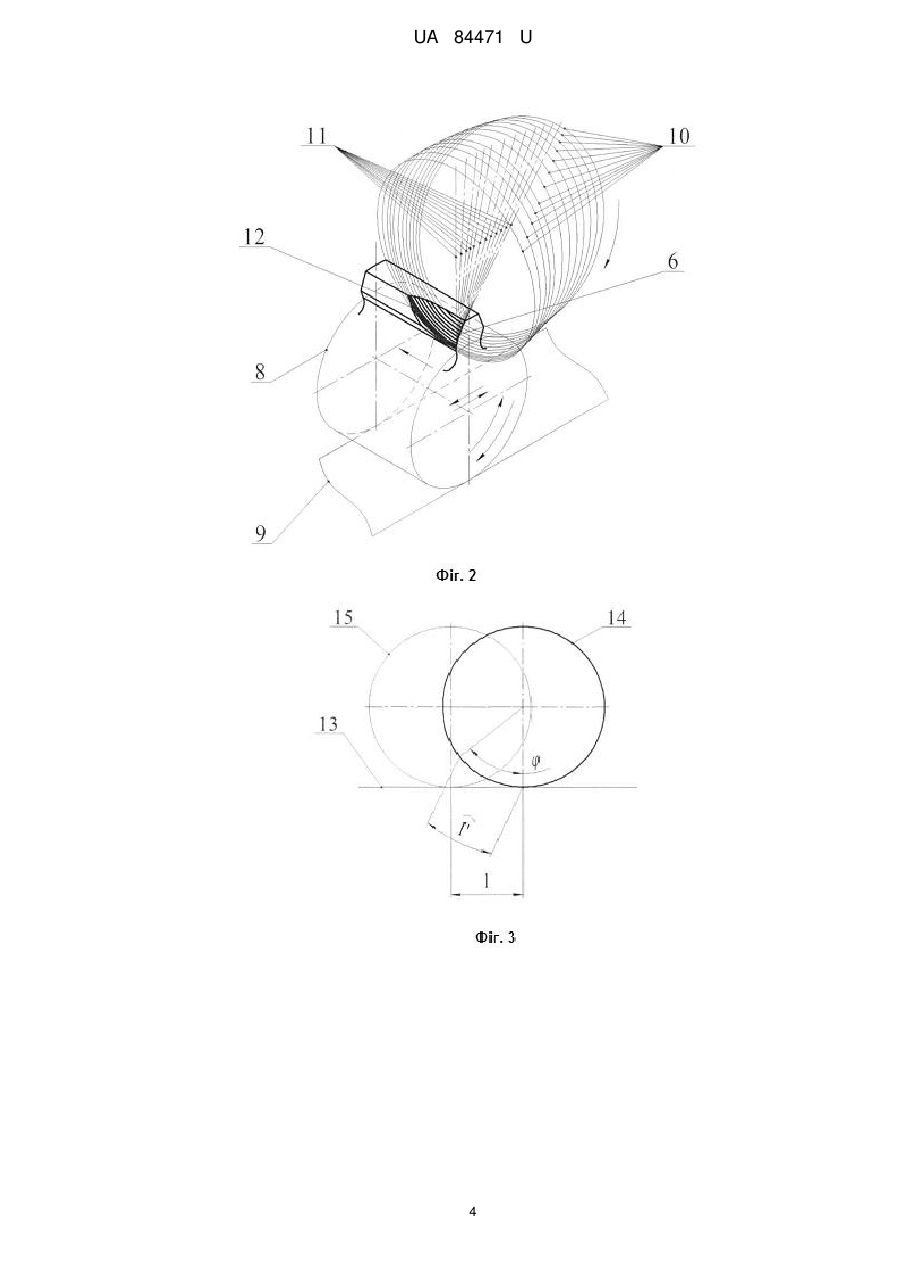
Реферат: Спосіб лезової обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин, який здійснюється в умовах обкату з одиничним діленням на один кутовий крок при обертовому русі різання, здійснюваному інструментом, який переміщується повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, з утворенням номінального евольвентного профілю. Формоутворююча ріжуча кромка інструмента знаходиться на продовженні радіусів кривизни евольвентного профілю так, що її початкова точка описує при русі формоутворення номінальний евольвентний профіль. UA 84471 U (54) СПОСІБ ЛЕЗОВОЇ ОБРОБКИ ЕВОЛЬВЕНТНИХ ПОВЕРХОНЬ ЦИЛІНДРИЧНИХ ЗУБЧАСТИХ КОЛІС ПІСЛЯ ПОПЕРЕДНЬОГО ПРОРІЗАННЯ ВПАДИН UA 84471 U UA 84471 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, а саме до чистової обробки циліндричних зубчастих коліс; може бути використаний після попереднього прорізання впадин зубців циліндричних зубчастих коліс. Відомий спосіб зубофрезерування черв'ячною фрезою. Спосіб здійснюють черв'ячною фрезою за методом обкочування, що відтворює зачеплення черв'ячної передачі, при якому оброблюване колесо здійснює обертання навколо власної осі, а черв'ячна фреза здійснює обертальний рух різання навколо власної осі і поступальний рух подачі [1]. Недоліком відомого способу є: 1. Наявність не вільного різання, що підвищує сили різання. В свою чергу, виникнення великих сил різання сприяє виникненню внутрішньої напруги в поверхневому шарі матеріалу, зносу інструменту, зносу кінематичних вузлів верстата [2] 2. Черв'ячна фреза має високу трудомісткість виготовлення і низьку стійкість, а це призводить до великих витрат на інструмент. [3] В основу винаходу поставлено задачу створення способу обробки зубчастих профілів, по попередньо формоутворених впадинах, простим лезвійним інструментом в умовах вільного різання. Поставлена задача вирішується за допомогою запропонованого способу обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин, який здійснюється в умовах обкату з одиничним діленням на один кутовий крок при обертовому русі різання, здійснюваному інструментом, який переміщується повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, з утворенням номінального евольвентного профілю. Особливості запропонованого способу обробки евольвентних поверхонь циліндричних зубчастих коліс пояснюються графічними зображеннями. На фіг. 1 зображено оброблюване циліндричне зубчасте колесо, з припуском на чистову обробку і інструментом; на фіг. 2 зображено формоутворюючі рухи обкату циліндричного зубчастого колеса при обробці; на фіг. 3 зображено поворот циліндричного зубчастого колеса на один кутовий крок для обробки евольвентної поверхні зубця; на фіг. 4 зображено розміщення інструменту для обробки опозитних профілів зуба. На фіг. 1 зображено: оброблюване циліндричне зубчасте колесо 1, припуск на чистову обробку 2, інструмент 3, формоутворююча ріжуча кромка інструменту 4, початкова точка формоутворюючої ріжучої кромки інструмента 5, номінальний евольвентний профіль зуба 6, продовження радіусів кривизни евольвентного профілю 7, вісь обертання інструменту, контур інструменту. На фіг. 2 зображено: основний циліндр оброблюваного циліндричного зубчастого колеса 8, дотична до основного циліндра площина 9, сімейство окружностей 10, які повторюють траєкторію руху обумовленої різальної кромки, дотичних до оброблюваної поверхні, сімейство осей 11, які утворюють площину діаметрального перерізу, оброблювана поверхня 12. На фіг. 3 зображено: дотична до основної окружності пряма 13, основна окружність до повороту на кутовий крок 14, основна окружність після повороту на кутовий крок 15, величина лінійного кроку l , величина кутового кроку l , кутовий крок . На фіг. 4 зображено: оброблюване циліндричне зубчасте колесо 1, інструмент 3, формоутворююча ріжуча кромка інструменту 4, початкова точка формоутворюючої ріжучої кромки інструмента 5, дотична до основної окружності пряма 13, основна окружність 16, радіус основної окружності r0 , радіус вершин зубців rе . На фіг. 1 зображено оброблюване циліндричне зубчасте колесо 1, з припуском на чистову обробку 2. Пропонований спосіб реалізується інструментом 3 за умови, що формоутворююча ріжуча кромка 4 інструмента 3 знаходиться на продовженні радіусів кривизни 7 номінального евольвентного 6 профілю зубців оброблюваного колеса 1 так, що її початкова точка 5 описує при русі формоутворення обумовлений номінальний евольвентний профіль 6 зубця. На фіг. 2 зображено формоутворюючі рухи обкату циліндричного зубчастого колеса при обробці. Деталь здійснює формоутворюючий рух обкату, що складається з двох рухів, а саме: кочення без проковзування основного циліндра 8 по площині 9, дотичній до неї, та обертання навколо власної осі. В той же час, формоутворюючий рух обкату є періодичним, з повторенням його при переміщенні інструменту повздовж деталі на величину повздовжньої подачі, та повторюваним на кожному знову оброблюваному однойменному евольвентному профілю зуба циліндричного зубчастого колеса. Утворення номінального евольвентного профілю 6 здійснюється сімейством окружностей 10, які повторюють траєкторію руху обумовленої різальної кромки, дотичних до оброблюваної поверхні 12 і утворюючих номінальний евольвентний профіль 6 в перерізі зуба, який співпадає з площиною діаметрального перерізу, яку утворюють осі 11 обумовлених кіл. 1 UA 84471 U 5 10 15 20 25 30 35 На фіг. 3 зображено поворот циліндричного зубчастого колеса на один кутовий крок для обробки евольвентної поверхні зубця. Обробка евольвентних поверхонь здійснюється при повороті зубчастого колеса на один кутовий крок φ по дузі основної окружності 14, одночасно з обкатом без ковзання обумовленої основної окружності 14 в положення 15 по прямій 13, дотичній їй, на величину лінійного кроку l рівного обумовленому кутовому l , тобто: l l . На фіг. 4 зображено розміщення інструменту 3 для обробки опозитних профілів зуба. Опозитні евольвентні профілі зуба обробляються двома різальними інструментами 3, початкові точки 5 формоутворюючих різальних кромок 4 яких розміщені на загальній нормалі на відстані L , визначуваній з виразу: r L 2re sin cos 1 0 , re де, re - радіус вершин зубців, мм; r0 - радіус основного кола, мм. Спосіб здійснюється наступним чином. При обробці евольвентних поверхонь зубців циліндричного зубчастого колеса (фіг. 1) два інструменти 3, формоутворююча ріжуча кромка 4 яких знаходиться на продовженні радіусів кривизни 7 евольвентного профілю 6, встановлюють на безпечній відстані від оброблюваного зубчастого колеса 1 та на загальній нормалі на відстані L між початковими точками 5 формоутворюючих різальних кромок 4. Потім інструментам надають обертальний рух різання навколо власної осі та переміщення повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, а оброблюваному циліндричному зубчастому колесу відповідні формоутворюючі рухи обкату (фіг. 2, фіг. 3). Після завершення обробки опозитних профілів зуба, оброблюване циліндричне зубчасте колесо 1 здійснює рух ділення на один кутовий крок. Здійснення запропонованого методу обробки можливе шляхом модернізації існуючих фрезерних верстатів. Для модернізації необхідно оснастити верстати системою ЧПУ з схемою синхронізації формоутворюючих рухів обкатування. Головною перевагою обумовленого способу обробки евольвентних поверхонь зубців циліндричних зубчастих коліс є те, що інструмент 3 має просту форму, сприятливі умови роботи з огляду на вільне стружкоутворення та можливість обробки широкої номенклатури типорозмірів циліндричних зубчастих коліс інструментом одного типорозміру. Використання запропонованого способу лезової обробки евольвентних поверхонь зубців циліндричних зубчастих коліс дозволить знизити собівартість обробки в 1,5-2,5 рази. Використанні джерела: 1. Кинематическая структура металлорежущих станков. /А.А. Федотенок. - М.: Машиностроение, 1970.-403 с. 2. Медведицков С.Н. Высокопроизводительное зубонарезание фрезами. - М.: Машиностроение, 1981.-104 с, ил. 3. Сидоренко А.К. Червячные фрезы: Опыт НКМЗ. - М.: Машиностроение, 1980.-83 с, ил. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 1. Спосіб лезової обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин, який здійснюється в умовах обкату з одиничним діленням на один кутовий крок при обертовому русі різання, здійснюваному інструментом, який переміщується повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, з утворенням номінального евольвентного профілю, який відрізняється тим, що формоутворююча ріжуча кромка інструмента знаходиться на продовженні радіусів кривизни евольвентного профілю так, що її початкова точка описує при русі формоутворення номінальний евольвентний профіль. 2. Спосіб за п. 1, який відрізняється тим, що утворення евольвентного профілю здійснюється сімейством окружностей, які повторюють траєкторію руху обумовленої різальної кромки, дотичних дообробленої поверхні і утворюючих номінальний евольвентний профіль в перерізі зуба, який співпадає з діаметральним перерізом обумовлених окружностей. 3. Спосіб за пп. 1, 2, який відрізняється тим, що деталь здійснює формоутворюючий рух обкату, що складається з двох рухів, а саме: кочення без проковзування основного кола по прямій, дотичній до нього, та обертання навколо власної осі. 2 UA 84471 U 5 10 4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що формоутворюючий рух обкату являється періодичним, з повторенням його при переміщенні інструменту повздовж деталі на величину повздовжньої подачі. 5. Спосіб за пп. 1, 2, 3, 4, який відрізняється тим, що після кожного формоутворюючого руху обробки евольвентної поверхні зубчасте колесо повертається у вихідне положення при одночасному установчому повороті на один кутовий крок для підводу у вихідне положення наступного евольвентного профілю. 6. Спосіб за пп. 1, 2, 3, 4, 5, який відрізняється тим, що опозитні евольвентні профілі зуба обробляються двома інструментами, початкові точки формоутворюючих різальних кромок яких розміщені на загальній нормалі на відстані L , яка визначається з виразу: r L 2re sin cos 1 0 , re де, re - радіус вершин зубців, мм; r0 - радіус основного кола, мм. 3 UA 84471 U 4 UA 84471 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюPidhaietskyi Mykhailo Matviiovych
Автори російськоюПодгаецкий Михаил Матвеевич
МПК / Мітки
МПК: B23F 19/00
Мітки: поверхонь, попереднього, евольвентних, прорізання, зубчастих, спосіб, впадин, циліндричних, обробки, лезової, коліс
Код посилання
<a href="https://ua.patents.su/7-84471-sposib-lezovo-obrobki-evolventnikh-poverkhon-cilindrichnikh-zubchastikh-kolis-pislya-poperednogo-prorizannya-vpadin.html" target="_blank" rel="follow" title="База патентів України">Спосіб лезової обробки евольвентних поверхонь циліндричних зубчастих коліс після попереднього прорізання впадин</a>
Спосіб визначення модуля зубів евольвентних циліндричних зубчастих коліс
Номер патенту: 78075
Опубліковано: 15.02.2007
Автори: Амбарцумянц Рубен Робертович, Амбарцумянц Карен Робертович, Амбарцумянц Роберт Вачаганович
МПК: F16H 1/00
Мітки: спосіб, визначення, зубчастих, коліс, зубів, циліндричних, евольвентних, модуля
Формула / Реферат:
Спосіб визначення модуля зубів евольвентних циліндричних зубчастих коліс по контактних і згинальних напруженнях, що допускаються, враховуючи також згинальні і контактні напруження, зовнішній крутний момент, модулі пружності першого роду матеріалів коліс, відносну ширину коліс, передатне відношення, який відрізняється тим, що модуль зубів зубчастих коліс визначають по формулі:
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Розенберг Олег Олександрович, Микищенко Олександр Анатолійович, Маховський Юрій Олексійович
МПК: B23F 9/00
Мітки: великомодульних, циліндричних, обробки, коліс, спосіб, зубчастих
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: чистової, коліс, обробки, зубів, пристрій, циліндричних, зубчастих, профілів
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Інструмент для накатування циліндричних зубчастих коліс та заокруглення торцевих поверхонь зубців
Номер патенту: 61792
Опубліковано: 17.11.2003
Автори: Чигринець Анатолій Дмитрович, Дулеба Андрій Дмитрович
МПК: B23F 19/00, B21H 5/00
Мітки: інструмент, циліндричних, заокруглення, зубців, коліс, поверхонь, накатування, торцевих, зубчастих
Формула / Реферат:
Інструмент для накатування циліндричних зубчастих коліс та заокруглення торцевих поверхонь зубців, виконаний у вигляді зубчастого валка, в тілі реборд якого виконані заглиблення заокругленої форми з кроком, що дорівнює кроку зубчастого валка, який відрізняється тим, що переріз впадин реборд має форму еліпса, більша вісь якого дорівнює ширині впадини зубця в даному перерізі по хорді, а мала вісь дорівнює 0,4 - 0,9 великої.
Зуборізальний довбач для обробки евольвентних зубчастих коліс
Номер патенту: 22709
Опубліковано: 25.04.2007
Автор: Кондусова Наталя Валеріївна
МПК: B23D 11/00
Мітки: довбач, зубчастих, обробки, коліс, евольвентних, зуборізальний
Формула / Реферат:
1. Зуборізальний довбач для обробки евольвентних зубчастих коліс, який є коригованим колесом зі змінним при переточуваннях коефіцієнтом зміщення контуру , кожен зуб якого містить конічну задню поверхню на вершині із заданим вершинним заднім кутом верш. та бокові задні поверхні з боковими задніми кутами...
Попередній патент: Персональний портативний комп’ютер
Наступний патент: Установка для очищення багатокомпонентних підземних вод колонного типу
Випадковий патент: Універсальна протиральна машина