Спосіб та допоміжний засіб для виготовлення бетонних виробів, зокрема бетонних напівфабрикатів і/або бетонних плит, а також допоміжний засіб для виготовлення бетонних плит
Номер патенту: 84738
Опубліковано: 25.11.2008
Автори: Креков Деян, Хааг Фолкер, Хаузер Алекс, Пфеффер Карстен
Формула / Реферат
1. Спосіб виготовлення бетонних елементів, зокрема бетонних напівфабрикатів, згідно з яким:
заливають до форми перший шар бетонної маси й дають застигати,
розташовують на напівзастиглому першому шарі арматурну сітку, переважно із звичайної зварної дротяної сітки,
заливають до форми другий шар бетонної маси поверх першого шару та арматурної сітки й дають почати застигати,
запресовують до напівзастиглого другого шару модулі (200, 300, 400, 500) з множиною розташованих поряд один з одним елементів крупного заповнювача, переважно пластикових кульок (240) або пластикових оболонок (440), причому множина розташованих поряд один з одним елементів крупного заповнювача (240, 440) відповідно розміщені у ґратах (230, 330, 430, 530) із стержнів,
дають бетонній масі застигнути та виймають утворений напівфабрикат із форми, причому ґрати є відкриті з одного боку, переважно внизу, ґрати, що прилягають до цього відкритого боку, мають нахил відносно ґрат, розташованих протилежно до цього відкритого боку, на кут приблизно 90°-135°, переважно 95°-120°, а модулі одержують шляхом закріплення елементів крупного заповнювача (240, 340, 440, 540) у ґратах (230, 330, 430, 530).
2. Спосіб виготовлення бетонних елементів, зокрема бетонних напівфабрикатів, згідно з яким:
вміщують до форми арматурні елементи, переважно такі, що утворюють ґрати,
заливають до форми шар бетонної маси й дають застигнути,
запресовують до напівзастиглого другого шару модулі (200, 300, 400, 500) з множиною розташованих поряд один з одним елементів крупного заповнювача, переважно пластикових кульок (240) або пластикових оболонок (440), причому кілька розташованих поряд один з одним елементів крупного заповнювача (240, 340, 440, 540) відповідно розміщують у ґратах (230, 330, 430, 530) із стержнів,
дають бетонній масі застигнути та виймають утворений напівфабрикат із форми,
причому ґрати є відкриті з одного боку, переважно внизу, ґрати, що прилягають до цього відкритого боку, мають нахил відносно ґрат, розташованих протилежно до цього відкритого боку, на кут приблизно 90-135°, переважно 95-120°, а модулі одержують шляхом закріплення елементів крупного заповнювача (240, 340, 440, 540) у ґратах (230, 330, 430, 530).
3. Спосіб за п. 1 або 2, який відрізняється тим, що модулі (200, 300, 400) одержують із секцій зварної дротяної сітки, нарізаних на потрібні розміри, шляхом згинання у ґрати (230, 330, 430, 530).
4. Спосіб за п. 1 або 2, який відрізняється тим, що модулі одержують з відкритих унизу ґратчастих конструкцій, що утворюють з боків по суті трикутні конструкції.
5. Спосіб за п. 4, який відрізняється тим, що бічні конструкції із стержнів з одного боку є зсунуті відносно другого боку приблизно на половину ширини трикутника.
6. Спосіб за п. 1 або 2, який відрізняється тим, що елементи (4) складаються з пластикових деталей.
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що елементи (404) складаються з оболонок.
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що елементи (404) мають плоску верхню та/або нижню частину.
9. Спосіб за одним із пп. 1-8, який відрізняється тим, що елементи (404) є відкриті донизу.
10. Спосіб за одним із пп. 1-9, який відрізняється тим, що частина елементів крупного заповнювача (240) виступає доверху над ґратами (230).
11. Спосіб за одним із пп. 1-10, який відрізняється тим, що кілька модулів (200, 300, 400, 500) запресовують до напівзастиглої бетонної маси паралельно один до одного.
12. Спосіб за п. 11, який відрізняється тим, що елементи взаємно з'єднують з метою закріплення.
13. Спосіб за п. 11 або 12, який відрізняється тим, що елементи встановлюють між вертикальними арматурними елементами бетону.
14. Спосіб за одним з попередніх пунктів, який відрізняється тим, що простір між елементами крупного заповнювача (240) та нижніми арматурними сітками заповнюють бетонною масою.
15. Бетонний напівфабрикат, одержаний способом за одним із пп. 1-4.
16. Спосіб одержання бетонних виробів, зокрема бетонних плит, згідно з яким одержаний способом за одним із пп. 1-15 бетонний напівфабрикат піддають додатковій обробці шляхом нанесення принаймні одного додаткового шару бетону на напівфабрикат, причому верхній шар бетону після цього утворює верхній бік готового бетонного виробу, переважно готової бетонної плити.
17. Модуль (200, 300,400, 500) для виготовлення бетонних виробів, переважно бетонних напівфабрикатів або бетонних плит, який містить множину розташованих поряд один з одним елементів крупного заповнювача, переважно пластикових кульок (240) або пластикових оболонок (440), що їх запресовують до напівзастиглого шару бетону так, що множина розташованих поряд один з одним елементів крупного заповнювача (240, 340, 440, 540) відповідно розміщена у ґратах (230, 330, 430, 530) із стержнів, який відрізняється тим, що ґрати (230, 330, 430, 530) відкриті в один бік, причому ґрати, розташовані поряд із зазначеним відкритим боком, нахилені відносно ґрат, протилежних до цього відкритого боку, під кутом приблизно 95°-135°, переважно 95-120°.
18. Модуль для виготовлення бетонних виробів за п. 17, який відрізняється тим, що принаймні частина елементів крупного заповнювача 240 виступає за межі ґрат (230).
19. Модуль для виготовлення бетонних виробів за п. 17 або 18, який відрізняється тим, що модулі (200, 300, 400, 500) є виготовленими із секцій зварної дротяної сітки, нарізаних на потрібні розміри, переважно конструкції з дротяної сітки визначеного розміру, шляхом згинання ґрат та вміщення елементів крупного заповнювача (240, 340, 440) до зігнутих таким чином ґрат.
20. Модуль для виготовлення бетонних виробів за одним із пп. 17-19, який відрізняється тим, що елементи крупного заповнювача складаються з кількох частин, які з'єднуються за допомогою запірного механізму.
21. Модуль за п. 17 або 20, який відрізняється тим, що модулі (500) виготовлені з відкритих донизу ґратчастих конструкцій, які відповідно мають з боків по суті трикутну стержневу конструкцію.
22. Модуль за п. 21, який відрізняється тим, що бічні стержневі конструкції з одного боку є зсунуті відносно іншого боку на приблизно половину ширини трикутника.
23. Модуль за одним із пп. 17-22, який відрізняється тим, що елементи (404) складаються з оболонок.
24. Модуль за одним з пп. 17-23, який відрізняється тим, що елементи (404) мають сплющену верхню та/або нижню сторону.
25. Модуль за одним з пп. 17-24, який відрізняється тим, що елементи (404) є відкриті донизу.
Текст
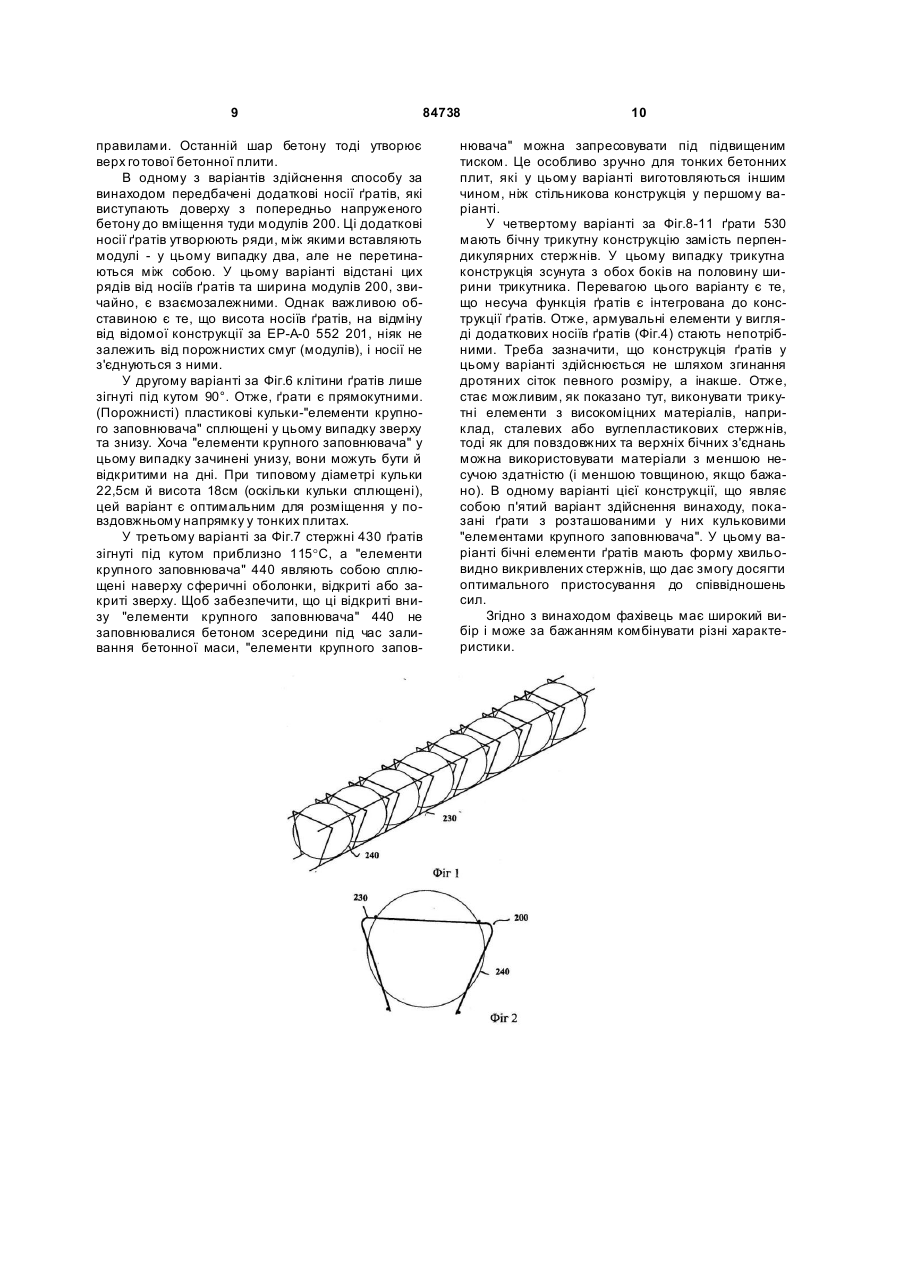
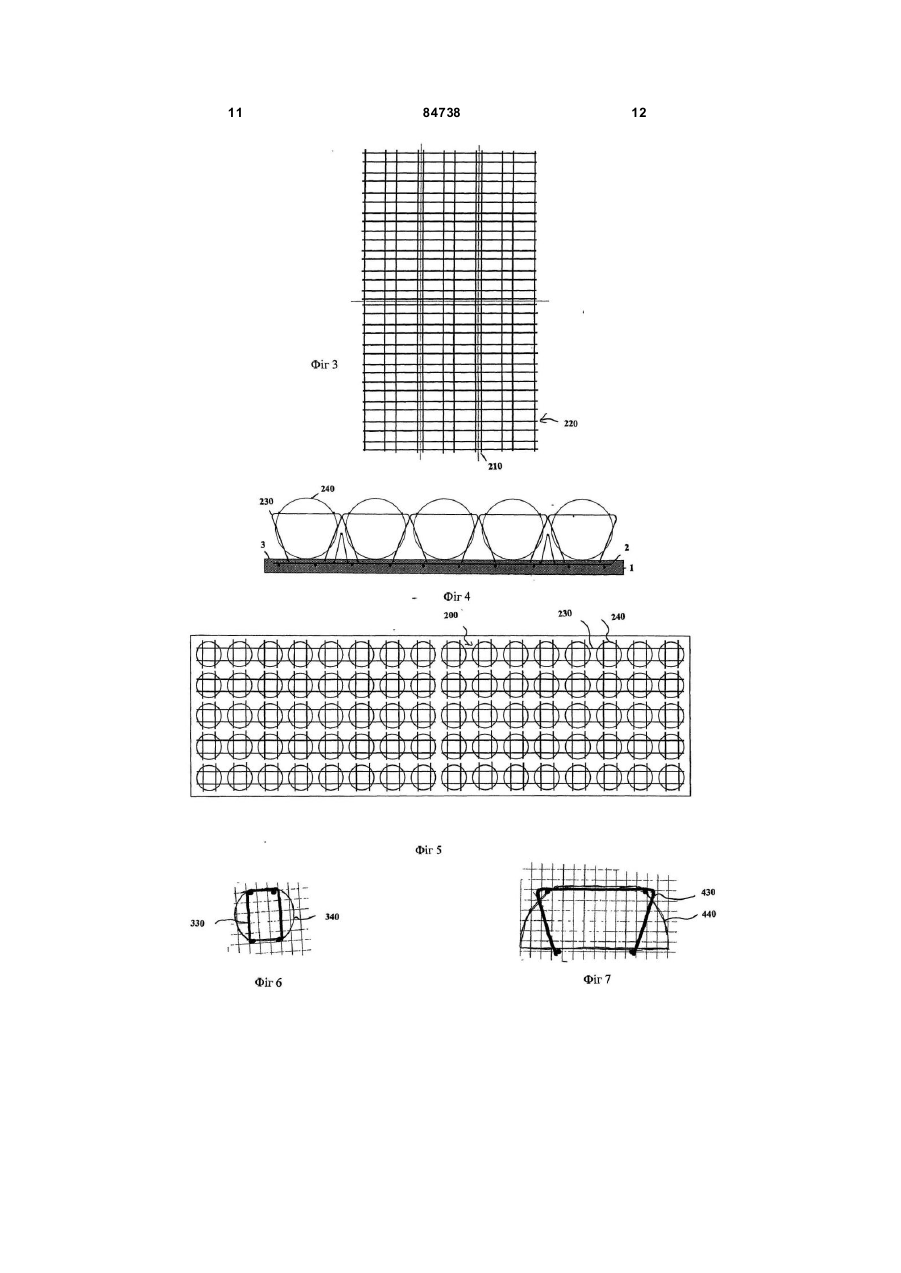
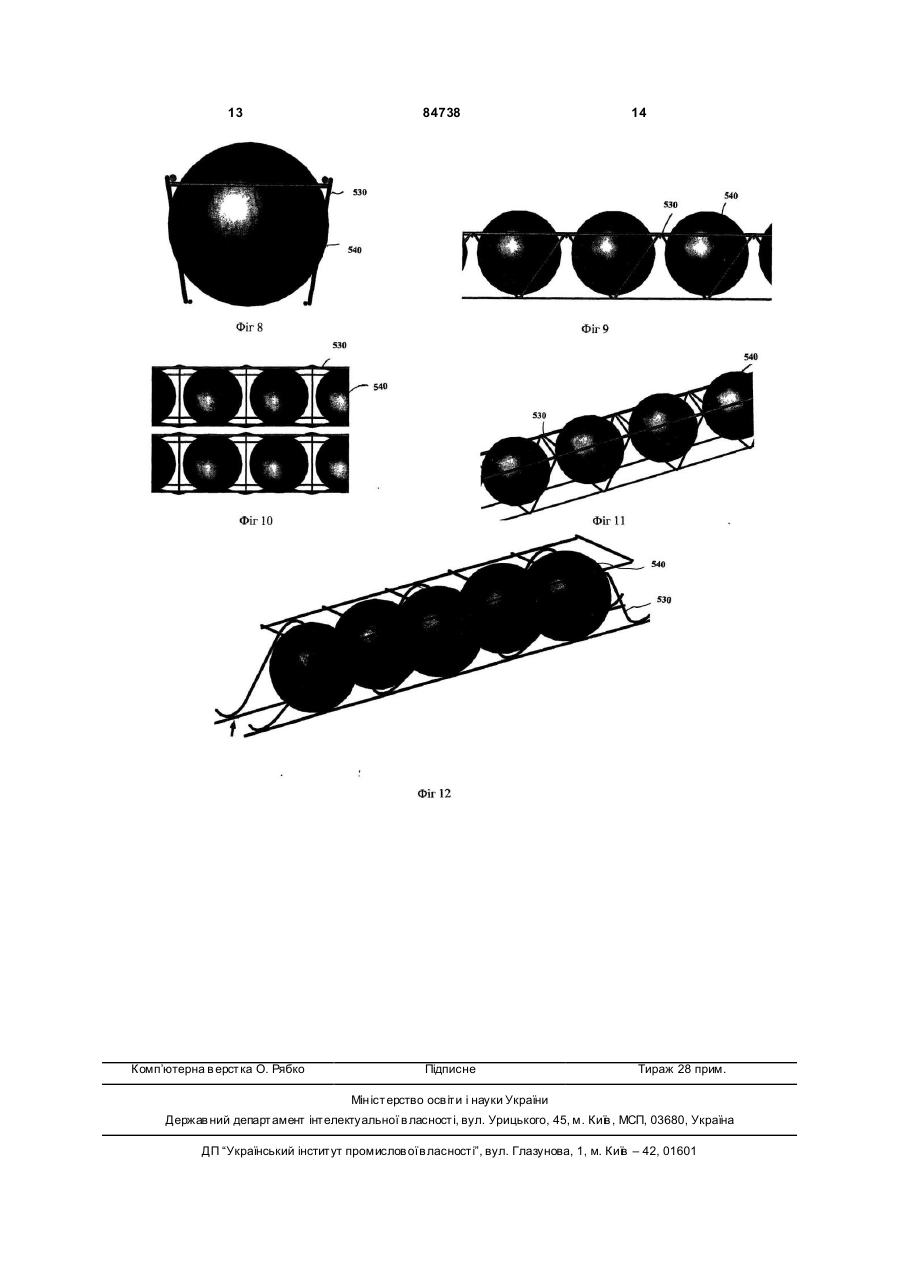
1. Спосіб виготовлення бетонних елементів, зокрема бетонних напівфабрикатів, згідно з яким: заливають до форми перший шар бетонної маси й дають застигати, розташовують на напівзастиглому першому шарі арматурну сітку, переважно із звичайної зварної дротяної сітки, заливають до форми другий шар бетонної маси поверх першого шару та арматурної сітки й дають почати застигати, запресовують до напівзастиглого другого шару модулі (200, 300, 400, 500) з множиною розташованих поряд один з одним елементів крупного заповнювача, переважно пластикових кульок (240) або пластикових оболонок (440), причому множина розташованих поряд один з одним елементів крупного заповнювача (240, 440) відповідно розміщені у ґрата х (230, 330, 430, 530) із стержнів, 2 (19) 1 3 84738 4 носно другого боку приблизно на половину ширини трикутника. 6. Спосіб за п. 1 або 2, який відрізняється тим, що елементи (4) складаються з пластикових деталей. 7. Спосіб за одним із пп. 1-6, який відрізняється тим, що елементи (404) складаються з оболонок. 8. Спосіб за одним із пп. 1-7, який відрізняється тим, що елементи (404) мають плоску верхню та/або нижню частину. 9. Спосіб за одним із пп. 1-8, який відрізняється тим, що елементи (404) є відкриті донизу. 10. Спосіб за одним із пп. 1-9, який відрізняється тим, що частина елементів крупного заповнювача (240) виступає доверху над ґратами (230). 11. Спосіб за одним із пп. 1-10, який відрізняється тим, що кілька модулів (200, 300, 400, 500) запресовують до напівзастиглої бетонної маси паралельно один до одного. 12. Спосіб за п. 11, який відрізняється тим, що елементи взаємно з'єднують з метою закріплення. 13. Спосіб за п. 11 або 12, який відрізняється тим, що елементи встановлюють між вертикальними арматурними елементами бетону. 14. Спосіб за одним з попередніх пунктів, який відрізняє ться тим, що простір між елементами крупного заповнювача (240) та нижніми арматурними сітками заповнюють бетонною масою. 15. Бетонний напівфабрикат, одержаний способом за одним із пп. 1-4. 16. Спосіб одержання бетонних виробів, зокрема бетонних плит, згідно з яким одержаний способом за одним із пп. 1-15 бетонний напівфабрикат піддають додатковій обробці шляхом нанесення принаймні одного додаткового шару бетону на напівфабрикат, причому верхній шар бетону після цього утворює верхній бік готового бетонного виробу, переважно готової бетонної плити. 17. Модуль (200, 300,400, 500) для виготовлення бетонних виробів, переважно бетонних напівфабрикатів або бетонних плит, який містить множину розташованих поряд один з одним елементів крупного заповнювача, переважно пластикових кульок (240) або пластикових оболонок (440), що їх запресовують до напівзастиглого шару бетону так, що множина розташованих поряд один з одним елементів крупного заповнювача (240, 340, 440, 540) відповідно розміщена у ґратах (230, 330, 430, 530) із стержнів, який відрізняється тим, що ґрати (230, 330, 430, 530) відкриті в один бік, причому ґрати, розташовані поряд із зазначеним відкритим боком, нахилені відносно ґрат, протилежних до цього відкритого боку, під кутом приблизно 95°135°, переважно 95-120°. 18. Модуль для виготовлення бетонних виробів за п. 17, який відрізняється тим, що принаймні частина елементів крупного заповнювача 240 виступає за межі ґрат (230). 19. Модуль для виготовлення бетонних виробів за п. 17 або 18, який відрізняється тим, що модулі (200, 300, 400, 500) є виготовленими із секцій зварної дротяної сітки, нарізаних на потрібні розміри, переважно конструкції з дротяної сітки визначеного розміру, шля хом згинання ґрат та вміщення елементів крупного заповнювача (240, 340, 440) до зігнутих таким чином ґрат. 20. Модуль для виготовлення бетонних виробів за одним із пп. 17-19, який відрізняється тим, що елементи крупного заповнювача складаються з кількох частин, які з'єднуються за допомогою запірного механізму. 21. Модуль за п. 17 або 20, який відрізняється тим, що модулі (500) виготовлені з відкритих донизу ґратчастих конструкцій, які відповідно мають з боків по суті трикутну стержневу конструкцію. 22. Модуль за п. 21, який відрізняється тим, що бічні стержневі конструкції з одного боку є зсунуті відносно іншого боку на приблизно половину ширини трикутника. 23. Модуль за одним із пп. 17-22, який відрізняється тим, що елементи (404) складаються з оболонок. 24. Модуль за одним з пп. 17-23, який відрізняється тим, що елементи (404) мають сплющену верхню та/або нижню сторону. 25. Модуль за одним з пп. 17-24, який відрізняється тим, що елементи (404) є відкриті донизу. Цей винахід стосується способу виготовлення бетонних виробів, зокрема, бетонних напівфабрикатів та/або бетонних плит перекриття. Винахід також стосується допоміжних засобів для виготовлення бетонних виробів, зокрема, бетонних напівфабрикатів та/або бетонних плит перекриття. Нарешті, винахід стосується бетонних виробів, зокрема, бетонних напівфабрикатів та/або бетонних плит перекриття. У викладеній заявці Німеччини DE-А-2 116479 описані сферичні елементи для ядра бетонних плит, кожний з яких має по два наскрізних отвори, що перпендикулярно перетинаються у центрі елемента. Отже, елементи ядра можуть розташовуватися рядами на арматурних стержнях, які відповідно перетинаються й можуть кріпитися до арматури. Відповідно двомірна система елементів ядра з арматурними стержнями та основною арматурою заливається бетоном з одержанням плоскої плити перекриття. У Європейській заявці EP-A-O 552 201 описана порожниста залізобетонна плита перекриття у вигляді двомірної конструкції, у якій відповідно закриті порожні пластикові кульки є замкнені в арматурних ґратах із стальних стержнів таким чином, що вони рівномірно рознесені в обох перпендикулярних напрямках. Арматурні ґрати складаються з верхніх, по суті плоских ґратів, які з'єднуються з по суті плоскими нижніми ґратами з дроту або подібного матеріалу. Заданими, що містяться у EP-A-O 552 201, для здійснення цього відомого вирішення необхідно, щоб великі заповнювачі заходили до 5 84738 верхніх та нижніх арматурних ґрат. Це здається не просто зайвим, але й неслушним, бо порушує модульний принцип конструкції й може бути здійснене лише шляхом виготовлення спеціальних ґратів з отворами відповідних розмірів для розміщення бутови х каменів. Згідно з EP-A-0 552 201, для вироблення плоских плит потрібно використовувати спеціально підготовані дротяні сітки певних розмірів. Це потребує або системи попереднього зварювання дротяних сіток певних розмірів, або закупівлі відносно дорогих зварних дротяних сіток у стороннього виробника. Крім того, потрібні індивідуальні носії ґратів, які мають точно вставлятися між нижньою та верхньою арматурою. У цьому разі є можливе лише індивідуальне виробництво, бо порожні елементи утворюють єдине ціле з опорною арматурою та носієм ґратів. Отже, для кожного типу плоских плит, що виробляються, ґрати потрібно розраховувати окремо. Втім, з вищенаведених патентних публікацій відомо, що введення легких елементів до дільниці бетонної плити, що має досить нейтральні статичні характеристики, може мати переваги, бо ця дільниця суттєво не впливає на стабільність плити, а тому зменшення ваги виглядає можливим і доцільним. Однак установлено, що модульну конструкцію шару бетону з меншою товщиною у центрі можна значно спростити, якщо заздалегідь виробляти напівфабрикати, у даному разі бетонні напівфабрикати. Ще більше спрощується модульна конструкція, якщо у виробництві цих напівфабрикатів використовуються "елементи крупного заповнювача", що їх можна вводити до напівфабрикатів та й навіть до бетонних елементів шляхом стандартної операції у безперервному, як у даному разі, виробництві. У японській заявці JP-A-2003/321894 описано модуль, який слугує своєрідним засобом позиціонування та встановлюється над низкою "елементи крупного заповнювача", розташовуючи останні на напівфабрикаті бетонної плити. Одним з недоліків цього способу є те, що позиціонування треба здійснювати на будівельному майданчику, отже, модулі не виробляються досить готовими у промислових умовах. Всупереч тому, цей винахід є спрямований на спрощення відомого модуля плоскої плити. Зокрема, в основу винаходу покладено задачу створити спосіб, у якому усуваються недоліки способів виробництва відомих з рівня техніки. Також задачею винаходу є створення допоміжного засобу, який дозволяє спрощене, зокрема, модульне виробництво бетонних виробів. Також пропонуються відповідні бетонні вироби. Згідно з винаходом, у перерізі плити модульно здійснюються гнучкі поглиблення для проведення засобів попереднього напруження, вентиляційних каналів, труб опалення, труб охолодження, електричних дротів, водогінних труб то що. Згідно з винаходом ця задача вирішується способом за п.1. У даному разі ознаки винаходу у запропонованому способі забезпечують серійне 6 або майже серійне виробництво бетонних напівфабрикатів. Крім того, модулі з "елементами крупного заповнювача" можна виробляти великими серіями, незалежно від розмірів подальших напівфабрикатів та готових плит. Згідно з винаходом це досягається тим, що смуга порожнистих елементів ґрат з лінійним рядом "елементів крупного заповнювача" не залежить від статичних та динамічних властивостей плоскої плити і єсамонесучою. У винаході зручно розділені функція зсуву бетону під впливом "елементів крупного заповнювача" та опорна функція арматури. Отже, усувається залежність від параметрів конкретного проекту й забезпечується раціональне виробництво стандартних модулів, які треба лише довести до завданої довжини на будівельному майданчику або на полігоні попереднього виготовлення. Розташування смуг порожнистих елементів (модулів) у відповідності до конкретного проекту уможливлює, зокрема, модульне утворення гнучких поглиблень у перерізі плити для проведення засобів попереднього напруження, вентиляційних каналів, труб опалення, труб охолодження, електричних дротів, водогінних труб тощо. Розміри стержнів, що утворюють ґрати, обмежуються лише вимогою, щоб модулі з відносно легкими "елементами крупного заповнювача" залишалися самонесучими. Через те модуль має відносно малу вагу, і ним можна маніпулювати за допомогою найпростішого підйомного механізму. Модуль за винаходом просто укладають на повністю розрахований фундамент плити, а за потреби просто з'єднують з арматурою, наскільки необхідно для фіксації положення модуля. Однак краще за все модуль запресовують або віброзакладають до бетону, поки той ще не застиг. Винахід можна здійснювати без будь-якого зварювання на полігоні або на будівельному майданчику. Якщо потрібно розташувати на фундаменті плоскої плити кілька модулів паралельно один до одного, не обов'язково з'єднувати ці модулі між собою. Стержні можуть бути виконані з конструкційної сталі або пластику чи іншого матеріалу. Тому як модуль або модулі, так і фундамент плоскої плити разом заливають бетоном. "Елементи крупного заповнювача" можуть являти собою порожнисті елементи, наприклад, порожнисті кульки, відкриті або закриті знизу порожнисті оболонки, порожнисті еліпсоїди або порожнисті кубики чи кубоподібні елементи, або еквівалентної форми вироби з пластику чи подібного матеріалу або з твердого матеріалу, що мають вищенаведені або інші геометричні форми та є суттєво легкіші за бетон. Модуль за винаходом можна виконати таким чином, що він складається з кількох паралельних смуг, які з'єднані між собою так, щоб зафіксувати своє відносне розташування між смугами. Форму перерізу ґрат можна пристосувати до положення відповідної арматури для фундаменту плоскої плити так, щоб забезпечити зручне кріплення модуля або модулів до арматури. На відміну від конструкції, описаної у JP-A2003/321894, модульна конструкція за винаходом 7 84738 забезпечує суттєві переваги при транспортуванні та попередньому виготовленні. Особливо помітні ці переваги при виготовленні напівфабрикатів, коли модулі просто розташовані між вертикальними арматурними елементами бетону. Інші переважні варіанти здійснення винаходу розкриваються у залежних пунктах формули. Зазначені елементи, як і елементи згідно з винаходом, які описуються у зв'язку з відповідними варіантами здійснення, не підлягають якимсь особливим вимогам щодо розміру, форми, матеріалу або технічного виконання, так що критерії відбору, відомі у відповідній сфері застосування, можна застосовувати без будь-яких обмежень. Зокрема, можна здійснити ґратчасте розташування "елементів крупного заповнювача" з металевими ґратами, зокрема, із стальними компонентами, які звичайно використовуються у будівництві, або з пластиковими компонентами, зокрема, з пластиків, армованих вуглецевими волокнами (АВВП) або арамідними волокнами, ніяким чином не обмежуючи вибір матеріалу. Треба також зазначити, що заходи, які пропонуються у винаході, є придатні для попереднього виготовлення на заводському полігоні, а також для виробництва монолітних бетонних плит перекриття. Інші подробиці, характеристики та переваги предмету винаходу стануть очевидні з подальшого опису та пояснювальних креслень, де на конкретних прикладах йдеться про відповідний спосіб, переважний допоміжний засіб та про бетонну плиту згідно з цим винаходом. На кресленнях: Фіг.1 - вид у перспективі модуля за першим варіантом здійснення винаходу, де "елементи крупного заповнювача" введені до ґратчастої конструкції; Фіг.2 - вид спереду модуля за Фіг.1; Фіг.3 - типова зварна дротяна сітка до того, як її поріжуть та зігнуть згідно з винаходом для одержання ґратчастої конструкції за Фіг.1; Фіг.4 - вид спереду множини близько розташованих модулів за Фіг.1, які вміщені до залізобетонного шару; Фіг.5 - вид зверху конструкції за Фіг.4 з множиною таких модулів, які розташовані поряд і позаду один одного; Фіг.6 - вид спереду другого варіанту здійснення винаходу; Фіг.7 - вид спереду третього варіанту здійснення винаходу; Фіг.8 - вид спереду четвертого варіанту здійснення винаходу; Фіг.9 - вид збоку в перспективі четвертого варіанту здійснення винаходу за Фіг.8; Фіг.10 - вид зверху в перспективі четвертого варіанту здійснення винаходу за Фіг.8; Фіг. 11 - вид під кутом у перспективі четвертого варіанту здійснення винаходу за Фіг.8; Фіг.12 - вид під кутом у перспективі п'ятого варіанту здійснення винаходу Модуль згідно з першим варіантом здійснення винаходу, позначений на Фіг.1 та 2 позицією 200, є виконаний у вигляді елемента, що складається з дротяної сітки 220 визначених розмірів, як показа 8 но на Фіг.3, яку потім згинають під кутом приблизно 95° уздовж двох внутрішніх стержнів. У зображеному варіанті до цих ґратів 230 запресовують 810 пластикових кульок (сфер) 240, за потреби трохи попускаючи два бічні елементи ґратів у місцях, куди запресовують відповідні пластикові кульки. У наведеному варіанті виконання ґратчаста конструкція виконана так, що пластикові кульки 240 виступають доверху з ґратів. Це забезпечує стабільність конструкції. В одному з варіантів здійснення винаходу "елементи крупного заповнювача" виконані не у вигляді твердих сфер, а сплющені зверху так, що утворюють певну поверхню, по якій можна ходити. У цьому разі "елементи крупного заповнювача" мають визначену орієнтацію. В іншому варіанті, що його можна сполучати з вищенаведеним, "елементи крупного заповнювача" складаються з кількох частин, причому окремі частини - у даному разі дві - сполучаються за допомогою запірного механізму, наприклад, багнетного затвора або храпової заскочки. На Фіг.4 та 5 кілька вищеописаних модулів 200 розташовані поряд один до одного. Ці модулі поверху торкаються один одного, але не перетинаються. На Фіг.5 модулі вже запресовані до першого шару бетону. Спосіб згідно з переважним варіантом здійснення винаходу здійснюють так, як описано далі: спочатку виробляють напівфабрикати, а саме виготовлені та частково армовані бетонні плити. Ці напівфабрикати виготовляють наступним чином: а) Форму заповнюють першим шаром 1 бетонної маси й дають застигнути. б) На напівзастиглий перший шар бетону 1 накладають арматурну сітку 2 зі звичайного зварного сталевого дроту. в) Форму заповнюють другим шаром 3 бетонної маси поверх першого шару 1 та арматурної сітки й дають застигнути. г) До напівзастиглої, але ще піддатливої маси другого шар у 3 запресовують елементи 200 з кількох розташованих поряд одна з одною "елементів крупного заповнювача", а саме у зображеному варіанті пластикових кульок 240 Розташовані поряд одна з одною пластикові кульки ("елементи крупного заповнювача") 240 утворюють ґрати 230, як описано вище, причому частина пластикових кульок 240 виступає з ґратів доверху. д) Бетонній масі дають остаточно застигнути, одержаний напівфабрикат виймають з форми. Звичайно, операції (а)-(в) можна виконувати одночасно, утримуючи арматур у на місці за допомогою будь-якого засобу відомого з рівня техніки, поки до форми заливається бетонна маса. Одержаний напівфабрикат піддають подальшій обробці наступним чином: а) Напівфабрикат укладають на підготоване риштування на будівельному майданчику. б) 3а потреби вміщують додаткову арматурну сітку на порожні смуги (модулі) напівфабрикату. в) Накладають додатковий шар бетону. Щодо кількості одержуваних шарів бетон у, бажано провадити це додаткове бетонування за відповідними 9 84738 правилами. Останній шар бетону тоді утворює верх го тової бетонної плити. В одному з варіантів здійснення способу за винаходом передбачені додаткові носії ґратів, які виступають доверху з попередньо напруженого бетону до вміщення туди модулів 200. Ці додаткові носії ґратів утворюють ряди, між якими вставляють модулі - у цьому випадку два, але не перетинаються між собою. У цьому варіанті відстані цих рядів від носіїв ґратів та ширина модулів 200, звичайно, є взаємозалежними. Однак важливою обставиною є те, що висота носіїв ґратів, на відміну від відомої конструкції за EP-A-0 552 201, ніяк не залежить від порожнистих смуг (модулів), і носії не з'єднуються з ними. У другому варіанті за Фіг.6 клітини ґратів лише зігнуті під кутом 90°. Отже, ґрати є прямокутними. (Порожнисті) пластикові кульки-"елементи крупного заповнювача" сплющені у цьому випадку зверху та знизу. Хоча "елементи крупного заповнювача" у цьому випадку зачинені унизу, вони можуть бути й відкритими на дні. При типовому діаметрі кульки 22,5см й висота 18см (оскільки кульки сплющені), цей варіант є оптимальним для розміщення у повздовжньому напрямку у тонких плитах. У третьому варіанті за Фіг.7 стержні 430 ґратів зігнуті під кутом приблизно 115°C, а "елементи крупного заповнювача" 440 являють собою сплющені наверху сферичні оболонки, відкриті або закриті зверху. Щоб забезпечити, що ці відкриті внизу "елементи крупного заповнювача" 440 не заповнювалися бетоном зсередини під час заливання бетонної маси, "елементи крупного запов 10 нювача" можна запресовувати під підвищеним тиском. Це особливо зручно для тонких бетонних плит, які у цьому варіанті виготовляються іншим чином, ніж стільникова конструкція у першому варіанті. У четвертому варіанті за Фіг.8-11 ґрати 530 мають бічну трикутну конструкцію замість перпендикулярних стержнів. У цьому випадку трикутна конструкція зсунута з обох боків на половину ширини трикутника. Перевагою цього варіанту є те, що несуча функція ґратів є інтегрована до конструкції ґратів. Отже, армувальні елементи у вигляді додаткових носіїв ґратів (Фіг.4) стають непотрібними. Треба зазначити, що конструкція ґратів у цьому варіанті здійснюється не шляхом згинання дротяних сіток певного розміру, а інакше. Отже, стає можливим, як показано тут, виконувати трикутні елементи з високоміцних матеріалів, наприклад, сталевих або вуглепластикових стержнів, тоді як для повздовжних та верхніх бічних з'єднань можна використовувати матеріали з меншою несучою здатністю (і меншою товщиною, якщо бажано). В одному варіанті цієї конструкції, що являє собою п'ятий варіант здійснення винаходу, показані ґрати з розташованими у них кульковими "елементами крупного заповнювача". У цьому варіанті бічні елементи ґратів мають форму хвильовидно викривлених стержнів, що дає змогу досягти оптимального пристосування до співвідношень сил. Згідно з винаходом фахівець має широкий вибір і може за бажанням комбінувати різні характеристики. 11 84738 12 13 Комп’ютерна в ерстка О. Рябко 84738 Підписне 14 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and auxiliary agent for production of concrete articles, in particular concrete semi-finished products and/or concrete surfaces, and auxiliary agent for production of concrete surfaces
Автори англійськоюHaag Volker, Pfeffer Karstien, Hauzer Alex, Krecov Dejan
Назва патенту російськоюСпособ и вспомогательное средство для изготовления бетонных изделий, в частности бетонных полуфабрикатов и/или бетонных плит, а также вспомогательное средство для изготовления бетонных плит
Автори російськоюХааг Фолкер, Пфеффер Карстен, Хаузер Алекс, Креков Деян
МПК / Мітки
МПК: E04B 5/32, B28B 23/00, E04C 2/06
Мітки: плит, спосіб, також, бетонних, виготовлення, зокрема, виробів, засіб, допоміжний, напівфабрикатів
Код посилання
<a href="https://ua.patents.su/7-84738-sposib-ta-dopomizhnijj-zasib-dlya-vigotovlennya-betonnikh-virobiv-zokrema-betonnikh-napivfabrikativ-i-abo-betonnikh-plit-a-takozh-dopomizhnijj-zasib-dlya-vigotovlennya-betonnikh-pl.html" target="_blank" rel="follow" title="База патентів України">Спосіб та допоміжний засіб для виготовлення бетонних виробів, зокрема бетонних напівфабрикатів і/або бетонних плит, а також допоміжний засіб для виготовлення бетонних плит</a>
Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит
Номер патенту: 54416
Опубліковано: 17.03.2003
Автор: Томандль Ервін
МПК: C04B 28/00, B28B 23/00, C04B 14/20
Мітки: виготовлення, спосіб, будівельних, формованих, негорючих, зокрема, плит, виробів
Формула / Реферат:
1. Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит, при здійсненні якого гранульований вермикуліт піддають спучуванню при підвищеній температурі, на гранули спученого вермикуліту наносять розчин неорганічного зв'язуючого, після чого гранульований вермикуліт безперервно або періодично підпресовують, розкроюють його на заготовки потрібної форми і періодично пресують ці заготовки при температурі не нижче кімнатної,...
Спосіб виготовлення сировинної суміші для бетонних стінових виробів
Номер патенту: 26774
Опубліковано: 10.10.2007
Автори: Майко Володимир Прохорович, Жоров Роман Романович, Турчин Олександр Леонідович, Кравченко Олександр Васильович, Кирейченко Валентина Сергіївна
МПК: C04B 28/14
Мітки: виготовлення, спосіб, бетонних, виробів, суміші, стінових, сировинної
Формула / Реферат:
Спосіб виготовлення сировинної суміші для бетонних стінових виробів, що включає операції подрібнювання заповнювача, дозування в'яжучого, заповнювача, пластифікатора, барвника та води, перемішування сировинної суміші, який відрізняється тим, що в змішувачі вихрового способу дії спочатку протягом 3,0-5,0 хвилин виконують перемішування сухої сировинної суміші і після додавання до сировинної суміші потрібної кількості води замішування зволожену...
Спосіб виготовлення бетонних та залізобетонних виробів
Номер патенту: 59103
Опубліковано: 16.05.2005
Автори: Александров Георгій Федорович, Александров Олександр Георгійович
МПК: B28B 1/08, C04B 40/02, C04B 28/00
Мітки: залізобетонних, виробів, бетонних, спосіб, виготовлення
Формула / Реферат:
Спосіб цілеспрямованого пошуку деяких ендогенних факторів ризику розвитку пієлонефриту у дітей, що передбачає вивчення вихідного вегетативного тонусу згідно тестування за О.М. Вейном, адаптованого для дитячого віку, який відрізняється тим, що визначення необхідності поглибленого обстеження дитини на предмет наявності нейрогенних розладів сечовипускання та оксалатної дисметаболічної нефропатії проводять на основі попереднього встановлення...
Спосіб виготовлення бетонних та залізобетонних виробів
Номер патенту: 72703
Опубліковано: 15.03.2005
Автори: Александров Георгій Федорович, Александров Олександр Георгійович
МПК: B28B 1/08, B28B 11/00, C04B 40/02, C04B 28/00, B28B 5/00
Мітки: спосіб, виробів, бетонних, виготовлення, залізобетонних
Формула / Реферат:
1. Спосіб виготовлення бетонних та залізобетонних виробів, який включає приготування пластичної бетонної суміші шляхом змішування принаймні цементу рідинного, крупного та дрібного заповнювачів, укладання суміші у форму або формування першого шару з пластичного бетону, віброущільнення суміші та розпалубку сформованого виробу, причому віброущільнення продовжують після початку розшарування суміші й припиняють на стадії чіткого її розшарування на...
Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів
Номер патенту: 15609
Опубліковано: 17.07.2006
Автори: Козак Володимир Васильович, Пісарєв Анатолій Єгорович, Майко Володимир Прохорович, Поливкан Іван Григорович
МПК: C04B 28/14, B28B 3/00, B28B 5/00
Мітки: виготовлення, виробів, вогнетривких, будівельних, дрібноштучних, спосіб, бетонних
Формула / Реферат:
Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів включає приготування напівсухої бетонної суміші та бетонного розчину з цієї суміші, водовміщення бетонного розчину Wp в межах 6,0...12,0 %, дозування та наповнення прес-форм цим розчином, а також одностадійну операцію статичного пресування з максимальним значенням зусилля Рmах на протязі одного циклу формування для кожного типу та марки бетонних виробів, який...
Попередній патент: Похідні імідазоліну з антагоністичною активністю щодо cb1
Наступний патент: Замок застібки-блискавки
Випадковий патент: Гасник гідравлічних ударів