Штамп для формування канавок на трубі
Номер патенту: 85412
Опубліковано: 25.11.2013
Автори: Маковей Валерій Олексійович, Проценко Павло Юрійович
Формула / Реферат
Штамп для формування канавок на трубі, що містить інструмент з необхідним профілем поверхні, встановлений в середину трубчастої заготовки, контейнер, в якому проводять процес виготовлення виробу, допоміжний інструмент (пуансон), що застосований для створення тиску в робочому середовищі за рахунок прикладеного до допоміжного інструменту (пуансона) зусилля пресу, який відрізняється тим, що містить рідину, залиту в контейнер, тиск якої застосовано для формування канавок на трубі, поршень, який використано для створення протитиску рпр деформуючому тиску рідини p1, утвореного в результаті дії пуансона.
Текст
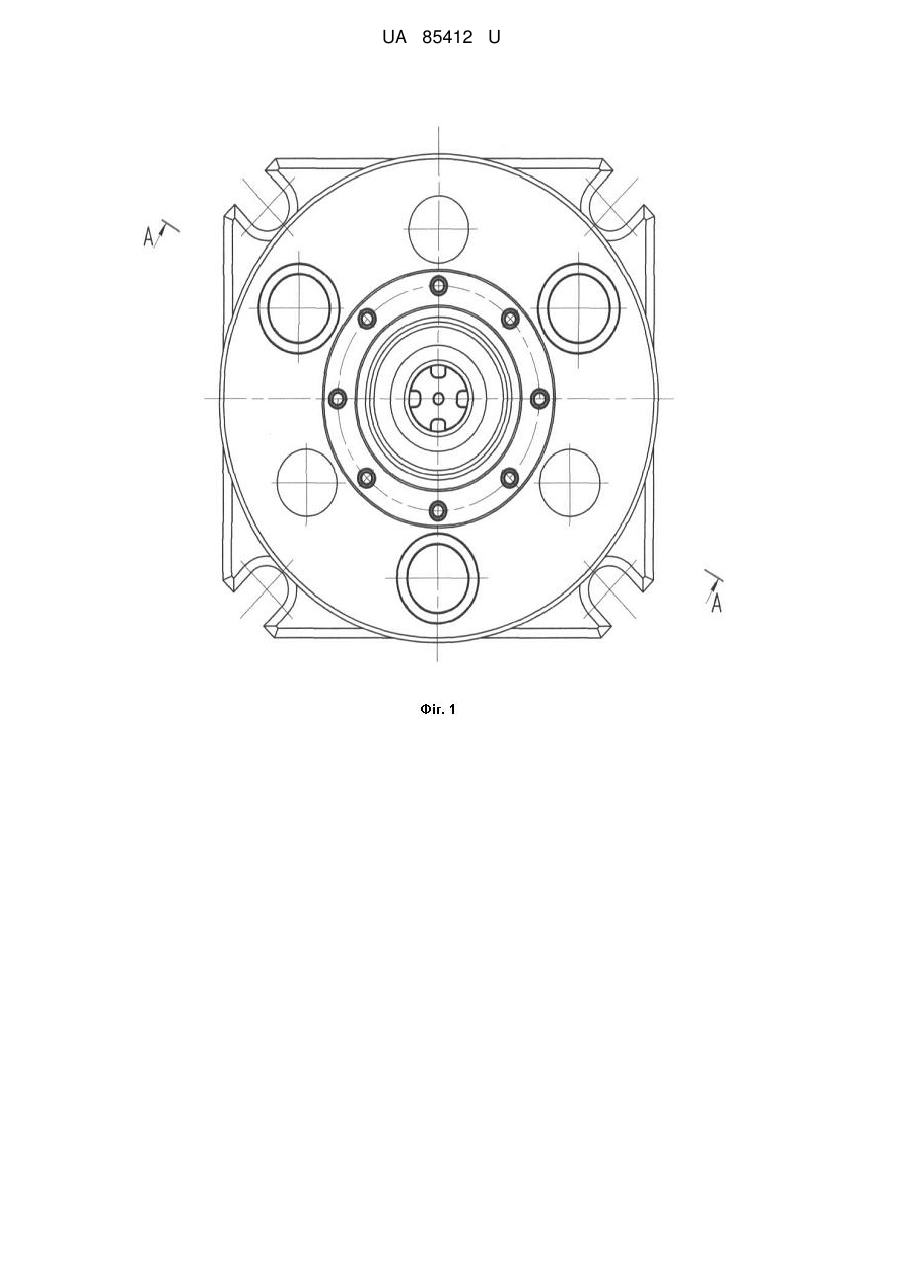
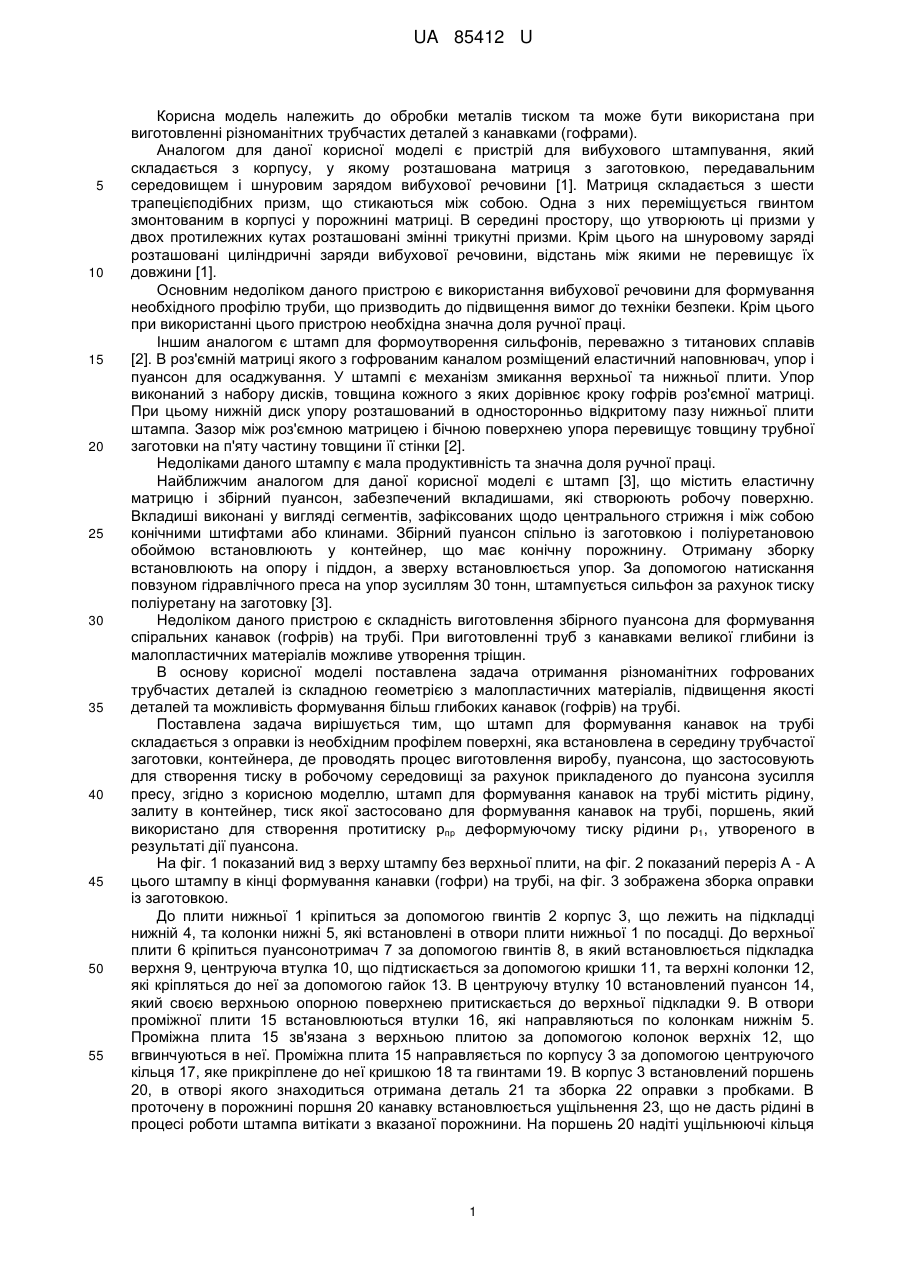
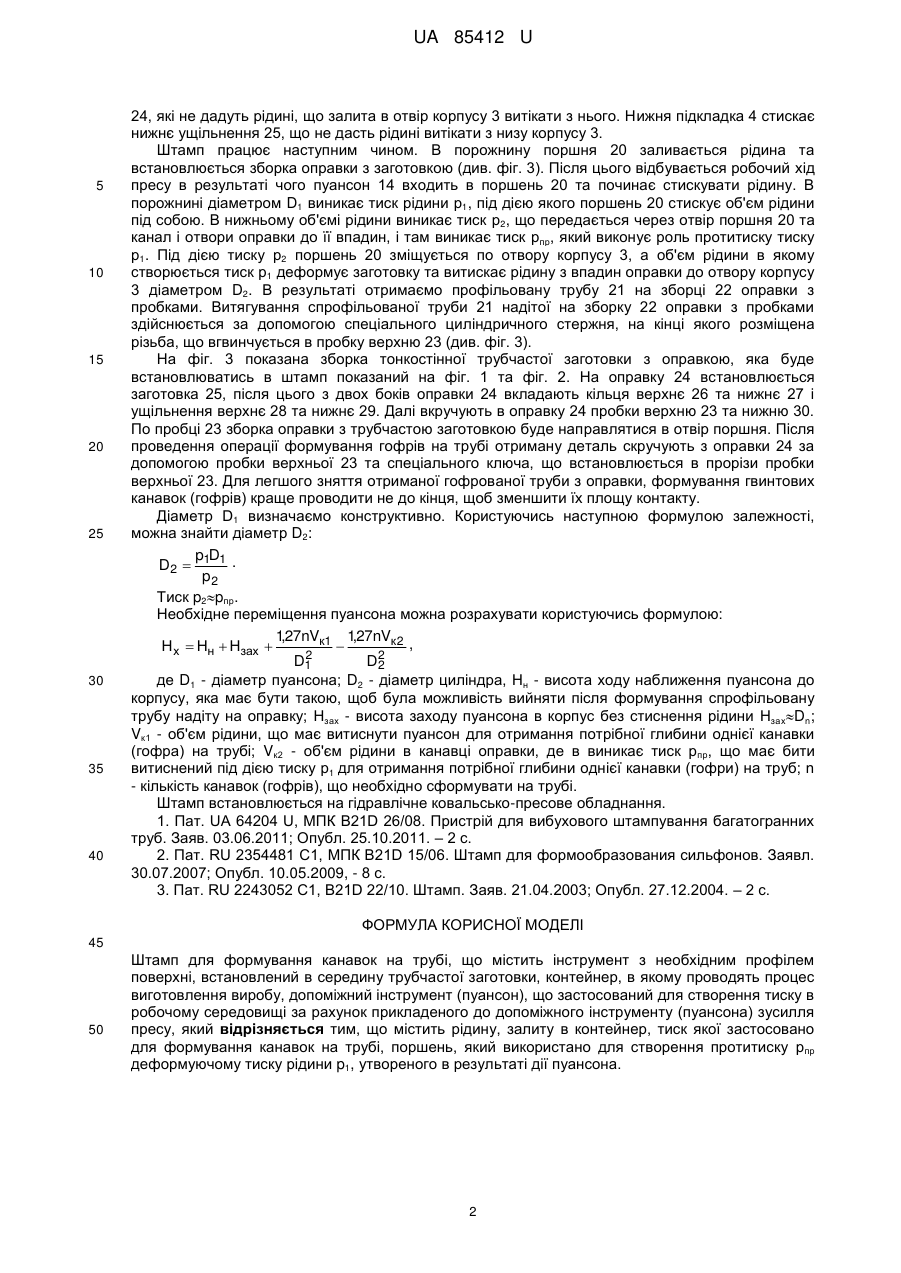
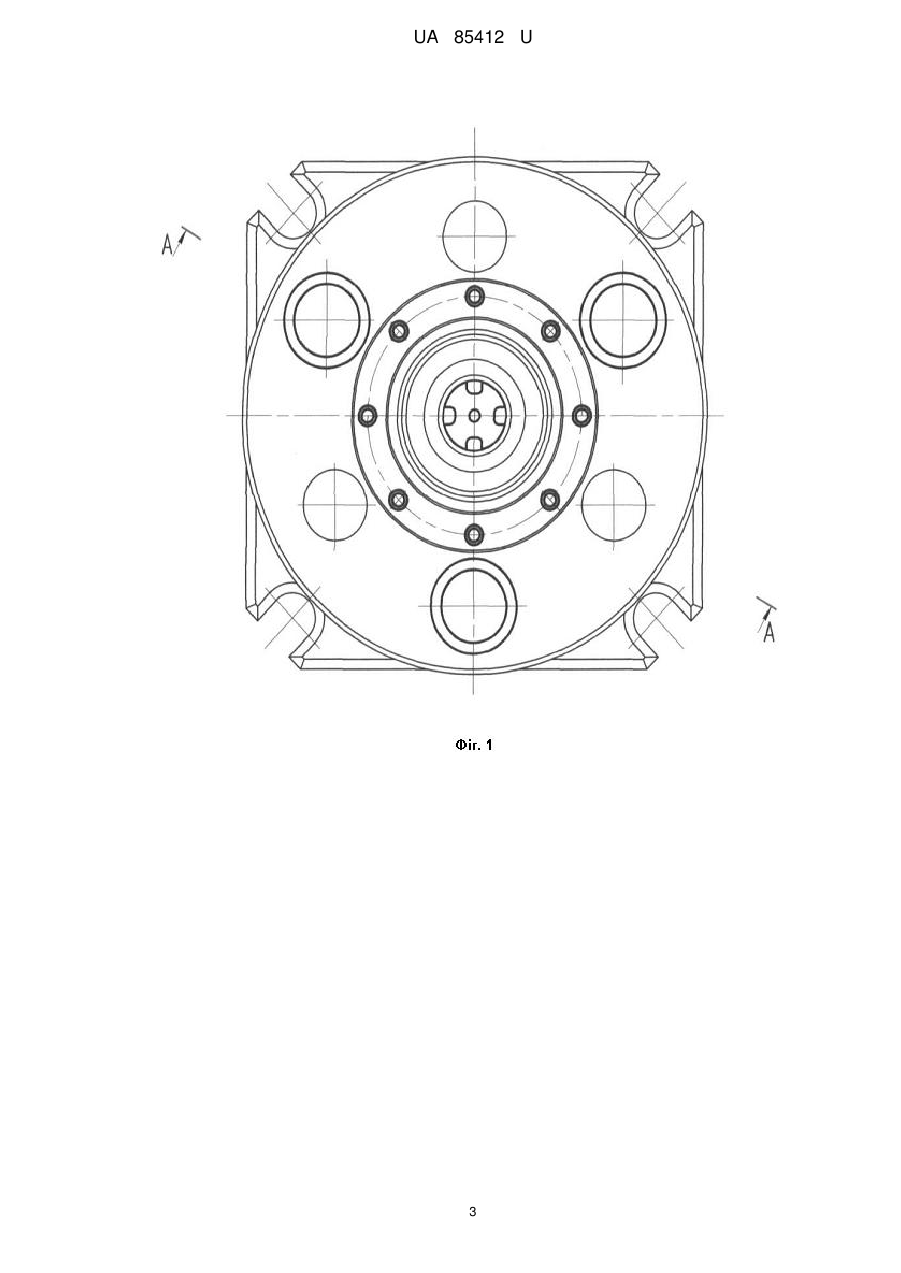
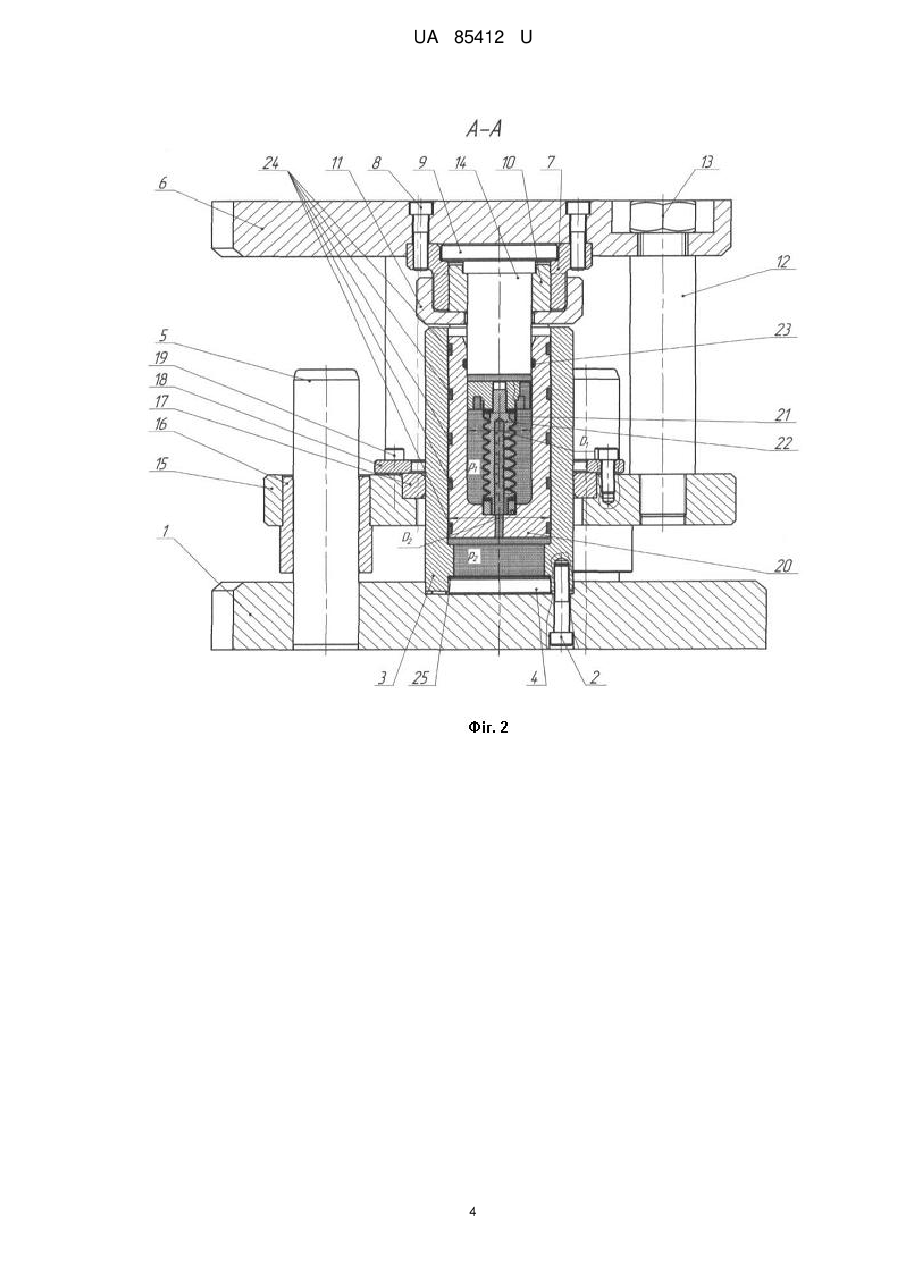
Реферат: UA 85412 U UA 85412 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском та може бути використана при виготовленні різноманітних трубчастих деталей з канавками (гофрами). Аналогом для даної корисної моделі є пристрій для вибухового штампування, який складається з корпусу, у якому розташована матриця з заготовкою, передавальним середовищем і шнуровим зарядом вибухової речовини [1]. Матриця складається з шести трапецієподібних призм, що стикаються між собою. Одна з них переміщується гвинтом змонтованим в корпусі у порожнині матриці. В середині простору, що утворюють ці призми у двох протилежних кутах розташовані змінні трикутні призми. Крім цього на шнуровому заряді розташовані циліндричні заряди вибухової речовини, відстань між якими не перевищує їх довжини [1]. Основним недоліком даного пристрою є використання вибухової речовини для формування необхідного профілю труби, що призводить до підвищення вимог до техніки безпеки. Крім цього при використанні цього пристрою необхідна значна доля ручної праці. Іншим аналогом є штамп для формоутворення сильфонів, переважно з титанових сплавів [2]. В роз'ємній матриці якого з гофрованим каналом розміщений еластичний наповнювач, упор і пуансон для осаджування. У штампі є механізм змикання верхньої та нижньої плити. Упор виконаний з набору дисків, товщина кожного з яких дорівнює кроку гофрів роз'ємної матриці. При цьому нижній диск упору розташований в односторонньо відкритому пазу нижньої плити штампа. Зазор між роз'ємною матрицею і бічною поверхнею упора перевищує товщину трубної заготовки на п'яту частину товщини її стінки [2]. Недоліками даного штампу є мала продуктивність та значна доля ручної праці. Найближчим аналогом для даної корисної моделі є штамп [3], що містить еластичну матрицю і збірний пуансон, забезпечений вкладишами, які створюють робочу поверхню. Вкладиші виконані у вигляді сегментів, зафіксованих щодо центрального стрижня і між собою конічними штифтами або клинами. Збірний пуансон спільно із заготовкою і поліуретановою обоймою встановлюють у контейнер, що має конічну порожнину. Отриману зборку встановлюють на опору і піддон, а зверху встановлюється упор. За допомогою натискання повзуном гідравлічного преса на упор зусиллям 30 тонн, штампується сильфон за рахунок тиску поліуретану на заготовку [3]. Недоліком даного пристрою є складність виготовлення збірного пуансона для формування спіральних канавок (гофрів) на трубі. При виготовленні труб з канавками великої глибини із малопластичних матеріалів можливе утворення тріщин. В основу корисної моделі поставлена задача отримання різноманітних гофрованих трубчастих деталей із складною геометрією з малопластичних матеріалів, підвищення якості деталей та можливість формування більш глибоких канавок (гофрів) на трубі. Поставлена задача вирішується тим, що штамп для формування канавок на трубі складається з оправки із необхідним профілем поверхні, яка встановлена в середину трубчастої заготовки, контейнера, де проводять процес виготовлення виробу, пуансона, що застосовують для створення тиску в робочому середовищі за рахунок прикладеного до пуансона зусилля пресу, згідно з корисною моделлю, штамп для формування канавок на трубі містить рідину, залиту в контейнер, тиск якої застосовано для формування канавок на трубі, поршень, який використано для створення протитиску рпр деформуючому тиску рідини р1, утвореного в результаті дії пуансона. На фіг. 1 показаний вид з верху штампу без верхньої плити, на фіг. 2 показаний переріз А - А цього штампу в кінці формування канавки (гофри) на трубі, на фіг. 3 зображена зборка оправки із заготовкою. До плити нижньої 1 кріпиться за допомогою гвинтів 2 корпус 3, що лежить на підкладці нижній 4, та колонки нижні 5, які встановлені в отвори плити нижньої 1 по посадці. До верхньої плити 6 кріпиться пуансонотримач 7 за допомогою гвинтів 8, в який встановлюється підкладка верхня 9, центруюча втулка 10, що підтискається за допомогою кришки 11, та верхні колонки 12, які кріпляться до неї за допомогою гайок 13. В центруючу втулку 10 встановлений пуансон 14, який своєю верхньою опорною поверхнею притискається до верхньої підкладки 9. В отвори проміжної плити 15 встановлюються втулки 16, які направляються по колонкам нижнім 5. Проміжна плита 15 зв'язана з верхньою плитою за допомогою колонок верхніх 12, що вгвинчуються в неї. Проміжна плита 15 направляється по корпусу 3 за допомогою центруючого кільця 17, яке прикріплене до неї кришкою 18 та гвинтами 19. В корпус 3 встановлений поршень 20, в отворі якого знаходиться отримана деталь 21 та зборка 22 оправки з пробками. В проточену в порожнині поршня 20 канавку встановлюється ущільнення 23, що не дасть рідині в процесі роботи штампа витікати з вказаної порожнини. На поршень 20 надіті ущільнюючі кільця 1 UA 85412 U 5 10 15 20 25 30 35 40 24, які не дадуть рідині, що залита в отвір корпусу 3 витікати з нього. Нижня підкладка 4 стискає нижнє ущільнення 25, що не дасть рідині витікати з низу корпусу 3. Штамп працює наступним чином. В порожнину поршня 20 заливається рідина та встановлюється зборка оправки з заготовкою (див. фіг. 3). Після цього відбувається робочий хід пресу в результаті чого пуансон 14 входить в поршень 20 та починає стискувати рідину. В порожнині діаметром D1 виникає тиск рідини р1, під дією якого поршень 20 стискує об'єм рідини під собою. В нижньому об'ємі рідини виникає тиск р2, що передається через отвір поршня 20 та канал і отвори оправки до її впадин, і там виникає тиск рпр, який виконує роль протитиску тиску р1. Під дією тиску р2 поршень 20 зміщується по отвору корпусу 3, а об'єм рідини в якому створюється тиск p1 деформує заготовку та витискає рідину з впадин оправки до отвору корпусу 3 діаметром D2. В результаті отримаємо профільовану трубу 21 на зборці 22 оправки з пробками. Витягування спрофільованої труби 21 надітої на зборку 22 оправки з пробками здійснюється за допомогою спеціального циліндричного стержня, на кінці якого розміщена різьба, що вгвинчується в пробку верхню 23 (див. фіг. 3). На фіг. 3 показана зборка тонкостінної трубчастої заготовки з оправкою, яка буде встановлюватись в штамп показаний на фіг. 1 та фіг. 2. На оправку 24 встановлюється заготовка 25, після цього з двох боків оправки 24 вкладають кільця верхнє 26 та нижнє 27 і ущільнення верхнє 28 та нижнє 29. Далі вкручують в оправку 24 пробки верхню 23 та нижню 30. По пробці 23 зборка оправки з трубчастою заготовкою буде направлятися в отвір поршня. Після проведення операції формування гофрів на трубі отриману деталь скручують з оправки 24 за допомогою пробки верхньої 23 та спеціального ключа, що встановлюється в прорізи пробки верхньої 23. Для легшого зняття отриманої гофрованої труби з оправки, формування гвинтових канавок (гофрів) краще проводити не до кінця, щоб зменшити їх площу контакту. Діаметр D1 визначаємо конструктивно. Користуючись наступною формулою залежності, можна знайти діаметр D2: pD D2 1 1 . p2 Тиск p2pпр. Необхідне переміщення пуансона можна розрахувати користуючись формулою: 1 27nVк1 1 27nVк 2 , , , Н х Нн Нзах 2 D1 D2 2 де D1 - діаметр пуансона; D2 - діаметр циліндра, Нн - висота ходу наближення пуансона до корпусу, яка має бути такою, щоб була можливість вийняти після формування спрофільовану трубу надіту на оправку; Нзах - висота заходу пуансона в корпус без стиснення рідини НзахDn; Vк1 - об'єм рідини, що має витиснути пуансон для отримання потрібної глибини однієї канавки (гофра) на трубі; Vк2 - об'єм рідини в канавці оправки, де в виникає тиск рпр, що має бити витиснений під дією тиску р1 для отримання потрібної глибини однієї канавки (гофри) на труб; n - кількість канавок (гофрів), що необхідно сформувати на трубі. Штамп встановлюється на гідравлічне ковальсько-пресове обладнання. 1. Пат. UA 64204 U, МПК B21D 26/08. Пристрій для вибухового штампування багатогранних труб. Заяв. 03.06.2011; Опубл. 25.10.2011. – 2 с. 2. Пат. RU 2354481 С1, МПК B21D 15/06. Штамп для формообразования сильфонов. Заявл. 30.07.2007; Опубл. 10.05.2009, - 8 с. 3. Пат. RU 2243052 С1, B21D 22/10. Штамп. Заяв. 21.04.2003; Опубл. 27.12.2004. – 2 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Штамп для формування канавок на трубі, що містить інструмент з необхідним профілем поверхні, встановлений в середину трубчастої заготовки, контейнер, в якому проводять процес виготовлення виробу, допоміжний інструмент (пуансон), що застосований для створення тиску в робочому середовищі за рахунок прикладеного до допоміжного інструменту (пуансона) зусилля пресу, який відрізняється тим, що містить рідину, залиту в контейнер, тиск якої застосовано для формування канавок на трубі, поршень, який використано для створення протитиску рпр деформуючому тиску рідини p1, утвореного в результаті дії пуансона. 2 UA 85412 U 3 UA 85412 U 4 UA 85412 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюProtsenko Pavlo Yuriiovych, Makovei Valerii Oleksiiovych
Автори російськоюПроценко Павел Юрьевич, Маковей Валерий Алексеевич
МПК / Мітки
МПК: B21D 15/00
Мітки: трубі, штамп, канавок, формування
Код посилання
<a href="https://ua.patents.su/7-85412-shtamp-dlya-formuvannya-kanavok-na-trubi.html" target="_blank" rel="follow" title="База патентів України">Штамп для формування канавок на трубі</a>
Штамп для формування внутрішньої гвинтової поверхні
Номер патенту: 47021
Опубліковано: 11.01.2010
Автори: Шаповалов Сергій Федорович, Введенський Юрій Олександрович, Фойгель Веніамін Абрамович
МПК: B21D 28/14
Мітки: штамп, гвинтової, поверхні, внутрішньої, формування
Формула / Реферат:
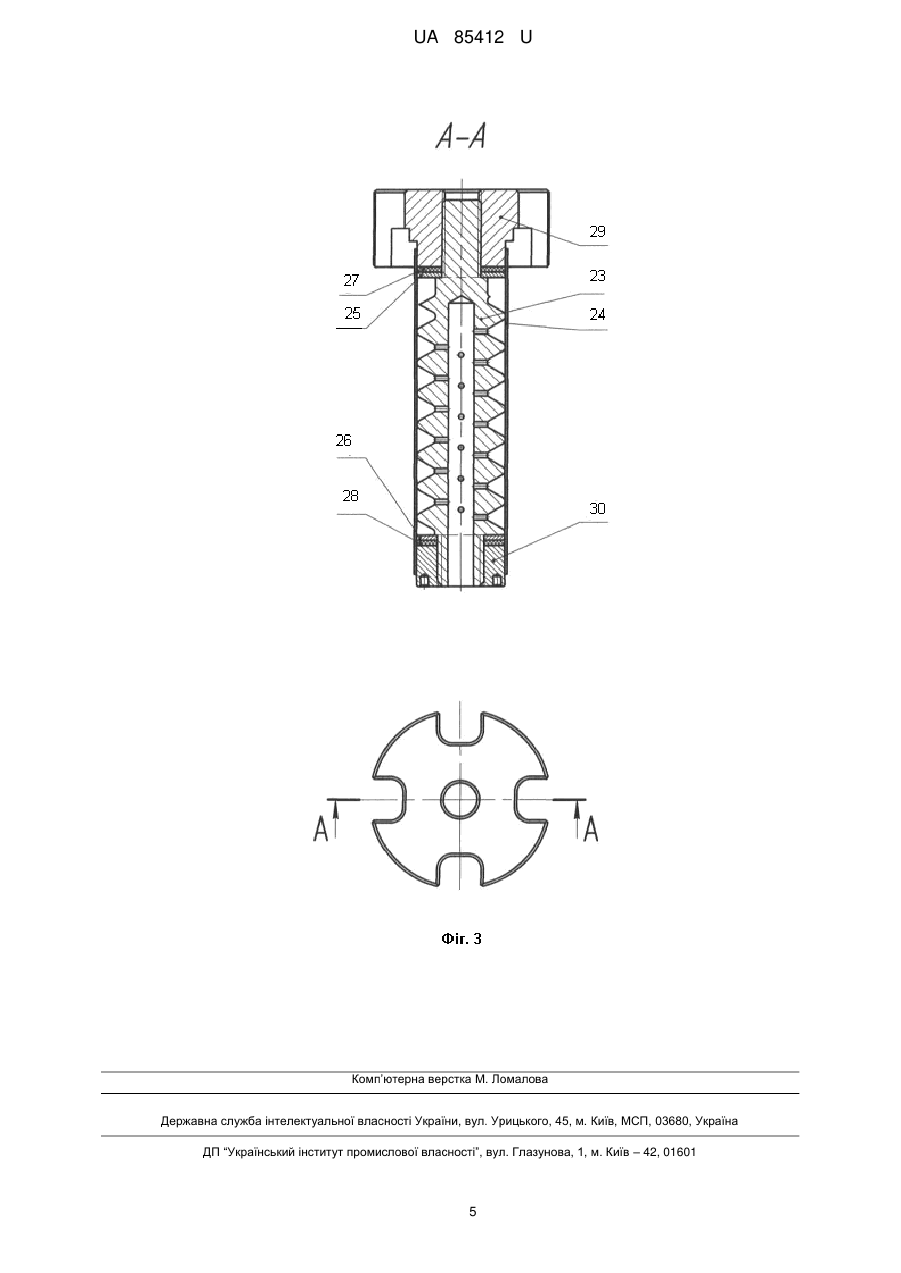
Штамп для формування внутрішньої гвинтової поверхні, який складається з нижньої та верхньої плит, що з'єднані колонками та втулками, матриці, знімача та пуансонів, який відрізняється тим, що поверхня одного з пуансонів повторює гвинтову поверхню, яку необхідно отримати на деталі, а пуансон обертається навколо осі при ході повзуна преса вниз та вверх відповідно до кроку гвинтової поверхні.
Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках гідростатичним тиском
Номер патенту: 52537
Опубліковано: 25.08.2010
Автори: Калюжний Володимир Леонідович, Маковей Валерій Олексійович, Проценко Павло Юрійович
МПК: B21D 17/00, B21D 15/00
Мітки: тиском, гвинтових, спосіб, канавок, тонкостінних, формування, трубчастих, гідростатичним, заготовках
Формула / Реферат:
Спосіб формування гвинтових канавок на трубчастих заготовках гідростатичним тиском, що включає встановлення заготовки в матрицю, яка має канавку, подачу робочої рідини під тиском всередину трубчастої заготовки, який відрізняється тим, що формування гвинтових канавок виконують зовнішнім високим тиском рідини з одночасною подачею рідини меншого тиску всередину трубчастої заготовки, який визначається за формулою
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: штамп, деталей, прутка, гнуття
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Штамп для виготовлення секційних гвинтових заготовок
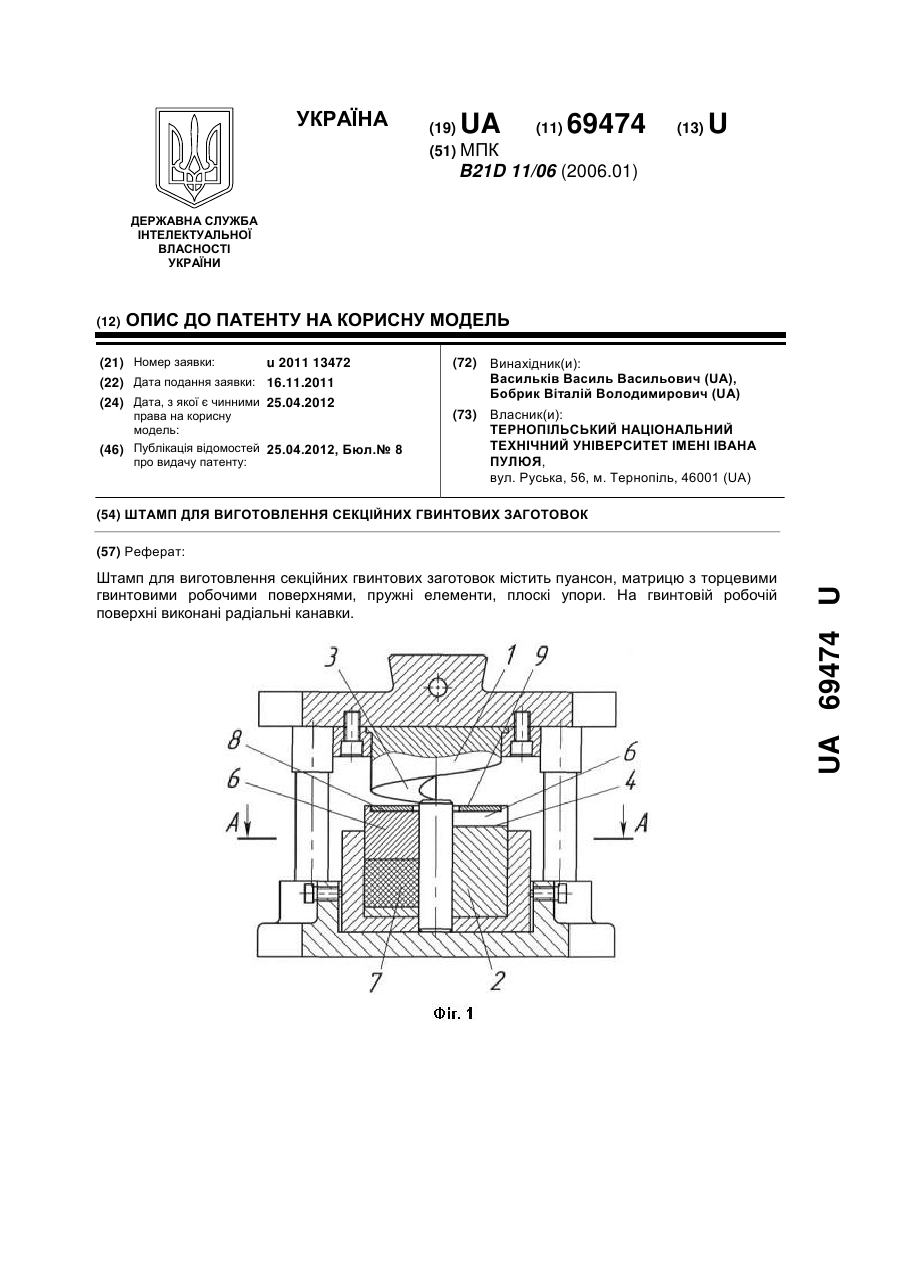
Номер патенту: 69474
Опубліковано: 25.04.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, штамп, заготовок, секційних
Формула / Реферат:
Штамп для виготовлення секційних гвинтових заготовок, що містить пуансон та матрицю з торцевими гвинтовими робочими поверхнями, який відрізняється тим, що в матриці, на гвинтовій робочій поверхні, виконані радіальні канавки, в яких розміщені плоскі упори, встановлені з можливістю взаємодії з пружними елементами, встановленими на дні радіальних канавок, а робочі поверхні плоских упорів зі сторони пуансона розміщені в одній площині та...
Штамп для витягування порожнистих виробів з косим дном
Номер патенту: 32577
Опубліковано: 26.05.2008
Автори: Діамантопуло Констянтин Констянтинович, Тихонський Олександр Адамович, Лісовий Максим Олегович
МПК: B21J 13/02
Мітки: дном, косим, виробів, витягування, штамп, порожнистих
Формула / Реферат:
1. Штамп для витягування порожнистих виробів з косим дном, що містить верхню плиту, до якої прикріплений пуансон з косою робочою поверхнею та притискне кільце, і матрицю, закріплену на нижній плиті, який відрізняється тим, що на торці робочої частини виконані виступи, обумовлені формою дна штампованої деталі, а неробоча частина пуансона виконана потовщеною на величину діаметрального зазору між пуансоном і матрицею.2. Штамп за п. 1,...
Попередній патент: Роторний кидач ґрунту
Випадковий патент: Спосіб підвищення ефективності розробки підводних родовищ корисних копалин