Пілігримовий стан гарячої прокатки труб
Номер патенту: 85540
Опубліковано: 25.11.2013

Формула / Реферат
Пілігримовий стан гарячої прокатки труб, що містить механізм урівноваження сил інерції, які виникають при зворотно-поступальному переміщенні кліті стана гарячої прокатки труб, який відрізняється тим, що механізм урівноваження сил інерції виконаний у вигляді барабана з переривчастим обертанням, оснащеним двома канатами, запасованими в кільцеві канавки барабана, причому запасовку одного з канатів здійснюють в правому напрямку, іншого - в лівому, а також урівноважувальним вантажем та електролебідкою з програмним управлінням.
Текст
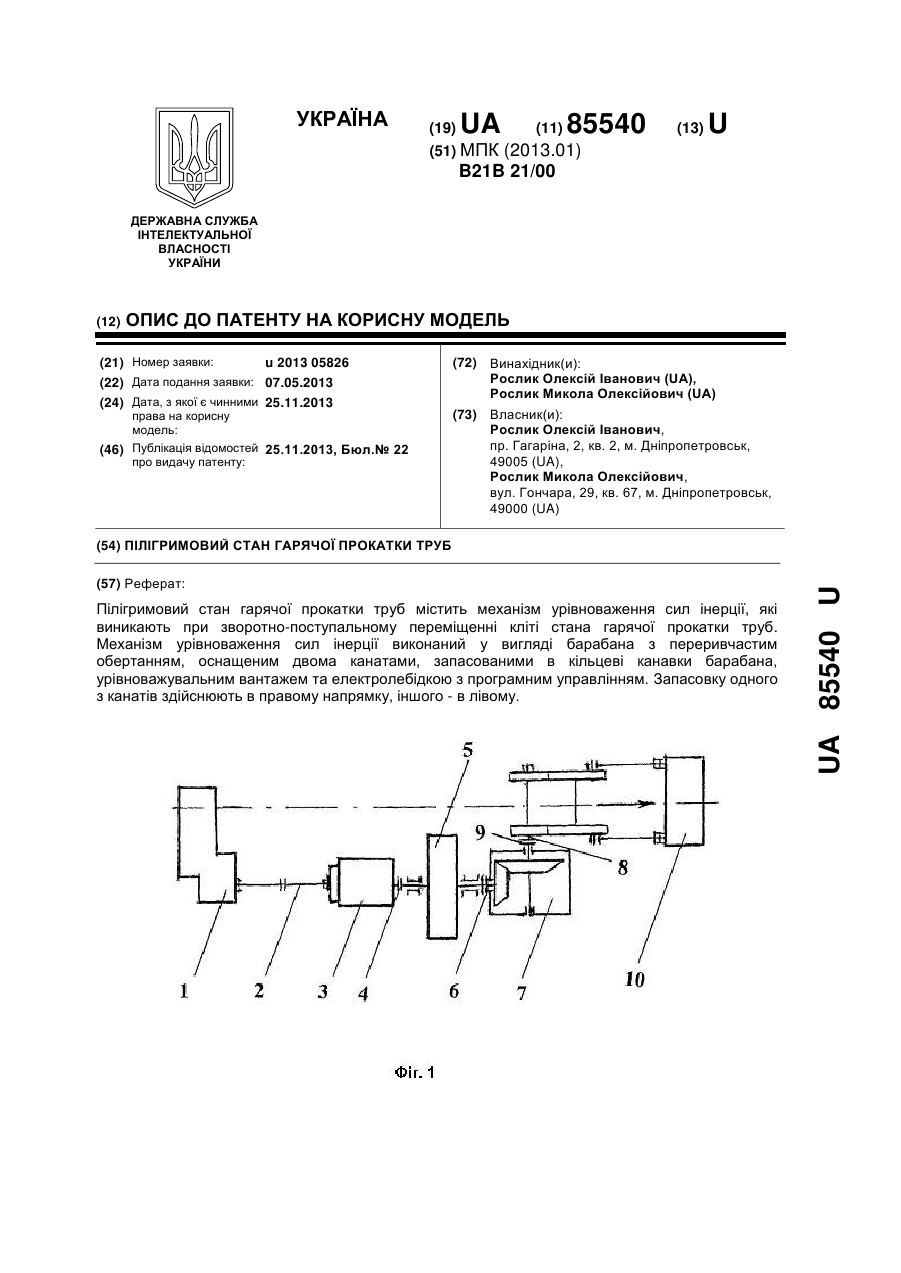
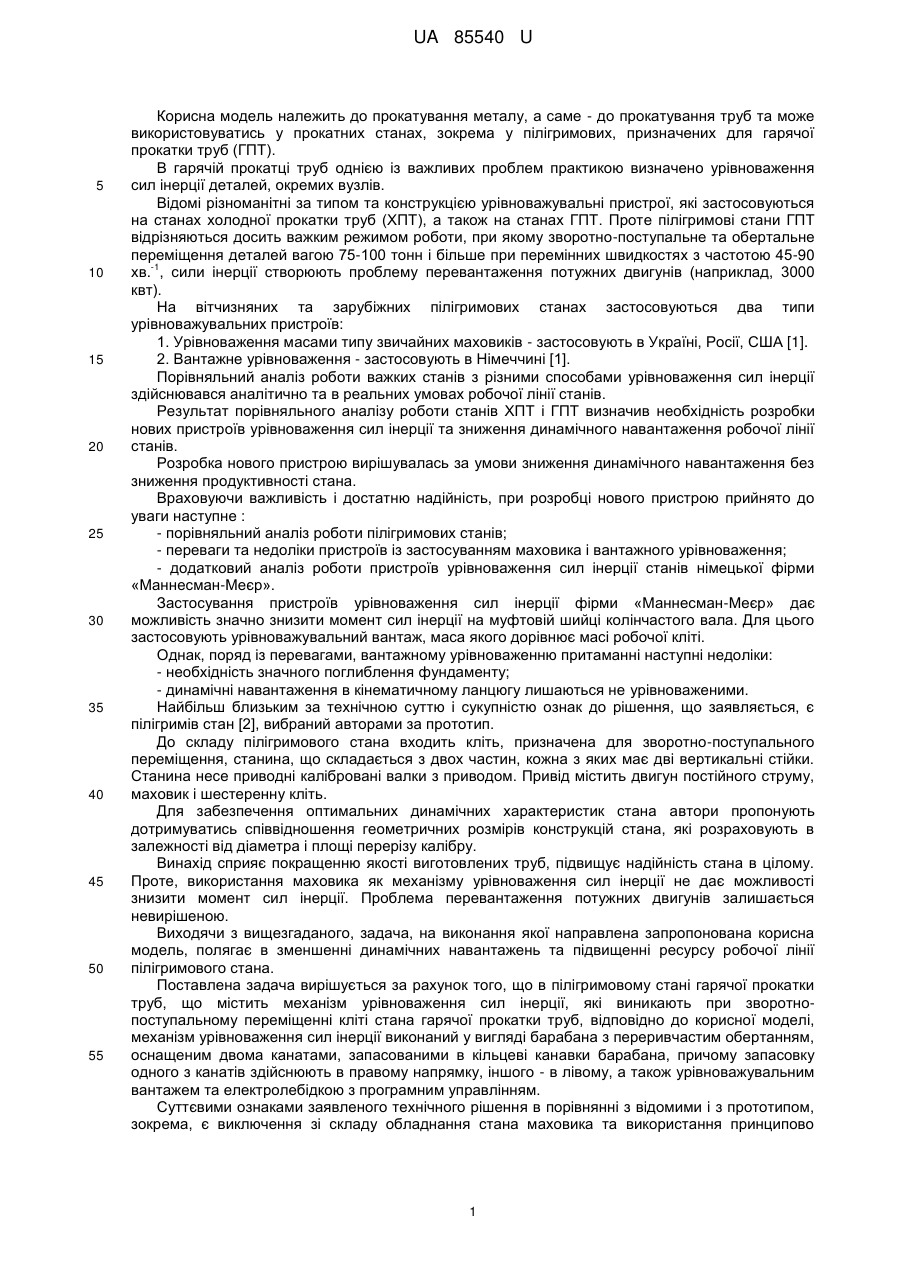
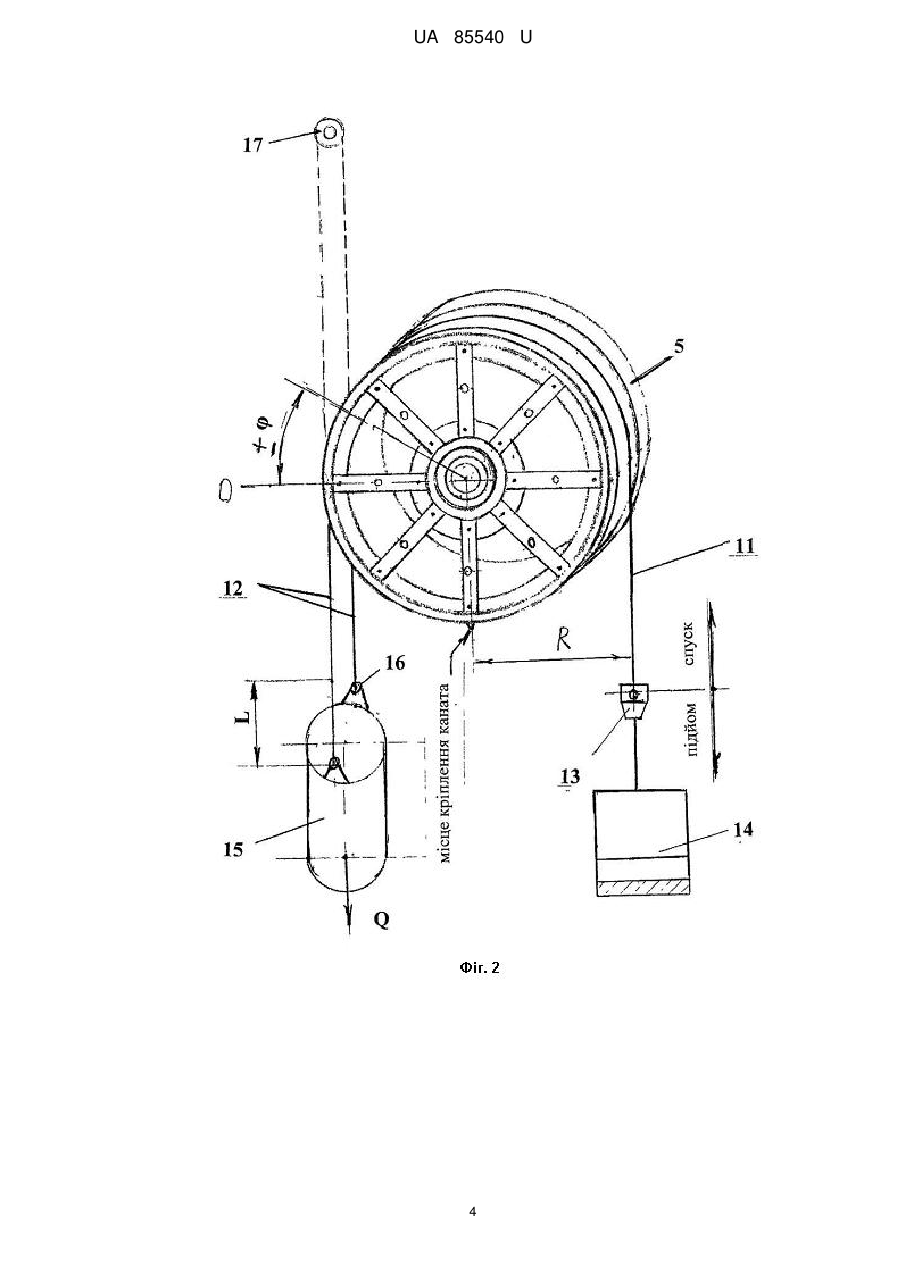
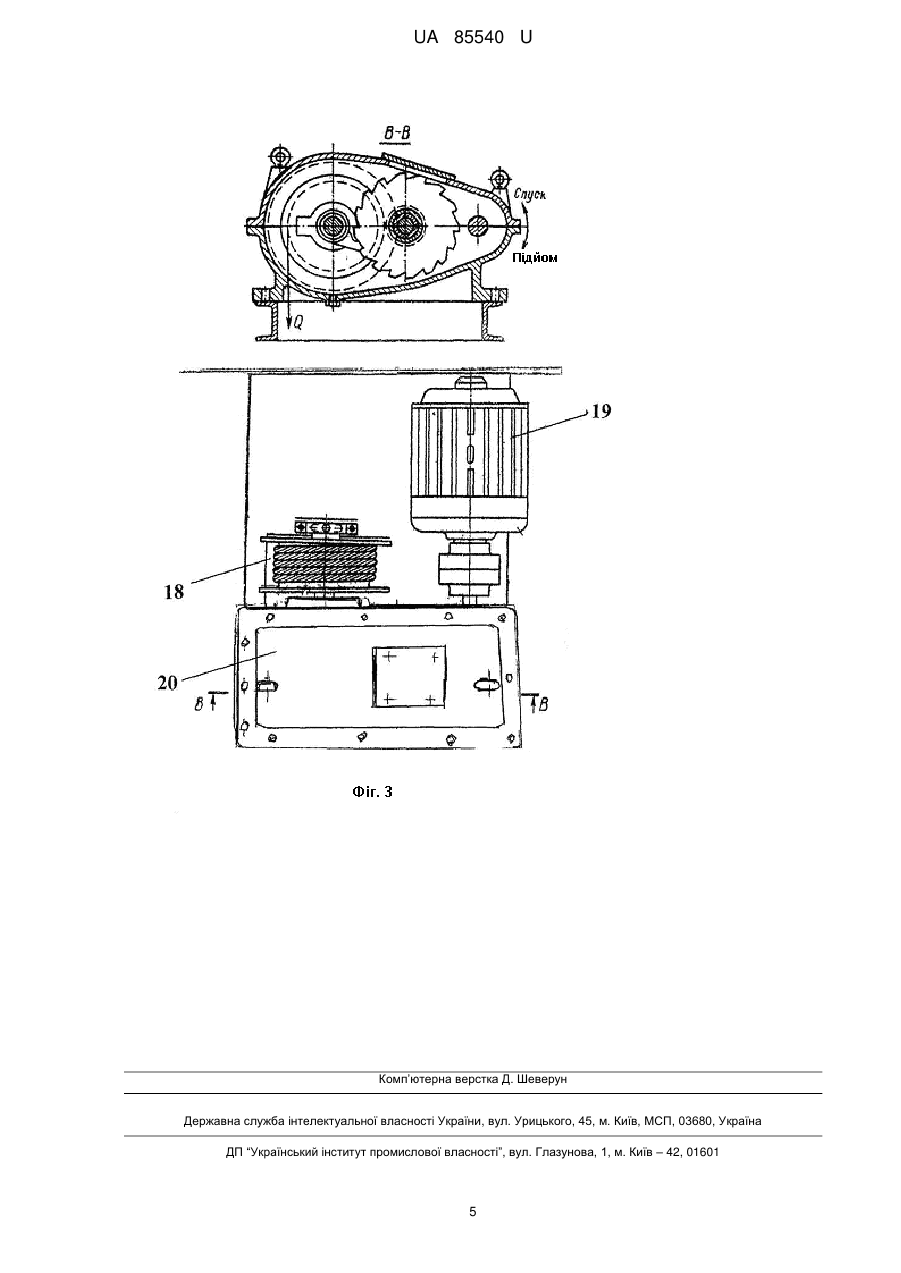
Реферат: Пілігримовий стан гарячої прокатки труб містить механізм урівноваження сил інерції, які виникають при зворотно-поступальному переміщенні кліті стана гарячої прокатки труб. Механізм урівноваження сил інерції виконаний у вигляді барабана з переривчастим обертанням, оснащеним двома канатами, запасованими в кільцеві канавки барабана, урівноважувальним вантажем та електролебідкою з програмним управлінням. Запасовку одного з канатів здійснюють в правому напрямку, іншого - в лівому. UA 85540 U (54) ПІЛІГРИМОВИЙ СТАН ГАРЯЧОЇ ПРОКАТКИ ТРУБ UA 85540 U UA 85540 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатування металу, а саме - до прокатування труб та може використовуватись у прокатних станах, зокрема у пілігримових, призначених для гарячої прокатки труб (ГПТ). В гарячій прокатці труб однією із важливих проблем практикою визначено урівноваження сил інерції деталей, окремих вузлів. Відомі різноманітні за типом та конструкцією урівноважувальні пристрої, які застосовуються на станах холодної прокатки труб (ХПТ), а також на станах ГПТ. Проте пілігримові стани ГПТ відрізняються досить важким режимом роботи, при якому зворотно-поступальне та обертальне переміщення деталей вагою 75-100 тонн і більше при перемінних швидкостях з частотою 45-90 -1 хв. , сили інерції створюють проблему перевантаження потужних двигунів (наприклад, 3000 квт). На вітчизняних та зарубіжних пілігримових станах застосовуються два типи урівноважувальних пристроїв: 1. Урівноваження масами типу звичайних маховиків - застосовують в Україні, Росії, США [1]. 2. Вантажне урівноваження - застосовують в Німеччині [1]. Порівняльний аналіз роботи важких станів з різними способами урівноваження сил інерції здійснювався аналітично та в реальних умовах робочої лінії станів. Результат порівняльного аналізу роботи станів ХПТ і ГПТ визначив необхідність розробки нових пристроїв урівноваження сил інерції та зниження динамічного навантаження робочої лінії станів. Розробка нового пристрою вирішувалась за умови зниження динамічного навантаження без зниження продуктивності стана. Враховуючи важливість і достатню надійність, при розробці нового пристрою прийнято до уваги наступне : - порівняльний аналіз роботи пілігримових станів; - переваги та недоліки пристроїв із застосуванням маховика і вантажного урівноваження; - додатковий аналіз роботи пристроїв урівноваження сил інерції станів німецької фірми «Маннесман-Меєр». Застосування пристроїв урівноваження сил інерції фірми «Маннесман-Меєр» дає можливість значно знизити момент сил інерції на муфтовій шийці колінчастого вала. Для цього застосовують урівноважувальний вантаж, маса якого дорівнює масі робочої кліті. Однак, поряд із перевагами, вантажному урівноваженню притаманні наступні недоліки: - необхідність значного поглиблення фундаменту; - динамічні навантаження в кінематичному ланцюгу лишаються не урівноваженими. Найбільш близьким за технічною суттю і сукупністю ознак до рішення, що заявляється, є пілігримів стан [2], вибраний авторами за прототип. До складу пілігримового стана входить кліть, призначена для зворотно-поступального переміщення, станина, що складається з двох частин, кожна з яких має дві вертикальні стійки. Станина несе приводні калібровані валки з приводом. Привід містить двигун постійного струму, маховик і шестеренну кліть. Для забезпечення оптимальних динамічних характеристик стана автори пропонують дотримуватись співвідношення геометричних розмірів конструкцій стана, які розраховують в залежності від діаметра і площі перерізу калібру. Винахід сприяє покращенню якості виготовлених труб, підвищує надійність стана в цілому. Проте, використання маховика як механізму урівноваження сил інерції не дає можливості знизити момент сил інерції. Проблема перевантаження потужних двигунів залишається невирішеною. Виходячи з вищезгаданого, задача, на виконання якої направлена запропонована корисна модель, полягає в зменшенні динамічних навантажень та підвищенні ресурсу робочої лінії пілігримового стана. Поставлена задача вирішується за рахунок того, що в пілігримовому стані гарячої прокатки труб, що містить механізм урівноваження сил інерції, які виникають при зворотнопоступальному переміщенні кліті стана гарячої прокатки труб, відповідно до корисної моделі, механізм урівноваження сил інерції виконаний у вигляді барабана з переривчастим обертанням, оснащеним двома канатами, запасованими в кільцеві канавки барабана, причому запасовку одного з канатів здійснюють в правому напрямку, іншого - в лівому, а також урівноважувальним вантажем та електролебідкою з програмним управлінням. Суттєвими ознаками заявленого технічного рішення в порівнянні з відомими і з прототипом, зокрема, є виключення зі складу обладнання стана маховика та використання принципово 1 UA 85540 U 5 10 15 20 25 30 35 40 45 50 нового механізму зрівноваження сил інерції, а саме - барабана з урівноважувальним вантажем та двома канатами для загальної зборки системи. На фіг.1 представлена схема стана гарячої прокатки труб з використанням запропонованого пристрою; на фіг.2 - схема барабана з канатним приводом; на фіг.3 - схема приводу електролебідки. Пілігримовий стан гарячої прокатки труб містить розподільно-подавальний механізм 1, трансмісію 2, головний електродвигун 3 та стандартні муфти 4, 6, 9, що встановлені між двигуном 3 і конічним редуктором 7 та швидкохідним валом 8. На схемі замість традиційного маховика застосовано барабан 5, шарнірно встановлений на привідному валу, 10 - робоча кліть. На барабані 5 радіусом R (фіг.2) в кільцевих канавках розміщені ведучий канат 11 та канат ведений 12 вантажний. Канат 11 співвісно з'єднаний конічною втулкою 13 з канатом лебідки 14. Кінці каната 12, дві крюкові підвіски з замком сполучені з вантажем 15, утворюючи роз'ємні вузли 16. На фіг. 3 представлено механізм редукторного типу з програмним управлінням барабана 18, двигуна 19 з переривчастим обертанням, редуктор 20, вантажне зусилля лебідки Q [3]. Роботу заявленого пристрою здійснюють наступним чином. Кріплення канатів здійснюємо поступово: огинаємо барабан 5 канатом 12 в правому напрямку та запасовуємо канат в крайні кільцеві канавки до місця кріплення зрівняльного ролика 17. Огинаємо барабан 5 канатом 11 в лівому напрямку та запасовуємо канат в центральну кільцеву канавку до місця кріплення на барабані 5 (місце кріплення барабана вказано на схемі). Ліворуч від двигуна 3 через трансмісію 2 передають крутний момент, який додається до крутного моменту від барабана 5 з вантажем 15. Стабілізують загальний крутний момент і передають через розподільно-подавальний механізм 1, забезпечуючи тим самим стабільний режим робочої лінії за повний період прокатки заготовки. Права силова лінія передає крутний момент до робочої кліті 10. Розвантаження стана із запропонованим урівноважувальним пристроєм здійснюється так: привід лебідки 14 разом з вантажем 15 створюють зворотно-переривчасте обертання барабана 5. Лебідка 14 в режимі підйому підіймає вантаж 15 на висоту L повертанням барабана 5 від нульового положення на кут φ. Лебідка 14 в загальмованому стані утримує вантаж 15. Одночасно, з початком прокатки заготовки, лебідка розгальмовується і вантаж 15 своєю вагою створює крутний момент, тим самим розвантажує лінію, допомагає двигуну 3 забезпечувати стабільний режим роботи прокатного стана за повний період роботи прокатки заготовки (4-8) хвилин. При цьому вантаж 15 та барабан 5 повертаються в вихідне положення. Передачу крутного моменту від барабана 5 до привідного вала двигуна З здійснюють за допомогою храпового колеса (на кресленні не показано), зубці якого направлені так, що собачка, яка в них входить, забезпечує з'єднання і передачу крутного моменту. Прийнявши радіус барабана R=4,25 м, довжину заготовки 2,1 м, коефіцієнт розвантаження головного приводу K=0,7, отримуємо час прокатки заготовки t=8 хвилин. Попередній розрахунок виявив наступні результати: вага вантажу Q=3,4 тонни; крутний момент барабана Т=14,2 тм; кут повороту барабана за повний прокат заготовки φ=28,3°; висота підйому вантажу - 2,1 м. Таким чином, заявлене технічне рішення дає можливість суттєво зменшити динамічне навантаження, не зменшуючи при цьому продуктивності стана, а отже, підвищити його технічний ресурс. Джерела інформації : 1. Гриншпун М.И. Соколовский В.И. Станы холодной прокатки труб. - М.: Машиностроение,1987. - С. 146-170 4 2. Авторське свідоцтво СРСР №1419770, МПК В21В 21/00, публ. 1988 3. Вайнсон А.А. Подъёмно-транспортные машины. - Μ.: Машиностроение, 1975. - С. 65-85 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Пілігримовий стан гарячої прокатки труб, що містить механізм урівноваження сил інерції, які виникають при зворотно-поступальному переміщенні кліті стана гарячої прокатки труб, який відрізняється тим, що механізм урівноваження сил інерції виконаний у вигляді барабана з переривчастим обертанням, оснащеним двома канатами, запасованими в кільцеві канавки барабана, причому запасовку одного з канатів здійснюють в правому напрямку, іншого - в лівому, а також урівноважувальним вантажем та електролебідкою з програмним управлінням. 2 UA 85540 U 3 UA 85540 U 4 UA 85540 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюRoslyk Oleksii Ivanovych, Roslyk Mykola Oleksiiovych
Автори російськоюРослик Алексей Иванович, Рослик Николай Алексеевич
МПК / Мітки
МПК: B21B 21/00
Мітки: труб, стан, пілігримовий, гарячої, прокатки
Код посилання
<a href="https://ua.patents.su/7-85540-piligrimovijj-stan-garyacho-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Пілігримовий стан гарячої прокатки труб</a>
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Хоф Хартмут, Зельбах Пауль, Бройєр Міхель
Мітки: прокатній, металу, спосіб, стан, зокрема, гарячої, прокатки, також, алюмінію
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Стан холодної періодичної роликової прокатки труб
Номер патенту: 40801
Опубліковано: 27.04.2009
Автори: Маркевич Іван Вікторович, Григоренко Володимир Устинович
МПК: B21B 21/00
Мітки: прокатки, холодної, роликової, труб, періодичної, стан
Формула / Реферат:
Стан холодної періодичної роликової прокатки труб, що містить станину й змонтовану в ній робочу кліть, що складається з каретки з опорними планками і сепаратора з прокатними роликами, та важільний механізм, що складається з куліси та тяг каретки і сепаратора, механізм подачі й повороту труби, допоміжні механізми, який відрізняється тим, що в стані додатково розташована над торцем куліси опорна калібрована балка, що з'єднана зі станиною стана,...
Широкоштабовий стан гарячої прокатки
Номер патенту: 77200
Опубліковано: 11.02.2013
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: широкоштабовий, стан, гарячої, прокатки
Формула / Реферат:
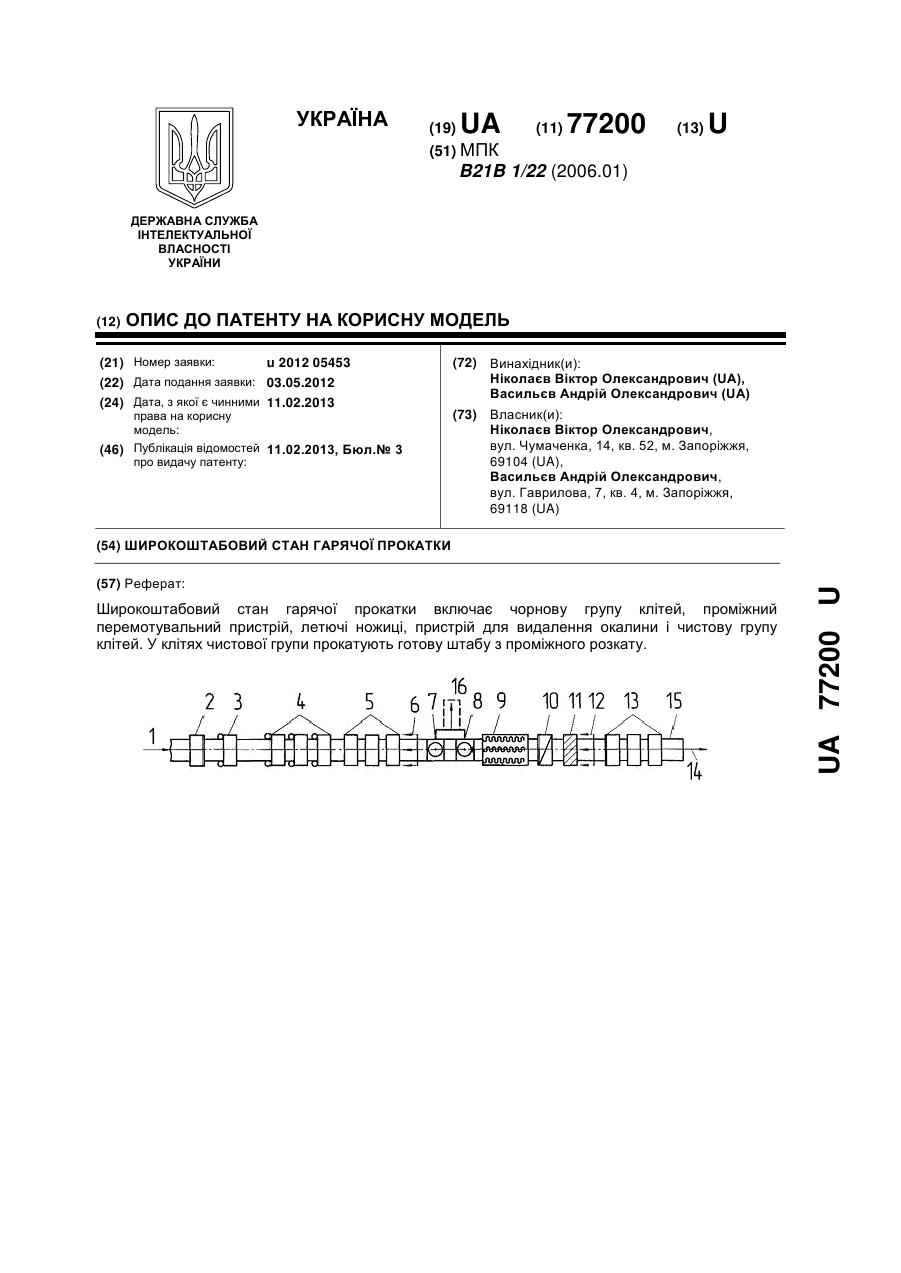
Широкоштабовий стан гарячої прокатки, що включає чорнову групу клітей, проміжний перемотувальний пристрій, летючі ножиці, пристрій для видалення окалини і чистову групу клітей, який відрізняється тим, що в клітях чистової групи прокатують готову штабу з проміжного розкату при відношенні товщин проміжного розкату і готової штаби, рівному НПР/h=3,0…6,0, (де НПР і h - відповідно товщина проміжного розкату і готової штаби).
Прокатний стан, зокрема обтискний стан для гарячої прокатки
Номер патенту: 87978
Опубліковано: 10.09.2009
Автори: Артель Герхард, Цизер Бернд, Хаберманн Андреас
МПК: B21B 13/06, B21B 35/06
Мітки: прокатки, прокатній, гарячої, зокрема, обтискній, стан
Формула / Реферат:
1. Прокатний стан, зокрема обтискний стан для гарячої прокатки, який містить пару вертикально розташованих напроти один одного валків (3, 4) з центральними осями (5), при цьому валки за допомогою шарнірних валів (6, 7) з'єднані з обертальним приводом (8), який відрізняється тим, що обертальний привод (8) для обох валків (3, 4) розташований нерухомо нижче рівня підлоги (2) цеху і з'єднаний з відповідним нерухомим приводом (9) кожного...
Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, і стан гарячої прокатки для здійснення способу
Номер патенту: 98061
Опубліковано: 10.04.2012
Автори: Фукс Вольфганг, Берг Хеннінг
МПК: B21B 39/14, C21D 1/667, B21B 45/02
Мітки: стан, спосіб, здійснення, прокатки, гарячої, зокрема, способу, матеріалу, прокатуваного, штаби, подачі, сталевої, подовжньої, гарячекатаної
Формула / Реферат:
1. Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, на рольгангу (3) стана (1) гарячої прокатки, в якому прокатуваний матеріал після виходу з чистової групи (2) стана рольгангом транспортується в напрямку моталки (7) через зону (4) ламінарного охолоджування, розташовану між чистовою групою стана і моталкою, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4)...
Попередній патент: Спосіб визначення розміру наночастинок срібла
Наступний патент: Настільний контейнер для сміття
Випадковий патент: Репелент проти кровосисних комах