Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, і стан гарячої прокатки для здійснення способу
Формула / Реферат
1. Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, на рольгангу (3) стана (1) гарячої прокатки, в якому прокатуваний матеріал після виходу з чистової групи (2) стана рольгангом транспортується в напрямку моталки (7) через зону (4) ламінарного охолоджування, розташовану між чистовою групою стана і моталкою, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4) ламінарного охолоджування за допомогою щонайменше однієї бічної напрямної (11).
2. Спосіб за п. 1, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4) ламінарного охолоджування за допомогою декількох бічних напрямних (11).
3. Спосіб за п. 1, який відрізняється тим, що ширину прокатуваного матеріалу (5) реєструють автоматично, після того як прокатуваний матеріал пройде через чистову групу (2) стана.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що відповідні бічні напрямні (11) встановлюють на певну ширину, після того як головна частина прокатуваного матеріалу (5) проходить відповідну бічну напрямну.
5. Спосіб за п. 4, який відрізняється тим, що встановлення бічних напрямних (11) на ширину прокатуваного матеріалу здійснюють керованим чином.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що положення бічних напрямних (11) встановлюють залежно від положення встановленого над прокатуваним матеріалом (5) охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища.
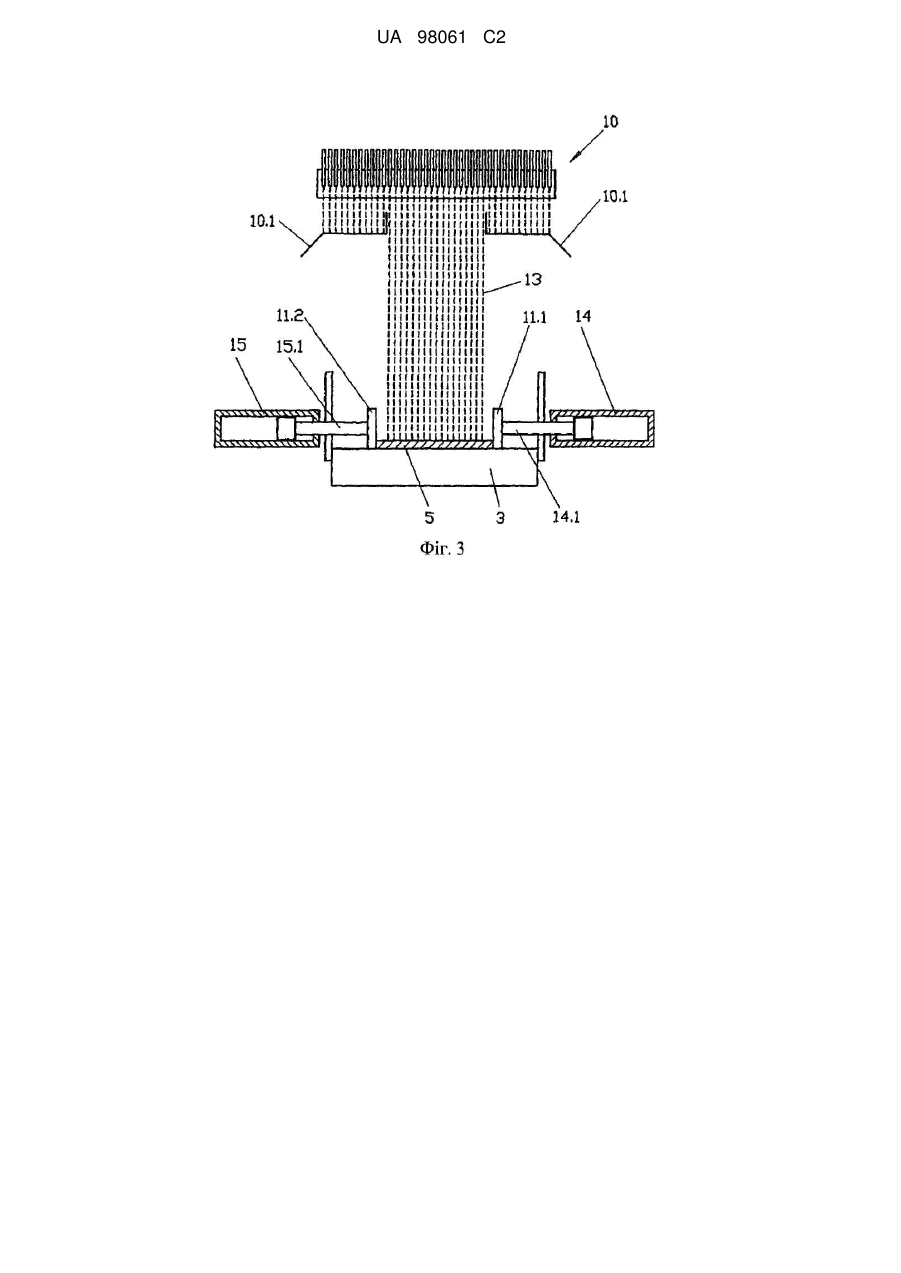
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що положення встановленого над прокатуваним матеріалом (5) охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища встановлюють залежно від положення бічних напрямних (11).
8. Стан гарячої прокатки з чистовою групою стана, що містить розташовану після чистової групи (2) стана зону (4) ламінарного охолоджування з рольгангом (3) для транспортування прокатуваного матеріалу (5), моталку (7) для змотування прокатуваного матеріалу (5), встановлену в кінці рольганга (3), і охолоджуючий пристрій (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановлений над прокатуваним матеріалом (5), який відрізняється тим, що вздовж зони (4) ламінарного охолоджування встановлена щонайменше одна бічна напрямна (11).
9. Стан гарячої прокатки за п. 8, який відрізняється тим, що вздовж зони (4) ламінарного охолоджування встановлені декілька бічних напрямних (11).
10. Стан гарячої прокатки за п. 8, який відрізняється тим, що між виходом (2.1) з чистової групи (2) стана і входом (4.1) в зону (4) ламінарного охолоджування встановлений вимірювальний пристрій (12), що визначає ширину прокатуваного матеріалу (5).
11. Стан гарячої прокатки за п. 8, який відрізняється тим, що для одержання однорідної структури і однорідних міцнісних властивостей прокатуваного матеріалу (5) щонайменше одна бічна напрямна (11) виконана з можливістю регулювання залежно від положення охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановленого над прокатуваним матеріалом (5).
12. Стан гарячої прокатки за п. 8, який відрізняється тим, що для одержання однорідної структури і однорідних міцнісних властивостей прокатуваного матеріалу (5) передбачене регулювання положення охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановленого над прокатуваним матеріалом (5), залежно від положення щонайменше однієї бічної напрямної (11).
13. Стан гарячої прокатки за будь-яким із пп. 8-12, який відрізняється тим, що щонайменше одна бічна напрямна (11) по обидва боки прокатуваного матеріалу (5) містить напрямні лінійки (11.1, 11.2), розташовані паралельно одна одній і переміщувані відносно одна одної.
14. Стан гарячої прокатки за п. 13, який відрізняється тим, що кожна з напрямних лінійок (11.1, 11.2) знаходиться в кінематичному зв'язку з привідним пристроєм, який виконаний у вигляді блока (13) поршневого циліндра і здійснює паралельне переміщення напрямних лінійок.
Текст
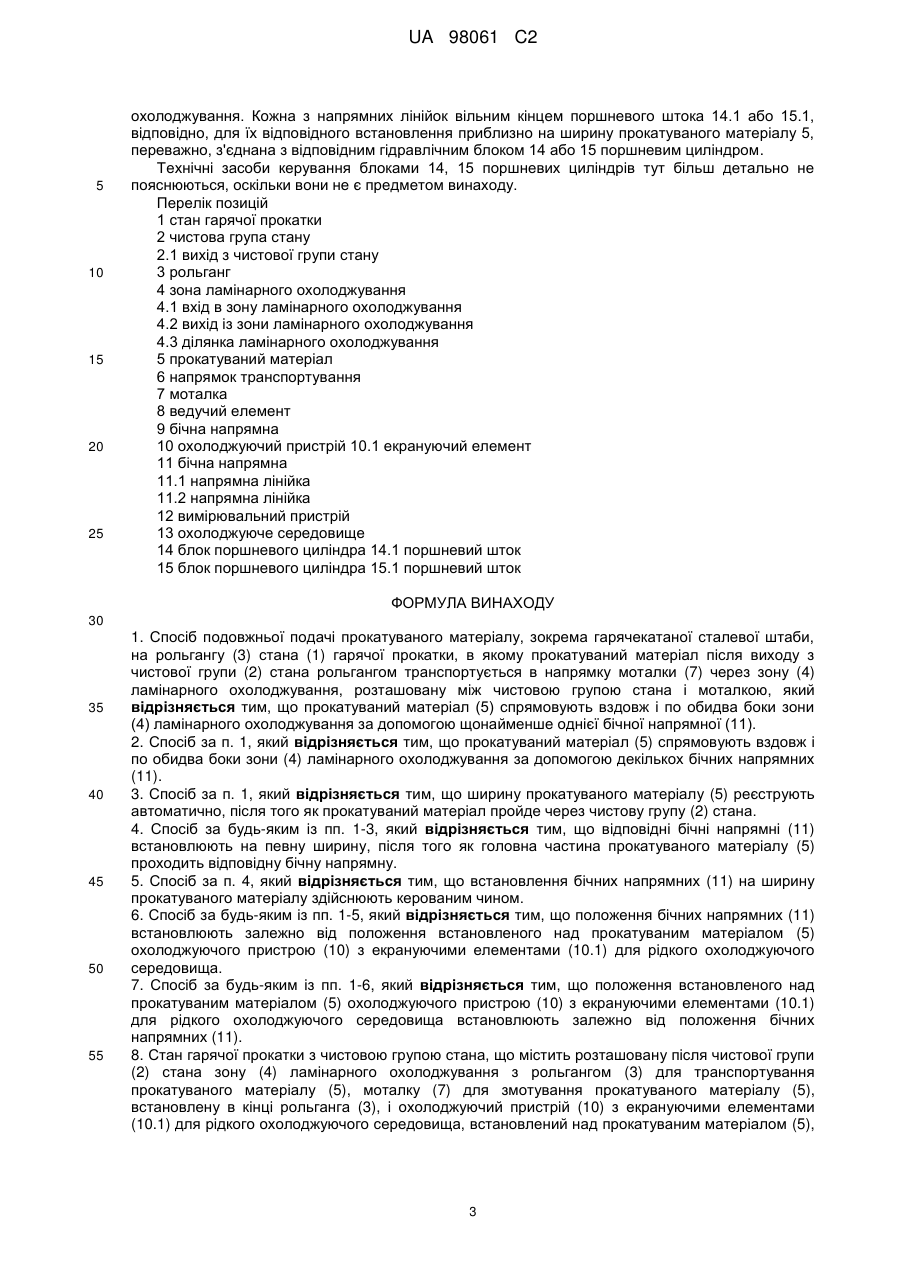
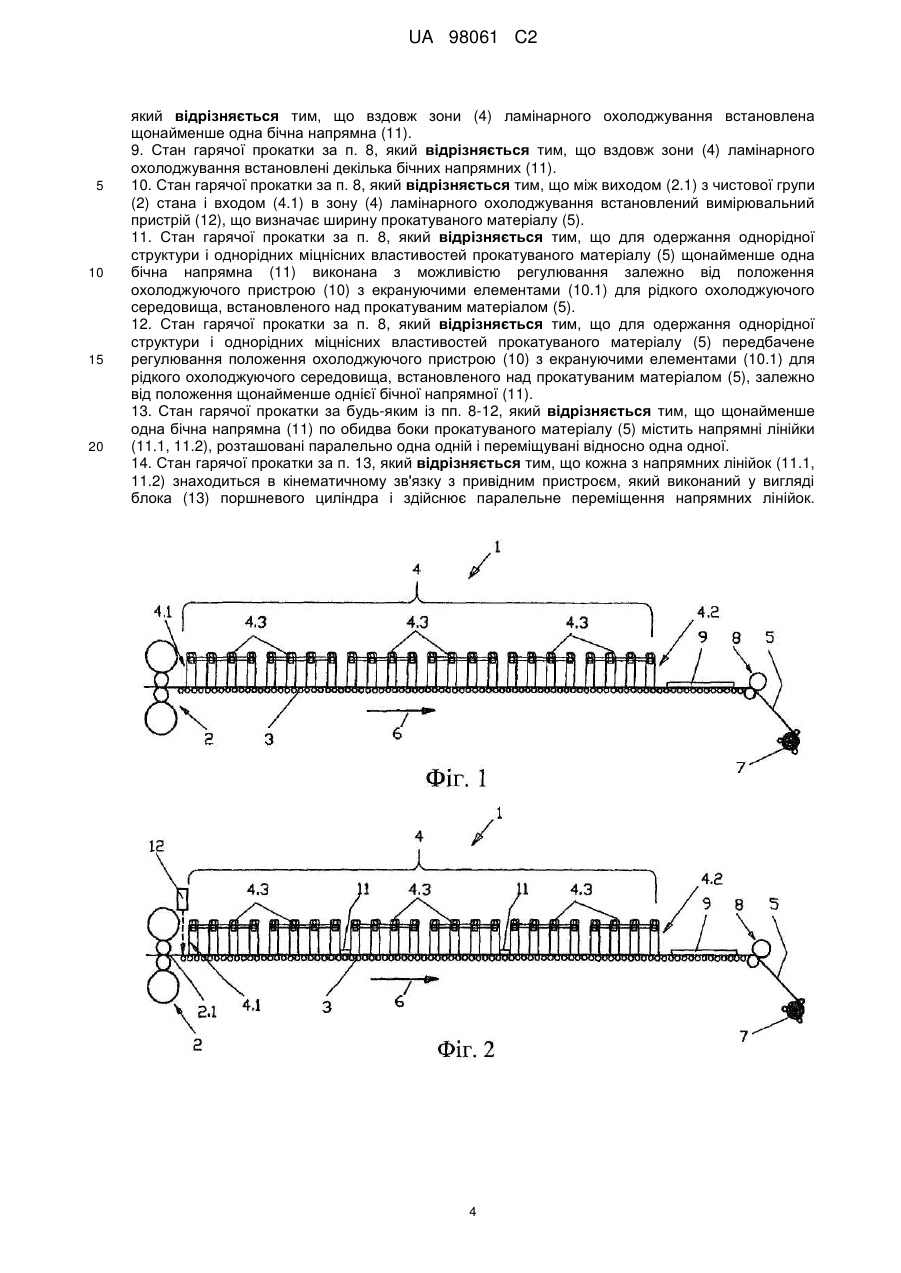
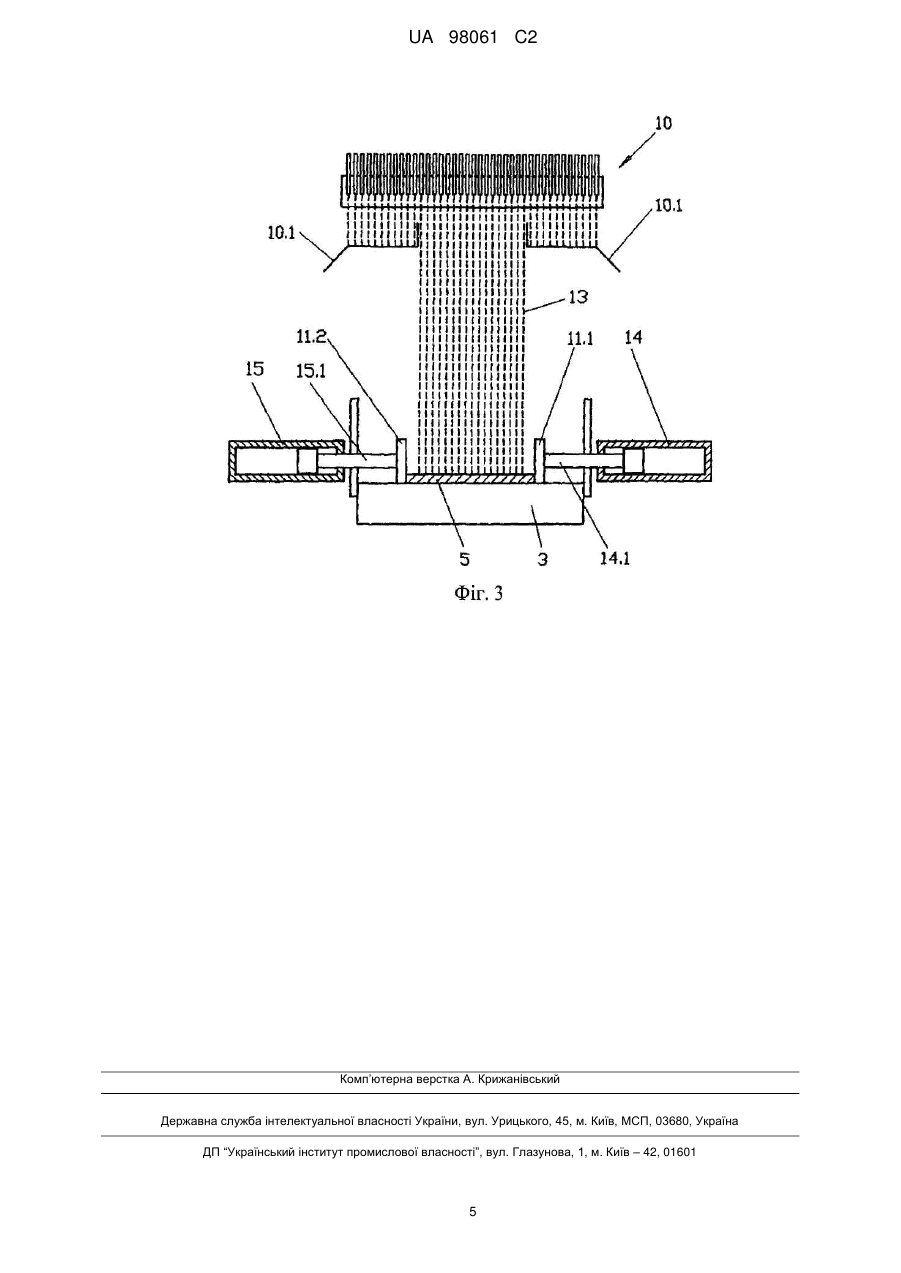
Реферат: В основу винаходу поставлена задача зменшення відмінностей в структурі та міцності по ширині прокатуваного матеріалу та мінімізації обрізу кромок прокатуваного матеріалу. Задача згідно з винаходом вирішується тим, що прокатуваний матеріал (5) спрямовується вздовж і по обидва боки від зони (4) ламінарного охолоджування. UA 98061 C2 (12) UA 98061 C2 UA 98061 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу подовжньої подачі прокатуваного матеріалу, зокрема, гарячекатаної сталевої штаби, згідно з ознаками обмежувальної частини пункту 1 формули винаходу і стану гарячої прокатки для здійснення способу згідно з ознаками обмежувальної частини пункту 8 формули винаходу. Загальновідомо, що прокатуваний матеріал в стані гарячої прокатки, коли він виходить з чистової групи стану гарячої прокатки, то він за допомогою рольганга проходить через зону ламінарного охолоджування аж до зони змотування. У зоні ламінарного охолоджування прокатуваний матеріал для одержання по можливості однорідної структури і однорідних міцнісних властивостей по ширині прокатуваного матеріалу охолоджується за допомогою води до необхідної температури змотування. В умовах всього процесу виготовлення прокатуваного матеріалу при відомих умовах по ширині прокатуваного матеріалу виникає неоднорідний температурний профіль. Цей температурний профіль може змінюватися для вирівнювання при охолоджуванні прокатуваного матеріалу за допомогою впливу пристрою з екрануючими елементами, що встановлюється, переважно, вздовж прокатуваного матеріалу і по ширині прокатуваного матеріалу. Такий пристрій відомий з DE 3230866 С2 і з DE 19925535 А1. Однак транспортування прокатуваного матеріалу вздовж рольганга здійснюється не завжди так, що за допомогою вищевказаного пристрою охолоджування відбувається приблизно рівномірно по ширині прокатуваного матеріалу, оскільки прокатуваний матеріал схильний до розповзання, тобто, до виходу по боках із зони охолоджування, визначеної пристроєм. У результаті з одного боку або з різних боків ділянки кромки прокатуваного матеріалу відносно загальної ширини можуть постійно виявляти суттєві відхилення в температурному профілі, в структурі та в міцності. Як особливий недолік в зв'язку з цим потрібно указати на появу відрізу кромки (відходів); ці відходи приводять до зниження продуктивності. Тому задачею даного винаходу є мінімізація вищезгаданих відмінностей в структурі та міцності, а також зниження відходів відрізання кромки. Задача вирішується згідно з винаходом за допомогою ознак пунктів 1 і 8 формули винаходу. Відповідно до ознак пункту 1 формули винаходу згідно з способом подовжньої подачі прокатуваного матеріалу, зокрема, гарячекатаної сталевої штаби, прокатуваний матеріал після проходження чистової групи стану гарячої прокатки за допомогою рольганга транспортується в напрямку моталки і при цьому проходить через зону ламінарного охолоджування, розташовану між чистовою групою стану і моталкою. Згідно з винаходом прокатуваний матеріалу прямує вздовж і по обидва боки зони ламінарного охолоджування за допомогою щонайменше однієї бічної напрямної, яка складається з двох напрямних лінійок, паралельних між собою і дистанційованих одна від одної, а саме, таким чином, що прокатуваний матеріал по суті піддається впливу з боку встановленого над ним охолоджуючого пристрою з екрануючими елементами для рідкого охолоджуючого середовища по всій поверхні. З цим пов'язана та перевага, що запобігається розповзання прокатуваного матеріалу, тобто його відхилення від напрямку транспортування в зоні ламінарного охолоджування. Тим самим досягається одержання однорідного температурного профілю по ширині прокатуваного матеріалу при створенні єдиної структури і однорідних міцнісних властивостях. Крім того, завдяки способу згідно з винаходом скорочуються кромкові відходи прокатуваного матеріалу і, отже, збільшується вихід прокатуваного матеріалу. Як вже згадувалося вище, прокатуваний матеріал вздовж зони ламінарного охолоджування може подаватися за допомогою декількох бічних напрямних. При цьому бічні напрямні, як указано, складаються з напрямних лінійок, які є по обидва боки від прокатуваного матеріалу, паралельних між собою і переміщуваних відносно один одного. Встановлення щонайменше однієї бічної напрямної на ширину прокатуваного матеріалу здійснюється у варіанті виконання винаходу автоматично, а саме, таким чином, що після проходження чистової групи стану гарячої прокатки ширина прокатуваного матеріалу реєструється за допомогою вимірювальної техніки. Після цього, переважно, відбувається грубе встановлення щонайменше однієї бічної напрямної на ширину прокатуваного матеріалу і, після того як головна частина прокатуваного матеріалу пройде бічну напрямну, здійснюється встановлення на зареєстровану ширину прокатуваного матеріалу. Як вже було указано вище, встановлення бічної напрямної упоперек шляху транспортування прокатуваного матеріалу згідно з винаходом може відбуватися залежно від положення охолоджуючого пристрою з екрануючими елементами для рідкого охолоджуючого середовища, що встановлюється, переважно, над прокатуваним матеріалом. Аналогічним чином згаданий охолоджуючий пристрій, природно, може бути спрямований також на положення бічної 1 UA 98061 C2 5 10 15 20 25 30 35 40 45 50 55 60 напрямної, а саме, з метою одержання постійного температурного профілю приблизно по ширині прокатуваного матеріалу. Відповідно до ознак пункту 8 формули винаходу стан гарячої прокатки містить розташовану після чистової групи стану зону ламінарного охолоджування з рольгангом для транспортування прокатуваного матеріалу, моталку для намотування прокатуваного матеріалу, встановлену в кінці рольганга, і, переважно, охолоджуючий пристрій з екрануючими елементами для охолоджуючого середовища, встановлений над прокатуваним матеріалом. Згідно з винаходом щоб уникнути бічного розповзання прокатуваного матеріалу в зоні ламінарного охолоджування вздовж зони ламінарного охолоджування встановлена щонайменше одна бічна напрямна. В іншому варіанті виконання винаходу вздовж зони ламінарного охолоджування можуть розташовуватися декілька таких бічних напрямних. Тим самим досягається відносно стопроцентна стабільність відносно подовжньої подачі прокатуваного матеріалу. Між виходом з чистової групи стану і входом в зону ламінарного охолоджування в черговому варіанті виконання винаходу встановлений вимірювальний пристрій, що охоплює прокатуваний матеріал по ширині і з'єднаний з електронним пристроєм керування станом гарячої прокатки з можливістю передачі сигналу. Крім того, з електронним пристроєм керування з можливістю передачі сигналу з'єднані, наприклад, гідравлічні засоби керування для підведення гідравлічних блоків поршневих циліндрів. При цьому блоки поршневих циліндрів являють собою привідні органи для встановлення напрямних лінійок, наприклад, на ширину прокатуваного матеріалу. Нижче винахід більш детально пояснюється з посиланням на креслення, на яких: фіг. 1 зображує схематично зону ламінарного охолоджування стану гарячої прокатки згідно з рівнем техніки, фіг. 2 схематично зону ламінарного охолоджування стану гарячої прокатки згідно з даним винаходом, фіг. 3 схематично вигляд спереду встановленого над прокатуваним матеріалом в зоні ламінарного охолоджування стану гарячої прокатки охолоджуючого пристрою з екрануючими елементами для рідкого охолоджуючого середовища в комбінації з бічною напрямною рольганга. Згідно з фіг. 1 на виході з чистової групи 2 стану виконаний рольганг 3 із зоною 4 ламінарного охолоджування стану 1 гарячої прокатки, що складається з декількох ділянок 4.3 охолоджування. За допомогою рольганга 3 прокат 5 у вигляді гарячекатаної сталевої штаби транспортується в напрямку 6 стрілки до моталки 7 і намотується на неї. Перед змотуванням прокатуваний матеріал 5 відхиляється від свого, переважно, горизонтального напрямку 6 транспортування, за допомогою тягнучого елемента 8. Між виходом 4.2 із зони 4 ламінарного охолоджування і відхиляючим (тягнучим) пристроєм 8 встановлена сама по собі відома бічна напрямна 9 для прокатуваного матеріалу 5, що служить, однак, виключно для рівного намотування прокатуваного матеріалу 5 без виступу кромок. Зона 4 ламінарного охолоджування на своєму простяганні може складатися, як тут показано, з декількох ділянок 4.3 ламінарного охолоджування, причому кожна ділянка 4.3 ламінарного охолоджування може мати сама по собі відомий охолоджуючий пристрій 10 з елементами 10.1, див. також фіг. 3. На фіг. 2 зображена зона 4 ламінарного охолоджування, відома з рівня техніки, правда, з тією різницею, що між двома послідовно розташованими ділянками 4.3 охолоджування встановлена бічна напрямна 11, яка складається з двох напрямних лінійок 11.1 і 11.2, див. також фіг. 3, а між виходом 2.1 з чистової групи 2 стану і входом 4.1 в зону 4 ламінарного охолоджування встановлений вимірювальний пристрій 12 для реєстрації ширини прокатуваного матеріалу 4. Вимірювальний пристрій 12, слідуючи логіці, з'єднаний з не показаним електронним пристроєм керування станом гарячої прокатки з можливістю передачі сигналу для обробки зареєстрованого результату вимірювання. Крім того, з електронним пристроєм керування з можливістю передачі сигналу, відповідно, з'єднаний, наприклад, не показаний засіб керування гідравлічними блоками поршневих циліндрів, доданий як сервопривід бічної напрямної 11, що складається з першої і другої напрямних лінійок 11.1 і 11.2. На фіг. 3 над прокатуваним матеріалом 5 по рольгангу 3, по вертикалі встановлений сам по собі відомий охолоджуючий пристрій 10. Охолоджуючий пристрій 10 містить екрануючі елементи 10.1 для рідкого охолоджуючого середовища 13. Згідно з винаходом по обидва боки від прокатуваного матеріалу встановлені відповідні напрямні лінійки 11.1 і 11.2. Обидві напрямні лінійки утворюють бічну напрямну 11, встановлену, як показано на фіг. 2, між кожними двома послідовно розташованими ділянками 4.3 ламінарного 2 UA 98061 C2 5 10 15 20 25 охолоджування. Кожна з напрямних лінійок вільним кінцем поршневого штока 14.1 або 15.1, відповідно, для їх відповідного встановлення приблизно на ширину прокатуваного матеріалу 5, переважно, з'єднана з відповідним гідравлічним блоком 14 або 15 поршневим циліндром. Технічні засоби керування блоками 14, 15 поршневих циліндрів тут більш детально не пояснюються, оскільки вони не є предметом винаходу. Перелік позицій 1 стан гарячої прокатки 2 чистова група стану 2.1 вихід з чистової групи стану 3 рольганг 4 зона ламінарного охолоджування 4.1 вхід в зону ламінарного охолоджування 4.2 вихід із зони ламінарного охолоджування 4.3 ділянка ламінарного охолоджування 5 прокатуваний матеріал 6 напрямок транспортування 7 моталка 8 ведучий елемент 9 бічна напрямна 10 охолоджуючий пристрій 10.1 екрануючий елемент 11 бічна напрямна 11.1 напрямна лінійка 11.2 напрямна лінійка 12 вимірювальний пристрій 13 охолоджуюче середовище 14 блок поршневого циліндра 14.1 поршневий шток 15 блок поршневого циліндра 15.1 поршневий шток ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, на рольгангу (3) стана (1) гарячої прокатки, в якому прокатуваний матеріал після виходу з чистової групи (2) стана рольгангом транспортується в напрямку моталки (7) через зону (4) ламінарного охолоджування, розташовану між чистовою групою стана і моталкою, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4) ламінарного охолоджування за допомогою щонайменше однієї бічної напрямної (11). 2. Спосіб за п. 1, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4) ламінарного охолоджування за допомогою декількох бічних напрямних (11). 3. Спосіб за п. 1, який відрізняється тим, що ширину прокатуваного матеріалу (5) реєструють автоматично, після того як прокатуваний матеріал пройде через чистову групу (2) стана. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що відповідні бічні напрямні (11) встановлюють на певну ширину, після того як головна частина прокатуваного матеріалу (5) проходить відповідну бічну напрямну. 5. Спосіб за п. 4, який відрізняється тим, що встановлення бічних напрямних (11) на ширину прокатуваного матеріалу здійснюють керованим чином. 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що положення бічних напрямних (11) встановлюють залежно від положення встановленого над прокатуваним матеріалом (5) охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що положення встановленого над прокатуваним матеріалом (5) охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища встановлюють залежно від положення бічних напрямних (11). 8. Стан гарячої прокатки з чистовою групою стана, що містить розташовану після чистової групи (2) стана зону (4) ламінарного охолоджування з рольгангом (3) для транспортування прокатуваного матеріалу (5), моталку (7) для змотування прокатуваного матеріалу (5), встановлену в кінці рольганга (3), і охолоджуючий пристрій (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановлений над прокатуваним матеріалом (5), 3 UA 98061 C2 5 10 15 20 який відрізняється тим, що вздовж зони (4) ламінарного охолоджування встановлена щонайменше одна бічна напрямна (11). 9. Стан гарячої прокатки за п. 8, який відрізняється тим, що вздовж зони (4) ламінарного охолоджування встановлені декілька бічних напрямних (11). 10. Стан гарячої прокатки за п. 8, який відрізняється тим, що між виходом (2.1) з чистової групи (2) стана і входом (4.1) в зону (4) ламінарного охолоджування встановлений вимірювальний пристрій (12), що визначає ширину прокатуваного матеріалу (5). 11. Стан гарячої прокатки за п. 8, який відрізняється тим, що для одержання однорідної структури і однорідних міцнісних властивостей прокатуваного матеріалу (5) щонайменше одна бічна напрямна (11) виконана з можливістю регулювання залежно від положення охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановленого над прокатуваним матеріалом (5). 12. Стан гарячої прокатки за п. 8, який відрізняється тим, що для одержання однорідної структури і однорідних міцнісних властивостей прокатуваного матеріалу (5) передбачене регулювання положення охолоджуючого пристрою (10) з екрануючими елементами (10.1) для рідкого охолоджуючого середовища, встановленого над прокатуваним матеріалом (5), залежно від положення щонайменше однієї бічної напрямної (11). 13. Стан гарячої прокатки за будь-яким із пп. 8-12, який відрізняється тим, що щонайменше одна бічна напрямна (11) по обидва боки прокатуваного матеріалу (5) містить напрямні лінійки (11.1, 11.2), розташовані паралельно одна одній і переміщувані відносно одна одної. 14. Стан гарячої прокатки за п. 13, який відрізняється тим, що кожна з напрямних лінійок (11.1, 11.2) знаходиться в кінематичному зв'язку з привідним пристроєм, який виконаний у вигляді блока (13) поршневого циліндра і здійснює паралельне переміщення напрямних лінійок. 4 UA 98061 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of longitudinal feed of rolling stock, in particular, hot-rolled steel strip and mill for hot rolling
Автори англійськоюFuchs, Wolfgang, Berg, Henning
Назва патенту російськоюСпособ продольной подачи прокатываемого материала, в частности горячекатаной стальной полосы, и стан горячей прокатки для осуществления способа
Автори російськоюФукс Вольфганг, Берг Хеннинг
МПК / Мітки
МПК: C21D 1/667, B21B 45/02, B21B 39/14
Мітки: стан, сталевої, зокрема, матеріалу, здійснення, подовжньої, гарячої, спосіб, способу, прокатуваного, штаби, гарячекатаної, подачі, прокатки
Код посилання
<a href="https://ua.patents.su/7-98061-sposib-podovzhno-podachi-prokatuvanogo-materialu-zokrema-garyachekatano-stalevo-shtabi-i-stan-garyacho-prokatki-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, і стан гарячої прокатки для здійснення способу</a>
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Хоф Хартмут, Бройєр Міхель, Зельбах Пауль
Мітки: гарячої, також, стан, зокрема, алюмінію, металу, спосіб, прокатки, прокатній
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб виробництва гарячекатаної сталевої штаби та комбінований розливний і прокатний пристрій для здійснення цього способу
Номер патенту: 91084
Опубліковано: 25.06.2010
Автори: Майєрл Джозеф, Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B21B 13/22, B22D 11/00, C21D 8/02, B21B 1/46
Мітки: комбінований, виробництва, способу, спосіб, цього, прокатній, розливний, пристрій, штаби, здійснення, сталевої, гарячекатаної
Формула / Реферат:
1. Спосіб виробництва гарячекатаної сталевої штаби у рулони або листи зі сталевого розплаву у технологічному процесі безперервного виробництва з безперервним проходом штаби, який включає наступні стадії:- стадію, на якій струмок сталі (5) розливають у кристалізатор (2) пристрою (1) безперервного розливання,- стадію, на якій струмок литої сталі піддають формозміні у першій групі (6) клітей у попередньо прокатану гарячу штабу...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: тонкої, здійснення, прокатки, стан, штаби, гарячої, спосіб
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Прокатний стан, зокрема обтискний стан для гарячої прокатки
Номер патенту: 87978
Опубліковано: 10.09.2009
Автори: Цизер Бернд, Хаберманн Андреас, Артель Герхард
МПК: B21B 35/06, B21B 13/06
Мітки: прокатки, зокрема, прокатній, гарячої, обтискній, стан
Формула / Реферат:
1. Прокатний стан, зокрема обтискний стан для гарячої прокатки, який містить пару вертикально розташованих напроти один одного валків (3, 4) з центральними осями (5), при цьому валки за допомогою шарнірних валів (6, 7) з'єднані з обертальним приводом (8), який відрізняється тим, що обертальний привод (8) для обох валків (3, 4) розташований нерухомо нижче рівня підлоги (2) цеху і з'єднаний з відповідним нерухомим приводом (9) кожного...
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Єлецьких Володимир Іванович, Леонідов-Канєвський Євген Володимирович, Остапенко Арнольд Леонтійович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
МПК: B21B 41/00, B21B 1/46, B21B 1/30
Мітки: смуги, спосіб, тонкої, здійснення, прокатки, гарячої, міні-стан
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Попередній патент: Спосіб перероблення відвальних металургійних шлаків
Випадковий патент: Спосіб лікування червоного плескатого лишаю, ускладненого мікозом