Опорний валок для прокатного стана та спосіб його виготовлення
Номер патенту: 89530
Опубліковано: 10.02.2010
Автори: Кляйн Ахім, Мюллер Хайнц-Адольф, Меккель Йорг, Мюнкер Йохен, Бергер Майк, Золер Йорн


Формула / Реферат
1. Опорний валок (1) для прокатного стана, який складається з гільзи (2) і вала або осі (3), який відрізняється тим, що вал або вісь (3) валка виконані у вигляді лівої (4) і правої напівшийки (5), при цьому гільза (2) всередині має ділянку, виконану у вигляді зрізаного конуса.
2. Опорний валок (1) за п. 1, який відрізняється тим, що він призначений для товстолистового прокатного стана або прокатного стана для виробництва плоскої заготовки.
3. Опорний валок (1) за п. 1 або п. 2, який відрізняється тим, що вал або вісь (3) валка виконані як ліва опорна шийка (4) і права опорна шийка (5) щонайменше з однією встановленою між ними втулкою.
4. Опорний валок (1) за п. 3, який відрізняється тим, що одна з опорних шийок (4, 5) виконана щонайменше з одним крізним отвором (11), вісь якого паралельна осі відповідної опорної шийки (4, 5).
5. Опорний валок (1) за п. 3 або п. 4, який відрізняється тим, що одна з опорних шийок (4, 5) виконана з нарізним отвором (10).
6. Опорний валок (1) за будь-яким з пп. 1-5, який відрізняється тим, що гільза (2) виконана з високоякісної литої і/або кованої покращеної сталі.
7. Опорний валок (1) за будь-яким з пп. 1-6, який відрізняється тим, що гільза виконана зі зносостійкою зовнішньою бічною поверхнею, одержаною шляхом наплавлення.
8. Опорний валок (1) за будь-яким з пп. 1-7, який відрізняється тим, що гільза (2) виконана з декількома кільцями бочки, зокрема стяжними кільцями (16), на своїй зовнішній бічній поверхні.
9. Спосіб виготовлення опорного валка (1), який складається з гільзи (2) і вала або осі (3), при цьому вал або вісь (3) виконані у вигляді лівої (4) і правої напівшийки (5), при цьому гільза всередині має ділянку, виконану у вигляді зрізаного конуса, який відрізняється тим, що гільзу (2) нагрівають зсередини, праву (5) і ліву (4) опорні шийки вставляють в гільзу (2), а потім гільзу (2) охолоджують.
10. Спосіб за п. 9, який відрізняється тим, що праву (5) і ліву (4) опорні шийки стягують одну з одною за допомогою щонайменше однієї тяги або стяжного гвинта.
11. Спосіб за п. 9 або п.10, який відрізняється тим, що тягу або стяжний гвинт загвинчують в нарізний отвір (10), виконаний в одній з опорних шийок (4, 5).
12. Спосіб за будь-яким з пп. 9-11, який відрізняється тим, що всередині гільзи (2) між опорними шийками (4, 5) встановлюють щонайменше одну втулку.
13. Спосіб за будь-яким з пп. 9-12, який відрізняється тим, що зовнішню поверхню гільзи (2) виготовляють зносостійкою в результаті наплавлення.
14. Спосіб за будь-яким з пп. 9-13, який відрізняється тим, що кожну опорну шийку (4, 5) притискують до торця (6, 7) гільзи (2) упорною кромкою (8, 9).
Текст
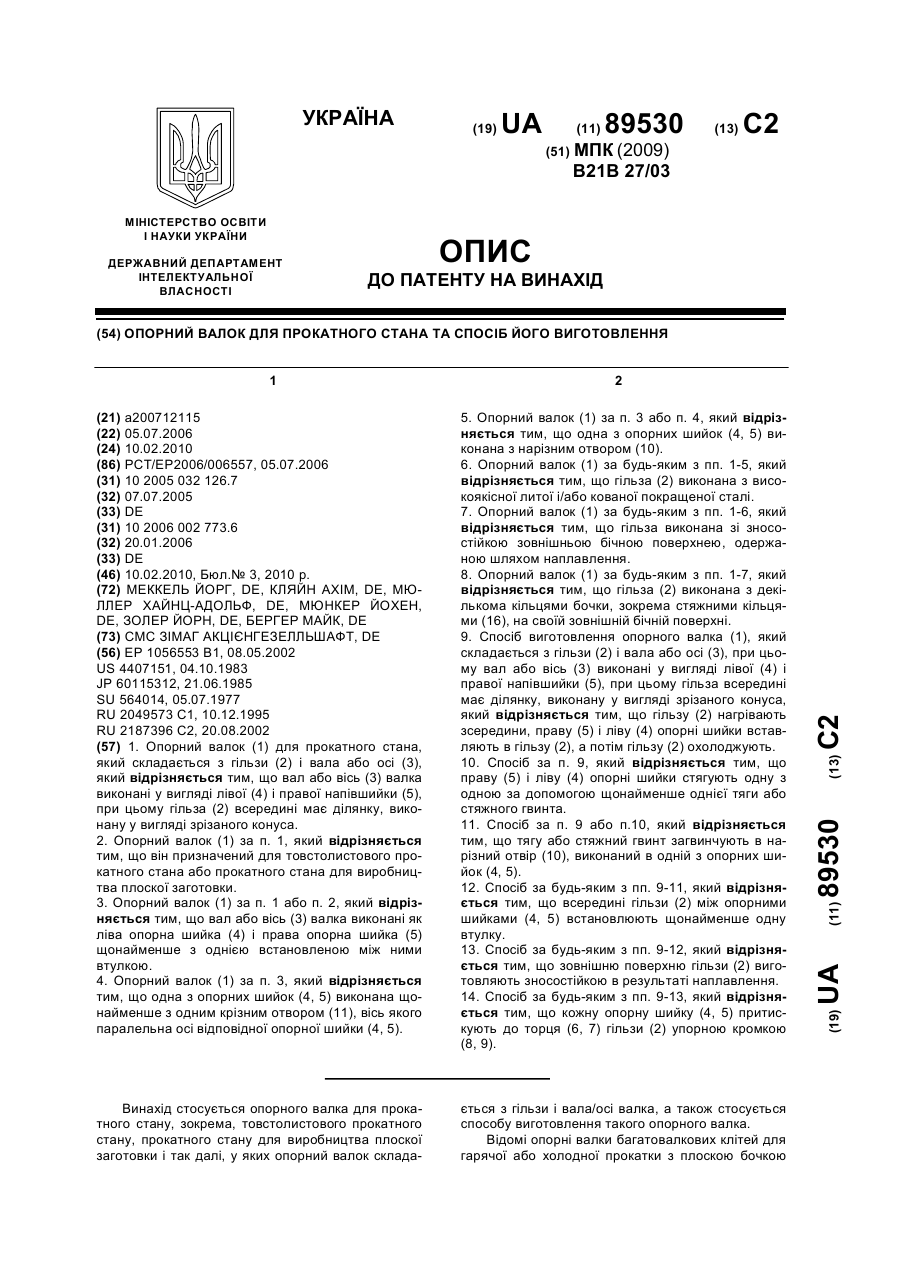
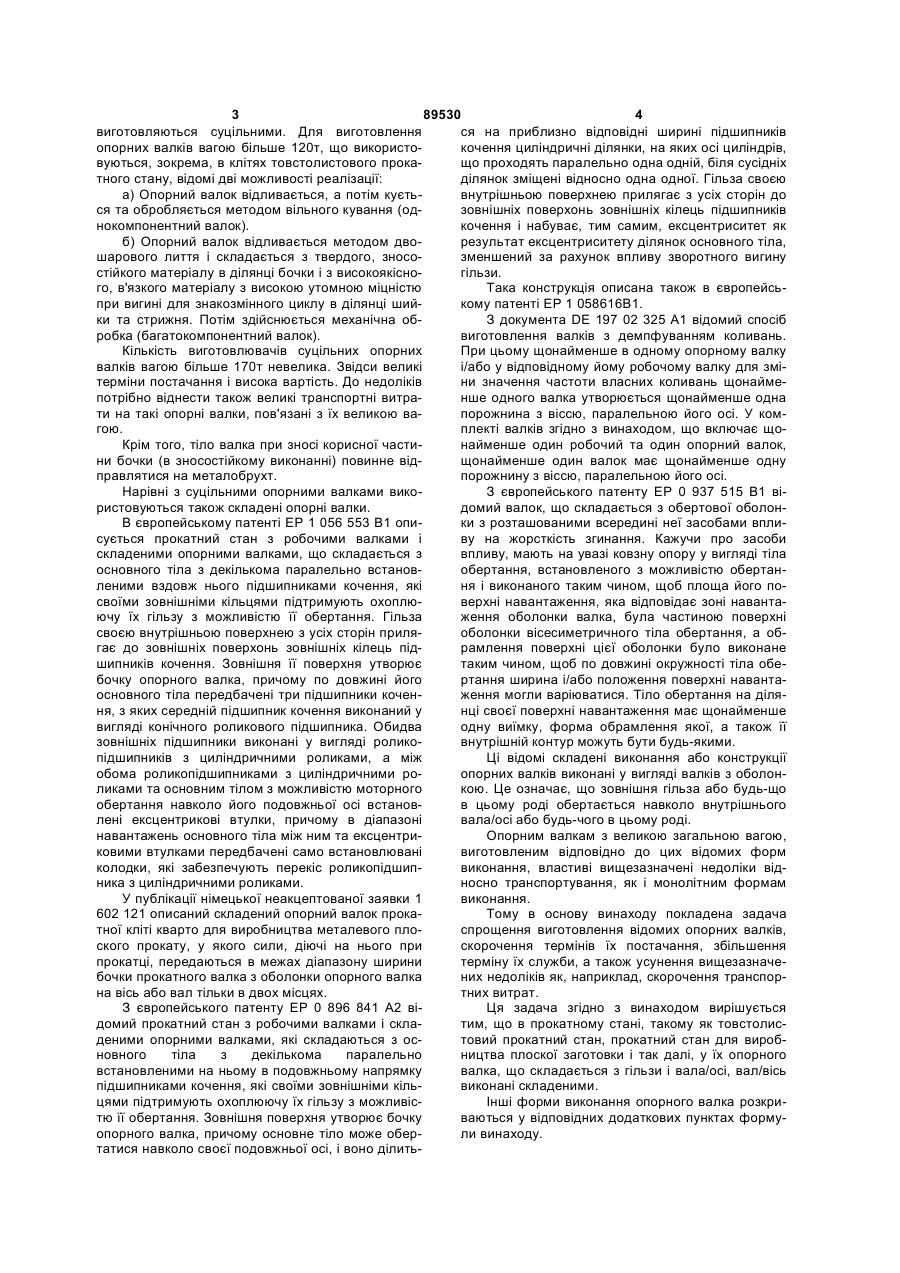
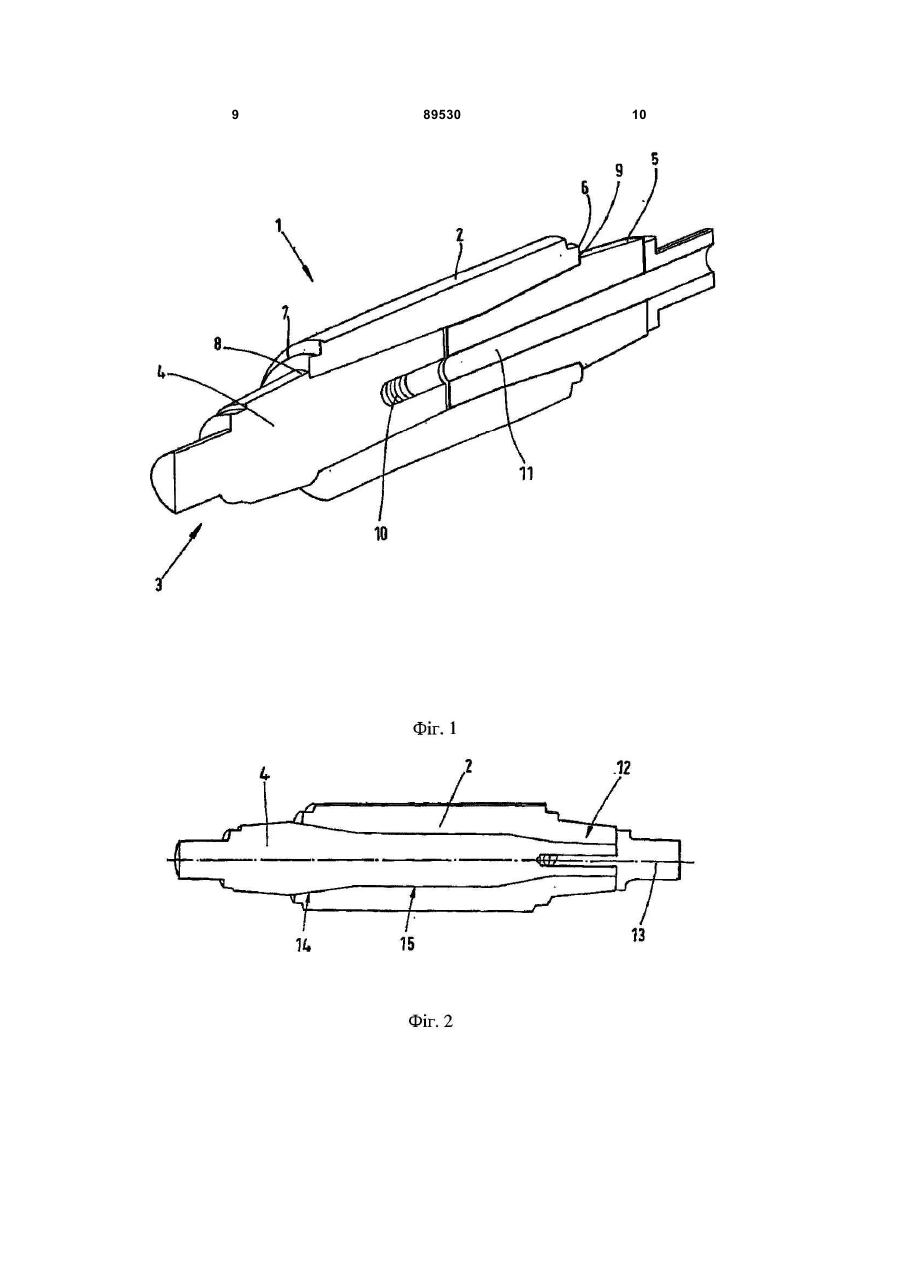
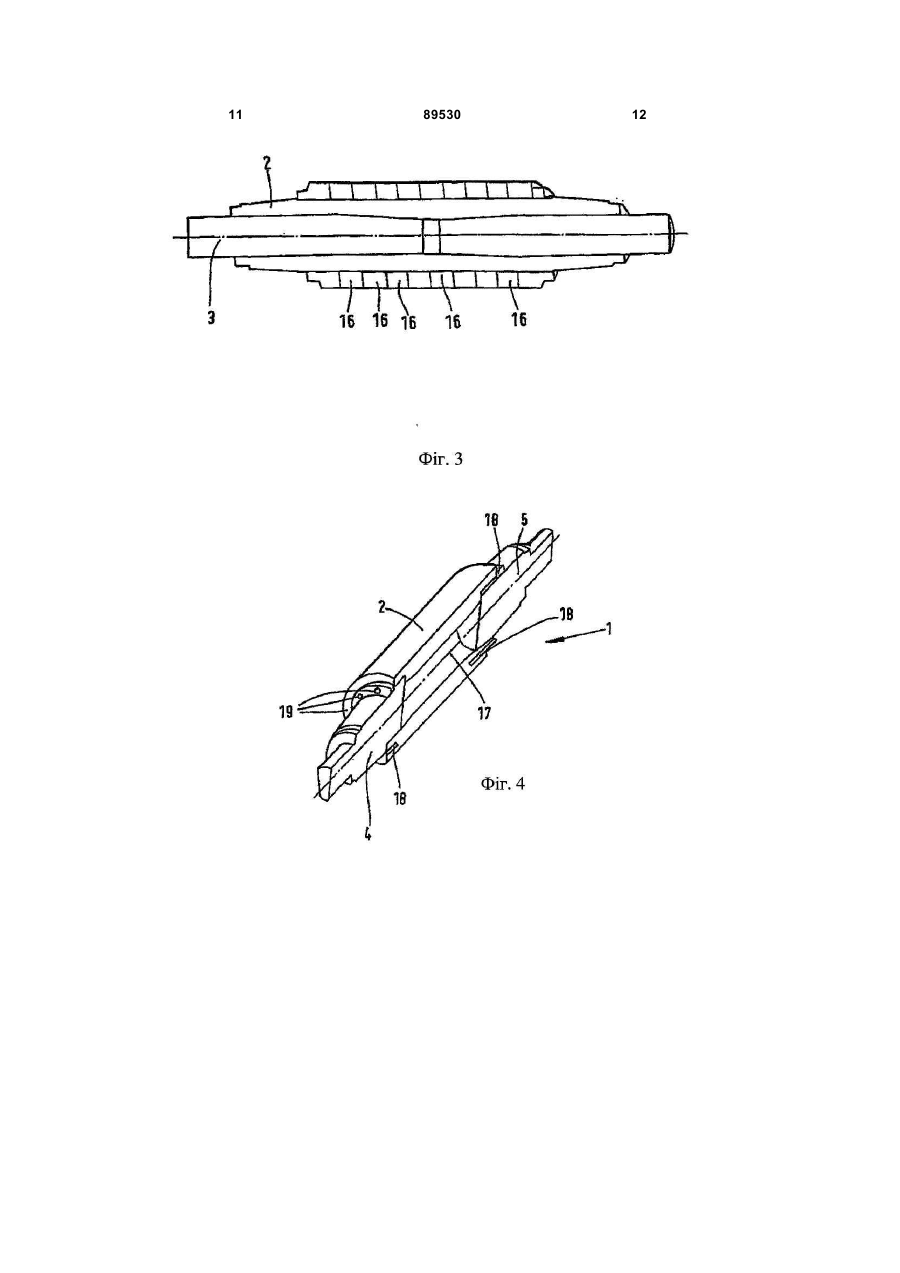
1. Опорний валок (1) для прокатного стана, який складається з гільзи (2) і вала або осі (3), який відрізняється тим, що вал або вісь (3) валка виконані у вигляді лівої (4) і правої напівшийки (5), при цьому гільза (2) всередині має ділянку, виконану у вигляді зрізаного конуса. 2. Опорний валок (1) за п. 1, який відрізняється тим, що він призначений для товстолистового прокатного стана або прокатного стана для виробництва плоскої заготовки. 3. Опорний валок (1) за п. 1 або п. 2, який відрізняється тим, що вал або вісь (3) валка виконані як ліва опорна шийка (4) і права опорна шийка (5) щонайменше з однією встановленою між ними втулкою. 4. Опорний валок (1) за п. 3, який відрізняється тим, що одна з опорних шийок (4, 5) виконана щонайменше з одним крізним отвором (11), вісь якого паралельна осі відповідної опорної шийки (4, 5). C2 2 (19) 1 3 89530 4 виготовляються суцільними. Для виготовлення ся на приблизно відповідні ширині підшипників опорних валків вагою більше 120т, що використокочення циліндричні ділянки, на яких осі циліндрів, вуються, зокрема, в клітях товстолистового прокащо проходять паралельно одна одній, біля сусідніх тного стану, відомі дві можливості реалізації: ділянок зміщені відносно одна одної. Гільза своєю а) Опорний валок відливається, а потім куєтьвнутрішньою поверхнею прилягає з усіх сторін до ся та обробляється методом вільного кування (одзовнішніх поверхонь зовнішніх кілець підшипників нокомпонентний валок). кочення і набуває, тим самим, ексцентриситет як б) Опорний валок відливається методом дворезультат ексцентриситету ділянок основного тіла, шарового лиття і складається з твердого, зносозменшений за рахунок впливу зворотного вигину стійкого матеріалу в ділянці бочки і з високоякісногільзи. го, в'язкого матеріалу з високою утомною міцністю Така конструкція описана також в європейсьпри вигині для знакозмінного циклу в ділянці шийкому патенті ЕР 1 058616В1. ки та стрижня. Потім здійснюється механічна обЗ документа DE 197 02 325 А1 відомий спосіб робка (багатокомпонентний валок). виготовлення валків з демпфуванням коливань. Кількість виготовлювачів суцільних опорних При цьому щонайменше в одному опорному валку валків вагою більше 170т невелика. Звідси великі і/або у відповідному йому робочому валку для змітерміни постачання і висока вартість. До недоліків ни значення частоти власних коливань щонаймепотрібно віднести також великі транспортні витранше одного валка утворюється щонайменше одна ти на такі опорні валки, пов'язані з їх великою вапорожнина з віссю, паралельною його осі. У комгою. плекті валків згідно з винаходом, що включає щоКрім того, тіло валка при зносі корисної частинайменше один робочий та один опорний валок, ни бочки (в зносостійкому виконанні) повинне відщонайменше один валок має щонайменше одну правлятися на металобрухт. порожнину з віссю, паралельною його осі. Нарівні з суцільними опорними валками викоЗ європейського патенту ЕР 0 937 515 В1 віристовуються також складені опорні валки. домий валок, що складається з обертової оболонВ європейському патенті ЕР 1 056 553 В1 опики з розташованими всередині неї засобами вплисується прокатний стан з робочими валками і ву на жорсткість згинання. Кажучи про засоби складеними опорними валками, що складається з впливу, мають на увазі ковзну опору у вигляді тіла основного тіла з декількома паралельно встановобертання, встановленого з можливістю обертанленими вздовж нього підшипниками кочення, які ня і виконаного таким чином, щоб площа його посвоїми зовнішніми кільцями підтримують охоплюверхні навантаження, яка відповідає зоні навантаючу їх гільзу з можливістю її обертання. Гільза ження оболонки валка, була частиною поверхні своєю внутрішньою поверхнею з усіх сторін приляоболонки вісесиметричного тіла обертання, а обгає до зовнішніх поверхонь зовнішніх кілець підрамлення поверхні цієї оболонки було виконане шипників кочення. Зовнішня її поверхня утворює таким чином, щоб по довжині окружності тіла обебочку опорного валка, причому по довжині його ртання ширина і/або положення поверхні навантаосновного тіла передбачені три підшипники коченження могли варіюватися. Тіло обертання на діляня, з яких середній підшипник кочення виконаний у нці своєї поверхні навантаження має щонайменше вигляді конічного роликового підшипника. Обидва одну виїмку, форма обрамлення якої, а також її зовнішніх підшипники виконані у вигляді роликовнутрішній контур можуть бути будь-якими. підшипників з циліндричними роликами, а між Ці відомі складені виконання або конструкції обома роликопідшипниками з циліндричними роопорних валків виконані у вигляді валків з оболонликами та основним тілом з можливістю моторного кою. Це означає, що зовнішня гільза або будь-що обертання навколо його подовжньої осі встановв цьому роді обертається навколо внутрішнього лені ексцентрикові втулки, причому в діапазоні вала/осі або будь-чого в цьому роді. навантажень основного тіла між ним та ексцентриОпорним валкам з великою загальною вагою, ковими втулками передбачені само встановлювані виготовленим відповідно до цих відомих форм колодки, які забезпечують перекіс роликопідшипвиконання, властиві вищезазначені недоліки відника з циліндричними роликами. носно транспортування, як і монолітним формам У публікації німецької неакцептованої заявки 1 виконання. 602 121 описаний складений опорний валок прокаТому в основу винаходу покладена задача тної кліті кварто для виробництва металевого плоспрощення виготовлення відомих опорних валків, ского прокату, у якого сили, діючі на нього при скорочення термінів їх постачання, збільшення прокатці, передаються в межах діапазону ширини терміну їх служби, а також усунення вищезазначебочки прокатного валка з оболонки опорного валка них недоліків як, наприклад, скорочення транспорна вісь або вал тільки в двох місцях. тних витрат. З європейського патенту ЕР 0 896 841 А2 віЦя задача згідно з винаходом вирішується домий прокатний стан з робочими валками і склатим, що в прокатному стані, такому як товстолисденими опорними валками, які складаються з остовий прокатний стан, прокатний стан для виробновного тіла з декількома паралельно ництва плоскої заготовки і так далі, у їх опорного встановленими на ньому в подовжньому напрямку валка, що складається з гільзи і вала/осі, вал/вісь підшипниками кочення, які своїми зовнішніми кільвиконані складеними. цями підтримують охоплюючу їх гільзу з можливісІнші форми виконання опорного валка розкритю її обертання. Зовнішня поверхня утворює бочку ваються у відповідних додаткових пунктах формуопорного валка, причому основне тіло може оберли винаходу. татися навколо своєї подовжньої осі, і воно ділить 5 89530 6 В одному з вдосконалених варіантів в напівФіг.2 - опорний валок згідно з винаходом, у шийках передбачені один або декілька отворів. їх якого є гільза з опорною шийкою, вигляд спереду в осі паралельні, а самі вони розташовані, наприрозрізі; клад, симетрично. Якщо передбачений тільки один Фіг.3 - опорний валок згідно з винаходом з кіотвір, то вісь отвору ідентична подовжній осі нальцями бочки, тобто зі стяжними кільцями, вигляд півшийки. У першому виконанні обидві напівшийки спереду в розрізі; виконані з крізними отворами, в які для стягування Фіг.4 - розріз опорного валка з порожниною, в обох напівшийок відносно одна одної вводиться ізометрії; тяга. Фіг.5 - розріз форми виконання опорного валка У наступному виконанні одна напівшийка виз двох частин, в ізометрії; конана з крізними отворами, а інша з нарізними Фіг.6 - варіант виконання опорного валка відотворами, в які загвинчуються нарізні пальповідно до Фіг.4, вигляд спереду в розрізі. ці/стяжні гвинти. На Фіг.1 в ізометрії зображений опорний валок Напівшийки в першому виконанні на ділянці, 1 в розрізі. Опорний валок 1 складається з гільзи 2 оточеній гільзою, виконані циліндричними. В іншоі вала/осі 3. Вал/вісь 3 валка згідно з винаходом му виконанні ця ділянка виконана у вигляді зрізаутворена лівою опорною шийкою 4 і правою опорного конуса. При цьому посадка на конус передбаною шийкою 5. На зовнішніх кінцях виконані місця чена з невеликим кутом при вершині конуса і з для встановлення підшипників. самогальмуванням. Ще одна форма виконання Гільза 2 всередині, починаючи від торців 6, 7, винаходу передбачає, щоб між обома напівшийвиконана у вигляді зрізаного конуса. Для кращого ками була встановлена втулка. Ця втулка при одпозиціонування шийок 4, 5 в гільзі 2 вони мають накових напівшийках дозволяє виготовляти опорні упорні кромки 8, 9. Переважно, якщо гільза 2 завалки різної довжини. Різниця в довжині гільз комбезпечена зносостійкою зовнішньою бічною повепенсується за рахунок однієї або декількох припархнею, одержаною шляхом наплавлення. сованих втулок. У представленому виконанні ліва опорна шийДля подальшого спрощення втулка може бути ка 4 має нарізний отвір 10, в той час як в правій виконана з одним або декількома нарізними отвоопорній шийці 5 виконаний крізний отвір 11, в який рами. У цьому випадку напівшийки виконуються входить стяжний гвинт (не показаний). тільки з крізними отворами. Інша форма виконання зображена на Фіг.2. ЛіВинахід стосується також способу виготовленва опорна шийка 4 виконана таким чином, що вона ня опорного валка, що складається з гільзи і склазаходить в гільзу 2 на велику відстань. На правому деного вала/осі. кінці гільзи 2 виконана, наприклад, опорна шийка Спосіб виготовлення згідно з винаходом пе12, прилита або прикована до неї з одного боку. редбачає, щоб гільза всередині нагрівалася і тому Ліва опорна шийка 4 і гільза 2 з'єднуються шляхом розширялася. Потім напівшийки встановлюються в комбінованої конічної 14 або циліндричної гарячої гільзу і заштовхуються в неї з правого і лівого торпосадки 15. Скріплення цього обертового опорного ця. Для точного позиціонування напівшийки мають валка з трьох частин досягається за допомогою на своїй окружності, наприклад, щонайменше одну стяжного гвинта 13. У лівій опорній шийці 4 радіупорну кромку. Опорний валок, що складається з альний підшипник (не показаний) встановлений гільзи, правої і лівої напівшийки, після охолоджубезпосередньо. вання гільзи тримається завдяки гарячому пресоПеревага цього виконання полягає в тому, що вому з'єднанню. Так виготовляється опорний вачерез велику протяжність стиків між частинами (у лок, жорсткий на вигин. лівої частини з гільзою 2) лінії прогину обох частин Інші варіанти здійснення способу винаходу припасовуються, завдяки чому напруження і дерозкриваються у відповідних додаткових пунктах формації утримуються в допустимих межах. формули винаходу. Щоб уникнути повної заміни пошкодженої або Якщо гільза досягла встановленої межі зносу, зношеної гільзи 2, по всій довжині бочки шляхом обидві напівшийки, а при необхідності стяжний гарячого запресування встановлюються кільця гвинт або гвинти відділяються від гільзи. Завдяки бочки, тобто стяжні кільця. При цьому через ступівиконанню опорних валків згідно з винаходом пранчастість діаметрів у циліндрів гільзи 2 гарячим ва і ліва напівшийки, а також стяжний гвинт або запресуванням встановлюються декілька кілець гвинти можуть використовуватися далі. для бочки, тобто стяжних кілець 16, однакової або Крім того, завдяки формам виконання винахорізної ширини. При цьому бажано мати можливість ду у опорного валка в гільзі, правих і лівих напівдля нового гарячого запресування кілець для бочшийок, а також стяжного гвинта або гвинтів і так ки, тобто стяжних кілець 16, якщо вони внаслідок далі неодноразового додаткового шліфування досягз'являється можливість незалежної доставки нуть граничного робочого діаметра. Гільза 2 може цих самостійних деталей до місця встановлення бути використана знову. до прокатного стану і тому подібного. Там на місці На Фіг.4 опорний валок 1 складається з гільзи опорний валок складається і монтується. 2 та опорних шийок 4, 5, які входять в гільзу 2 неПриклади виконання винаходу більш детально глибоко. У результаті в гільзі 2 утворюється поропояснюються на основі дуже схематичних кресжнина 17. Опорні шийки 4, 5 запресовуються в лень, на яких зображено: гільзу 2, наприклад, за допомогою циліндричної Фіг.1 - розріз складеного опорного валка, в або конічної посадки. Для надійності опорні валки ізометрії; 4, 5 скріпляються з гільзою 2 по обидві сторони достатньою кількістю гвинтів 18. Перевагою цього 7 89530 8 виконання є можливість повторного використання лення підшипників. Переважно, гільза 2 виконана з лівої 4 і правої опорної шийки 5, коли зовнішній високоякісної литої і/або кованої покращеної сталі. діаметр гільзи 2 зішліфується настільки, що буде Власне опорні шийки вала/осі 3 валка (на Фіг. не досягнутий заданий граничний робочий діаметр. показані) кріпляться за допомогою гвинтів або поПристрої для заміни опорного валка 1 можуть масадки. Перевага цього варіанту здійснення полягає ти менші габарити, оскільки весь опорний валок 1 в зменшенні ваги опорного валка. легше суцільного валка. Перелік позицій Складені вал/вісь 3 у першого опорного валка 1. опорний валок 1, як показано на Фіг.5, одержуються завдяки тому, 2. гільза що ліва опорна шийка 4 виконана заодно з гільзою 3. вал/вісь валка 2. Права опорна шийка 5 для полегшення позиціо4. ліва напівшийка нування обох частин має упорну поверхню 19. 5. права напівшийка Стикування обох частин здійснюється після попе6. торець реднього нагрівання циліндричної гільзи. Після 7. торець встановлення опорної шийки 5 і подальшого охо8. упорна кромка лоджування утворюється міцне радіальне пресове 9. упорна кромка з'єднання. За рахунок тертя забезпечується доста10. нарізний отвір тня аксіальна фіксація положення. Додаткова на11. крізний отвір дійність, як це було описано вище, забезпечується 12. опорна шийка за допомогою одного або декількох стяжних гвин13. стяжний гвинт тів. Використання одного або декількох стяжних 14. конічна посадка гвинтів корисне при монтажі опорного валка. 15. циліндрична посадка На Фіг.6 зображений можливий варіант вико16. кільця бочки або стяжні кільця нання опорного валка відповідно до Фіг.4. 17. порожнина Гільза 2 складається з литого або кованого на 18. гвинти оправці циліндричного порожнистого тіла, яке на 19. упорна поверхня своїх кінцях виконане заодно з ділянками встанов 9 89530 10 11 89530 12 13 Комп’ютерна верстка Л. Купенко 89530 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSupport roll for rolling mill and method of manufacturing thereof
Автори англійськоюMockel Jorg, Klein Achim, Mueller Heinz-Adolf, Munker Jochen, Sohler Jorn, Berger Maik
Назва патенту російськоюОпорный валок для прокатного стана и способ его изготовления
Автори російськоюМеккель Йорг, Кляйн Ахим, Мюллер Хайнц-Адольф, Мюнкер Йохен, Золер Йорн, Бергер Майк
МПК / Мітки
МПК: B21B 27/03
Мітки: опорний, прокатного, валок, виготовлення, стана, спосіб
Код посилання
<a href="https://ua.patents.su/7-89530-opornijj-valok-dlya-prokatnogo-stana-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Опорний валок для прокатного стана та спосіб його виготовлення</a>
Робочий валок прокатного стана
Номер патенту: 1898
Опубліковано: 15.07.2003
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B21B 27/02
Мітки: прокатного, стана, валок, робочий
Формула / Реферат:
1. Робочий валок прокатного стана, що містить вісь, жорстко закріплений на ній бандаж і подовжні канали для охолодної рідини, який відрізняється тим, що між віссю і бандажем встановлена мідна гільза, а подовжні канали для охолодної рідини виконані в мідній гільзі.2. Робочий валок за п. 1, який відрізняється тим, що вісь виконана з хвостовиками, у яких просвердлені подовжні глухі канали, що сполучаються через радіальні канали з...
Опорний валок кліті кварто

Номер патенту: 8643
Опубліковано: 15.08.2005
Автори: Олексенко Микола Ілліч, Богатирьов Леонід Петрович, Шум Валентин Борисович, Петров Володимир Миколайович, Борискін Валентин Валентинович
МПК: B21B 27/00
Мітки: опорний, кварто, кліті, валок
Формула / Реферат:
Опорний валок кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами і шийок з обох торців бочки, який відрізняється тим, що компенсуючі частини виконані у вигляді пояса з більш пластичної, щодо тіла валка, марки сталі, які монолітно зв'язані з бочкою зовнішнім діаметром, рівним діаметрові бочки, шириною, обумовленою виразом: bп=0,3-0,5(lб-bcp), і товщиною, обумовленою виразом:...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Дорожко Іван Кирилович, Дяченко Михайло Григорович, Луценко Віктор Олександрович, Луцький Михайло Борисович, Чічкан Артур Олексійович
МПК: B21B 27/02
Мітки: стану, валок, прокатного
Формула / Реферат:
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Подрібнювальний валок та спосіб його виготовлення
Номер патенту: 85092
Опубліковано: 25.12.2008
Автори: Дьоршуг Уве, Кеммерер Кнут, Лаубах Бенно
МПК: B02C 4/30, B23K 10/02, C22C 38/44
Мітки: подрібнювальний, валок, спосіб, виготовлення
Формула / Реферат:
1. Подрібнювальний валок (1), який призначений для валкового млина, до складу якого входять два подрібнювальних валки, встановлених з можливістю зустрічного обертання із утворенням між ними зазору для подрібнюваного продукту, зокрема валкового млина з подрібненням у стисненому шарі матеріалу, і складається із виготовленої із сталі основи (2) валка і оболонки, виготовленої із твердого матеріалу, нанесеного на основу валка методом плазмового...
Спосіб виготовлення ролика ввідної арматури прокатного стана
Номер патенту: 38960
Опубліковано: 26.01.2009
Автор: Алексєєв Володимир Павлович
МПК: B21B 39/14
Мітки: стана, ролика, прокатного, арматури, ввідної, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення ролика ввідної арматури прокатного стана, що включає запресовування дистанційного кільця у втулці в площині симетрії, що перпендикулярна її осі, який відрізняється тим, що попередньо розраховують розміри канавки у втулці в зоні розташування кільця і розміри кільця, виготовляють їх, потім проводять запресовування кільця в канавці, канавку виконують у вигляді кругового сегмента із заданою величиною стрілки, радіус якого...
Попередній патент: Монета – носій корисної речовини
Наступний патент: Роторно-імпульсний апарат
Випадковий патент: Спосіб визначення характеру живлення риб