Опорний валок кліті кварто
Номер патенту: 8643
Опубліковано: 15.08.2005
Автори: Богатирьов Леонід Петрович, Петров Володимир Миколайович, Шум Валентин Борисович, Борискін Валентин Валентинович, Олексенко Микола Ілліч

Формула / Реферат
Опорний валок кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами і шийок з обох торців бочки, який відрізняється тим, що компенсуючі частини виконані у вигляді пояса з більш пластичної, щодо тіла валка, марки сталі, які монолітно зв'язані з бочкою зовнішнім діаметром, рівним діаметрові бочки, шириною, обумовленою виразом: bп=0,3-0,5(lб-bcp), і товщиною, обумовленою виразом: hп=0,6-0,85(Dп-Dк), де:
bп - ширина пояса;
lб - довжина бочки валка;
bcp - середня довжина робочої частини поверхні бочки валка;
hп - товщина пояса;
Dп - початковий діаметр бочки валка;
Dк - кінцевий діаметр бочки валка.
2. Опорний валок кліті кварто за п. 1, який відрізняється тим, що пояси виконані наплавленням.
Текст
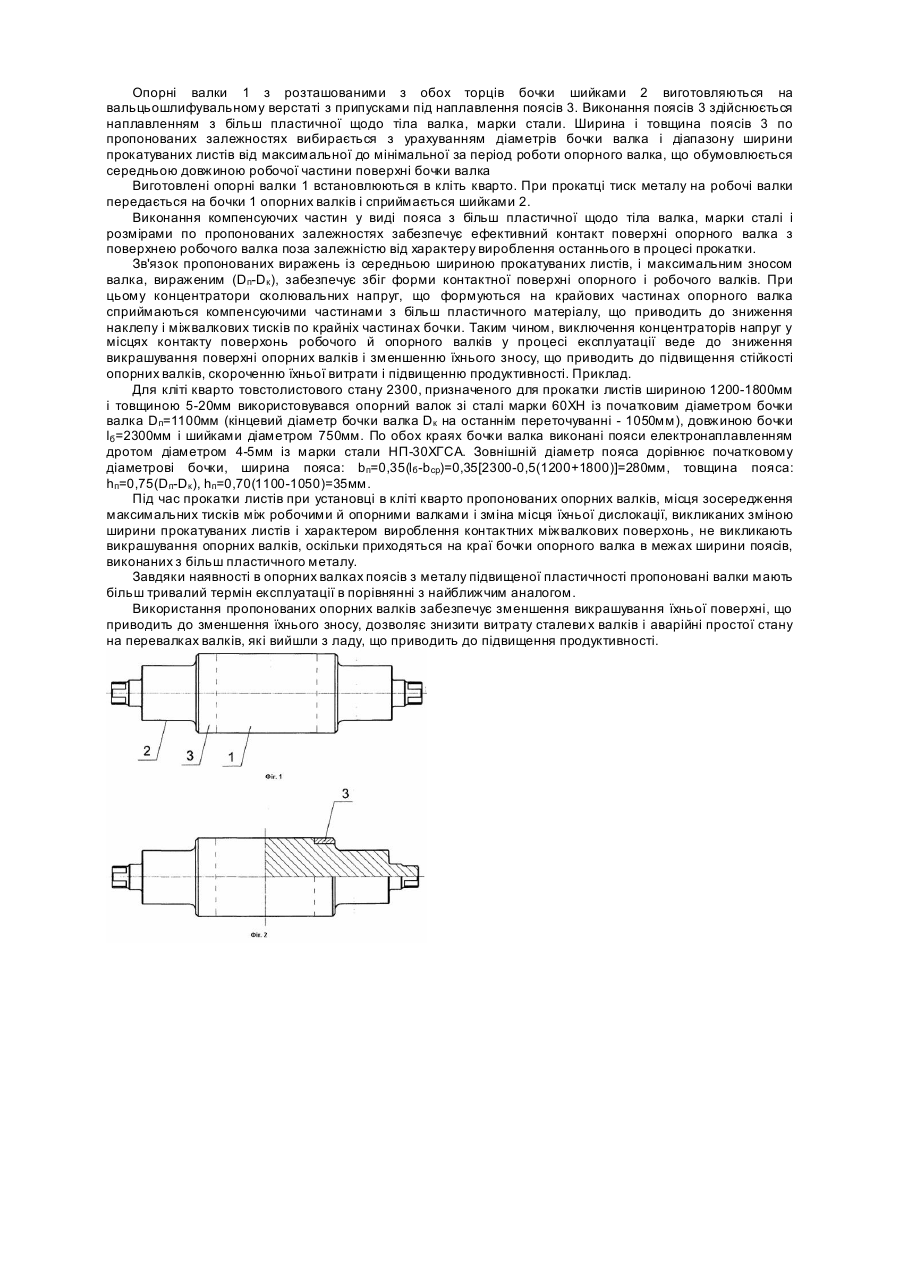
Корисна модель відноситься до обробки металу тиском, а саме до прокатного виробництва і призначена для використання при прокатці листової сталі в клітях кварто. Відомий монолітний сталевий опорний валок, використовуваний у чотирьохвалкових клітях кварто [Ефименко С.П., Следнев В.П. Вальцовщик листопрокатных станов, М., "Металлургия", 1980г., с.113.]. У процесі експлуатації монолітного опорного валка відбувається нерівномірний знос поверхні по довжині його бочки. Визначальним фактором, що характеризує нерівномірність зносу опорних валків є розподіл міжвалкових тисків. Характер розподілу міжвалкових тисків залежить у першу чергу від ви хідного профілювання робочих і опорних валків, а також від ширини прокатуваних листів, і викликає зсув максимальних міжвалкових тисків на краї бочки, де внаслідок наклепу поверхневого шару відбувається знос поверхні бочки валка. Це передчасно виводить опорні валки з подальшої експлуатації. У зв'язку з тим, що відповідно зі зміною ширини прокатуваних листів, зміщається прикладання міжвалкового тиску, не представляється можливим домогтися шляхом профілювання поверхні бочок робочих і опорних валків фіксованого прилягання поверхонь крайових частин опорних валків до робочих. Відомий опорний прокатний валок кліті кварто, що містить бочку і шийки з перехідною частиною у виді торцевої поверхні з кільцевою канавкою, причому по краях бочки на її зовнішній поверхні виконані компенсуючі частини у виді кільцевої проточки шириною 1,1-1,3 глибини канавки, що визначають по емпіричній формулі в залежності від діаметрів бочки валка: вихідного, поточного і мінімального, а сполучення кільцевої проточки між утворюючою і торцевою поверхнею виконано радіусом, рівним 3-6 меншим радіусам сполучення на торцевій канавці [А.с. СРСР №1592065, кл. В21В27/00, опубл. 15.09.1990р.]. Недоліком відомого опорного валка є його низка стійкість унаслідок викрашування по бочці валка в місці початку кільцевої проточки. Це зв'язано з тим, що проточка виконана у виді сходинки по краях валка і тим самим ця зона є неробочою, що збільшує рівень міжвалкових тисків на частині бочки, що залишилася. Найближчим аналогом пропонованої корисної моделі є опорний валок кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами, і шийок з обох торців бочки, у якому компенсуючі частини виконані у виді не менш чим двох конічних скосів, при цьому перехід зовнішнього конічного скосу у вн утрішній скіс розташований за межами робочої частини поверхні бочки опорного валка, а кут на хилу вн утрішнього конічного скосу до осі валка дорівнює arctg(0,2/lc), де: lс сумарна довжина конічних скосів на краю бочки опорного валка, мм [Патент РФ №2043797, кл. В21В27/02, опубл. 20.09.1995р.]. Під робочою частиною поверхні бочки опорного валка розуміється частина, що відповідає ширині листа, що прокочується на даному стані. При експлуатації відомого опорного валка відбувається зосередження максимальних міжвалкових тисків по крайніх частинах бочки, тобто в місцях переходів на поверхні бочки опорного валка, що приводять до їх викрашування і погіршення якості прокату по площинності. Це викликано тим, що нерівномірний знос робочих валків кліті кварто приводить до нерівномірного зносу поверхні опорних валків, обумовленому тим, що відбувається вироблення ящикового калібру бочки робочих валків, що збігається із шириною оброблюваного листа, і, як наслідок, поява концентраторів міжвалкових тисків на частинах, що відповідають краям цього калібру. Особливо значний нерівномірний знос опорних валків виявляється в останніх клітях чистової гр упи тонколистових станів гарячої прокатки, що викликає додаткові витрати часу на передчасні перевалки валків і підвищену витрату валків. В основу корисної моделі поставлена задача удосконалення опорного валка кліті кварто, у якому за рахунок розрізнювання механічних властивостей по довжині бочки забезпечується підвищення пластичності її компенсуючих частин, що приводить до зниження міжвалкових тисків і забезпечує зменшення викрашування поверхні опорних валків і зменшення їхнього зносу, що дозволяє підвищити стійкість опорних валків кліті кварто, скоротити їхню витрату і підвищи ти продуктивність. Поставлена задача вирішується тим, що в опорному валку кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами, і шийок з обох торців бочки, згідно корисної моделі компенсуючі частини виконані у виді пояса з більш пластичної щодо тіла валка, марки стали, які монолітно зв'язані з бочкою, зовнішнім діаметром, рівним діаметрові бочки, шириною, обумовленою вираженням: bп=0,3-0,5(lб -bcp) і товщиною, обумовленою вираженням: hп=0,6-0,85(Dп-Dк ), де: bп - ширина пояса; lб - довжина бочки валка; bcp - середня довжина робочої частини поверхні бочки валка; hп - товщина пояса; Dп - початковий діаметр бочки валка; Dк - кінцевий діаметр бочки валка. Доцільне виконання поясів наплавленням. Суть корисної моделі пояснюється кресленнями, де на Фіг.1 показаний пропонований опорний валок кліті кварто, загальний вид; на Фіг.2 - теж, поздовжній розріз. Опорний валок кліті кварто складається з бочки 1 і розташованих з обох торців бочки шийок 2. На зовнішній поверхні бочки 1 по обох її краях виконані компенсуючі частини у виді пояса 3 з більш пластичної щодо тіла валка, марки стали. Пояси 3 монолітно зв'язані з бочкою 1, наприклад наплавленням і мають зовнішній діаметр, що дорівнює діаметрові бочки 2. Пояси 3 виконані шириною, обумовленою вираженням: bп=0,3-0,5(Iб -bcp) і товщиною, обумовленою вираженням: hп=0,6-0,85(Dп-Dк ), де: bп - ширина пояса; lб довжина бочки валка; bcp - середня довжина робочої частини поверхні бочки валка; hп - товщина пояса; Dп початковий діаметр бочки валка; Dк - кінцевий діаметр бочки валка. Для визначення розмірів поясів використовуються емпіричні залежності, отримані на основі експериментальних даних. Прокатний валок працює таким чином. Опорні валки 1 з розташованими з обох торців бочки шийками 2 виготовляються на вальцьошлифувальному верстаті з припусками під наплавлення поясів 3. Виконання поясів 3 здійснюється наплавленням з більш пластичної щодо тіла валка, марки стали. Ширина і товщина поясів 3 по пропонованих залежностях вибирається з урахуванням діаметрів бочки валка і діапазону ширини прокатуваних листів від максимальної до мінімальної за період роботи опорного валка, що обумовлюється середньою довжиною робочої частини поверхні бочки валка Виготовлені опорні валки 1 встановлюються в кліть кварто. При прокатці тиск металу на робочі валки передається на бочки 1 опорних валків і сприймається шийками 2. Виконання компенсуючих частин у виді пояса з більш пластичної щодо тіла валка, марки сталі і розмірами по пропонованих залежностях забезпечує ефективний контакт поверхні опорного валка з поверхнею робочого валка поза залежністю від характеру вироблення останнього в процесі прокатки. Зв'язок пропонованих виражень із середньою шириною прокатуваних листів, і максимальним зносом валка, вираженим (Dп-Dк ), забезпечує збіг форми контактної поверхні опорного і робочого валків. При цьому концентратори сколювальних напруг, що формуються на крайових частинах опорного валка сприймаються компенсуючими частинами з більш пластичного матеріалу, що приводить до зниження наклепу і міжвалкових тисків по крайніх частинах бочки. Таким чином, виключення концентраторів напруг у місцях контакту поверхонь робочого й опорного валків у процесі експлуатації веде до зниження викрашування поверхні опорних валків і зменшенню їхнього зносу, що приводить до підвищення стійкості опорних валків, скороченню їхньої витрати і підвищенню продуктивності. Приклад. Для кліті кварто товстолистового стану 2300, призначеного для прокатки листів шириною 1200-1800мм і товщиною 5-20мм використовувався опорний валок зі сталі марки 60ХН із початковим діаметром бочки валка Dп=1100мм (кінцевий діаметр бочки валка Dк на останнім переточуванні - 1050мм), довжиною бочки lб =2300мм і шийками діаметром 750мм. По обох краях бочки валка виконані пояси електронаплавленням дротом діаметром 4-5мм із марки стали НП-30ХГСА. Зовнішній діаметр пояса дорівнює початковому діаметрові бочки, ширина пояса: bп=0,35(lб -bcp)=0,35[2300-0,5(1200+1800)]=280мм, товщина пояса: hп=0,75(Dп-Dк ), hп=0,70(1100-1050)=35мм. Під час прокатки листів при установці в кліті кварто пропонованих опорних валків, місця зосередження максимальних тисків між робочими й опорними валками і зміна місця їхньої дислокації, викликаних зміною ширини прокатуваних листів і характером вироблення контактних міжвалкових поверхонь, не викликають викрашування опорних валків, оскільки приходяться на краї бочки опорного валка в межах ширини поясів, виконаних з більш пластичного металу. Завдяки наявності в опорних валках поясів з металу підвищеної пластичності пропоновані валки мають більш тривалий термін експлуатації в порівнянні з найближчим аналогом. Використання пропонованих опорних валків забезпечує зменшення викрашування їхньої поверхні, що приводить до зменшення їхнього зносу, дозволяє знизити витрату сталеви х валків і аварійні простої стану на перевалках валків, які вийшли з ладу, що приводить до підвищення продуктивності.
ДивитисяДодаткова інформація
Назва патенту англійськоюBack-up roll of quarto stand
Автори англійськоюShum Valentyn Borysovych
Назва патенту російськоюОпорный валок клети кварто
Автори російськоюШум Валентин Борисович
МПК / Мітки
МПК: B21B 27/00
Мітки: валок, кліті, кварто, опорний
Код посилання
<a href="https://ua.patents.su/2-8643-opornijj-valok-kliti-kvarto.html" target="_blank" rel="follow" title="База патентів України">Опорний валок кліті кварто</a>
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, валків, кварто, кліті, подушок
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Мацко Сергій Володимирович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович
МПК: B21B 27/06
Мітки: валків, вузол, подушок, кварто, кліті
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Мірошниченко Анатолій Костянтинович, Романов Микола Митрофанович, Архипенко Євген Іванович, Стрємоухов Віталій Сергійович, Костигов Валентин Михайлович, Малахов Віктор Григорович, Костюченко Михайло Іванович, Самченко Анатолій Іванович, Кізійов Володимир Григорович, Гуськов Олександр Миколайович, Дишковець Геннадій Анатолійович
МПК: B21B 27/02
Мітки: прокатної, кліті, валків, вузол, кварто
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
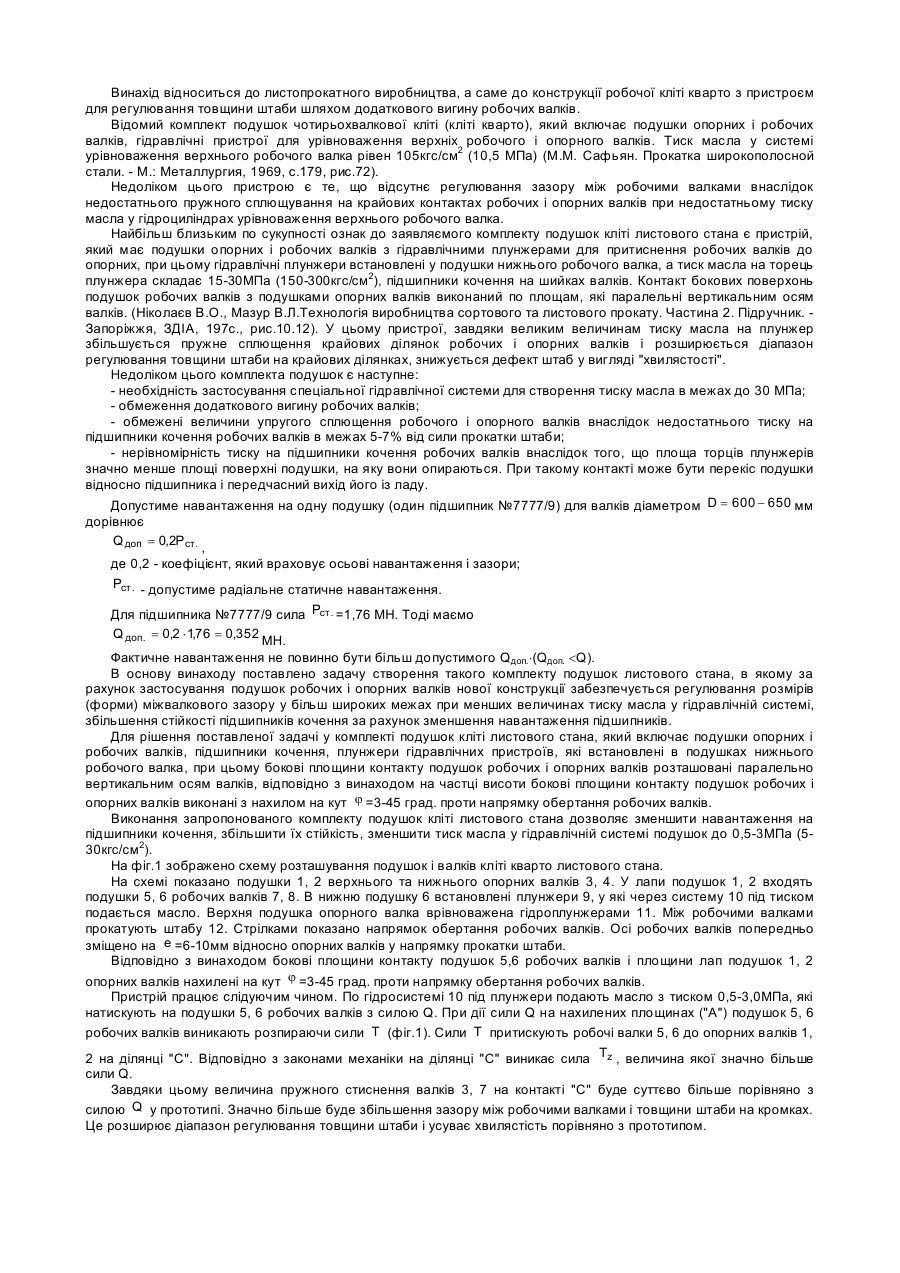
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: комплект, кліті, листового, стана, подушок
Формула / Реферат:
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Опорний вузол робочого валка прокатної кліті
Номер патенту: 14349
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Кіраль Володимир Миколайович, Потапкін Юрій Вікторович, Шпак Віктор Іванович, Потапкін Віктор Федорович
МПК: B21B 27/02
Мітки: вузол, прокатної, кліті, валка, робочого, опорний
Формула / Реферат:
1. Опорный узел рабочего валка прокатной клети, содержащий траверсу, шаровые тела качения, контактирующие с бочкой рабочего валка и с рабочей поверхностью беговых дорожек обводных аппаратов, расположенных по длине бочки валка в виде раздельных замкнутых контуров, отличающийся тем, что, с целью увеличения кампании рабочего валка путем многократного его использования независимо от уменьшения катающего диаметра бочки при переточках, беговые...
Попередній патент: Спосіб прогнозування розвитку синдрому раптової смерті грудних дітей
Наступний патент: Панель армована пазогребенева для улаштування стінових перегородок
Випадковий патент: Поршнева кулісна машина