Спосіб балансування нахиленого шліфувального круга
Номер патенту: 91386
Опубліковано: 26.07.2010
Автори: Сизий Юрій Анатолійович, Сталінський Дмитро Віталійович, Пірогов Олександр Юрійович

Формула / Реферат
Спосіб балансування нахиленого шліфувального круга, що включає закріплення нахиленого шліфувального круга між двома циліндричними корпусами, попереднє та наступне зрівноважування моментного дисбалансу шляхом регульованого переміщення коригувальних вантажів, розташованих у зазначених циліндричних корпусах по обидва боки нахиленого шліфувального круга, який відрізняється тим, що розміри коригувальних вантажів та кут α, що визначає кутовий розмір кожної пари вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії та при цьому коригувальні вантажі перебувають на найбільшій відстані від нахиленої частини круга і доторкаються один до одного внутрішніми бічними поверхнями, визначають згідно з рівнянням:
![]() ,
,
при попередньому зрівноважуванні моментного дисбалансу спочатку здійснюють регульоване переміщення двох пар коригувальних вантажів у протилежні боки по відповідних кільцевих канавках, які виконані на бічній поверхні кожного циліндричного корпусу по обидві боки нахиленого шліфувального круга, потім шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі у протилежні боки на кут ![]() щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, здійснюють попереднє зрівноважування моментного дисбалансу для початкового поточного значення зовнішнього радіуса нахиленого шліфувального круга, а наступне зрівноважування моментного дисбалансу здійснюють періодично залежно від величини спрацювання нахиленого шліфувального круга шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі в протилежні боки на кут
щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, здійснюють попереднє зрівноважування моментного дисбалансу для початкового поточного значення зовнішнього радіуса нахиленого шліфувального круга, а наступне зрівноважування моментного дисбалансу здійснюють періодично залежно від величини спрацювання нахиленого шліфувального круга шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі в протилежні боки на кут ![]() щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, при цьому кут
щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, при цьому кут ![]() , що визначає кутове переміщення коригувальних вантажів залежно від поточного значення зовнішнього радіуса нахиленого шліфувального круга, визначають за формулою:
, що визначає кутове переміщення коригувальних вантажів залежно від поточного значення зовнішнього радіуса нахиленого шліфувального круга, визначають за формулою:
 ,
,
де: ![]() - момент, який створюється при обертанні нахиленою частиною круга щодо осі, яка перпендикулярна осі обертання круга та проходить через точку, що перебуває в середині розмаху осциляційного руху круга при його обертанні;
- момент, який створюється при обертанні нахиленою частиною круга щодо осі, яка перпендикулярна осі обертання круга та проходить через точку, що перебуває в середині розмаху осциляційного руху круга при його обертанні;
![]() ;
;
![]() - відстань зовнішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга;
- відстань зовнішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга;
![]() - відстань внутрішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга;
- відстань внутрішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга;
![]() - кутовий розмір кожного з коригувальних вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга та на яку торці цього круга проектуються в прямі лінії;
- кутовий розмір кожного з коригувальних вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга та на яку торці цього круга проектуються в прямі лінії;
![]() - розмір коригувальних вантажів вздовж осі обертання нахиленого шліфувального круга;
- розмір коригувальних вантажів вздовж осі обертання нахиленого шліфувального круга;
![]() - густина матеріалу коригувальних вантажів;
- густина матеріалу коригувальних вантажів;
![]() - густина матеріалу нахиленого шліфувального круга;
- густина матеріалу нахиленого шліфувального круга;
![]() - задана кутова швидкість обертання нахиленого шліфувального круга;
- задана кутова швидкість обертання нахиленого шліфувального круга;
![]() - відстань від середини канавки до площини, перпендикулярної осі нахиленого шліфувального круга, яка проходить через середину розмаху осциляційного руху круга при його обертанні;
- відстань від середини канавки до площини, перпендикулярної осі нахиленого шліфувального круга, яка проходить через середину розмаху осциляційного руху круга при його обертанні;
![]() - радіус нахиленого шліфувального круга;
- радіус нахиленого шліфувального круга;
![]() - поточне значення радіуса нахиленого шліфувального круга;
- поточне значення радіуса нахиленого шліфувального круга;
![]() - висота нахиленого шліфувального круга;
- висота нахиленого шліфувального круга;
![]() - зовнішній радіус циліндричного корпуса;
- зовнішній радіус циліндричного корпуса;
![]() - число "пі".
- число "пі".
Текст
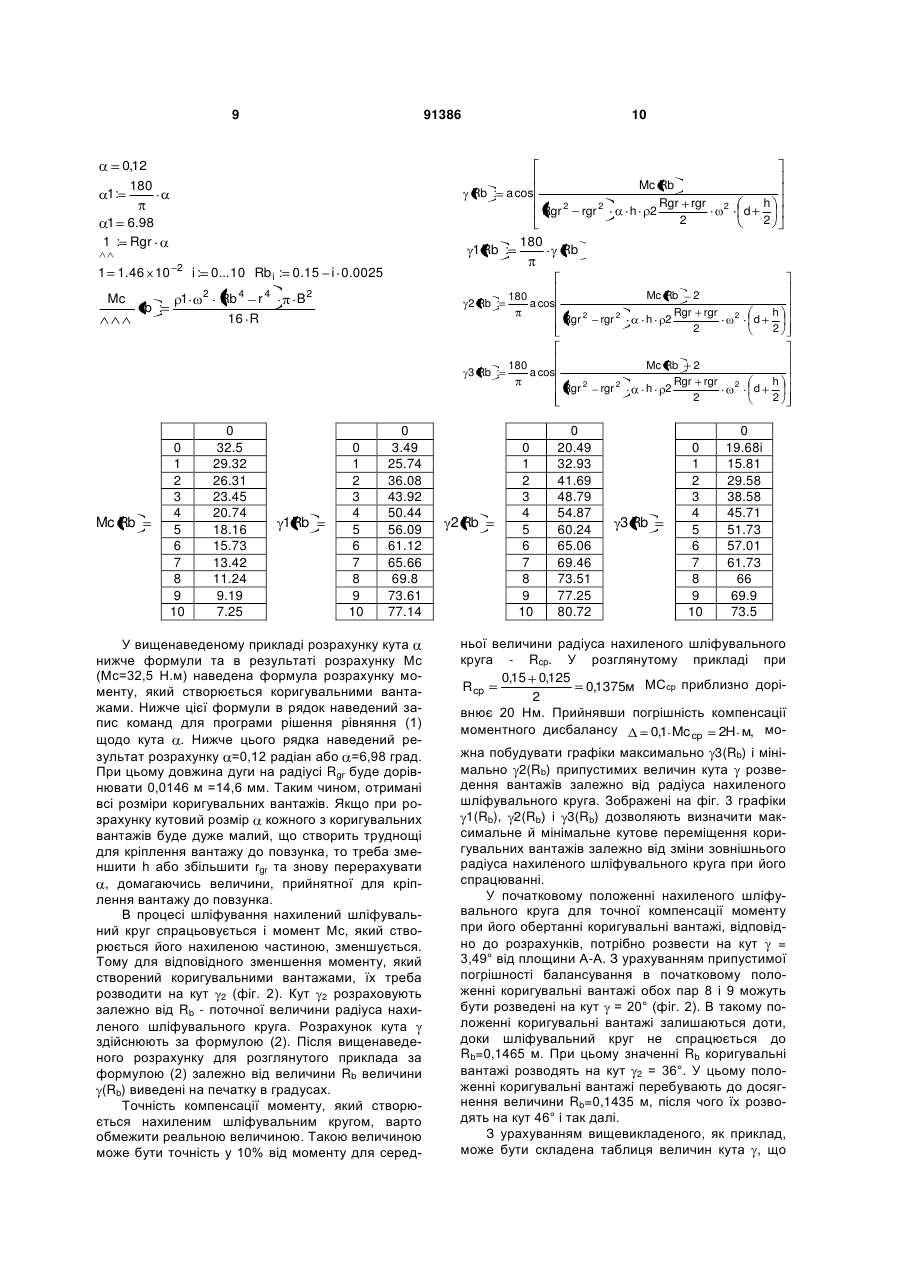
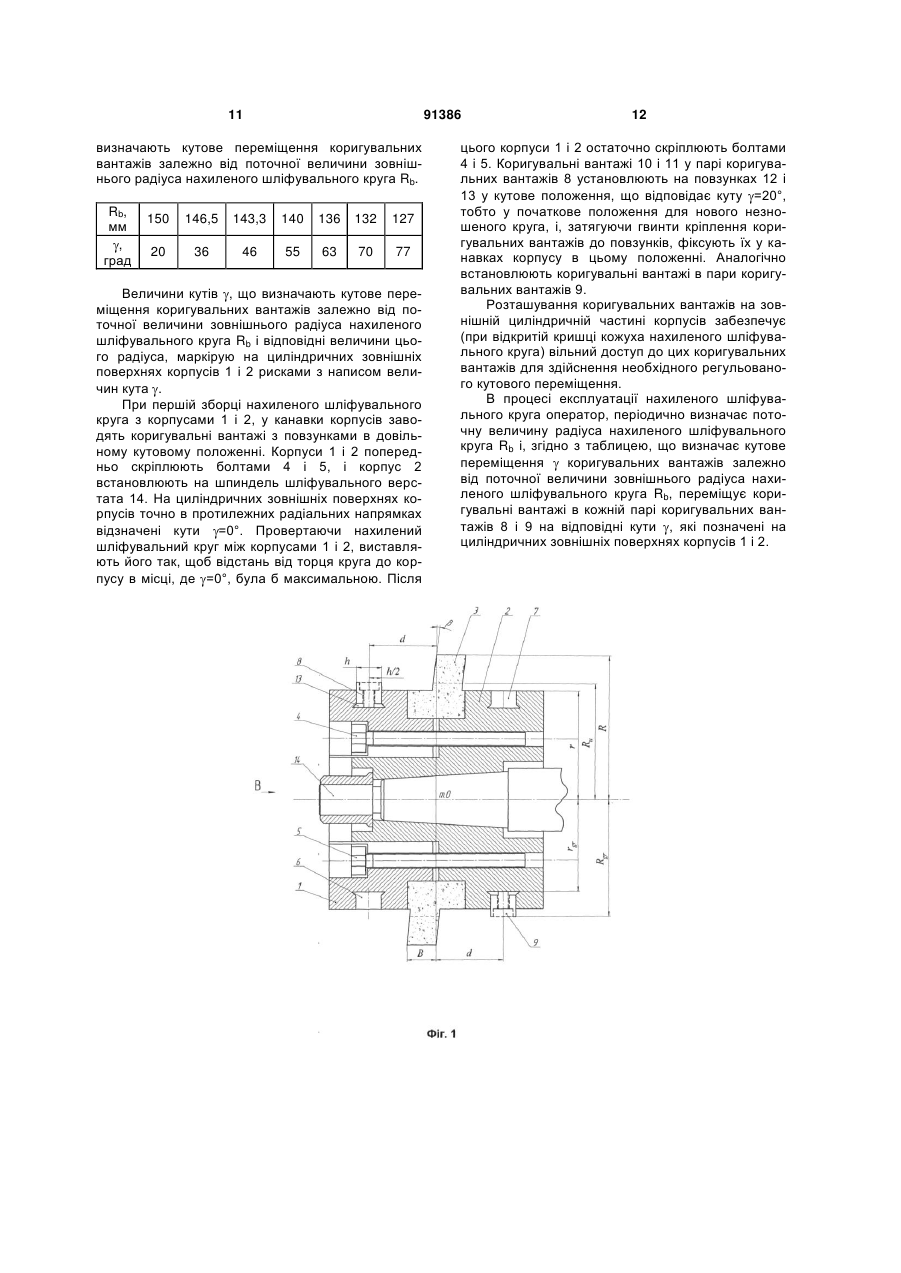
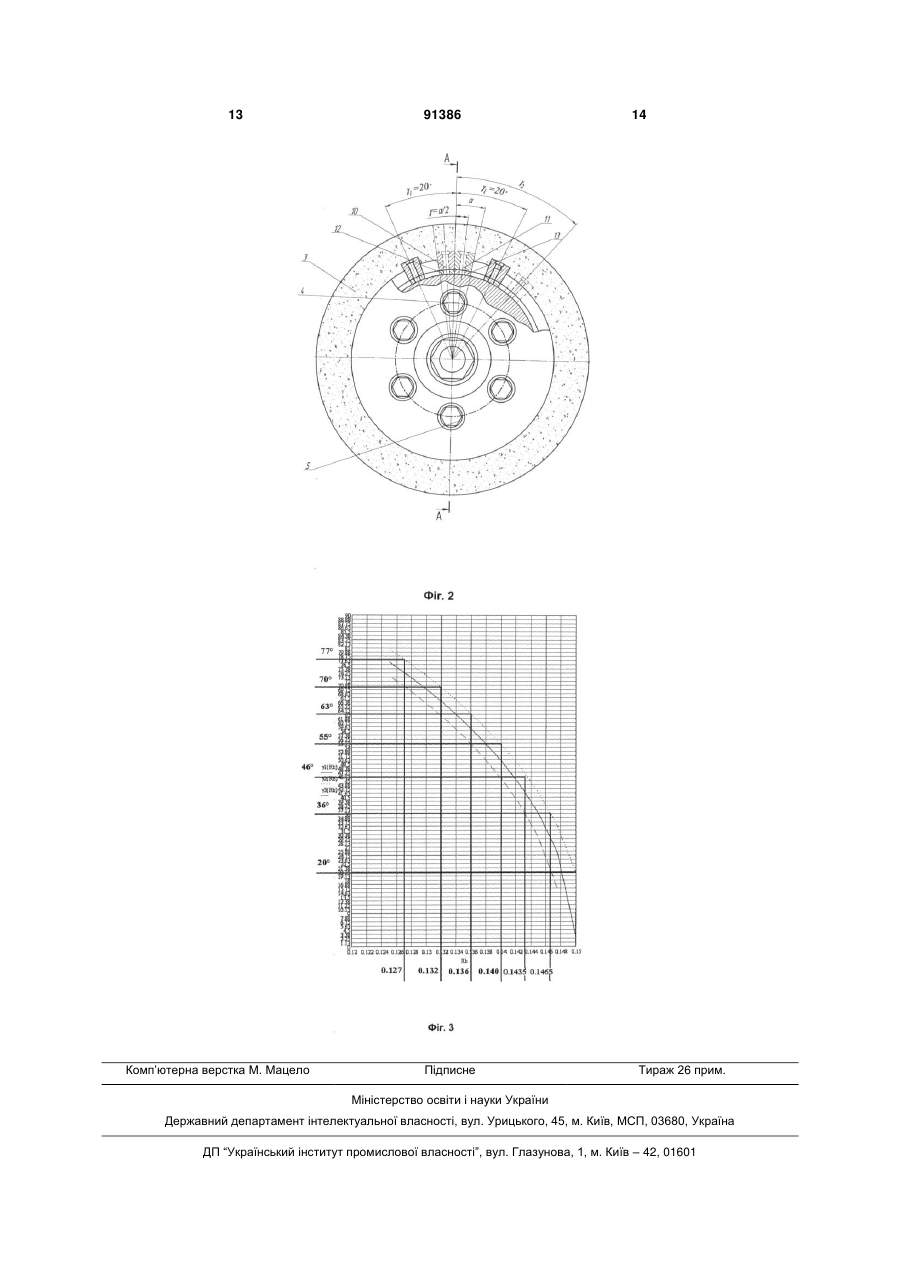
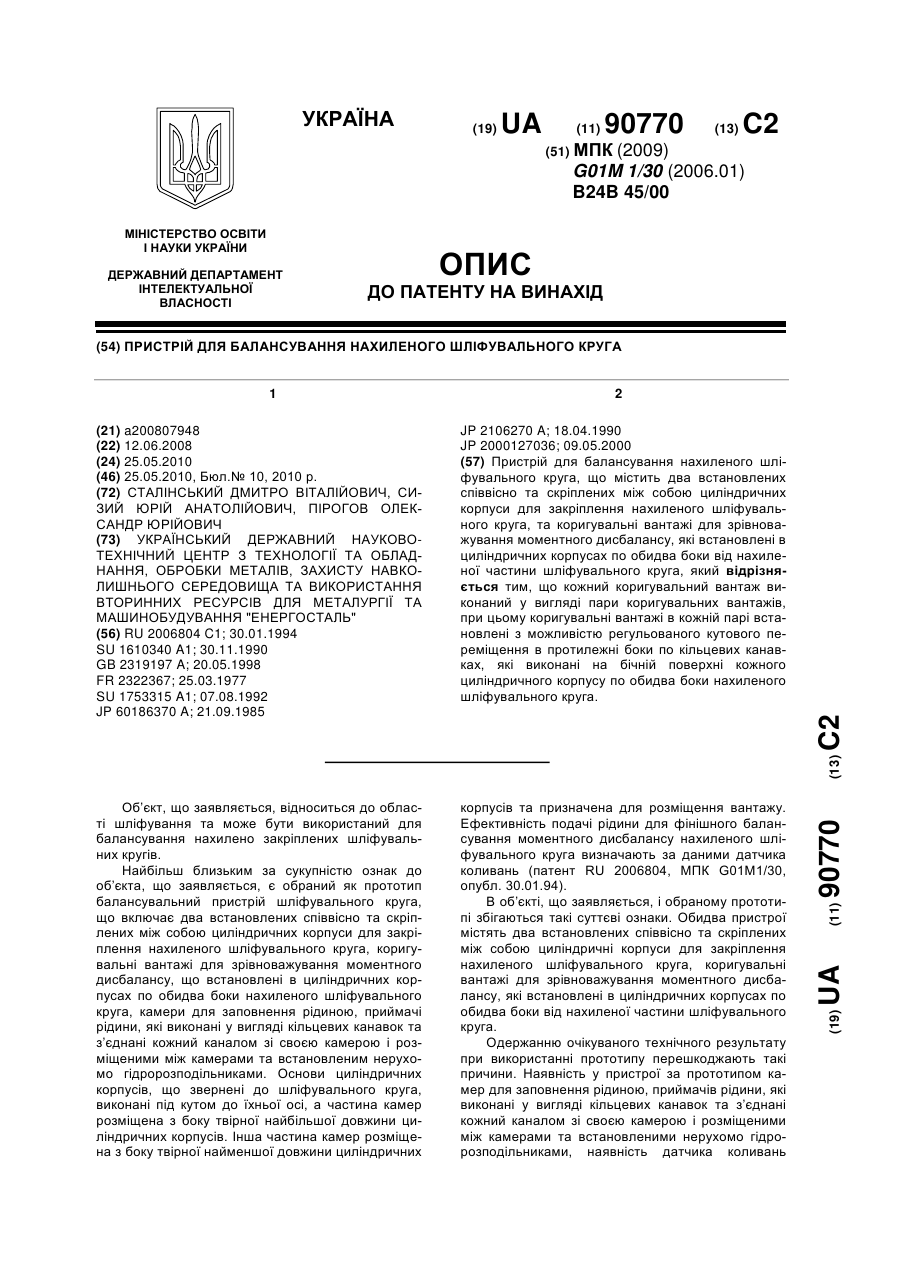
Спосіб балансування нахиленого шліфувального круга, що включає закріплення нахиленого шліфувального круга між двома циліндричними корпусами, попереднє та наступне зрівноважування моментного дисбалансу шляхом регульованого переміщення коригувальних вантажів, розташованих у зазначених циліндричних корпусах по обидва боки нахиленого шліфувального круга, який відрізняється тим, що розміри коригувальних вантажів та кут α, що визначає кутовий розмір кожної пари вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії та при цьому коригувальні вантажі перебувають на найбільшій відстані від нахиленої частини круга і доторкаються один до одного внутрішніми бічними поверхнями, визначають згідно з рівнянням: C2 2 (19) 1 3 через вісь обертання нахиленого шліфувального круга та на яку торці цього круга проектуються в прямі лінії; h - розмір коригувальних вантажів вздовж осі обертання нахиленого шліфувального круга; 1 - густина матеріалу коригувальних вантажів; 2 - густина матеріалу нахиленого шліфувального круга; - задана кутова швидкість обертання нахиленого шліфувального круга; Об'єкт, що заявляється, відноситься до області шліфування та може бути використаний для балансування нахилено закріплених шліфувальних кругів. Найбільш близьким до об'єкта, що заявляється, за сукупністю ознак є обраний як прототип спосіб балансування нахиленого шліфувального круга, що включає закріплення нахиленого шліфувального круга між двома циліндричними корпусами, попереднє та наступне зрівноважування моментного дисбалансу шляхом регульованого переміщення коригувальних вантажів, розташованих у зазначених циліндричних корпусах по обидва боки нахиленого шліфувального круга. Переміщенням коригувальних вантажів виконують попереднє зрівноважування статичного та моментного дисбалансів. Точне зрівноважування виконують на робочих обертах нахиленого шліфувального круга шляхом подачі рідини в камери, що розташовані по обидва боки нахиленого шліфувального круга. Корегування мас виконують послідовною подачею рідини в камери для повного усунення статичної складової дисбалансу, а потім одночасною подачею рідини в протилежні камери для фінішного балансування моментного дисбалансу. Ефективність подачі рідини для фінішного балансування моментного дисбалансу нахиленого шліфувального круга визначають за даними датчика коливань (патент RU 2006804, МПК G01M1/30, опубл. 30.01.94). В об'єкті, що заявляється, і обраному прототипі збігаються такі суттєві ознаки. Обидва способи включають закріплення нахиленого шліфувального круга між двома циліндричними корпусами, попереднє та наступне зрівноважування моментного дисбалансу шляхом регульованого переміщення коригувальних вантажів, розташованих у зазначених циліндричних корпусах по обидва боки нахиленого шліфувального круга. Одержанню очікуваного технічного результату при використанні обраного прототипу перешкоджають такі причини. Здійснення балансування нахиленого шліфувального круга з використанням зміни коригувальних мас шляхом багаторазового впорскування рідини від стаціонарного гідророзподільника у відповідні камери, а також визначення подачі рідини для фінішного балансування моментного дисбалансу нахиленого шліфувального круга за даними датчика коливань ускладнює балансування нахиленого шліфувального круга, 91386 4 d - відстань від середини канавки до площини, перпендикулярної осі нахиленого шліфувального круга, яка проходить через середину розмаху осциляційного руху круга при його обертанні; R - радіус нахиленого шліфувального круга; R b - поточне значення радіуса нахиленого шліфувального круга; B - висота нахиленого шліфувального круга; r - зовнішній радіус циліндричного корпуса; - число "пі". особливо при здійсненні балансування в процесі шліфування при спрацюванні шліфувального круга. В основу об'єкта, що заявляється, поставлено задачу створити такий спосіб балансування нахиленого шліфувального круга, в якому удосконалення шляхом введення нової сукупності дій дозволить при використанні об'єкта, що заявляється, забезпечити досягнення технічного результату, який полягає у спрощенні балансування нахиленого шліфувального круга в процесі його спрацювання. Поставлена задача вирішується за рахунок того, що спосіб балансування нахиленого шліфувального круга включає закріплення нахиленого шліфувального круга між двома циліндричними корпусами, попереднє та наступне зрівноважування моментного дисбалансу шляхом регульованого переміщення коригувальних вантажів, розташованих у зазначених циліндричних корпусах по обидва боки нахиленого шліфувального круга. Відмітною рисою способу, що заявляється, є те, що розміри коригувальних вантажів та кут , що визначає кутовий розмір кожної пари вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії та при цьому коригувальні вантажі перебувають на найбільшій відстані від нахиленої частини круга і доторкаються один одного внутрішніми бічними поверхнями, визначають згідно з рівнянням: Mc R2 gr 2 rgr h R gr 2 rgr 2 2 d h 2 cos 2 , (1), При попередньому зрівноважуванні моментного дисбалансу спочатку здійснюють регульоване переміщення двох пар коригувальних вантажів у протилежні боки по відповідним кільцевим канавкам, які виконані на бічній поверхні кожного циліндричного корпусу по обидва боки нахиленого шліфувального круга. Потім шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі у протилежні боки на кут щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, здійснюють попереднє зрівноважування моментного дисбалансу для початкового поточного значення зовнішнього радіуса нахиленого шліфувального круга. Наступне зрівноважування моментного дис 5 91386 балансу здійснюють періодично залежно від величини спрацювання нахиленого шліфувального круга шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі в протилежні боки на кут щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга і на яку торці цього круга проектуються в прямі лінії, при цьому кут , що визначає кутове переміщення коригувальних вантажів залежно від поточного значення зовнішнього радіуса нахиленого шліфувального круга, визначають за формулою: Mc arccos 2 Rb де: Mc r2 1 h 2 4 Rb 2 Rb r 2 r4 2 d h 2 , (2). tg 8 - момент, який створюється при обертанні нахиленою частиною круга щодо осі, яка перпендикулярна осі обертання круга та проходить через точку, що перебуває в середині розмаху осциляційного руху круга при його обертанні; B tg ; 2 R Rgr - відстань зовнішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга; rgr - відстань внутрішньої поверхні коригувальних вантажів від осі обертання нахиленого шліфувального круга; - кутовий розмір кожного з коригувальних вантажів щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга та на яку торці цього круга проектуються в прямі лінії; h - розмір коригувальних вантажів вздовж осі обертання нахиленого шліфувального круга; 1 - густина матеріалу нахиленого шліфувального круга; 2 - густина матеріалу коригувальних вантажів; - задана кутова швидкість обертання нахиленого шліфувального круга; d - відстань від середини канавки до площини перпендикулярної осі нахиленого шліфувального круга, яка проходить через середину розмаху осциляційного руху круга при його обертанні; R - радіус нахиленого шліфувального круга; Rb - поточне значення радіуса нахиленого шліфувального круга; В - висота нахиленого шліфувального круга; r - зовнішній радіус циліндричного корпуса; - число «пі». При використанні об'єкта, що заявляється, забезпечується досягнення технічного результату, який полягає у спрощенні балансування нахиленого шліфувального круга в процесі його спрацювання. Між ознаками об'єкта, що заявляється, та технічним результатом, який досягається, існує такий причинно-наслідковий зв'язок. Здійснення з використанням рівняння (1) та формули (2) при попе 6 редньому зрівноважуванні моментного дисбалансу нахиленого шліфувального круга регульованого переміщення двох пар коригувальних вантажів у протилежні боки по відповідним кільцевим канавкам, які виконані на бічній поверхні кожного циліндричного корпусу по обидва боки нахиленого шліфувального круга, та періодичне здійснення наступного зрівноважування моментного дисбалансу залежно від величини спрацювання нахиленого шліфувального круга шляхом регульованого кутового переміщення тих же коригувальних вантажів у кожній парі в протилежні боки на заздалегідь обчислений кут , що визначає кутове переміщення коригувальних вантажів залежно від поточної величини зовнішнього радіуса нахиленого шліфувального круга, спрощує балансування нахиленого шліфувального круга в процесі його спрацювання завдяки тому , що не потрібна зміна коригувальних мас шляхом багаторазового впорскування рідини від стаціонарного гідророзподільника у відповідні камери, а також визначення ефективності подачі рідини для фінішного балансування моментного дисбалансу нахиленого шліфувального круга за даними датчика коливань. Рівняння (1) і формула (2) дозволяють заздалегідь у табличній формі обчислити кути регульованого переміщення двох пар коригувальних вантажів залежно від фізичних і геометричних параметрів нахиленого шліфувального круга та коригувальних вантажів з урахуванням зменшення поточної величини радіуса нахиленого шліфувального круга в результаті спрацювання круга. Здійснення способу балансування нахиленого шліфувального круга, що заявляється, можливе за допомогою пристрою для балансування нахиленого шліфувального круга, що містить два встановлених співвісно і скріплених між собою циліндричних корпуси для закріплення нахиленого шліфувального круга, коригувальні вантажі для зрівноважування моментного дисбалансу, які встановлені в циліндричних корпусах по обидва боки від нахиленої частини шліфувального круга. Кожний коригувальний вантаж виконаний у вигляді пари коригувальних вантажів. При цьому коригувальні вантажі в кожній парі встановлені з можливістю регульованого кутового переміщення в протилежні боки по кільцевим канавкам, які виконані на бічній поверхні кожного циліндричного корпусу по обидва боки нахиленого шліфувального круга. Суть способу балансування нахиленого шліфувального круга, що заявляється, пояснюється за допомогою графічних матеріалів, на яких зображено: - на фіг. 1 - осьовий розріз вузла кріплення нахиленого шліфувального круга; - на фіг. 2 - вид по стрілці В на фіг. 1; - на фіг. 3 - графіки залежності максимального та мінімального кутового переміщення коригувальних вантажів залежно від величини зовнішнього радіуса нахиленого шліфувального круга при його спрацюванні. На наведених кресленнях позиціями позначені такі елементи: 1 - циліндричний корпус; 2 - циліндричний корпус; 7 91386 3 - нахилений шліфувальний круг; 4 - болт; 5 - болт; 6 - кільцева канавка; 7 - кільцева канавка; 8 - пара коригувальних вантажів; 9 - пара коригувальних вантажів; 10 - коригувальний вантаж; 11 - коригувальний вантаж; 12 - повзунок; 13 - повзунок; 14 - шпиндель шліфувального верстата. Пристрій, який використовується для здійснення способу балансування нахиленого шліфувального круга, містить (фіг. 1 і фіг. 2) два встановлених співвісно та скріплених між собою циліндричних корпуси 1 і 2 для закріплення нахиленого шліфувального круга 3. Циліндричні корпуси 1 і 2 скріплені болтами 4 і 5. На циліндричних корпусах 1 і 2 є кільцеві канавки 6 і 7 відповідно. В кільцевій канавці 6 розташовується пара коригувальних вантажів 8, а в кільцевій канавці 7 - пара коригувальних вантажів 9. Пара коригувальних вантажів 8 складається з двох окремих коригувальних вантажів 10 і 11. Кожний коригувальний вантаж кріпиться гвинтом до свого повзунка: коригувальний вантаж 10 - до повзунка 12, а коригувальний вантаж 11 - до повзунка 13. Пара коригувальних вантажів 9 виконана аналогічно парі коригувальних вантажів 8. Обидві кільцеві канавки 6 і 7 розташовані на однаковій відстані d вздовж осі нахиленого шліфувального круга 3 від площини перпендикулярної осі круга, яка проходить через середину розмаху осциляційного руху круга при його обертанні, тобто через точку О (фіг.1). Здійснення способу балансування нахиленого шліфувального круга, що заявляється, на вищенаведеному пристрої в процесі його роботи здійснюється так. Розміри коригувальних вантажів в кожній з пар коригувальних вантажів, наприклад 10 і 11 в парі коригувальних вантажів 8, призначають за умови, що коригувальні вантажі створюють згинальний момент при обертанні шпинделя верстата щодо осі, яка проходить через точку О та перпендикулярна площині креслення фіг. 1, дорівнює моменту, який створюється в протилежному напрямку нахиленою частиною шліфувального круга, тобто за умови (1). Потім шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі в протилежні боки на кут 1 (фіг. 1) щодо вертикальної площини, яка проходить через вісь обертання нахиленого шліфувального круга 3 та на яку торці цього круга проектуються в прямі лінії, здійснюють попереднє зрівноважування моментного дисбалансу для початкової поточної величини зовнішнього радіуса R нахиленого шліфувального круга. При попередньому зрівноважуванні моментного дисбалансу здійсню: root Mc Rgr 2 rgr 2 8 ють регульоване переміщення двох пар коригувальних вантажів у протилежні боки по відповідним кільцевим канавкам, які виконані на бічній поверхні кожного циліндричного корпусу по обидва боки нахиленого шліфувального круга. Наступне зрівноважування моментного дисбалансу здійснюють періодично залежно від величини спрацювання нахиленого шліфувального круга шляхом регульованого кутового переміщення коригувальних вантажів у кожній парі в протилежні боки на кут 2 (фіг. 1) При цьому кут , що визначає кутове переміщення коригувальних вантажів залежно від поточної величини зовнішнього радіуса нахиленого шліфувального круга, визначають за формулою (2). Вибір та розрахунок розмірів коригувальних вантажів Rgr, rgr, h і здійснюють в положенні коригувальних вантажів, коли вони в кожній парі доторкаються своїми бічними сторонами в площині А-А (фіг. 2). Величину Rgr вибирають трохи меншою, ніж Ru, де Ru - гранично припустимий радіус спрацювання круга. У наведеному кресленні на фіг. 1 та фіг. 2 R=150 мм, Ru=125 мм і Rgr=120 мм. Товщину вантажу h і його висоту (Rgr - rgr) вибирають конструктивно за умови зручності та надійності кріплення вантажу до повзунка. У наведеній конструкції h=20 мм, Rgr - rgr=20мм, тобто rgr = Rgr20=120-20=100мм. Відстань d канавок від площини А-А (фіг. 2) вибирають конструктивно, у розглянутому прикладі d=40мм. Останній параметр вантажу - кут (фіг. 2) визначають розрахунковим шляхом. У положенні, коли коригувальні вантажі в кожній парі доторкаються своїми бічними сторонами в площині А-А (фіг. 2), положення вантажів щодо цієї площини визначається кутом . Кут 2 обчислюється за формулою (2) з підстановкою . 2 У нижчеподаному прикладі розрахунку кута , виконаному на персональному комп'ютері у пакеті прикладних програм Mathcad-2000, вихідні дані для розрахунку наведені на перших двох рядках і при розрахунку моменту Мс прийнято що: B tg . 2 R h : 0.02 d : 0.04 1 : 2600 2 : 7800 R gr : 0.12 Mc : 1 2 Mgr : Rgr 2 : 266 B : 0.02 r : 0.114 R : 0.15 R4 r 4 16 R rgr 2 B2 h 2 Mc Rgr : 0.17 h 2 Rgr rgr 2 2 d h 2 cos rgr 2 2 , 32.5 rgr : 0.1 2 d h 2 cos 2 9 1: 91386 0,12 180 Rgr 1 Rb : 1 1.46 10 rb : 2 1 180 2 rgr rgr 2 h 2 d 2 Rb 2 Rb 4 r 4 16 R B2 2 Rb : 180 a cos Rgr 180 2 0 32.5 29.32 26.31 23.45 20.74 18.16 15.73 13.42 11.24 9.19 7.25 1 Rb 0 1 2 3 4 5 6 7 8 9 10 0 3.49 25.74 36.08 43.92 50.44 56.09 61.12 65.66 69.8 73.61 77.14 У вищенаведеному прикладі розрахунку кута нижче формули та в результаті розрахунку Мс (Мс=32,5 Н.м) наведена формула розрахунку моменту, який створюється коригувальними вантажами. Нижче цієї формули в рядок наведений запис команд для програми рішення рівняння (1) щодо кута . Нижче цього рядка наведений результат розрахунку =0,12 радіан або =6,98 град. При цьому довжина дуги на радіусі Rgr буде дорівнювати 0,0146 м =14,6 мм. Таким чином, отримані всі розміри коригувальних вантажів. Якщо при розрахунку кутовий розмір кожного з коригувальних вантажів буде дуже малий, що створить труднощі для кріплення вантажу до повзунка, то треба зменшити h або збільшити rgr та знову перерахувати , домагаючись величини, прийнятної для кріплення вантажу до повзунка. В процесі шліфування нахилений шліфувальний круг спрацьовується і момент Мс, який створюється його нахиленою частиною, зменшується. Тому для відповідного зменшення моменту, який створений коригувальними вантажами, їх треба розводити на кут 2 (фіг. 2). Кут 2 розраховують залежно від Rb - поточної величини радіуса нахиленого шліфувального круга. Розрахунок кута здійснюють за формулою (2). Після вищенаведеного розрахунку для розглянутого приклада за формулою (2) залежно від величини Rb величини (Rb) виведені на печатку в градусах. Точність компенсації моменту, який створюється нахиленим шліфувальним кругом, варто обмежити реальною величиною. Такою величиною може бути точність у 10% від моменту для серед 2 Rb rgr 2 a cos Rgr 2 0 1 2 3 4 5 6 7 8 9 10 2 i : 0... 10 Rb i : 0.15 i 0.0025 3 Rb : Mc Rb Mc Rb Rgr h 2 Rb : a cos 1 6.98 1 : Rgr Mc 10 0 1 2 3 4 5 6 7 8 9 10 0 20.49 32.93 41.69 48.79 54.87 60.24 65.06 69.46 73.51 77.25 80.72 rgr 2 Mc Rb 2 Rgr rgr h 2 2 2 d h 2 Mc Rb 2 Rgr rgr 2 2 2 d h 2 h 3 Rb 0 1 2 3 4 5 6 7 8 9 10 0 19.68i 15.81 29.58 38.58 45.71 51.73 57.01 61.73 66 69.9 73.5 ньої величини радіуса нахиленого шліфувального круга - Rcp. У розглянутому прикладі при 0,15 0,125 R cp 0,1375м МСср приблизно дорі2 внює 20 Нм. Прийнявши погрішність компенсації моментного дисбалансу 0,1 Mc ср 2H м, можна побудувати графіки максимально 3(Rb) і мінімально 2(Rb) припустимих величин кута розведення вантажів залежно від радіуса нахиленого шліфувального круга. Зображені на фіг. 3 графіки 1(Rb), 2(Rb) і 3(Rb) дозволяють визначити максимальне й мінімальне кутове переміщення коригувальних вантажів залежно від зміни зовнішнього радіуса нахиленого шліфувального круга при його спрацюванні. У початковому положенні нахиленого шліфувального круга для точної компенсації моменту при його обертанні коригувальні вантажі, відповідно до розрахунків, потрібно розвести на кут = 3,49° від площини А-А. З урахуванням припустимої погрішності балансування в початковому положенні коригувальні вантажі обох пар 8 і 9 можуть бути розведені на кут = 20° (фіг. 2). В такому положенні коригувальні вантажі залишаються доти, доки шліфувальний круг не спрацюється до Rb=0,1465 м. При цьому значенні Rb коригувальні вантажі розводять на кут 2 = 36°. У цьому положенні коригувальні вантажі перебувають до досягнення величини Rb=0,1435 м, після чого їх розводять на кут 46° і так далі. З урахуванням вищевикладеного, як приклад, може бути складена таблиця величин кута , що 11 91386 визначають кутове переміщення коригувальних вантажів залежно від поточної величини зовнішнього радіуса нахиленого шліфувального круга Rb. Rb, мм , град 150 146,5 143,3 140 136 132 127 20 36 46 55 63 70 77 Величини кутів , що визначають кутове переміщення коригувальних вантажів залежно від поточної величини зовнішнього радіуса нахиленого шліфувального круга Rb і відповідні величини цього радіуса, маркірую на циліндричних зовнішніх поверхнях корпусів 1 і 2 рисками з написом величин кута . При першій зборці нахиленого шліфувального круга з корпусами 1 і 2, у канавки корпусів заводять коригувальні вантажі з повзунками в довільному кутовому положенні. Корпуси 1 і 2 попередньо скріплюють болтами 4 і 5, і корпус 2 встановлюють на шпиндель шліфувального верстата 14. На циліндричних зовнішніх поверхнях корпусів точно в протилежних радіальних напрямках відзначені кути =0°. Провертаючи нахилений шліфувальний круг між корпусами 1 і 2, виставляють його так, щоб відстань від торця круга до корпусу в місці, де =0°, була б максимальною. Після 12 цього корпуси 1 і 2 остаточно скріплюють болтами 4 і 5. Коригувальні вантажі 10 і 11 у парі коригувальних вантажів 8 установлюють на повзунках 12 і 13 у кутове положення, що відповідає куту =20°, тобто у початкове положення для нового незношеного круга, і, затягуючи гвинти кріплення коригувальних вантажів до повзунків, фіксують їх у канавках корпусу в цьому положенні. Аналогічно встановлюють коригувальні вантажі в пари коригувальних вантажів 9. Розташування коригувальних вантажів на зовнішній циліндричній частині корпусів забезпечує (при відкритій кришці кожуха нахиленого шліфувального круга) вільний доступ до цих коригувальних вантажів для здійснення необхідного регульованого кутового переміщення. В процесі експлуатації нахиленого шліфувального круга оператор, періодично визначає поточну величину радіуса нахиленого шліфувального круга Rb і, згідно з таблицею, що визначає кутове переміщення коригувальних вантажів залежно від поточної величини зовнішнього радіуса нахиленого шліфувального круга Rb, переміщує коригувальні вантажі в кожній парі коригувальних вантажів 8 і 9 на відповідні кути , які позначені на циліндричних зовнішніх поверхнях корпусів 1 і 2. 13 Комп’ютерна верстка М. Мацело 91386 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for balancing inclined abrasive disc
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Syzyi Yurii Anatoliiovych, Pirohov Oleksandr Yuriiovych
Назва патенту російськоюСпособ балансировки наклоненного шлифовального круга
Автори російськоюСталинский Дмитрий Витальевич, Сизый Юрий Анатольевич, Пирогов Александр Юрьевич
МПК / Мітки
МПК: G01M 1/30, B24B 45/00
Мітки: шліфувального, спосіб, нахиленого, круга, балансування
Код посилання
<a href="https://ua.patents.su/7-91386-sposib-balansuvannya-nakhilenogo-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб балансування нахиленого шліфувального круга</a>
Пристрій для балансування нахиленого шліфувального круга
Номер патенту: 90770
Опубліковано: 25.05.2010
Автори: Пірогов Олександр Юрійович, Сталінський Дмитро Віталійович, Сизий Юрій Анатолійович
МПК: G01M 1/30, B24B 45/00
Мітки: шліфувального, пристрій, круга, нахиленого, балансування
Формула / Реферат:
Пристрій для балансування нахиленого шліфувального круга, що містить два встановлених співвісно та скріплених між собою циліндричних корпуси для закріплення нахиленого шліфувального круга, та коригувальні вантажі для зрівноважування моментного дисбалансу, які встановлені в циліндричних корпусах по обидва боки від нахиленої частини шліфувального круга, який відрізняється тим, що кожний коригувальний вантаж виконаний у вигляді пари...
Пристрій для правки шліфувального круга з переривистою робочою поверхнею
Номер патенту: 14565
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович, Рудковськая Ірина Олександрівна
МПК: B24B 53/06
Мітки: правки, пристрій, переривистою, шліфувального, круга, робочою, поверхнею
Формула / Реферат:
Пристрій для правки шліфувального круга з переривистою робочою поверхнею, що складається із встановленого на плиті корпуса, правильного інструмента, копіра, який відрізняється тим, що як копір застосовують змінний диск, поверхня якого розділена на металеві і неметалеві сектори, закріплений на одній осі з шліфувальним кругом і вміщений між пластинами магнітоелектричного датчика Холла, який подає сигнал на схему керування, що дозволяє при...
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею
Номер патенту: 37655
Опубліковано: 10.12.2008
Автори: Колосовський Юрій Юрійович, Новосьолов Юрій Костянтинович, Богуцкий Володимир Борисович, Шрон Леонід Борисович, Пасічник Антон Григорович
МПК: B24B 53/06
Мітки: робочою, переривчастою, правки, шліфувального, круга, пристрій, поверхнею
Формула / Реферат:
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею із нахиленими пазами, що складається із встановленого на плиті корпусу, правильного інструмента, копіра, який відрізняється тим, що в нього введено блок затримування сигналу на постійну величину, який змінює полярність і сигнал при проходженні металевого сектора, який вказує правильному інструменту формувати виступ замість западини.
Пристрій для закріплення шліфувального круга
Номер патенту: 43643
Опубліковано: 17.12.2001
Автори: Марковський Олексій Вікторович, Матюха Петро Григорович
МПК: B24B 45/00
Мітки: закріплення, круга, шліфувального, пристрій
Формула / Реферат:
Пристрій для закріплення шліфувального круга, що складається з рухомого та нерухомого фланців з виконаними на торцевих поверхнях отворами зі збіжними осями, центруючих елементів та гвинтів для скріплення фланців, який відрізняється тим, що центруючі елементи виконані У, вигляді ступінчастого пальця, що має ексцентричні ступінь, при цьому меньший ступінь встановлена з можливістю контактування з поверхнею отвору в нерухомому фланці, більший...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Польшаков Валерій Іванович, Захаренко Володимир Сергійович, Кузьменко Анатолій Петрович
МПК: B24B 53/00
Мітки: алмазного, шліфувального, круга, спосіб, правки
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Попередній патент: Діарилсечовина для лікування легеневої гіпертензії
Наступний патент: Скловолоконний трубчастий ізолятор і спосіб його виготовлення
Випадковий патент: Бездіафрагмовий електролізер для виробництва магнію