Кліть прокатного стана з пристроєм зміщення
Формула / Реферат
1. Кліть прокатного стана, що містить принаймні одну пару валків, встановлених у стійці кліті, привідні вали (1), зокрема карданні вали, для обертового приводу валків, і муфту (2) для зчеплення привідних валів (1) з валками, яка відрізняється тим, що принаймні один з привідних валів (1) містить принаймні один виконавчий пристрій (3), вбудований у привідний вал для аксіального зміщення при зміні аксіальної довжини привідного вала (1), причому виконавчий пристрій (3) виконаний у вигляді блока (3) поршень/циліндр, вбудованого в проточку (12) у привідному валу (1), причому осі блока (3) поршень/циліндр і привідного вала (1) збігаються, причому валок виконаний з можливістю зчеплення з привідним валом муфтою таким чином, що і валок має можливість зміщуватися в аксіальному напрямку виконавчим пристроєм (3).
2. Кліть прокатного стана за п. 1, яка відрізняється тим, що привідний вал (1) містить з боку електродвигуна нерухому в аксіальному напрямку частину (4) вала, а з боку кліті - рухому в аксіальному напрямку частину (5) вала.
3. Кліть прокатного стана за п. 1 або п. 2, яка відрізняється тим, що блок (3) поршень/циліндр нерухомо з'єднаний з боку циліндра із з'єднувальною головкою (6) рухомої в аксіальному напрямку частини (5) вала.
4. Кліть прокатного стана за будь-яким із пп. 1-3, яка відрізняється тим, що блок (3) поршень/циліндр з боку поршня шарнірно з'єднаний штоком (7) поршня із з'єднувальною головкою (9) нерухомої частини (4) вала за допомогою з'єднувального елемента (8).
5. Кліть прокатного стана за будь-яким із пп. 2-4, яка відрізняється тим, що для радіального напрямлення штока (7) поршня блока (3) поршень/циліндр передбачений направляючий диск (10), виконаний з можливістю нерухомого з'єднання зі штоком (7) поршня і з'єднувальним елементом (8).
6. Кліть прокатного стана за будь-яким із пп. 2-5, яка відрізняється тим, що дві частини (4, 5) привідного вала в аксіальному напрямку телескопічно зачеплені одна в одній.
7. Кліть прокатного стана за будь-яким із пп. 2-6, яка відрізняється тим, що рухома частина (5) вала має зовнішню обертову прохідну втулку (11) для гідравлічного живлення блока (3) поршень/циліндр.
8. Кліть прокатного стана за будь-яким із пп. 2-7, яка відрізняється тим, що на привідному валу (1) передбачена зовнішня система (13) вимірювання шляху, призначена для виявлення аксіального положення рухомої частини (5) вала, причому ця система вимірювання шляху розміщена між захисним кожухом (14) і супроводжувальною передньою частиною (15) для крутної опори для обертової прохідної втулки (11).
9. Кліть прокатного стана за будь-яким із пп. 1-8, яка відрізняється тим, що валок має шийку (16) валка, яка містить дві напрямлені і підпружинені у втулці (17) упорні деталі (18) для зчеплення шийки (16) валка з муфтою (2) з геометричним замиканням.
10. Кліть прокатного стана за будь-яким із пп. 1-8, яка відрізняється тим, що валок виконаний з можливістю зчеплення з рухомою в аксіальному напрямку частиною (5) вала за допомогою підпружинених упорних деталей (18) з автоматичним заскакуванням у проточках муфти (2).
11. Кліть прокатного стана за п. 10, яка відрізняється тим, що зовнішні торці (19) упорних деталей (18) мають ухил для автоматичного зчеплення, причому цей ухил виконаний з боку карданного вала під кутом до осі муфти.
12. Кліть прокатного стана за будь-яким із пп. 9-11, яка відрізняється тим, що передбачене принаймні одне настроюване у боковому напрямку кріплення (20) головки шпинделя з утримуючими елементами (21) для закріплення привідного вала (1, 4, 5) в потрібному положенні, причому кріплення (20) головки шпинделя має два виконавчі пристрої (22) для зміщення упорних деталей (18) для роз'єднання прокатного валка і рухомої в аксіальному напрямку частини (5) вала.
13. Кліть прокатного стана за п. 10 або п. 11, яка відрізняється тим, що в муфті (2) передбачені радіально розташовані поршні розчеплення (23) для передачі сили виконавчих пристроїв (22) на упорні деталі (18).
14. Кліть прокатного стана за будь-яким із пп. 1-13, яка відрізняється тим, що валки встановлені у стійці кліті за допомогою встановлювальних деталей, причому останні виконані з можливістю зміщення в аксіальному напрямку разом із валком.
15. Кліть прокатного стана за будь-яким із пп. 1-14, яка відрізняється тим, що приводна пара прокатних валків утворена робочими валками чотиривалкової кліті.
16. Кліть прокатного стана за будь-яким із пп. 1-14, яка відрізняється тим, що приводна пара прокатних валків утворена проміжними валками шестивалкової кліті.
17. Застосування кліті прокатного стана за п. 1 для аксіального зміщення принаймні одного валка з пари валків, які приводять в обертання привідними валами і встановлюють у стійці кліті за допомогою встановлювальних деталей, причому аксіальне зміщення валка здійснюють разом із встановлювальними деталями, яке відрізняється тим, що аксіальне зміщення валка, муфтою зчепленого з рухомою частиною привідного вала, здійснюють шляхом аксіального зміщення рухомої частини вала, причому рухомій частині вала і нерухомій частині вала надають загального аксіального зміщення, причому аксіального зміщення надають самою рухомою частиною вала.
18. Застосування кліті прокатного стана за п. 17, яке відрізняється тим, що обидва валки пари прокатних валків зміщають в аксіальному напрямку, причому аксіальних зміщень у кожному випадку надають рухомою частиною вала.
19. Застосування кліті прокатного стана за п. 17 або п. 18, яке відрізняється тим, що аксіального зміщення надають рухомою частиною вала з автоматичним керуванням через виконавчий механізм.
20. Застосування кліті прокатного стана за будь-яким із пп. 17-19, яке відрізняється тим, що керування аксіальним зміщенням рухомої частини вала здійснюють автоматично за моделлю та/або за виміряними параметрами прокатки, зокрема за профілем катаного матеріалу.
Текст
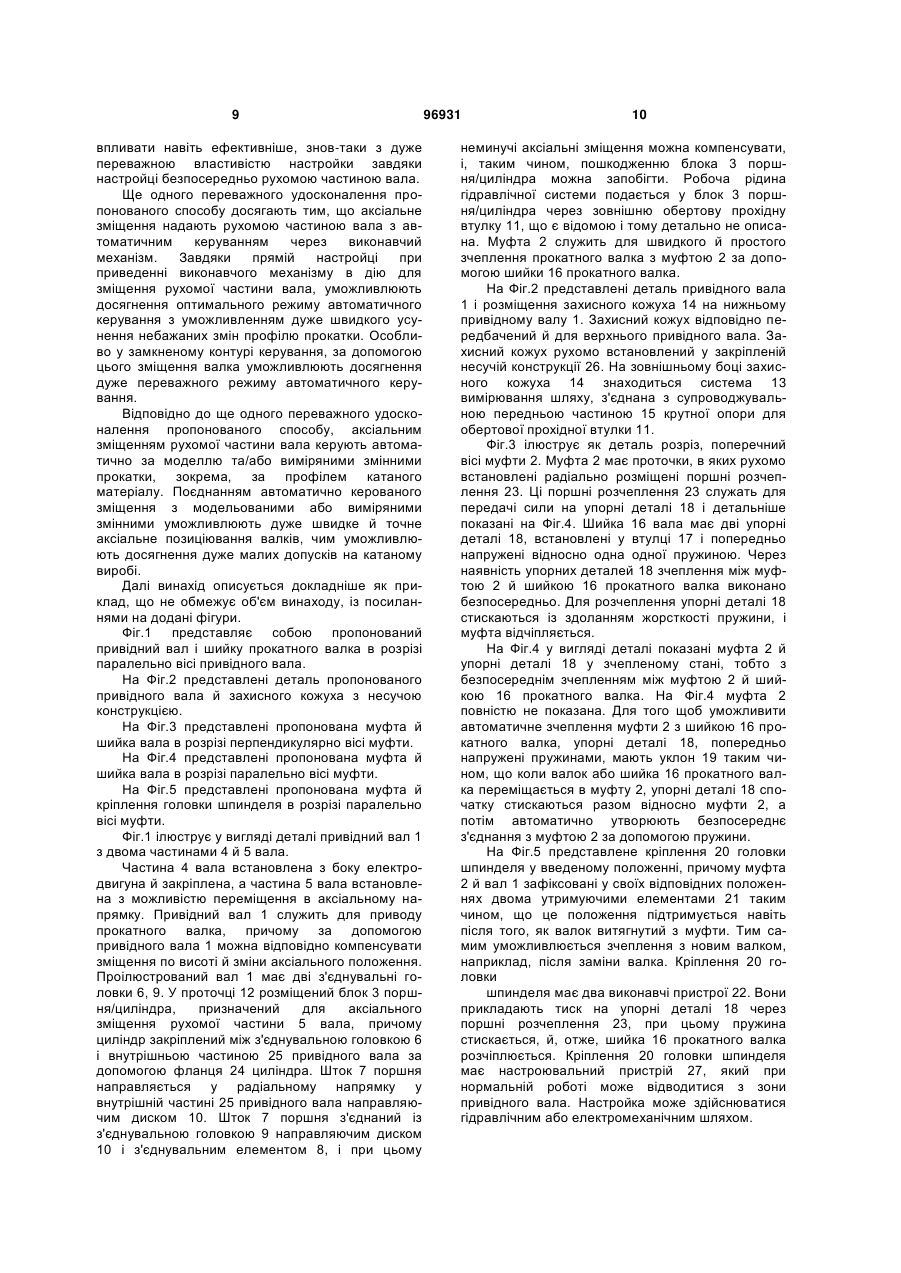
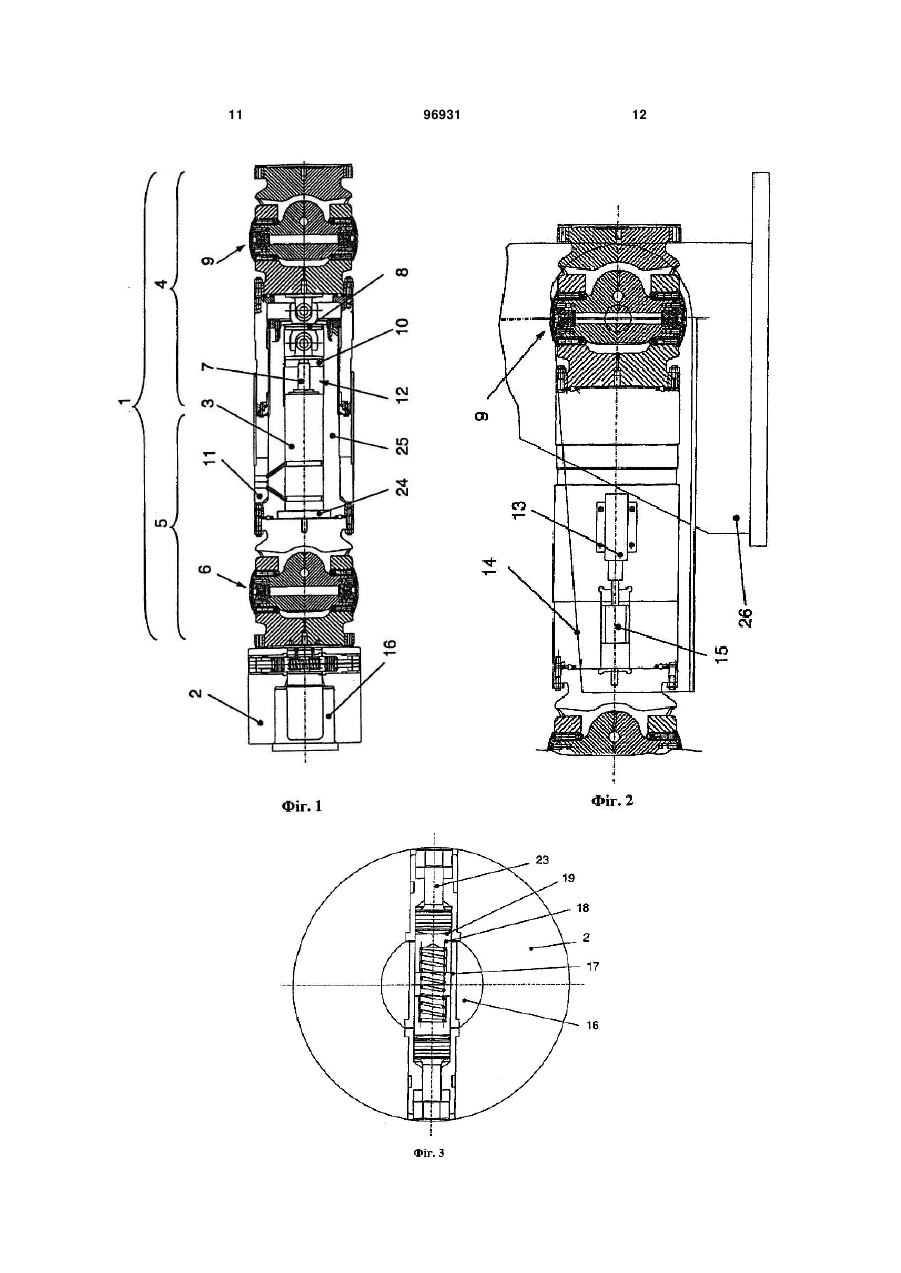
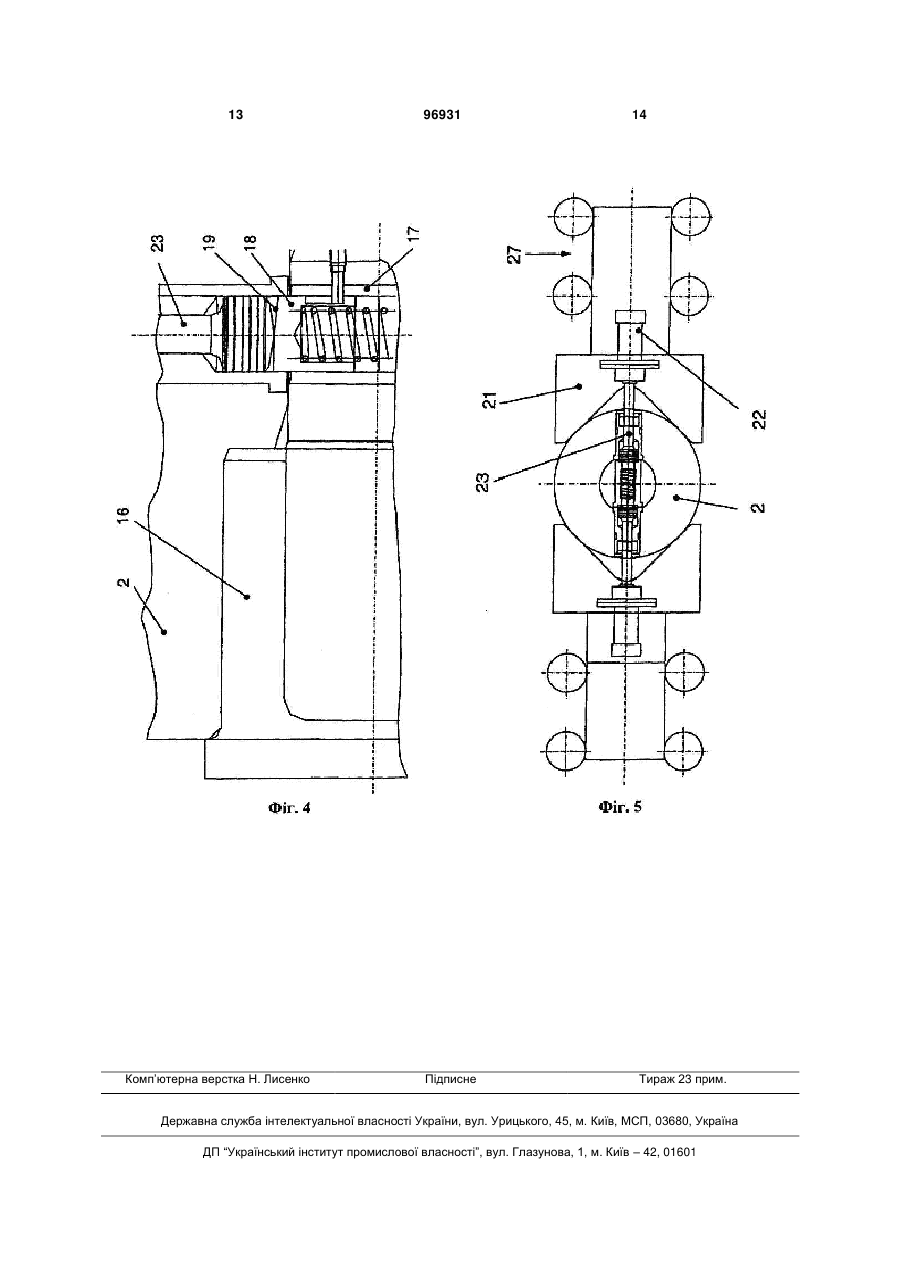
1. Кліть прокатного стана, що містить принаймні одну пару валків, встановлених у стійці кліті, привідні вали (1), зокрема карданні вали, для обертового приводу валків, і муфту (2) для зчеплення привідних валів (1) з валками, яка відрізняється тим, що принаймні один з привідних валів (1) містить принаймні один виконавчий пристрій (3), вбудований у привідний вал для аксіального зміщення при зміні аксіальної довжини привідного вала (1), причому виконавчий пристрій (3) виконаний у вигляді блока (3) поршень/циліндр, вбудованого в проточку (12) у привідному валу (1), причому осі блока (3) поршень/циліндр і привідного вала (1) збігаються, причому валок виконаний з можливістю зчеплення з привідним валом муфтою таким чином, що і валок має можливість зміщуватися в аксіальному напрямку виконавчим пристроєм (3). 2. Кліть прокатного стана за п.1, яка відрізняється тим, що привідний вал (1) містить з боку електродвигуна нерухому в аксіальному напрямку частину (4) вала, а з боку кліті - рухому в аксіальному напрямку частину (5) вала. 3. Кліть прокатного стана за п.1 або п.2, яка відрізняється тим, що блок (3) поршень/циліндр нерухомо з'єднаний з боку циліндра із з'єднувальною головкою (6) рухомої в аксіальному напрямку частини (5) вала. 2 (19) 1 3 96931 4 причому цей ухил виконаний з боку карданного вала під кутом до осі муфти. 12. Кліть прокатного стана за будь-яким із пп.9-11, яка відрізняється тим, що передбачене принаймні одне настроюване у боковому напрямку кріплення (20) головки шпинделя з утримуючими елементами (21) для закріплення привідного вала (1, 4, 5) в потрібному положенні, причому кріплення (20) головки шпинделя має два виконавчі пристрої (22) для зміщення упорних деталей (18) для роз'єднання прокатного валка і рухомої в аксіальному напрямку частини (5) вала. 13. Кліть прокатного стана за п.10 або п.11, яка відрізняється тим, що в муфті (2) передбачені радіально розташовані поршні розчеплення (23) для передачі сили виконавчих пристроїв (22) на упорні деталі (18). 14. Кліть прокатного стана за будь-яким із пп.1-13, яка відрізняється тим, що валки встановлені у стійці кліті за допомогою встановлювальних деталей, причому останні виконані з можливістю зміщення в аксіальному напрямку разом із валком. 15. Кліть прокатного стана за будь-яким із пп.1-14, яка відрізняється тим, що приводна пара прокатних валків утворена робочими валками чотиривалкової кліті. 16. Кліть прокатного стана за будь-яким із пп.1-14, яка відрізняється тим, що приводна пара прокатних валків утворена проміжними валками шестивалкової кліті. 17. Застосування кліті прокатного стана за п.1 для аксіального зміщення принаймні одного валка з пари валків, які приводять в обертання привідними валами і встановлюють у стійці кліті за допомогою встановлювальних деталей, причому аксіальне зміщення валка здійснюють разом із встановлювальними деталями, яке відрізняється тим, що аксіальне зміщення валка, муфтою зчепленого з рухомою частиною привідного вала, здійснюють шляхом аксіального зміщення рухомої частини вала, причому рухомій частині вала і нерухомій частині вала надають загального аксіального зміщення, причому аксіального зміщення надають самою рухомою частиною вала. 18. Застосування кліті прокатного стана за п.17, яке відрізняється тим, що обидва валки пари прокатних валків зміщають в аксіальному напрямку, причому аксіальних зміщень у кожному випадку надають рухомою частиною вала. 19. Застосування кліті прокатного стана за п.17 або п.18, яке відрізняється тим, що аксіального зміщення надають рухомою частиною вала з автоматичним керуванням через виконавчий механізм. 20. Застосування кліті прокатного стана за будьяким із пп.17-19, яке відрізняється тим, що керування аксіальним зміщенням рухомої частини вала здійснюють автоматично за моделлю та/або за виміряними параметрами прокатки, зокрема за профілем катаного матеріалу. Винахід відноситься до кліті прокатного стана принаймні з однією парою прокатних валків, встановлених у стійці кліті, й привідними валами, зокрема, карданними валами, призначеними для обертового приводу валків, і з муфтою для зчеплення привідних валів з валками. Крім того, винахід відноситься до способу аксіального зміщення принаймні одного валка з пари валків, які приводять в обертання привідними валами і встановлюють у стійці кліті за допомогою встановлювальних деталей, причому аксіальне зміщення валка здійснюють разом із встановлювальними деталями. Відомі численні пристрої аксіального зміщення прокатних валків. Для того, щоб вплинути на поперечний переріз катаного матеріалу, який називають ще профілем катаного матеріалу, у відомих технічних рішеннях валки зміщують в аксіальному напрямку й одночасно діють на профіль катаного матеріалу спрямованим чином, використовуючи форму прокатних валків або їх деформаційну властивість. У цьому випадку необхідно також зміщувати валки, які приводять в обертання. Крім того, зміщення надає можливість спрямованим чином справляти вплив на знос валків. Із документа DE 3907608 A1 відомий, наприклад, привідний вал, який дозволяє приводити аксіально зміщуваний валок і може балансувати положення валка. Його недоліком, однак, є те, що як і раніше, необхідні додаткові й складні пристрої зміщення валків. З цією метою часто використовуються пристрої зміщення, встановлені на стійках. Виходячи з відомого рівня техніки, метою винаходу є створення значно простішого й компактнішого пристрою і способу, які уможливлюють надійне аксіальне зміщення валка, який приводиться в обертання. Мета згідно винаходу досягається кліттю прокатного стана та відповідно ознакам відмітної частини п.1 формули винаходу. Кліть прокатного стана має принаймні один привідний вал, який, з одного боку, уможливлює аксіальне зміщення одного з прокатних валків пари прокатних валків, але додатково виконує функцію виконавчого механізму, тобто спричиняє аксіальне зміщення. За допомогою виконавчого пристрою, який є частиною привідного вала, аксіальне зміщення може передаватися - при зміні аксіальної довжини привідного вала - на прокатний валок через муфту й шийку прокатного валка. Приведення в дію блока поршня/циліндра призводить до аксіального зміщення прокатного валка й до простого аксіального позиціювання принаймні одного валка. Від додаткових пристроїв зміщення, які головним чином жорстко або шарнірно прикріпляються до стійки, можна, таким чином, повністю відмовитися. Крім того, через відмову від пристроїв зміщення, які зазвичай встановлюються на робочому боці кліті прокатного стана, пристрій 5 для заміни валка можна виконати компактнішим, оскільки довжина пристрою зміщення додатково збільшує довжину шляху заміну валка на величину цієї довжини. Крім того, через відмову від пристрою зміщення, прикріпленого до стійки, значно покращується доступ до арматури кліті. Таким чином, можна виготовити значно компактнішу кліть прокатного стана. Як привідні вали, можна переважно використовувати стандартні карданні вали, змінені відповідно до винаходу через впровадження блока поршня/циліндра. Муфта уможливлює роз'ємне з'єднання прокатного валка з привідним валом, і, у цьому випадку, на додаток до обертово жорсткого з'єднання повинні поглинатися й аксіальні сили. За допомогою муфти уможливлюється просте розчеплення привідного вала з прокатними валками, завдяки чому можна, наприклад, швидко міняти валок. Відповідно до одного конкретного варіанту здійснення пропонованої кліті прокатного стана, виконавчий пристрій представляє собою блок поршня/циліндра. Це дозволяє разом із дуже компактними розмірами мати великі аксіальні привідні сили, що уможливлює використання навіть в умовах стисненого простору. Відповідно до переважного удосконалення пропонованої кліті прокатного стана, привідний вал має з боку електродвигуна частину вала, закріплену в аксіальному напрямку, а з боку кліті частину вала, яка може зміщатися в аксіальному напрямку. Через поділ привідного вала на дві частини зміна й компенсація аксіального положення можуть здійснюватися самим привідним валом. Закріплена частина вала з боку електродвигуна може у цьому випадку виконуватися звичайним чином. Що стосується зчленованого шпинделя, закріплена частина вала містить з'єднання вала. Рухома частина вала так само містить з'єднання вала й муфту для зчеплення рухомої частини вала з прокатним валком на шийці останнього. Відповідно до ще одного переважного удосконалення пропонованої кліті прокатного стана, блок поршня/циліндра жорстко з'єднаний з боку циліндра із з'єднувальною головкою частини вала, яка може зміщатися. При такому конструктивному удосконаленні блок поршня/циліндра безпосередньо й надійно з'єднується з рухомою частиною вала. Відповідно до ще одного переважного удосконалення пропонованої кліті прокатного стана, блок поршня/циліндра з боку поршня шарнірно з'єднаний штоком поршня із з'єднувальною головкою закріпленої частини вала за допомогою з'єднувального елемента. Завдяки такому рішенню, нахилів або невеликих скошувань, яких не можна виключити при роботі, можна запобігти, ущільнення можна захистити, й, відтак, можна досягти тривалого терміну служби блока поршня/циліндра й, відповідно, тривалого терміну служби привідного вала. Відповідно до одного спеціального удосконалення пропонованої кліті прокатного стана, для радіального направлення штока поршня блока поршня/циліндра передбачений направляючий диск, який може жорстко з'єднуватися зі штоком 96931 6 поршня і з'єднувальним елементом. Завдяки радіальному направленню, перевантаження, що спричиняються поперечними силами, діючими на шток поршня й на циліндр, навіть у випадку ударів або коротких піків навантаження, можна ефективно відвернути, й, відтак, пошкодження блока поршня/циліндра або з'єднувального елемента можна запобігти. В одному конкретному удосконаленні пропонованої кліті прокатного стана дві частини привідного вала в аксіальному напрямку телескопічно зачеплені одна в одній, і при цьому зміни аксіальної довжини привідного вала можуть компенсуватися. Зміна загальної довжини досягається у цьому випадку через телескопічне перекриття частинами вала одна одної, і при цьому досягається дуже компактний привід або кліть прокатного стана. Крім того, завдяки телескопічній конструкції, можуть використовуватися здебільшого стандартні компоненти. Відповідно до одного альтернативного удосконалення пропонованої кліті прокатного стана, рухома частина вала має зовнішню обертову прохідну втулку, призначену для гідравлічного живлення блоку поршня/циліндра. Завдяки такому живленню реалізується просте конструктивне рішення, й одночасно може забезпечуватися надійне постачання просторово рухомого блоку поршня/циліндра навіть при важких умовах роботи прокатного стана. У ще одному варіанті здійснення пропонованої кліті прокатного стана, блок поршня/циліндра вбудований в проточку у привідному валу, причому вісі блока поршня/циліндра й привідного вала співпадають. Установка у проточці забезпечує дуже компактну конструкцію, що економить простір, найбільший можливий надаваний захист для блок поршня/циліндра. Завдяки такій установці ще й відсутні дисбаланси, які б інакше могли призвести до вібрацій. Як привідні вали, можуть використовуватися їх стандартні конструктивні виконання, модифіковані відповідно до цього винаходу, й, відтак, можуть використовуватися перевірені практикою механічні компоненти. Відповідно до ще одного можливого удосконалення пропонованої кліті прокатного стана, на привідному валу передбачена зовнішня система вимірювання шляху, призначена для виявлення аксіального положення частини вала, що може зміщуватися. Ця система вимірювання шляху розміщена між захисним кожухом і супроводжувальною передньою частиною для крутної опори для обертової прохідної втулки. Завдяки таким рішенням, можна забезпечити надійний і безвідмовний вимірювальний пристрій навіть в умовах прокатного стана. Захисний кожух встановлений у несучій конструкції. Відповідно до одного переважного удосконалення пропонованої кліті прокатного стана, прокатний валок має шийку, яка містить дві упорні деталі, які направляються у втулці та підпружинені для примусового зчеплення шийки прокатного валка з муфтою. Завдяки розміщенню упорних деталей у шийці прокатного валка, забезпечується 7 дуже надійний пристрій зчеплення, й одночасно сама муфта може мати навіть простіше конструкцію і діє без подачі будь-якого середовища. Така муфта відрізняється тривалим терміном служби, а також низькими витратами на технічне обслуговування. В одному конкретному варіанті пропонованої кліті прокатного стана прокатний валок може зчіплятися з частиною вала, що може зміщатися в аксіальному напрямку, за допомогою підпружинених упорних деталей з автоматичним заскакуванням у проточках муфти. При цьому може забезпечуватися надійна, швидка й проста операція зчеплення, яка уможливлює короткий час заміни валка. Відповідно до ще одного переважного удосконалення пропонованої кліті прокатного стана, передбачене принаймні одне кріплення головки шпинделя, яке може настроюватися у боковому напрямку, з утримуючими елементами для закріплення привідного вала. Кріплення головки шпинделя має два виконавчі пристрої, призначені для зміщення упорних деталей, щоб розчепити прокатний валок і частину вала, що може зміщуватися в аксіальному напрямку. Під час розчеплення прокатного валка й муфти привідний вал необхідно підтримувати у незмінному положенні. З цією метою використовуються кріплення головки шпинделя, які можуть вводитися у боковому напрямку. Регулювання кріплення головки шпинделя може відбуватися шляхом гідравлічного приводу. Привідний вал головним чином затиснутий між двома приймальними елементами кріплення головки шпинделя. На додаток до цієї функції, кріплення головки шпинделя бере на себе функцію відчеплення прокатного валка від привідного вала або від муфти, передбаченої для цієї мети. Прокатний валок може відчіплятися від привідного вала при приведенні в дію упорних деталей за допомогою пневматичних або, альтернативно, гідравлічних циліндрів як виконавчих пристроїв. Альтернативне удосконалення пропонованої кліті прокатного стана передбачає поршні розчеплення, радіально розміщені в муфті й призначені для передачі сили виконавчих пристроїв на упорні деталі. За допомогою цих поршнів розчеплення виконавчий пристрій може зміщати упорну деталь для розчеплення, причому у глибокому проникненні в муфту немає потреби, і для розчеплення достатній малий хід. Відповідно до одного можливого варіанту пропонованої кліті прокатного стана, привідна пара прокатних валків представляє собою робочі валки чотирьохвалкової кліті. У чотирьохвалкових клітях можна шляхом аксіальної настройки робочих валків задавати притиснення кінців розкату валками й, відтак, профіль катаного матеріалу спрямованим чином. Пропонована кліть уможливлює особливо переважну настройку робочих валків, оскільки можна відмовитися від будьяких пристроїв зміщення, прикріплених до стійки. Це спричиняє значну економію займаного кліттю або привідним валом простору. 96931 8 В одному спеціальному удосконаленні пропонованої кліті прокатного стана, прокатні валки встановлені у стійці кліті за допомогою встановлювальних деталей, й останні можуть зміщатися в аксіальному напрямку разом із валком. При відмові від пристрою зміщення, прикріпленого до стійки кліті, можна виготовляти простіші встановлювальні деталі, й при цьому ці деталі можуть зміщатися разом із валками. Від складних пристроїв зчеплення з пристроєм зміщення валка можна повністю відмовитися. Відповідно до ще одного можливого варіанту пропонованої кліті прокатного стана, привідна пара прокатних валків представляє собою проміжні валки шестивалкової кліті. Й у цьому випадку забезпечується дуже переважна кліть; особливо переважною є відмова від пристроїв настройки валків на робочому боці. Мета винаходу досягається також способом за відмітною частиною п.19 формули винаходу. Завдяки функції привідного вала й функції аксіального виконавчого пристрою, який зчіпляють принаймні в одному привідному валу пари прокатних валків, загальне аксіальне зміщення можуть здійснювати за допомогою самої привідної системи. Тому усувають потребу у будь-яких додаткових виконавчих системах. Аксіальне зміщення здійснюють також за допомогою рухомої частини привідного вала валка, який муфтою зчіпляють з рухомою частиною привідного вала. При цьому забезпечують компенсацію привідним валом аксіального зміщення між рухомою й закріпленою частиною - з боку електродвигуна - вала, причому ці частини зчіпляють телескопічно одна в одній. Забезпечують дію рухомої частини вала як виконавчого механізму для аксіального зміщення валка. Шляхом поєднання функцій обертового приводу й аксіального зміщення валка досягають й простішого способу прокатки, оскільки пристосування ситуації прокатки шляхом аксіального зміщення валка здійснюють не гідравлічними системами із взаємною дією одна на одну і можливістю у цьому випадку спричинення відмов. Завдяки виконавчому механізму із центральним зачепленням, забезпечують оптимальне введення сили. Крім того, у звичайних пристроях зміщення для кожного прокатного валка необхідні принаймні два блока поршня/циліндра, й тому для синхронізації переміщень зміщення необхідні більші витрати на установку й керування. У пропонованому способі з центральним введенням сили в привідний вал або прокатний валок небажаних нахилів між двома блоками поршня/циліндра також вже не очікують. Тому при автоматичному керуванні кліті прокатного стана цього типу під час операції прокатки можна очікувати простішого режиму автоматичного керування. Особливо переважного удосконалення пропонованого способу досягають тим, що обидва валки пари прокатних валків зміщають в аксіальному напрямку, причому аксіальні зміщення у кожному випадку надають рухомою частиною вала або її блоком поршня/циліндра. Завдяки додатковому аксіальному зміщенню на профілі прокатки можуть 9 впливати навіть ефективніше, знов-таки з дуже переважною властивістю настройки завдяки настройці безпосередньо рухомою частиною вала. Ще одного переважного удосконалення пропонованого способу досягають тим, що аксіальне зміщення надають рухомою частиною вала з автоматичним керуванням через виконавчий механізм. Завдяки прямій настройці при приведенні виконавчого механізму в дію для зміщення рухомої частини вала, уможливлюють досягнення оптимального режиму автоматичного керування з уможливленням дуже швидкого усунення небажаних змін профілю прокатки. Особливо у замкненому контурі керування, за допомогою цього зміщення валка уможливлюють досягнення дуже переважного режиму автоматичного керування. Відповідно до ще одного переважного удосконалення пропонованого способу, аксіальним зміщенням рухомої частини вала керують автоматично за моделлю та/або виміряними змінними прокатки, зокрема, за профілем катаного матеріалу. Поєднанням автоматично керованого зміщення з модельованими або виміряними змінними уможливлюють дуже швидке й точне аксіальне позиціювання валків, чим уможливлюють досягнення дуже малих допусків на катаному виробі. Далі винахід описується докладніше як приклад, що не обмежує об'єм винаходу, із посиланнями на додані фігури. Фіг.1 представляє собою пропонований привідний вал і шийку прокатного валка в розрізі паралельно вісі привідного вала. На Фіг.2 представлені деталь пропонованого привідного вала й захисного кожуха з несучою конструкцією. На Фіг.3 представлені пропонована муфта й шийка вала в розрізі перпендикулярно вісі муфти. На Фіг.4 представлені пропонована муфта й шийка вала в розрізі паралельно вісі муфти. На Фіг.5 представлені пропонована муфта й кріплення головки шпинделя в розрізі паралельно вісі муфти. Фіг.1 ілюструє у вигляді деталі привідний вал 1 з двома частинами 4 й 5 вала. Частина 4 вала встановлена з боку електродвигуна й закріплена, а частина 5 вала встановлена з можливістю переміщення в аксіальному напрямку. Привідний вал 1 служить для приводу прокатного валка, причому за допомогою привідного вала 1 можна відповідно компенсувати зміщення по висоті й зміни аксіального положення. Проілюстрований вал 1 має дві з'єднувальні головки 6, 9. У проточці 12 розміщений блок 3 поршня/циліндра, призначений для аксіального зміщення рухомої частини 5 вала, причому циліндр закріплений між з'єднувальною головкою 6 і внутрішньою частиною 25 привідного вала за допомогою фланця 24 циліндра. Шток 7 поршня направляється у радіальному напрямку у внутрішній частині 25 привідного вала направляючим диском 10. Шток 7 поршня з'єднаний із з'єднувальною головкою 9 направляючим диском 10 і з'єднувальним елементом 8, і при цьому 96931 10 неминучі аксіальні зміщення можна компенсувати, і, таким чином, пошкодженню блока 3 поршня/циліндра можна запобігти. Робоча рідина гідравлічної системи подається у блок 3 поршня/циліндра через зовнішню обертову прохідну втулку 11, що є відомою і тому детально не описана. Муфта 2 служить для швидкого й простого зчеплення прокатного валка з муфтою 2 за допомогою шийки 16 прокатного валка. На Фіг.2 представлені деталь привідного вала 1 і розміщення захисного кожуха 14 на нижньому привідному валу 1. Захисний кожух відповідно передбачений й для верхнього привідного вала. Захисний кожух рухомо встановлений у закріпленій несучій конструкції 26. На зовнішньому боці захисного кожуха 14 знаходиться система 13 вимірювання шляху, з'єднана з супроводжувальною передньою частиною 15 крутної опори для обертової прохідної втулки 11. Фіг.3 ілюструє як деталь розріз, поперечний вісі муфти 2. Муфта 2 має проточки, в яких рухомо встановлені радіально розміщені поршні розчеплення 23. Ці поршні розчеплення 23 служать для передачі сили на упорні деталі 18 і детальніше показані на Фіг.4. Шийка 16 вала має дві упорні деталі 18, встановлені у втулці 17 і попередньо напружені відносно одна одної пружиною. Через наявність упорних деталей 18 зчеплення між муфтою 2 й шийкою 16 прокатного валка виконано безпосередньо. Для розчеплення упорні деталі 18 стискаються із здоланням жорсткості пружини, і муфта відчіпляється. На Фіг.4 у вигляді деталі показані муфта 2 й упорні деталі 18 у зчепленому стані, тобто з безпосереднім зчепленням між муфтою 2 й шийкою 16 прокатного валка. На Фіг.4 муфта 2 повністю не показана. Для того щоб уможливити автоматичне зчеплення муфти 2 з шийкою 16 прокатного валка, упорні деталі 18, попередньо напружені пружинами, мають уклон 19 таким чином, що коли валок або шийка 16 прокатного валка переміщається в муфту 2, упорні деталі 18 спочатку стискаються разом відносно муфти 2, а потім автоматично утворюють безпосереднє з'єднання з муфтою 2 за допомогою пружини. На Фіг.5 представлене кріплення 20 головки шпинделя у введеному положенні, причому муфта 2 й вал 1 зафіксовані у своїх відповідних положеннях двома утримуючими елементами 21 таким чином, що це положення підтримується навіть після того, як валок витягнутий з муфти. Тим самим уможливлюється зчеплення з новим валком, наприклад, після заміни валка. Кріплення 20 головки шпинделя має два виконавчі пристрої 22. Вони прикладають тиск на упорні деталі 18 через поршні розчеплення 23, при цьому пружина стискається, й, отже, шийка 16 прокатного валка розчіплюється. Кріплення 20 головки шпинделя має настроювальний пристрій 27, який при нормальній роботі може відводитися з зони привідного вала. Настройка може здійснюватися гідравлічним або електромеханічним шляхом. 11 96931 12 13 Комп’ютерна верстка Н. Лисенко 96931 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll stand provided with displacement device
Автори англійськоюLangeder Rudolf
Назва патенту російськоюКлеть прокатного стана с устройством смещения
Автори російськоюЛангедер Рудольф
МПК / Мітки
МПК: F16C 3/00, B21B 35/14, B21B 31/18
Мітки: прокатного, пристроєм, стана, кліть, зміщення
Код посилання
<a href="https://ua.patents.su/7-96931-klit-prokatnogo-stana-z-pristroehm-zmishhennya.html" target="_blank" rel="follow" title="База патентів України">Кліть прокатного стана з пристроєм зміщення</a>
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Сатонін Олександр Володимирович, Сатонін Антон Олександрович, Федорінов Володимир Анатолійович, Морозов Ігор Олександрович, Кокотько Михайло Євгенович
МПК: B21B 13/00
Мітки: робоча, стана, кліть, прокатного
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Пристрій керування прогином валків та кліть прокатного стана
Номер патенту: 89573
Опубліковано: 10.02.2010
Автор: Купер Брайан
МПК: B21B 29/00
Мітки: керування, прогином, кліть, стана, пристрій, валків, прокатного
Формула / Реферат:
1. Пристрій (1) керування прогином валків принаймні з одним поршнем (2) з гідравлічним приводом, розміщеним у блоці керування прогином (3), для прогину валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана так, щоб уможливити керування профілем і площинністю металевих штаб або листів, який відрізняється тим, що пристрій (1) керування прогином валків містить принаймні одну...
Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу

Номер патенту: 93090
Опубліковано: 10.01.2011
Автори: Віддер Маркус, Селінджер Алоіс
МПК: B21B 13/14
Мітки: прокатного, катаного, листового, кліть, штаб, виготовлення, катаних, стана, металевих, металу
Формула / Реферат:
1. Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу з робочими валками, обпертими на опорні валки чи проміжні та опорні валки, причому принаймні один з цих валків має контур бочки, простягнений по усій корисній довжині бочки і виконаний з можливістю бути описаним нелінійною функцією, і контур бочки цього принаймні одного валка має фаски принаймні на одній з кінцевих ділянок у поздовжньому напрямку,...
Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу
Номер патенту: 92946
Опубліковано: 27.12.2010
Автори: Селінджер Алоіс, Віддер Маркус
МПК: B21B 13/14
Мітки: катаних, прокатного, стана, металевих, виготовлення, катаного, штаб, кліть, металу, листового
Формула / Реферат:
1. Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу з робочими валками, що спираються на опорні валки чи проміжні та опорні валки, де зазначені робочі валки та/або проміжні валки розташовано у кліті прокатного стана таким чином, що вони можуть зміщуватися один відносно одного уздовж осі, де бочка кожного робочого та/або проміжного валка має криволінійний контур, що тягнеться по усій корисній...
Механізм перехрещування валків кліті прокатного стана дуо

Номер патенту: 55631
Опубліковано: 27.12.2010
Автори: Сатонін Олексій Олександрович, Юрков Костянтин Юрійович, Сатонін Олександр Володимирович, Чуруканов Олександр Сергійович
Мітки: перехрещування, валків, прокатного, механізм, кліті, стана, дуо
Формула / Реферат:
Механізм перехрещування валків кліті прокатного стана дуо, який вміщує робочу кліть, яка містить вузол станин, вузол валків, механізм установки валків та вузол проводок, який відрізняється тим, що кліть додатково оснащена гвинтами з різними напрямками різьби, які знаходяться у стояках станини і впираються в подушки, зубчастими колесами, зафіксованими в осьовому напрямку, посадженими на хвостову частину гвинтів, черв'ячними, конічними...
Попередній патент: Композиція уповільненої дії, що містить глюкуронатну сіль сполук піперазину, та її застосування
Наступний патент: Спосіб експериментального підтвердження характеристик ракети при льотних випробуваннях
Випадковий патент: Композиція фіточаю