Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу


Формула / Реферат
1. Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу з робочими валками, обпертими на опорні валки чи проміжні та опорні валки, причому принаймні один з цих валків має контур бочки, простягнений по усій корисній довжині бочки і виконаний з можливістю бути описаним нелінійною функцією, і контур бочки цього принаймні одного валка має фаски принаймні на одній з кінцевих ділянок у поздовжньому напрямку, утворюючи скоригований контур бочки на цих кінцевих ділянках, яка відрізняється тим, що зазначений скоригований контур бочки отримано відніманням будь-якої нелінійної математичної функції фаски від функції контуру, яку описано нелінійною функцією, причому нахил контуру бочки та нахил скоригованого контуру бочки у точці переходу від контуру бочки до скоригованого контуру бочки є однаковими.
2. Кліть за п. 1, яка відрізняється тим, що функція фаски є тригонометричною.
3. Кліть за п. 1, яка відрізняється тим, що функція фаски є синусоїдальною функцією.
4. Кліть за п. 1, яка відрізняється тим, що функція фаски є функцією другого порядку.
5. Кліть за будь-яким з попередніх пунктів, яка відрізняється тим, що опорні валки у чотиривалковій кліті та опорні та/або проміжні валки у шестивалковій кліті мають скоригований контур бочки.
Текст
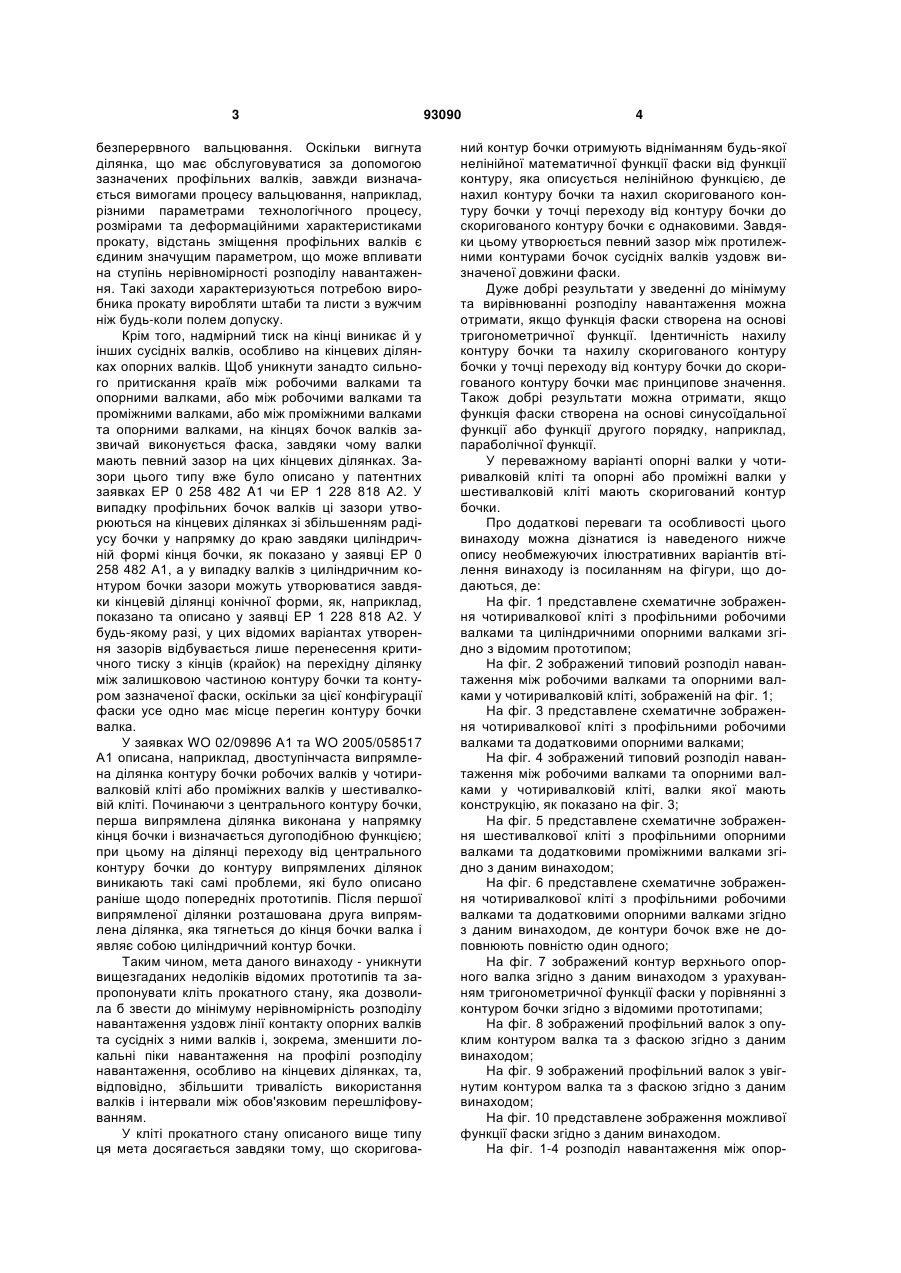
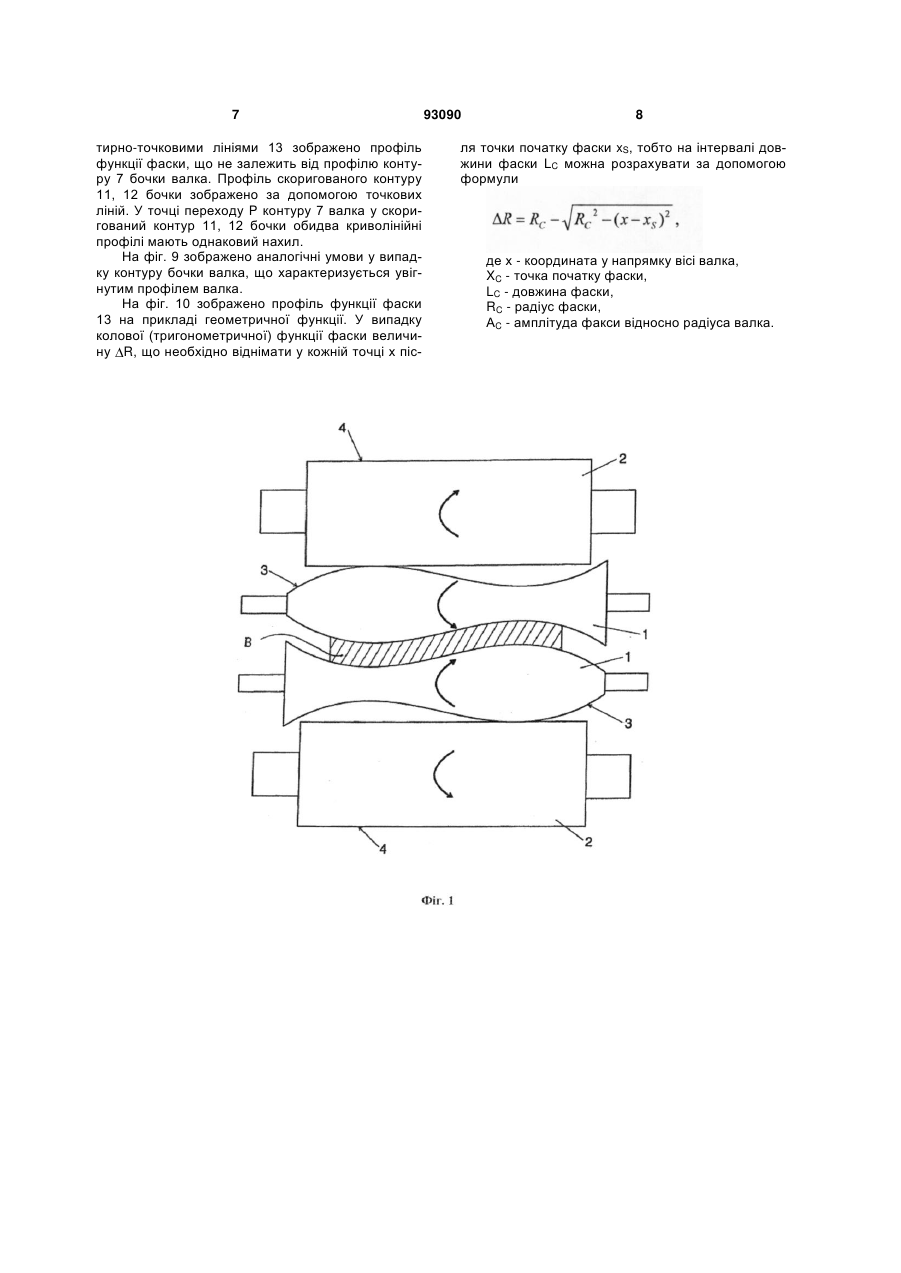
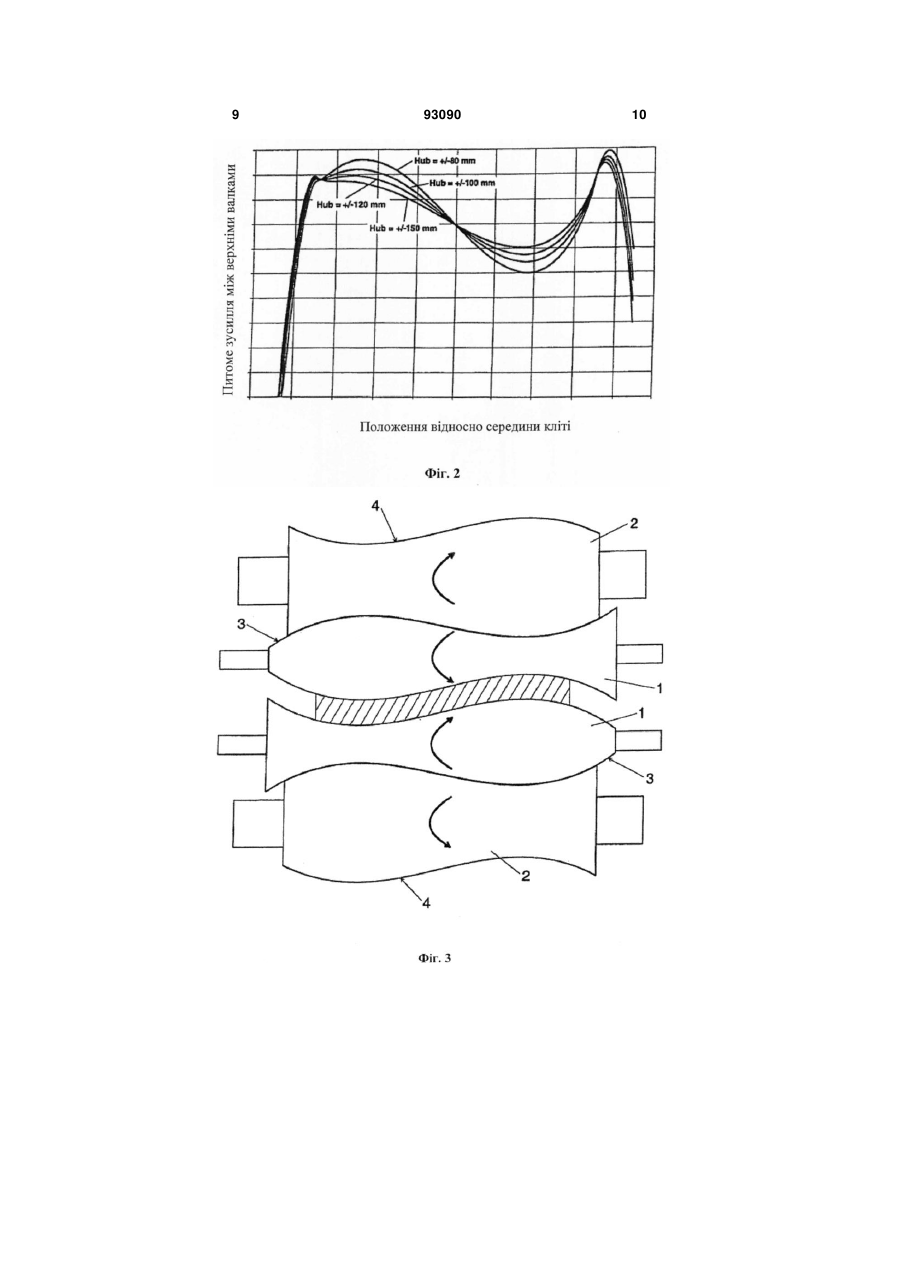
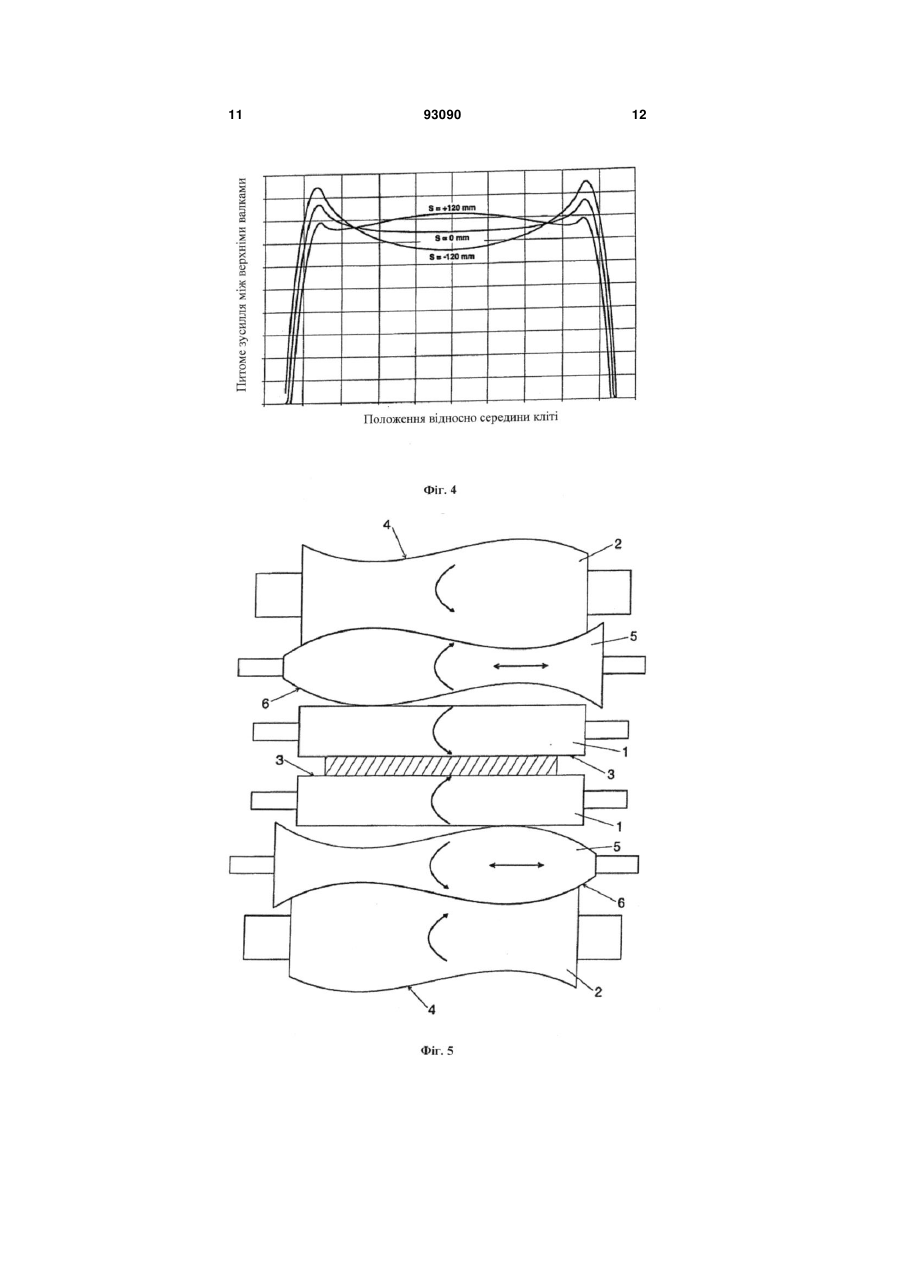
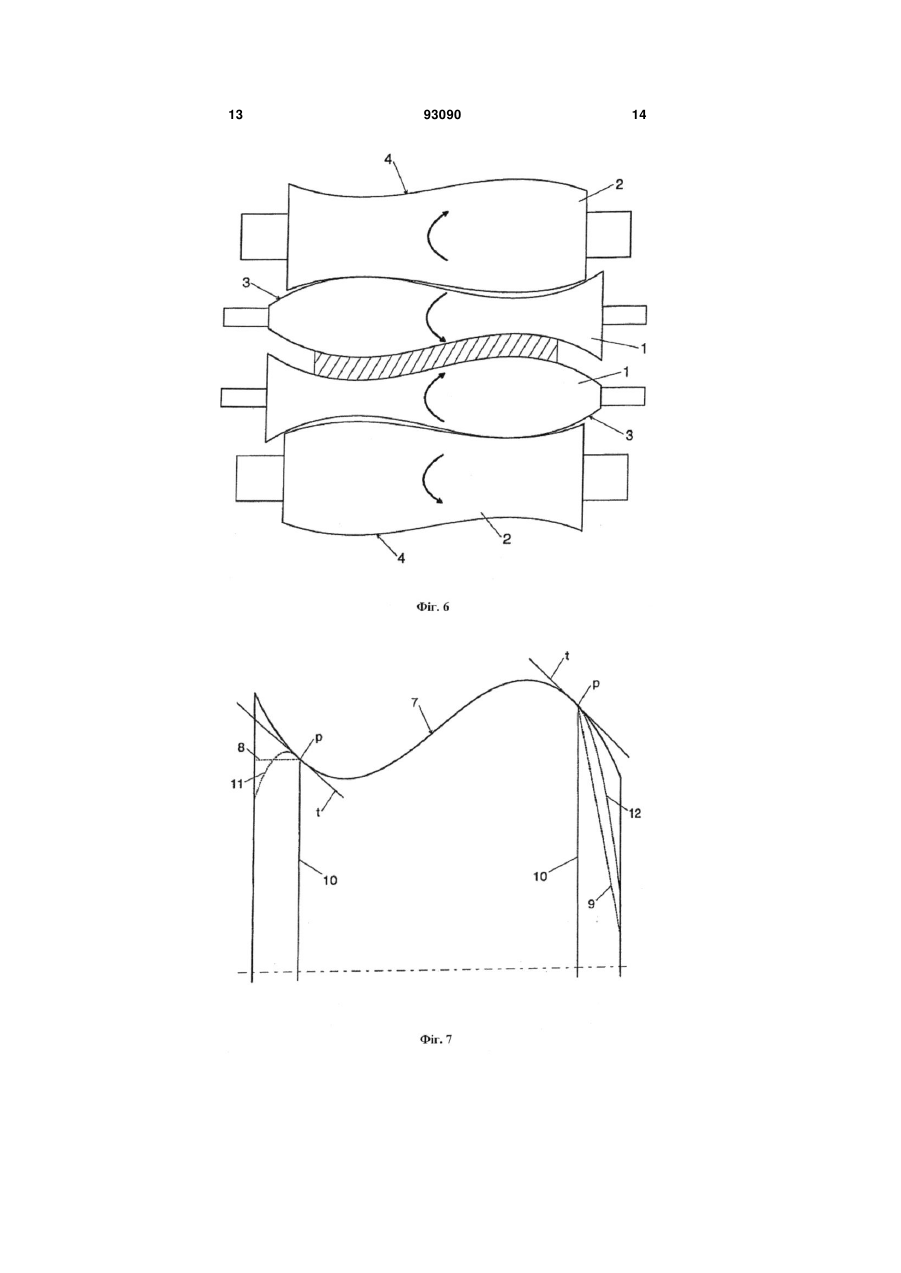
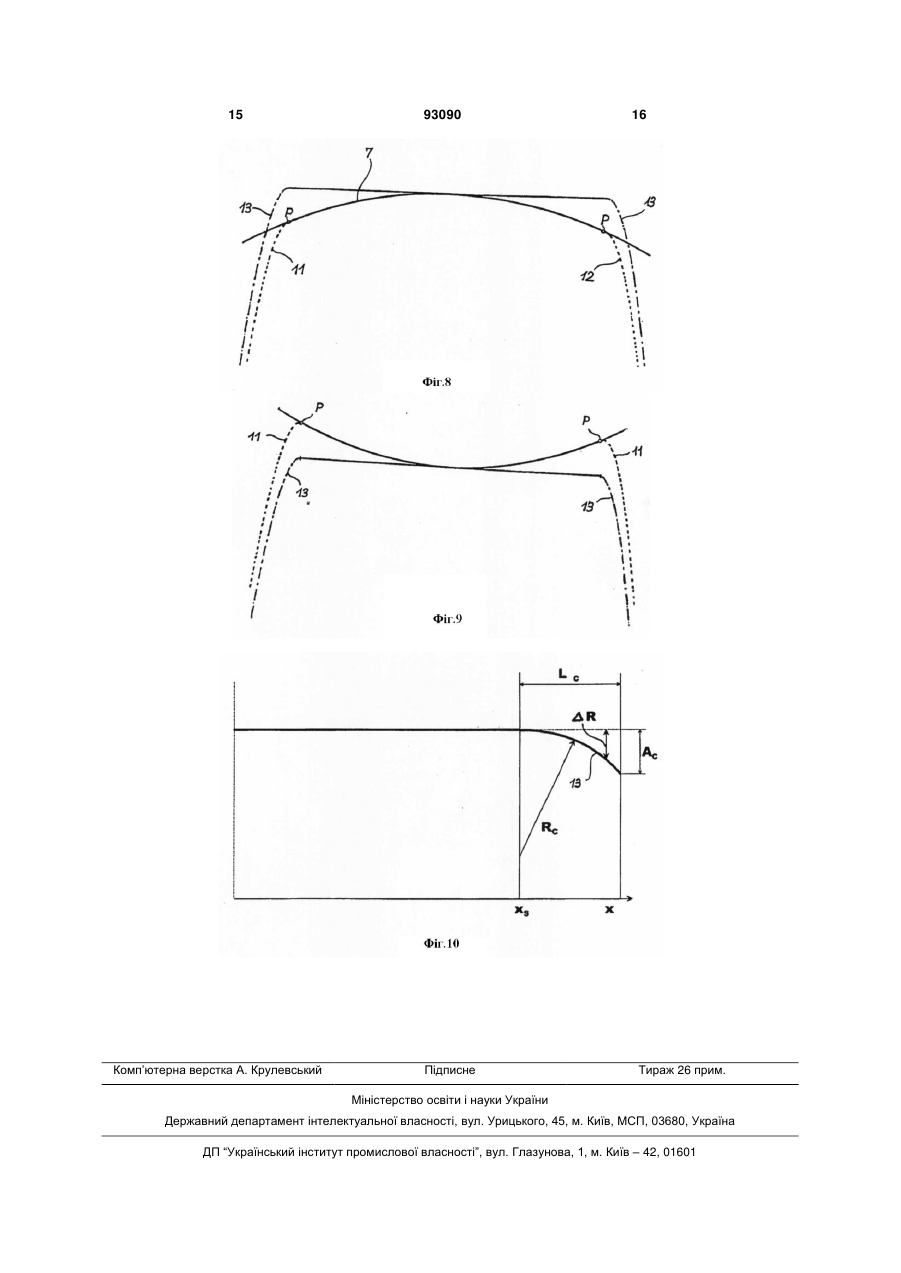
1. Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу з робочими валками, обпертими на опорні валки чи проміжні та опорні валки, причому принаймні один з цих валків має контур бочки, простя C2 2 (19) 1 3 безперервного вальцювання. Оскільки вигнута ділянка, що має обслуговуватися за допомогою зазначених профільних валків, завжди визначається вимогами процесу вальцювання, наприклад, різними параметрами технологічного процесу, розмірами та деформаційними характеристиками прокату, відстань зміщення профільних валків є єдиним значущим параметром, що може впливати на ступінь нерівномірності розподілу навантаження. Такі заходи характеризуються потребою виробника прокату виробляти штаби та листи з вужчим ніж будь-коли полем допуску. Крім того, надмірний тиск на кінці виникає й у інших сусідніх валків, особливо на кінцевих ділянках опорних валків. Щоб уникнути занадто сильного притискання країв між робочими валками та опорними валками, або між робочими валками та проміжними валками, або між проміжними валками та опорними валками, на кінцях бочок валків зазвичай виконується фаска, завдяки чому валки мають певний зазор на цих кінцевих ділянках. Зазори цього типу вже було описано у патентних заявках EP 0 258 482 A1 чи EP 1 228 818 А2. У випадку профільних бочок валків ці зазори утворюються на кінцевих ділянках зі збільшенням радіусу бочки у напрямку до краю завдяки циліндричній формі кінця бочки, як показано у заявці EP 0 258 482 A1, а у випадку валків з циліндричним контуром бочки зазори можуть утворюватися завдяки кінцевій ділянці конічної форми, як, наприклад, показано та описано у заявці EP 1 228 818 А2. У будь-якому разі, у цих відомих варіантах утворення зазорів відбувається лише перенесення критичного тиску з кінців (крайок) на перехідну ділянку між залишковою частиною контуру бочки та контуром зазначеної фаски, оскільки за цієї конфігурації фаски усе одно має місце перегин контуру бочки валка. У заявках WO 02/09896 A1 та WO 2005/058517 A1 описана, наприклад, двоступінчаста випрямлена ділянка контуру бочки робочих валків у чотиривалковій кліті або проміжних валків у шестивалковій кліті. Починаючи з центрального контуру бочки, перша випрямлена ділянка виконана у напрямку кінця бочки і визначається дугоподібною функцією; при цьому на ділянці переходу від центрального контуру бочки до контуру випрямлених ділянок виникають такі самі проблеми, які було описано раніше щодо попередніх прототипів. Після першої випрямленої ділянки розташована друга випрямлена ділянка, яка тягнеться до кінця бочки валка і являє собою циліндричний контур бочки. Таким чином, мета даного винаходу - уникнути вищезгаданих недоліків відомих прототипів та запропонувати кліть прокатного стану, яка дозволила б звести до мінімуму нерівномірність розподілу навантаження уздовж лінії контакту опорних валків та сусідніх з ними валків і, зокрема, зменшити локальні піки навантаження на профілі розподілу навантаження, особливо на кінцевих ділянках, та, відповідно, збільшити тривалість використання валків і інтервали між обов'язковим перешліфовуванням. У кліті прокатного стану описаного вище типу ця мета досягається завдяки тому, що скоригова 93090 4 ний контур бочки отримують відніманням будь-якої нелінійної математичної функції фаски від функції контуру, яка описується нелінійною функцією, де нахил контуру бочки та нахил скоригованого контуру бочки у точці переходу від контуру бочки до скоригованого контуру бочки є однаковими. Завдяки цьому утворюється певний зазор між протилежними контурами бочок сусідніх валків уздовж визначеної довжини фаски. Дуже добрі результати у зведенні до мінімуму та вирівнюванні розподілу навантаження можна отримати, якщо функція фаски створена на основі тригонометричної функції. Ідентичність нахилу контуру бочки та нахилу скоригованого контуру бочки у точці переходу від контуру бочки до скоригованого контуру бочки має принципове значення. Також добрі результати можна отримати, якщо функція фаски створена на основі синусоїдальної функції або функції другого порядку, наприклад, параболічної функції. У переважному варіанті опорні валки у чотиривалковій кліті та опорні або проміжні валки у шестивалковій кліті мають скоригований контур бочки. Про додаткові переваги та особливості цього винаходу можна дізнатися із наведеного нижче опису необмежуючих ілюстративних варіантів втілення винаходу із посиланням на фігури, що додаються, де: На фіг. 1 представлене схематичне зображення чотиривалкової кліті з профільними робочими валками та циліндричними опорними валками згідно з відомим прототипом; На фіг. 2 зображений типовий розподіл навантаження між робочими валками та опорними валками у чотиривалковій кліті, зображеній на фіг. 1; На фіг. 3 представлене схематичне зображення чотиривалкової кліті з профільними робочими валками та додатковими опорними валками; На фіг. 4 зображений типовий розподіл навантаження між робочими валками та опорними валками у чотиривалковій кліті, валки якої мають конструкцію, як показано на фіг. 3; На фіг. 5 представлене схематичне зображення шестивалкової кліті з профільними опорними валками та додатковими проміжними валками згідно з даним винаходом; На фіг. 6 представлене схематичне зображення чотиривалкової кліті з профільними робочими валками та додатковими опорними валками згідно з даним винаходом, де контури бочок вже не доповнюють повністю один одного; На фіг. 7 зображений контур верхнього опорного валка згідно з даним винаходом з урахуванням тригонометричної функції фаски у порівнянні з контуром бочки згідно з відомими прототипами; На фіг. 8 зображений профільний валок з опуклим контуром валка та з фаскою згідно з даним винаходом; На фіг. 9 зображений профільний валок з увігнутим контуром валка та з фаскою згідно з даним винаходом; На фіг. 10 представлене зображення можливої функції фаски згідно з даним винаходом. На фіг. 1-4 розподіл навантаження між опор 5 ними валками та робочими валками у випадку контуру бочки валка згідно з відомими прототипами порівнюється із розподілом навантаження між опорними валками та робочими валками для контуру бочки валка згідно з даним винаходом на прикладі чотиривалкової кліті. На фіг. 1 наведене схематичне зображення розташування валків у чотиривалковій кліті для прокату металевої штаби В, зокрема сталевої штаби, із робочими валками 1 та опорними валками 2. Робочі валки 1, що можуть зміщуватися уздовж вісі, мають у кожному випадку контур 3 бочки, який може бути описаний за допомогою увігнуто-опуклої функції. Робочі валки 1 спираються на опорні валки 2, які мають циліндричний контур 4 бочки і які допомагають витримувати зусилля вальцювання, що діє на робочі валки. Розподіл навантаження між верхнім робочим валком 1 та верхнім опорним валком 2 для цієї конкретної конфігурації бочок валків проілюстровано на фіг. 2; наведено графік залежності питомого зусилля, що виникає між валками, від положення уздовж бочки, а також з одного боку піки навантаження, що виникають на кінцевій ділянці, а з іншого боку - максимальні та мінімальні значення зусиль, що виникають відповідно до увігнутого/опуклого контуру. Криві розподілу навантаження, що вже основані на функції фаски згідно з відомими прототипами, показано для чотирьох обраних значень максимального відносного зміщення уздовж вісі (відстані зміщення) робочих валків відносно один одного. На фіг. 3 наведене схематичне зображення розташування валків у чотиривалковій кліті з робочими валками 1 та опорними валками 2. Робочі валки 1, що можуть зміщуватися уздовж вісі, мають у кожному випадку контур 3 бочки, який може бути описаний за допомогою нелінійної функції. Ці контури бочок доповнюють один одного в одному певному взаєморозташуванні робочих валків на осях. Два опорні валки 2 так само мають взаємодоповнюючі контури 4 бочок, які також утворені на основі нелінійної функції; контури бочок сусідніх взаємодіючих робочого валка 1 та опорного валка 2 є цілком взаємодоповнюючими у незавантаженому стані. Розподіл навантаження між верхнім робочим валком 1 та верхнім опорним валком 2 для цієї конкретної конфігурації бочок валків проілюстровано на фіг. 4; зображений розподіл навантаження наведено вже для випадку використання скоригованого контуру бочки згідно з даним винаходом на кінцевій ділянці. Піки навантаження, що виникають на кінцевій ділянці, у різній мірі залежать від зміщення уздовж вісі. Однак у цілому у варіанті, запропонованому згідно з даним винаходом, основне вирівнювання розподілу навантаження уздовж профілю бочки валка вже спостерігається. На фіг. 5 наведене схематичне зображення розташування валків у шестивалковій кліті з робочими валками 1, проміжними валками 5 та опорними валками 2, де робочі валки спираються на опорні валки за допомогою проміжних валків. Робочі валки 1 мають циліндричний контур 3 бочки. Однак згідно з ще однією можливою конфігурацією контур бочок робочих валків може бути зорієнто 93090 6 ваний щодо контурів бочок сусідніх проміжних валків. Проміжні валки 5 мають контур 6 бочки, який може бути описаний за допомогою нелінійної функції. Опорні валки 2 так само мають контури 4 бочок, які можуть бути описані за допомогою синусоїдальної функції. Контур 4 бочок опорних валків 2 та контур бочок проміжних валків 5 повністю доповнюють один одного у незавантаженому стані, коли проміжні ролики 5, положення яких на вісі може регулюватися, знаходяться у положенні без зміщення уздовж вісі. На фіг. 6 наведене схематичне зображення розташування робочих валків 1 та опорних валків 2 у чотиривалковій кліті, де основна конфігурація контурів 3 та 4 бочок відповідає варіанту винаходу, зображеному на фіг. 3. Однак, профіль контуру змінюється, внаслідок чого у цьому випадку контури бочок опорного валка 2 та робочого валка 1, що безпосередньо примикає до нього, взаємно доповнюють один одного у незавантаженому стані лише частково, якщо взагалі має місце доповнення. У випадку, якщо взаємного доповнення контурів бочок не передбачено, контури бочок можуть обиратися таким чином, щоб відповідні профільні валки мали опуклий чи увігнутий профіль. Згідно з варіантом даного винаходу, який не проілюстровано, у шестивалковій кліті, подібній до зображеної на фіг. 5, так само можливо змінювати профіль контуру опорних та проміжних валків таким чином, щоб у цьому випадку контури бочок опорного валка та проміжного валка, що безпосередньо примикає до нього, взаємно доповнювали б один одного у незавантаженому стані лише частково. У цілому, функції фаски згідно з даним винаходом можуть також використовуватися для утворення скоригованих контурів бочок у випадку контурів бочок, зображених на фіг. 5 та 6 та описаних додатково. На фіг. 7 зображено профіль контуру 7 бочки опорного, проміжного або робочого валка уздовж довжини бочки. Пунктирні та точкові лінії 8, 9 показують відомі з прототипів можливості виконання фаски на кінцевих ділянках валка з метою уникнути значного тиску на кінці. Фаска, що відповідає пунктирно-точковій лінії 8, утворює на валках кінцеву ділянку циліндричної форми, а фаска, що відповідає пунктирно-точковій лінії 9, утворює на валках кінцеву ділянку конічної форми; в обох випадках у профілі контуру уздовж бочки виникає перегин 10, який утворює на валку неперервну крайку. Покращення умов навантаження досягається завдяки фасці, яка поступово наближається до контуру бочки, таким чином утворюючи підйом на обох сторонах до скоригованого контуру бочки, який зображено за допомогою точкових ліній 11 та 12. У точці переходу P контуру бочки у скоригований контур бочки обидва криволінійні профілі мають однаковий нахил, що відповідає нахилу дотичної t. На фіг. 8 наведено приклад зображеного уздовж усієї бочки опуклого профілю контуру 7 бочки опорного валка чотиривалкової кліті або проміжного чи опорного валка шестивалкової кліті, який описується за допомогою нелінійної функції. Пунк 7 тирно-точковими лініями 13 зображено профіль функції фаски, що не залежить від профілю контуру 7 бочки валка. Профіль скоригованого контуру 11, 12 бочки зображено за допомогою точкових ліній. У точці переходу P контуру 7 валка у скоригований контур 11, 12 бочки обидва криволінійні профілі мають однаковий нахил. На фіг. 9 зображено аналогічні умови у випадку контуру бочки валка, що характеризується увігнутим профілем валка. На фіг. 10 зображено профіль функції фаски 13 на прикладі геометричної функції. У випадку колової (тригонометричної) функції фаски величину R, що необхідно віднімати у кожній точці х піс 93090 8 ля точки початку фаски xS, тобто на інтервалі довжини фаски LC можна розрахувати за допомогою формули де х - координата у напрямку вісі валка, XC - точка початку фаски, LC - довжина фаски, RC - радіус фаски, АC - амплітуда факси відносно радіуса валка. 9 93090 10 11 93090 12 13 93090 14 15 Комп’ютерна верстка А. Крулевський 93090 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand for producing rolled strip or sheet
Автори англійськоюSelinger Alois, Widder Markus
Назва патенту російськоюКлеть прокатного стана для изготовления катаных металлических полос или катаного листового металла
Автори російськоюСелинджер Алоис, Виддер Маркус
МПК / Мітки
МПК: B21B 13/14
Мітки: листового, катаних, металу, виготовлення, стана, металевих, катаного, кліть, штаб, прокатного
Код посилання
<a href="https://ua.patents.su/8-93090-klit-prokatnogo-stana-dlya-vigotovlennya-katanikh-metalevikh-shtab-abo-katanogo-listovogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу</a>
Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу
Номер патенту: 92946
Опубліковано: 27.12.2010
Автори: Селінджер Алоіс, Віддер Маркус
МПК: B21B 13/14
Мітки: кліть, виготовлення, катаного, металу, листового, металевих, катаних, штаб, стана, прокатного
Формула / Реферат:
1. Кліть прокатного стана для виготовлення катаних металевих штаб або катаного листового металу з робочими валками, що спираються на опорні валки чи проміжні та опорні валки, де зазначені робочі валки та/або проміжні валки розташовано у кліті прокатного стана таким чином, що вони можуть зміщуватися один відносно одного уздовж осі, де бочка кожного робочого та/або проміжного валка має криволінійний контур, що тягнеться по усій корисній...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Клекнер Юрген, Вайнгартен Людвіг, Боде Торстен
МПК: B21B 13/14
Мітки: штаби, виготовлення, кліть, прокатна, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Кокотько Михайло Євгенович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович, Сатонін Антон Олександрович, Федорінов Володимир Анатолійович
МПК: B21B 13/00
Мітки: стана, прокатного, робоча, кліть
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Пристрій керування прогином валків та кліть прокатного стана
Номер патенту: 89573
Опубліковано: 10.02.2010
Автор: Купер Брайан
МПК: B21B 29/00
Мітки: стана, кліть, керування, валків, прокатного, прогином, пристрій
Формула / Реферат:
1. Пристрій (1) керування прогином валків принаймні з одним поршнем (2) з гідравлічним приводом, розміщеним у блоці керування прогином (3), для прогину валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана так, щоб уможливити керування профілем і площинністю металевих штаб або листів, який відрізняється тим, що пристрій (1) керування прогином валків містить принаймні одну...
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Істомін Сергій Юрійович, Токмаков Павло Вадимович, Лясов Володимир Григорович, Жучков Сергій Михайлович, Рокоманов Володимір Петрович, Хрустенко Юрій Михайлович
МПК: B21B 13/00
Мітки: стана, сортопрокатного, робоча, кліть
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Попередній патент: Спосіб визначення коефіцієнта розмагнічування магнітної стрічки
Наступний патент: Резонаторний пристрій для спектрометра епр
Випадковий патент: Пристрій для токарної обробки