Спосіб класифікації дефектів і організації шліфувальної обробки розкатного валка
Номер патенту: 97280
Опубліковано: 25.01.2012
Автори: Шумахер Паул, Гілл Вілл'ям, Тоґноні Андреа, Тревісан Клаудіо, Бавестреллі Джованні Ґійдо Марія, Боселлі Джованні

Формула / Реферат
1. Спосіб (100) класифікації дефектів і організації шліфування розкатних валків, який включає фази, що полягають в:
a) ідентифікації дефектних зон на карті, що ілюструє сукупність вимірювань поверхні валка;
b) обчисленні множини типових параметрів для кожної ідентифікованої дефектної зони;
c) ідентифікації типу дефекту, пов'язаного з ідентифікованими дефектними зонами на основі цих обчислених параметрів і додатково на історичних даних, що стосуються попередніх дефектів валка;
d) визначенні (120) прийнятного порогу конкретного дефекту для кожного ідентифікованого типу дефекту;
е) визначенні (130) корекційної дії для кожної дефектної зони на основі порівняння прийнятного порогу, пов'язаного з типом дефекту дефектної зони, і результатів множини вимірювань поверхні валка, пов'язаних із дефектною зоною;
f) визначенні (140) шліфувальних параметрів на основі вимірювань поверхні валка, якщо корекційною дією, визначеною у фазі с), є шліфувальна операція для усунення дефектів.
2. Спосіб (100) за п. 1, в якому фаза а) ідентифікації дефектних зон полягає в:
а1) поділенні карти на множину ділянок, кожна з яких відповідає субзоні вимірювання поверхні валка;
а2) класифікації множини ділянок згідно з критичністю виміряного дефекту відповідної субзони вимірювання;
а3) групуванні комбінацій ділянок множини ділянок, пов'язаних з тією ж критичністю дефекту і розташованих на заздалегідь визначеній відстані між ними.
3. Спосіб (100) за п. 2, в якому заздалегідь визначена відстань між ділянками відрізняється від інших в залежності від критичності дефекту, пов'язаного з ділянками.
4. Спосіб (100) за п. 2 або 3, в якому фаза а2) класифікації ділянок з однаковими критичностями включає субкласифікацію ділянок на такі категорії:
- "дефектна ділянка",
- "майже дефектна ділянка",
- "бездефектна ділянка".
5. Спосіб (100) за будь-яким з пп. 1-4, в якому параметрами характеристик дефектної зони є один або більше таких параметрів:
- частка у відсотках "дефектних ділянок" у зазначеній зоні;
- середня значущість ділянок зони;
- максимальна значущість дефекту ділянок зони;
- розташування у зоні ділянки з максимальною значущістю дефекту у зоні;
- розміри зони і
- положення на поверхні валка відповідно до зони.
6. Спосіб (100) за будь-яким з пп. 1-5, в якому типи дефектів, що можуть бути пов'язані із дефектними зонами, є термічними дефектами і механічними дефектами.
7. Спосіб (100) за будь-яким з пп. 1-6, в якому прийнятні пороги дефекту визначають за діючими технічними вимогами металургійного виробництва.
8. Спосіб (100) за будь-яким з пп. 1-7, в якому фаза f) визначення шліфувальних параметрів складається з таких операцій:
f1) обчислення розміру відновлення для кожної дефектної зони в залежності від значущості дефекту, пов'язаного із зоною;
f2) вибирання максимального розміру відновлення серед розмірів відновлення, обчислених для кожної зони.
9. Спосіб (100) за п. 8, в якому під час обчислення розміру відновлення враховують такі фактори:
- тип дефекту;
- тип валка;
- тип матеріалу;
- тип кліті і
- тип прокатного стана.
10. Машинозчитуваний носій, що має кодові частини для здійснення способу за будь-яким з попередніх пунктів, коли кодові частини зчитує комп'ютер.
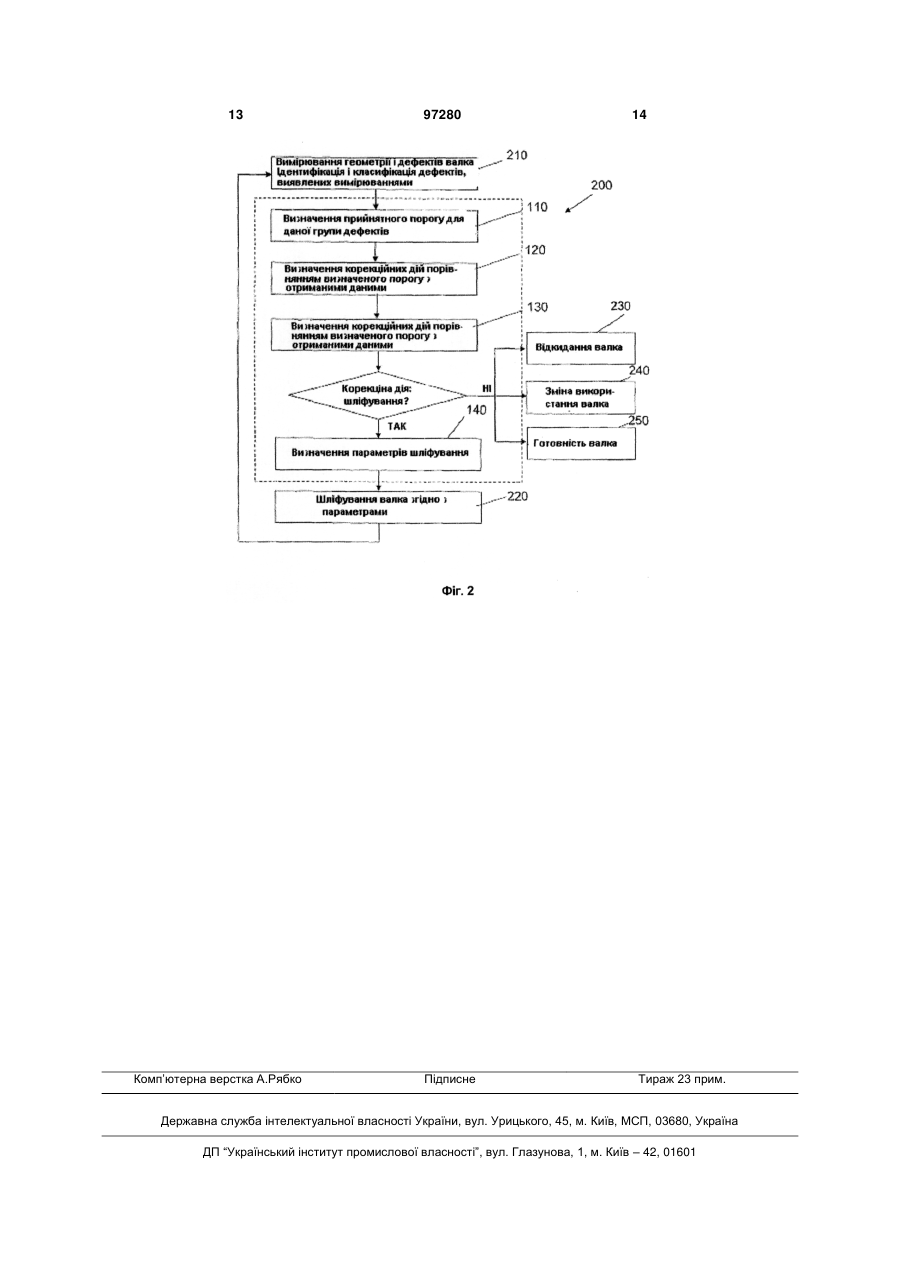
11. Спосіб (200) керування відновленням пошкоджень розкатних валків, який включає фази, що полягають в:
і) отриманні (210) результатів вимірювання валка;
іі) аналізі результатів вимірювань із застосуванням способу (100) за будь-яким з пп. 1-9;
(ііі) виконанні однієї з наступних корекційних дій:
- шліфування (220) валка;
- бракування (230) валка;
- переміщення валка (240) до менш критичної розкатної кліті;
- прийняття (250) валка як придатного до експлуатації.
12. Спосіб (200) за п. 11, в якому, після операції шліфування (220) валка, фазу (і) отримання результатів вимірювання валка та операцію (іі) аналізу результатів вимірювань повторюють.
13. Машинозчитуваний носій, що має кодові частини для здійснення способу за п. 11 або п. 12, коли кодові частини зчитує комп'ютер.
14. Установка для шліфування валків для відновлення пошкоджень розкатних валків способом за п. 11 або п. 12, що має щонайменше одну шліфувальну машину і процесор для зчитування кодових частин, збережених на машинозчитуваному носієві за п. 10 або п. 13, з'єднаний із щонайменше одним неруйнівним контрольним вимірювальним і діагностичним пристроєм.
15. Установка за п. 14, в якій процесор також з'єднано з пристроєм аналізу геометрії валка.
Текст
1. Спосіб (100) класифікації дефектів і організації шліфування розкатних валків, який включає фази, що полягають в: a) ідентифікації дефектних зон на карті, що ілюструє сукупність вимірювань поверхні валка; b) обчисленні множини типових параметрів для кожної ідентифікованої дефектної зони; c) ідентифікації типу дефекту, пов'язаного з ідентифікованими дефектними зонами на основі цих обчислених параметрів і додатково на історичних даних, що стосуються попередніх дефектів валка; d) визначенні (120) прийнятного порогу конкретного дефекту для кожного ідентифікованого типу дефекту; е) визначенні (130) корекційної дії для кожної дефектної зони на основі порівняння прийнятного порогу, пов'язаного з типом дефекту дефектної зони, і результатів множини вимірювань поверхні валка, пов'язаних із дефектною зоною; f) визначенні (140) шліфувальних параметрів на основі вимірювань поверхні валка, якщо корекційною дією, визначеною у фазі с), є шліфувальна операція для усунення дефектів. 2. Спосіб (100) за п. 1, в якому фаза а) ідентифікації дефектних зон полягає в: а1) поділенні карти на множину ділянок, кожна з яких відповідає субзоні вимірювання поверхні валка; 2 (19) 1 3 97280 4 - тип валка; - тип матеріалу; - тип кліті і - тип прокатного стана. 10. Машинозчитуваний носій, що має кодові частини для здійснення способу за будь-яким з попередніх пунктів, коли кодові частини зчитує комп'ютер. 11. Спосіб (200) керування відновленням пошкоджень розкатних валків, який включає фази, що полягають в: і) отриманні (210) результатів вимірювання валка; іі) аналізі результатів вимірювань із застосуванням способу (100) за будь-яким з пп. 1-9; (ііі) виконанні однієї з наступних корекційних дій: - шліфування (220) валка; - бракування (230) валка; - переміщення валка (240) до менш критичної розкатної кліті; - прийняття (250) валка як придатного до експлуатації. 12. Спосіб (200) за п. 11, в якому, після операції шліфування (220) валка, фазу (і) отримання результатів вимірювання валка та операцію (іі) аналізу результатів вимірювань повторюють. 13. Машинозчитуваний носій, що має кодові частини для здійснення способу за п. 11 або п. 12, коли кодові частини зчитує комп'ютер. 14. Установка для шліфування валків для відновлення пошкоджень розкатних валків способом за п. 11 або п. 12, що має щонайменше одну шліфувальну машину і процесор для зчитування кодових частин, збережених на машинозчитуваному носієві за п. 10 або п. 13, з'єднаний із щонайменше одним неруйнівним контрольним вимірювальним і діагностичним пристроєм. 15. Установка за п. 14, в якій процесор також з'єднано з пристроєм аналізу геометрії валка. Винахід стосується способу класифікації дефектів і організації шліфувальної обробки розкатного валка. Розкатні валки є дуже дорогими механічними компонентами, особливо важливими для виготовлення високоякісних характеристик пластин і інших сталевих виробів. Валки є рухомими елементами, що безпосередньо контактують з продуктом і тому рівень їх зносу є дуже високим і вартість їх обробки є значною. їх поломка може спричинити значні пошкодження продукту. Внаслідок важливості цих елементів і їх вартості на металургійних підприємствах передбачено ділянки, пов'язані з розкатними лініями і призначені для їх вторинної обробки і шліфування або відновлення. Таку ділянку називають "Вальцетокарним відділенням", яке складається сукупності шліфувальних машин, систем переміщення і зберігання валків і пристроїв вимірювання геометричних і діагностичних характеристик дефектів, що виникли при їх використанні. У вимірювальних і діагностичних пристроях передбачається, наприклад, використання систем Неруйнівного Контролю (NDC). Ці пристрої іноді вбудовують у шліфувальні машини. Призначення валка визначається результатами інспекцій, які проводять вимірювальними і діагностичними пристроями: валок, наприклад, може бути відхилений або декласований до використання у менш відповідних випадках, або відновлений для попереднього використання шліфувальною операцію для функціональної реінтеграції. Для забезпечення контролю обробки на практиці передбачають переміження між шліфувальними операціями і інспекціями. Типи можливих дефектів можуть бути різними, включаючи дефекти механічного, металургійного або термічного типу. Механічні дефекти можуть виникати, наприклад, від ударів, викликаних блокуванням передньої частини чергової пластини, що надходить або "кінцевими ударами" пластини, що відходить, поверхневою утомою, яка викликає підповерхневі тріщини, або вони можуть бути дефектами виготовлення валка. Металургійні дефекти можуть бути викликані, наприклад, робочим загартуванням як наслідком вібрацій кліті або резонансними явищами між кліттю і пластиною. Дефекти термічного типу можуть виникати, наприклад, в результаті повторного лудіння гарячих пластин, блокованих перешкодами в інших місцях шліфувальної секції. Крім того, деякі пошкодження можуть спричинятись самою шліфувальною операцією. Підгоряння шліфувального кругу, різні відхилення форми і резонанси між шліфувальним кругом і валком можуть бути віднесені до цієї групи дефектів. Усі ці типи дефектів створюють ризик аварійного зламу валка і мають бути взяті до уваги при визначенні параметрів шліфування, наприклад, кількості металу, що має бути видалений, або частоти циклів аналізу. Механічні дефекти, наприклад, тріщини мають бути повністю усунені. Термічні дефекти, з іншого боку, можуть бути менш критичними і не дуже впливати на безпеку роботи з валками. Критичність термічних дефектів залежить, головним чином, від кліті, в якій поставлено валок, і тому поріг прийнятності термічного дефекту є різним для різних клітей. Ці пороги є завжди такими ж або вищими за пороги прийнятності механічних дефектів. Згідно з поточною практикою, валки характеризуються їх геометричними розмірами, відхиленнями від форми і характеристиками нерівності і твердості поверхні, а матеріал валка інспектують на поверхні і у глибині більш-менш автоматичними 5 пристроями з використанням NDC, зокрема, вихрових струмів і ультразвуку. Шліфувальні операції класифікують, базуючись на наявних типах дефектів, зокрема, розрізняючи тріщини механічного типу і термічні тріщини. Причиною розрізнення термічних і механічних тріщин є вищі пороги прийнятності для термічних тріщин порівняно з механічними тріщинами. Класифікація дефектів і застосування різних порогів дозволяє видаляти менше матеріалу з поверхні валків, якщо дефект є вищим за поріг для механічних тріщин, але нижчим за поріг для термічних тріщин. Обидва дефекти (механічні тріщини і термічні тріщини) можуть бути ідентифіковані вимірювальними і діагностичними пристроями за допомогою вихрових струмів, але ці пристрої нездатні розрізняти між цими двома типами дефектів. Отже, фахівець може побудувати карту дефектів, виявлених пристроєм вихрових струмів, яка репрезентує всю поверхню валка, з аналізом їх форм, розподілення, розташування і характеризацією зон, які можуть бути частинами термічних тріщин. Після ручної класифікації дефекту оператор визначає параметри обробки для шліфування, тобто кількість матеріалу, що має бути видалений з валка для зниження дефекту нижче порогу, що відповідає цьому типу дефекту. Продуктивність і вартість заміни прокатних валків залежать, головним чином, від практичного досвіду і кваліфікації оператора, який оцінює тип дефекту і визначає параметри обробки. Наприкінці шліфувального циклу проводять оцінку, чи може валок бути поставлений у прокатну кліть, або чи шліфувальна операція має бути продовжена, або чи може бути валок призначений для іншої кліті. Прийнятність валка для продовження його використання здебільшого залежить від типу дефекту, його глибини і конкретних прийнятних рівнів на конкретному виробництві. У даний час цю оцінку на основі аналізу робить досвідчений оператор. На основі результатів такого контролю і вимог, прийнятних для даного виробництва оператор визначає успішність проведеної шліфувальної операції. Умови прийнятності на даному металургійному виробництві, як і прийнятний поріг для типу дефект, можуть бути різними для різних типів валків, способу їх використання і типу дефекту. Коли виникають сумніви у визначенні типу дефекту, для визначення типу втручання експерт звичайно орієнтується на найбільш серйозний з можливих варіантів. Крім того, існує тенденція переоцінювати важкість дефекту, що призводить до видалення зайвого матеріалу і зменшення тривалості робочого життя валка. Все це суттєво впливає на загальні витрати експлуатації прокатного стану. Крім того, шліфування також потребує часу, тому видалення зайвого матеріалу також пов'язане з витратами часу машини і оператора. 97280 6 Слід брати до уваги швидкий розвиток в області прокатних валків з постійною появою нових продуктів, базованих на нових матеріалах і конструктивних технологіях, а також матеріалів для шліфування, що потребують спеціальних знань для їх оптимального використання. Очевидно, що за таких умов оператори у будьякому разі можуть припускатись помилок і хибних міркувань залежно від рівня досвіду. Головною задачею винаходу є усунення вад, описаних вище максимально простим, економічним і функціональним шляхом. Ще одною задачею винаходу є створення способу класифікації дефектів і організації шліфування розкатних валків, яка забезпечує автоматичну класифікацію дефектів, щонайменше стосовно термічних і механічних тріщин. Іншою задачею винаходу є створення способу класифікації дефектів і організації шліфування розкатних валків, які дозволяють автоматично визначати шліфувальні параметри і цим усувати неточності суб'єктивних людських висновків, і також є доступними для операторів, що не мають спеціальних знань стосовно процесу класифікації дефектів. Ще одною задачею винаходу є створення способу класифікації дефектів і організації шліфування розкатних валків, придатних автоматично визначати призначення валкової: продукції, відкидання або шліфування. Задачею винаходу є також створення способу класифікації дефектів і організації шліфування розкатних валків, які забезпечують оптимальні результати при застосуванні до нових продуктів, зменшуючи до мінімуму час, необхідний для навчання. Для вирішення зазначених задач, винаходом запропоновано спосіб класифікації дефектів і організацію шліфування розкатних валків, які характеризуються Формулою винаходу. Характеристики винаходу і його переваги порівняно з існуючими рішеннями розглядаються у подальшому описі з посиланнями на супроводжуючі креслення, які ілюструють спосіб класифікації дефектів і організацію шліфування розкатних валків згідно з принципами винаходу. У кресленнях: Фіг.1 - блок-схема реалізації способу класифікації дефектів і організації шліфування розкатних валків згідно з винаходом; Фіг.2 - блок-схема, що ілюструє процес керування відновленням пошкоджених розкатних валків з використанням способу згідно з винаходом. Згідно з кресленнями, спосіб 100 класифікації дефектів і організація шліфування розкатних валків реалізується процесом 200 керування відновленням пошкоджених розкатних валків, який починається з вимірювання даних, що відповідають першим фазам зазначеного процесу 200. Спосіб 100 класифікації дефектів і організація шліфування розкатних валків згідно з винаходом може зробити процес 200 повністю автоматичним без втручання і оцінок оператора. Процес керування відновленням пошкоджених розкатних валків бажано базувати на сумісному аналізі результатів аналізу геометрії і щонаймен 7 ше вимірювального і діагностичного пристрою неруйнівного контролю. Цей вимірювальний і діагностичний пристрій бажано встановлювати на шліфувальній машині. Процес починається з отримання 210 початкових даних, наприклад, геометричних характеристик, характеристик типу дефекту, типу валка і його передісторії. Важливі дані, отримані неруйнівним контролем, зокрема, за допомогою ультразвуку і вихрових струмів, які вказують тип і глибину дефектів, використовуються для створення дефектологічних мап. Для цього поверхню валка ділять на вимірювальні субзони, наприклад, розмірами 4 мм у напрямку паралельно осі валка і 1,5° по його окружності. Кожна така субзона репрезентується ділянкою на мапі. Значення, отримані для кожної ділянки, порівнюють з різними придатними порогами., що дозволяє класифікувати ці ділянки на ділянки, що містять критичні дефекти, ділянки, що містять некритичні дефекти, але заслуговують уваги, тобто так звані "майже дефекти", і ділянки без критичних дефектів. Ці пороги беруть до уваги вимірювання фонових шумів, які не ідентифікуються як дефекти і ігноруються. Пороги встановлюють на основі критеріїв, базованих на досвіді, і вони залежать від типу і матеріалу валка, кліті, прокатного стану і розподілення дефектів, а також від фонових шумів. Для ізольованих дефектів, які на мапі репрезентовано як ділянки з дефектами, оточеними вільними від дефектів ділянками, застосовуються пороги, відмінні від порогів для зон з вищою концентрацією дефектів. Після цього кожну ділянку класифікують як дефектну, майже дефектну або бездефектну. Після класифікації ділянок, їм надають різні кольори залежно від відносної глибини дефекту, тобто залежно від їх категорії. Мали, отримані за допомогою неруйнівного контролю можуть бути накладені на мапи, отримані з геометричних вимірювань, які можуть вказувати на можливі відхилення форми. Можна накладати інші відображення, наприклад, для дефектів поверхні вібраційного типу, якщо необхідно, здійснювати відповідні корекції. В іншому варіанті замість накладання декількох мап можна репрезентувати результати вимірювань на одній мапі з нанесенням найважливіших результатів інших вимірювань у вигляді різних шарів. Спосіб класифікації і шліфування згідно з винаходом починається з складання цих мап з результатами вимірювань з подальшими їх аналізом порівнянням з іншими вимірюваннями, запам'ятованими для цих валків протягом певного періоду часу. На основі цих мап, що репрезентують найважливіші результати різних вимірювань, репрезентовані дефекти розпізнають і класифікують (110) для визначення необхідних корекційних дій. 97280 8 Спосіб аналізу мапи валків включає ідентифікацію дефектних зон, наприклад, прямокутних, порівняння характеристик отриманих зон з заздалегідь визначеними характеристиками прямокутників, що ідентифікують термічні тріщини, і аналіз цих прямокутників. Після встановлення відповідності критичності категорії дефекту до кожної ділянки, виконується інтерпретація розподілення класифікованих ділянок для ідентифікації (111) аналізованих зон валка, в яких можуть бути знайдені дефекти. Ділянки з дефектами, суміжні до інших ділянок, що містять дефекти, об'єднують у більші зони, наприклад, прямокутні, які називають дефектними зонами. Згідно з критерієм з'єднання одна з одною ділянок, що містять дефекти, близькі ділянки об'єднують, навіть якщо серед них є бездефектні ділянки. Критерій розширення застосовують у двох напрямках: горизонтально (тобто уздовж осі валка) і вертикально (тобто в окружному напрямку) і, залежно від різних параметрів, наприклад, максимальної відстані (горизонтальної і вертикальної) між ділянками з дефектами, вони можуть бути згруповані у єдину зону. Ділянки з майже дефектами, тобто ділянки з незначними дефектами, але такі, що мають ознаки можливого розширення дефектної зони на інші зони з суттєвими дефектами, також беруться до уваги. Критерій розширення також бере до уваги окремо дефекти і майже дефекти, тобто використовує різні параметри у цих випадках. Зокрема, головним параметром є кількість ділянок, що мають бути оцінені при розширенні і об'єднанні двох ділянок, коли обирають дефекти, близькі до конкретного дефекту. Цей параметр може бути різним для дефектів і майже дефектів. Дефекти групують на мапах у дефектні зони, що містяться у прямокутниках, наприклад, і після подальшого аналізу (112, 113) були класифіковані 114 як термічні або механічні дефекти. Для кожної дефектної зони обчислюються параметри (112), наприклад, % ділянок з дефектами у зоні, зазначена середня важкість дефекту, максимальна важкість дефекту і положення, в якому цей дефект набуває цієї максимальної важкості, розміри прямокутника (ширина і висота) і його положення на поверхні валка. Після отримання значень зазначених параметрів, класифікаційна процедура 114 аналізує зони і вибирає ті, що відповідають характеристикам термічних дефектів, і ті, що відповідають характеристикам механічних дефектів. Термічні дефекти мають певні мінімальну і максимальну довжину і мінімальну і максимальну ширину і звичайно не досягають кромок валка. Термічні дефекти можуть у свою чергу бути розділені на "серцевинні", тобто центр термічного дефекту, і "обвідні", тобто периферійні зони навколо термічного дефекту, де нижча температури спричинила менше пошкодження. Існують також "залишкові" термічні дефекти, тобто такі, які після шліфувальних операцій зміни 9 ли характеристики і звичайно виглядають як більш розсіяні ділянки з нижчими значеннями дефекту. Класифікація (114) відділяє від решти термічні дефекти з подальшою їх субкласифікацією на "серцевинні", "обвідні" і "залишкові". Решта дефектних зон на мапі також аналізуються для визначення, чи мають вони ознаки механічних дефектів. Вони характеризуються мінімальною висотою або шириною, максимальною висотою або шириною і кількістю (%) місць вище порогу. Якщо ці зони мають характеристики механічних дефектів, вони класифікуються як такі. Якщо вони не класифікуються як термічні або механічні дефекти, вони ігноруються. Наприкінці класифікації на типи дефектів, аналізуються історичні дані валків (113), тобто всі мапи попередніх дефектів з відносною класифікацією дефектних зон. Це є суттєвим для виявлення залишків попередніх термічних дефектів, якщо критерії (114) класифікації, згадані вище, не є достатніми, наприклад, тому що валки були шліфовані декілька разів після утворення термічного дефекту. Таким чином, якщо всі класифіковані термічні зони є відомими, можна зробити висновок, що дефект, виявленій у цій зоні, раніше класифікованій як термічна дефектна зона, є фактично залишком зазначеного термічного дефекту, а не новим механічним дефектом, як це було б визначено в іншому разі. Класифікація (114) на типи дефектів репрезентується на мапі, де показано поверхню валка у різних кольорах, що відповідають класифікації зон на термічні (серцевинні, обвідні і залишкові) або механічні. Після виконання класифікації (110) вибирають відповідні прийнятні пороги (120) для кожного дефекту з урахуванням внутрішнього досвіду оператора у даному виробництві (металургійному) і пороги, визначені у технічних умовах. Прийняті пороги різних дефектологій потім застосовують "ad hoc" з увагою до вимог внутрішніх прийнятих технічних умов. Ці пороги також можуть бути різними для різних типів валка і місць його використання. Після визначення конкретного прийнятного порогу (120) визначають більшість належних корекційних дій (130), базуючись на порівнянні між виміряними даними і відповідними порогами. Корекційними діями можуть бути: - шліфування (220) валка для відновлення його для попереднього використання; - зміна використання валка (240) з передачею його до менш критичної розкатної кліті; - відкидання (230) валка як непридатного; або - прийняття валка як готового до використання (250). Якщо валок призначається для шліфування (220), здійснюється автоматичне визначення (140) шліфувальних параметрів, наприклад, розмір відновлення, тобто кількість матеріалу, що підлягає видаленню у відповідній фазі. Після того, як стане відомою важкість максимального дефекту у кожній дефектній зоні (термічній або механічній), обчислюється кількість мате 97280 10 ріалу, що підлягає видаленню для усунення максимального дефекту у кожній конкретній зоні. У цьому обчисленні ураховується тип дефекту (термічний або механічний), тип валка, тип матеріалу, кліть і прокатний стан. Після визначення кількості матеріалу, що має бути видалений, для кожної окремої зони, вибирається найбільше значення, яке репрезентує матеріал, що підлягає видаленню з валка, тобто зменшення його діаметру, яке також називають розміром відновлення і яке здійснюється шліфувальною операцією. Це значення передається до шліфувальної машини, яка автоматично видаляє матеріал згідно з обчисленням. Після закінчення першого шліфувального циклу, валок знову піддають вимірюванням (210) і аналізують результати вимірювань способом 100 згідно з винаходом для визначення, чи є необхідним додатковий шліфувальний цикл або ні. Після закінчення необхідних шліфувальних циклів історичні дані валка оновлюються і валок передають для подальшого використання у прокатному стані. Якщо за оцінками д дефекти є занадто великими для їх усунення нормальною шліфувальною операцією, валок відкидають (230). У цьому випадку валок видаляють і надсилають на спеціальне шліфування або відкидають. Передача (240) до іншої розкатної кліті відбувається, коли валок хоча й має дефекти, що перевищують поріг для кліті, до якої його було призначено, але не перевищують порогів для іншої кліті, в якій він може бути встановлений. Отже, замість шліфування валок може бути призначений до іншої кліті. Цим зберігається матеріал, який міг бути видалений шліфуванням. У бажаному втіленні аналітична фаза класифікації (110) дефектів на мапі і фаза вибору (130) оптимальної корекційної дії, можуть бути виконані з використанням технології штучного інтелекту, наприклад, нейронних систем або експертних систем. У такому втіленні ефект є особливо великим, що дозволяє отримати зниження повного часу, потрібного для процесу керування (200) усуненням пошкоджень розкатних валків. Простим втручанням у регулювання і базові знання можна легко і швидко скоригувати фази класифікації (110) і вибору (140) шліфувальних параметрів згідно з модифікованими вимогами до операцій, зумовленими технічним прогресом галузі. Ці нові вимоги можуть бути зумовлені, наприклад, використанням нового матеріалу для валків, нових конфігурацій валків, нових конструкційних технологій або нового обладнання, наприклад, шліфувальних кругів вищої жорсткості, нових неруйнівних контрольних систем, сполучених з машиною тощо. Описаний спосіб дозволяє одночасно обробляти результати декількох неруйнівних процедур. Це дає особливі переваги, оскілки сумісне використання декількох результатів може дати ясну ідентифікацію дефектологічної групи. 11 При виявленні декількох дефектів найбільш серйозний дефект має пріоритет над рештою. Відновлювальні дії (220-250) спрямовано, головним чином, на вирішення найбільш серйозних проблем, які звичайно виявляють аналізом геометрії і/або аналізом на основі вихрових струмів або ультразвуку. У будь-якому разі до певної міри інші виявлені дефекти також впливають на вибір процедури відновлення валка. З наведеного опису і фігур можна бачити корисність і переваги способу класифікації і організації шліфування розкатних валків згідно з винаходом. З економічної точки зору спосіб згідно з винаходом дозволяє краще розпоряджатись запасом валків, подовжуючи термін їх експлуатації і/або знижуючи імовірність їх пошкодження або катастрофічного руйнування. Якщо втручання людини відбувається, то лише на у першій фазі навчання, причому цей спосіб може бути реалізований автоматично, що зменшує кількість кваліфікованих операторів, необхідних для нормальної роботи вальцетокарного відділення. 97280 12 Крім того, спосіб класифікації дефектів і організації шліфування розкатних валків згідно з винаходом, в якому однорідна ідентифікація дефектів і вибір стратегії втручання базується на фіксованих процедурах, усуває необхідність використання непрогнозованого людського вибору у роботі відділення і робить роботу технологічної лінії більш програмованою і прогнозованою. Застосування автоматичної інтерпретації також дозволяє робити оцінки, що узгоджуються з "найбільш експертними" міркуваннями серед користувачів, навіть віртуальних, а не фізичних. На практиці ситуації невизначеності, зумовлені різними рівнями досвіду, а іноді недостатньою кваліфікацією операторів, призводять до надмірного і не потрібного видалення матеріалу. Така ситуація є неприйнятною, беручи до уваги сьогоденну вартість матеріалів. Отже, задачі, покладені в основу винаходу, вирішено. Спосіб класифікації дефектів і організації шліфування розкатних валків згідно з винаходом може знайти широке застосування, відмінне від описаного і ілюстрованого. Наведений опис є чисто ілюстративним і не обмежує винаходу, об'єм якого визначено Формулою винаходу. 13 Комп’ютерна верстка А.Рябко 97280 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for classification of defects and running of lamination cylinder grinding
Автори англійськоюBavestrelli, Giovanni, Guido, Maria, Boselli, Giovanni, Tognoni, Andrea, Trevisan, Claudio, Hill, William, Schumacher, Paul
Назва патенту російськоюСпособ классификации дефектов и организации шлифовальной обработки раскатного валка
Автори російськоюБавестрелли Джованни Гийдо Мария, Боселли Джованни, Тогнони Андреа, Тревисан Клаудио, Гилл Вилльям, Шумахер Паул
МПК / Мітки
МПК: G05B 19/416, B24B 5/00
Мітки: організації, класифікації, шліфувальної, обробки, розкатного, дефектів, спосіб, валка
Код посилання
<a href="https://ua.patents.su/7-97280-sposib-klasifikaci-defektiv-i-organizaci-shlifuvalno-obrobki-rozkatnogo-valka.html" target="_blank" rel="follow" title="База патентів України">Спосіб класифікації дефектів і організації шліфувальної обробки розкатного валка</a>
Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття
Номер патенту: 93622
Опубліковано: 25.02.2011
Автори: Факерт Райнер, Зудау Петер, Шустер Інго, Вайнерт Андреас, Шульце Стефан, Розенталь Дітер, Шумахер Вілфрід
МПК: G01B 11/30, B21B 37/68, G01N 21/89, B21B 38/00
Мітки: класифікації, одержаних, лиття, поверхонь, дефектів, безперервного, виробах, спосіб, способом, виявлення
Формула / Реферат:
1. Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття, з використанням топографічної інформації про зовнішній вигляд поверхонь, одержаних способом безперервного лиття, причому дефекти і/або порушення цілісності визначають з точним позиціонуванням, оцінюють за місцеположенням та протяжністю і, відповідно до результатів оцінки, перед подальшою обробкою виробу усувають або запобігають за...
Спосіб експлуатації сталевого прокатного валка
Номер патенту: 80240
Опубліковано: 27.08.2007
Автори: Будаква Анатолій Аврамович, Мацко Сергій Володимирович, Тилик Василь Трохимович, Будаква Сергій Анатолійович, Чернов Костянтин Володимирович, Вербицький Валерій Абрамович, Сімененко Олег Володимирович
МПК: B21B 28/00
Мітки: валка, сталевого, прокатного, спосіб, експлуатації
Формула / Реферат:
1. Спосіб експлуатації сталевого прокатного валка, що включає роботу валка в кліті, механічну обробку валка після витягнення його з кліті на величину, що залежить від кількості прокатаного металу за останню кампанію й номера кліті, з якої витягнули валок, який відрізняється тим, що величину знімання металу з поверхні бочки валка при механічній обробці визначають з урахуванням зменшення вихідної твердості по глибині бочки відповідно до...
Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: пристрій, регулювання, прогину, валка, робочого
Формула / Реферат:
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Спосіб виготовлення двошарового валка
Номер патенту: 83742
Опубліковано: 11.08.2008
Автори: Русаков Петро Володимирович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22D 25/00, B21B 27/02, B21B 27/03, B22D 27/20
Мітки: двошарового, виготовлення, спосіб, валка
Формула / Реферат:
1. Спосіб виготовлення двошарового валка, який включає виготовлення осі, установку її у форму в процесі формування зносостійкого бандажа, заливання у форму металу, затвердіння, охолодження металу бандажа, обтиснення бандажем осі і витягання валка із форми, який відрізняється тим, що зносостійкий бандаж відливають по моделі, що газифікують, між віссю і бандажем поміщають прошарок з пористого вогнетривкого матеріалу, а обтиснення бандажем осі...
Спосіб визначення об’єму дефектів твердих тканин зубів
Номер патенту: 51592
Опубліковано: 26.07.2010
Автори: Бульбук Олександр Іванович, Бульбук Олена Василівна, Гринішак Ельвіра Богданівна
МПК: A61C 3/00
Мітки: зубів, тканин, визначення, об'єму, дефектів, твердих, спосіб
Формула / Реферат:
Спосіб визначення об'єму дефектів твердих тканин зубів шляхом заповнення дефекту на гіпсовій моделі кремоподібною речовиною та відмодельовування вихідної форми зуба, який відрізняється тим, що кремоподібну речовину вносять за допомогою інсулінового шприца.