Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття
Номер патенту: 93622
Опубліковано: 25.02.2011
Автори: Шумахер Вілфрід, Розенталь Дітер, Шульце Стефан, Факерт Райнер, Шустер Інго, Зудау Петер, Вайнерт Андреас
Формула / Реферат
1. Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття, з використанням топографічної інформації про зовнішній вигляд поверхонь, одержаних способом безперервного лиття, причому дефекти і/або порушення цілісності визначають з точним позиціонуванням, оцінюють за місцеположенням та протяжністю і, відповідно до результатів оцінки, перед подальшою обробкою виробу усувають або запобігають за рахунок оптимізації виробничого процесу, який відрізняється тим, що спочатку дефекти і/або порушення цілісності на поверхні напівфабрикату, одержаного способом безперервного лиття, реєструють і зберігають з урахуванням точного місцеположення, а потім проводять виявлення дефектів і/або порушень цілісності на готовому виробі і дані з урахуванням точного місцеположення зберігають, і що потім інформацію, одержану з напівфабрикату, порівнюють з інформацією, одержаною в результаті контролю поверхні на готовому виробі, і для усунення дефектів і/або порушень цілісності на напівфабрикаті беруть до уваги тільки ту інформацію, яка привела або може привести до дефектів на готовому виробі.
2. Спосіб за п. 1, який відрізняється тим, що топографічну інформацію визначають за допомогою оптичних методів, які працюють у видимих або невидимих зонах.
3. Спосіб за п. 1, який відрізняється тим, що топографічну інформацію визначають за допомогою способів, що базуються на використанні лазера або мікрохвиль.
4. Спосіб за п. 2, який відрізняється тим, що топографічну інформацію одержують за допомогою методу проектування смужок або стереоскопічного методу.
5. Спосіб за п. 1, який відрізняється тим, що топографічну інформацію одержують за допомогою видимих або невидимих джерел електромагнітного випромінювання.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що зареєстровану та збережену з урахуванням місцеположення інформацію оцінюють за допомогою способу класифікації, такого як нейронна мережа.
7. Спосіб за будь-яким з пп.1-6, який відрізняється тим, що під час фази вивчення як дефектні оцінюють або враховують тільки ті зони поверхні напівфабрикату, які на готовому катаному виробі, такому як гарячекатана стрічка або лист, приводять до дефектів поверхні.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що проводять переведення абсолютного положення дефектів на готовому продукті в абсолютне положення на поверхні напівфабрикату, причому для цього дані таблиці прокатування, такі як ступінь загальної деформації і співвідношення поперечного та поздовжнього прокатування, включають в розрахунок.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що встановлені за допомогою нейронних мереж або інших способів залежності між топографією і вірогідністю виникнення дефектів поверхні використовують для прогнозування.
10. Спосіб за п. 8, який відрізняється тим, що одержану таким чином топографічну інформацію, залежно від результату, зберігають з урахуванням її абсолютного положення.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що використання проводять в рамках автоматизованого контролю напівфабрикатів, причому дефекти розмічають за допомогою маркувального робота.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що одержані на основі порівняння інформації дані обробки передають далі у центр обробки для автоматичної корекції.
Текст
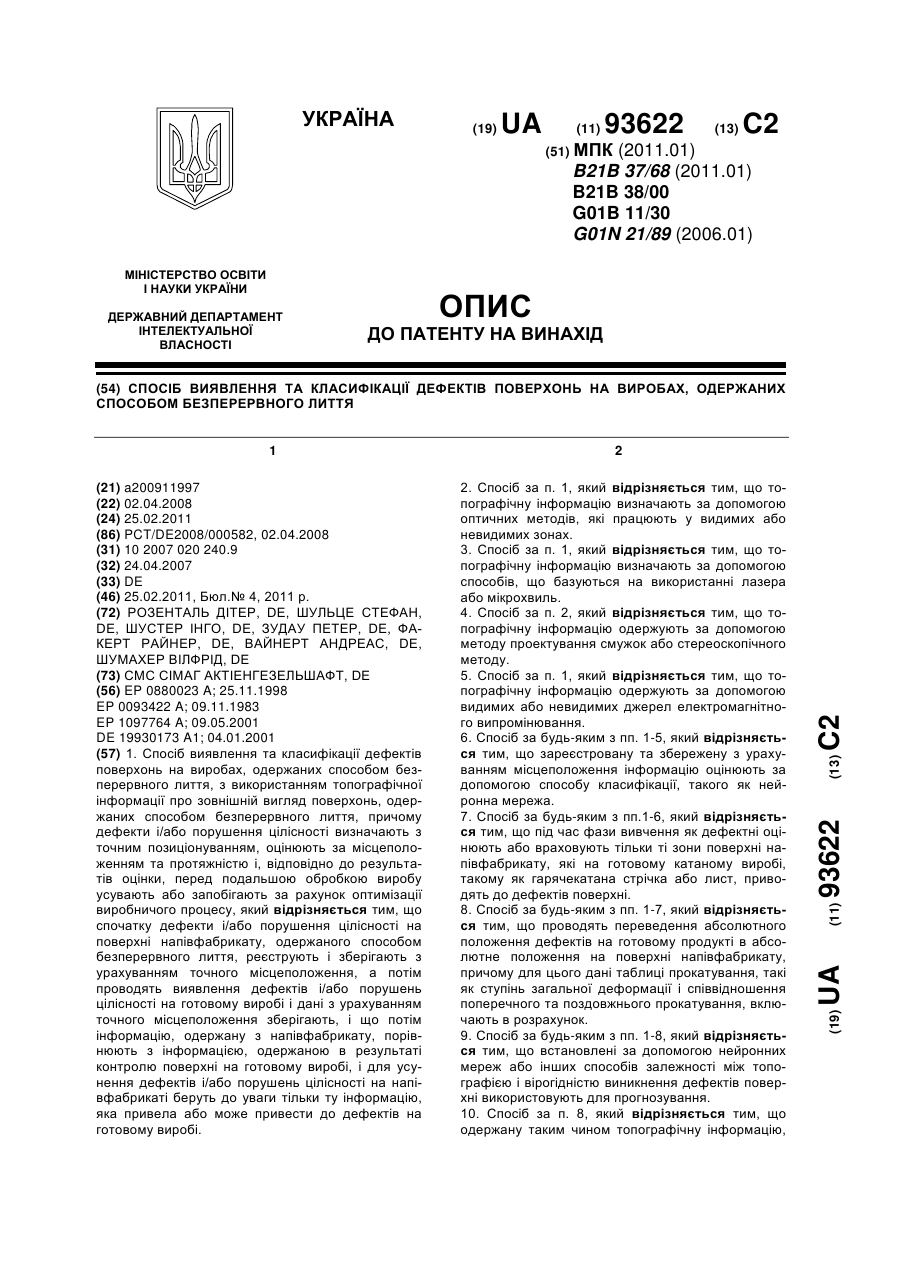
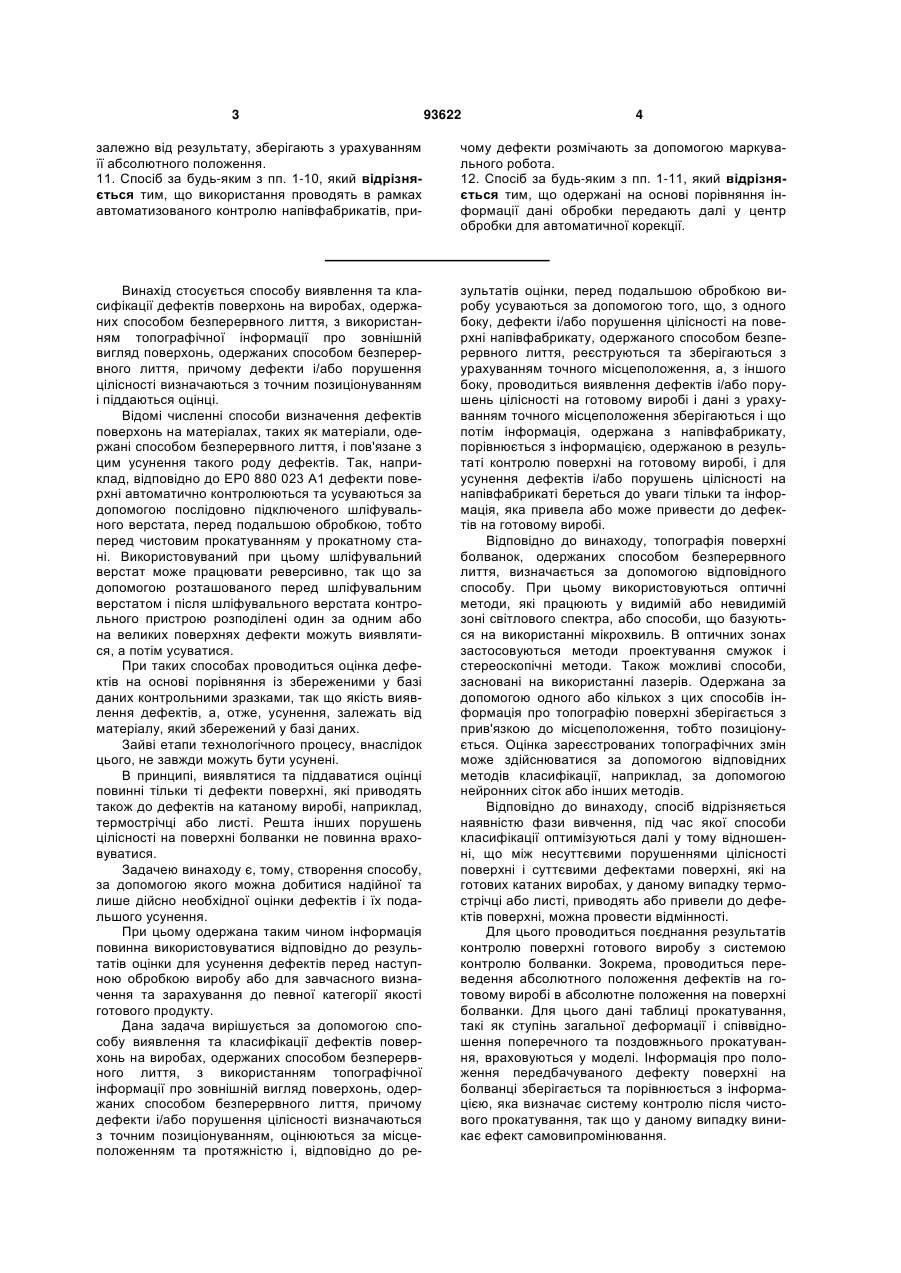
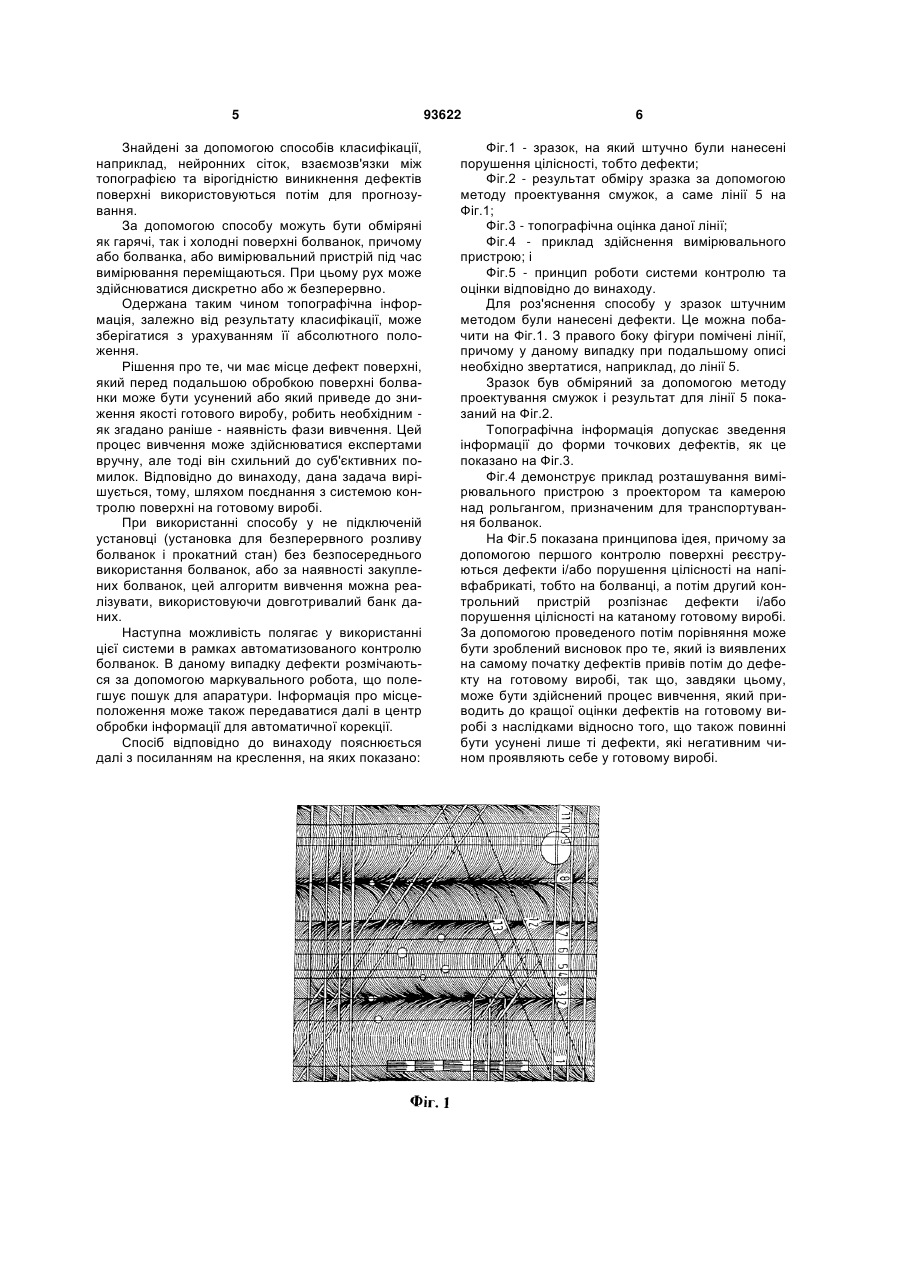
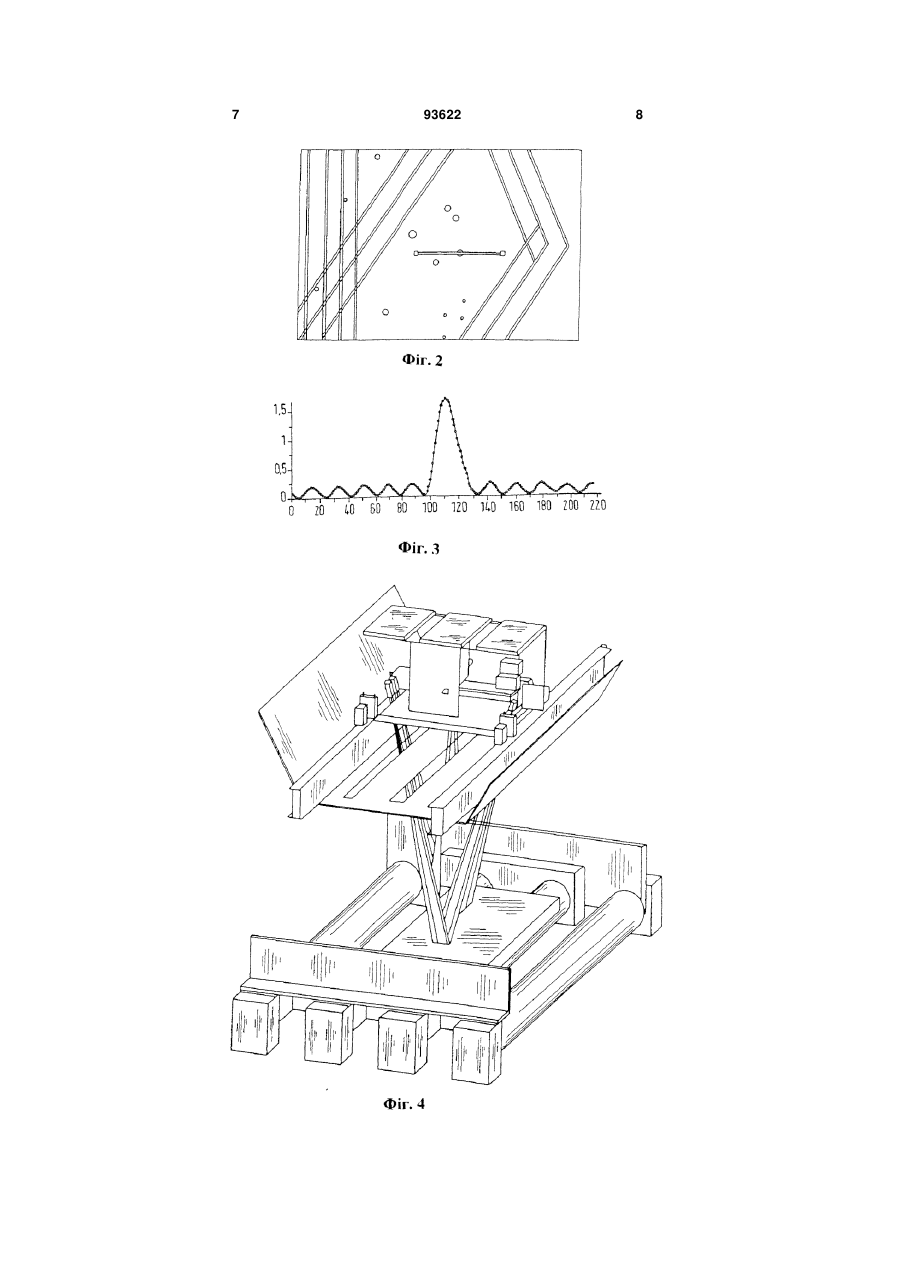
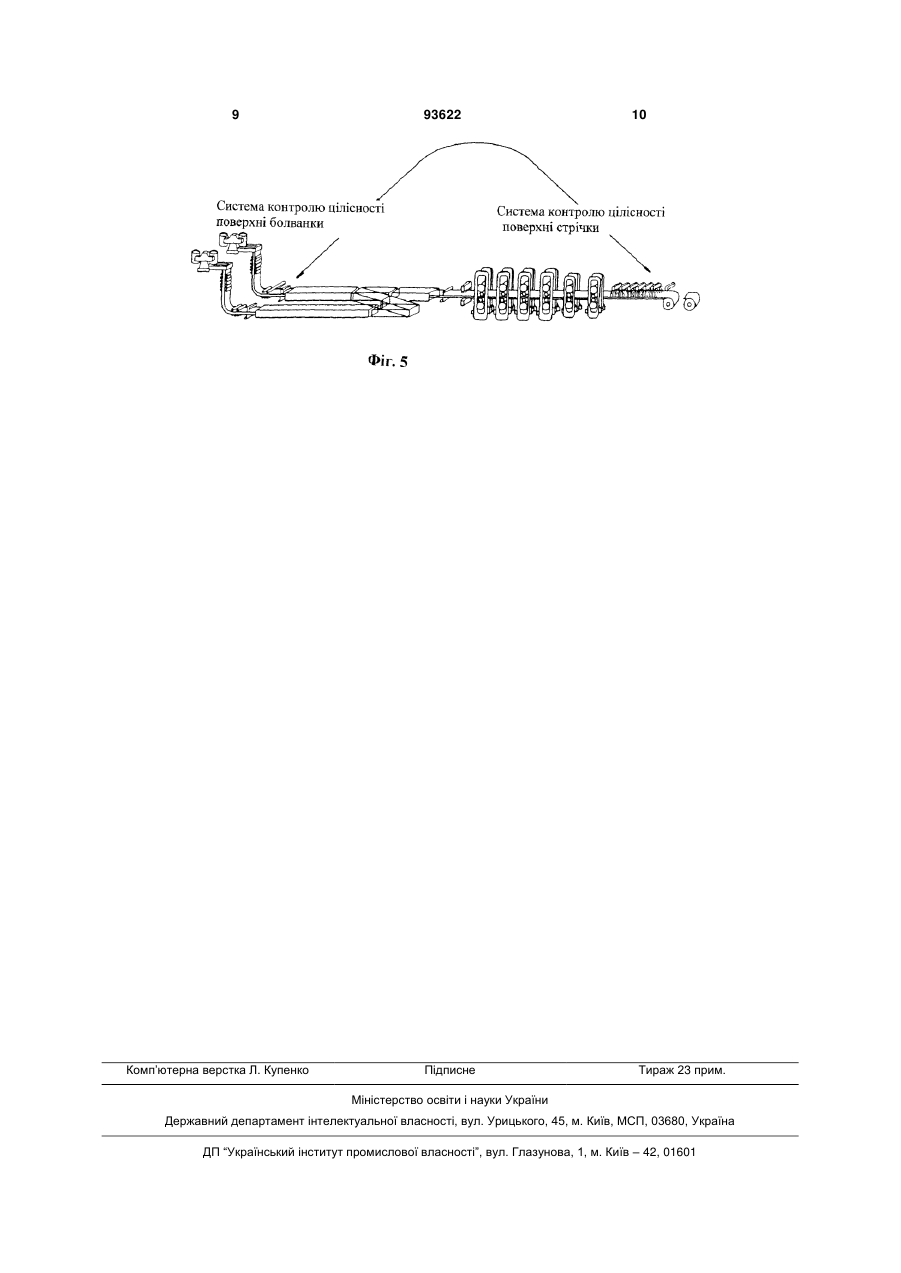
1. Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття, з використанням топографічної інформації про зовнішній вигляд поверхонь, одержаних способом безперервного лиття, причому дефекти і/або порушення цілісності визначають з точним позиціонуванням, оцінюють за місцеположенням та протяжністю і, відповідно до результатів оцінки, перед подальшою обробкою виробу усувають або запобігають за рахунок оптимізації виробничого процесу, який відрізняється тим, що спочатку дефекти і/або порушення цілісності на поверхні напівфабрикату, одержаного способом безперервного лиття, реєструють і зберігають з урахуванням точного місцеположення, а потім проводять виявлення дефектів і/або порушень цілісності на готовому виробі і дані з урахуванням точного місцеположення зберігають, і що потім інформацію, одержану з напівфабрикату, порівнюють з інформацією, одержаною в результаті контролю поверхні на готовому виробі, і для усунення дефектів і/або порушень цілісності на напівфабрикаті беруть до уваги тільки ту інформацію, яка привела або може привести до дефектів на готовому виробі. 2 (19) 1 3 93622 4 залежно від результату, зберігають з урахуванням її абсолютного положення. 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що використання проводять в рамках автоматизованого контролю напівфабрикатів, при чому дефекти розмічають за допомогою маркувального робота. 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що одержані на основі порівняння інформації дані обробки передають далі у центр обробки для автоматичної корекції. Винахід стосується способу виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття, з використанням топографічної інформації про зовнішній вигляд поверхонь, одержаних способом безперервного лиття, причому дефекти і/або порушення цілісності визначаються з точним позиціонуванням і піддаються оцінці. Відомі численні способи визначення дефектів поверхонь на матеріалах, таких як матеріали, одержані способом безперервного лиття, і пов'язане з цим усунення такого роду дефектів. Так, наприклад, відповідно до ЕР0 880 023 А1 дефекти поверхні автоматично контролюються та усуваються за допомогою послідовно підключеного шліфувального верстата, перед подальшою обробкою, тобто перед чистовим прокатуванням у прокатному стані. Використовуваний при цьому шліфувальний верстат може працювати реверсивно, так що за допомогою розташованого перед шліфувальним верстатом і після шліфувального верстата контрольного пристрою розподілені один за одним або на великих поверхнях дефекти можуть виявлятися, а потім усуватися. При таких способах проводиться оцінка дефектів на основі порівняння із збереженими у базі даних контрольними зразками, так що якість виявлення дефектів, а, отже, усунення, залежать від матеріалу, який збережений у базі даних. Зайві етапи технологічного процесу, внаслідок цього, не завжди можуть бути усунені. В принципі, виявлятися та піддаватися оцінці повинні тільки ті дефекти поверхні, які приводять також до дефектів на катаному виробі, наприклад, термострічці або листі. Решта інших порушень цілісності на поверхні болванки не повинна враховуватися. Задачею винаходу є, тому, створення способу, за допомогою якого можна добитися надійної та лише дійсно необхідної оцінки дефектів і їх подальшого усунення. При цьому одержана таким чином інформація повинна використовуватися відповідно до результатів оцінки для усунення дефектів перед наступною обробкою виробу або для завчасного визначення та зарахування до певної категорії якості готового продукту. Дана задача вирішується за допомогою способу виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття, з використанням топографічної інформації про зовнішній вигляд поверхонь, одержаних способом безперервного лиття, причому дефекти і/або порушення цілісності визначаються з точним позиціонуванням, оцінюються за місцеположенням та протяжністю і, відповідно до ре зультатів оцінки, перед подальшою обробкою виробу усуваються за допомогою того, що, з одного боку, дефекти і/або порушення цілісності на поверхні напівфабрикату, одержаного способом безперервного лиття, реєструються та зберігаються з урахуванням точного місцеположення, а, з іншого боку, проводиться виявлення дефектів і/або порушень цілісності на готовому виробі і дані з урахуванням точного місцеположення зберігаються і що потім інформація, одержана з напівфабрикату, порівнюється з інформацією, одержаною в результаті контролю поверхні на готовому виробі, і для усунення дефектів і/або порушень цілісності на напівфабрикаті береться до уваги тільки та інформація, яка привела або може привести до дефектів на готовому виробі. Відповідно до винаходу, топографія поверхні болванок, одержаних способом безперервного лиття, визначається за допомогою відповідного способу. При цьому використовуються оптичні методи, які працюють у видимій або невидимій зоні світлового спектра, або способи, що базуються на використанні мікрохвиль. В оптичних зонах застосовуються методи проектування смужок і стереоскопічні методи. Також можливі способи, засновані на використанні лазерів. Одержана за допомогою одного або кількох з цих способів інформація про топографію поверхні зберігається з прив'язкою до місцеположення, тобто позиціонується. Оцінка зареєстрованих топографічних змін може здійснюватися за допомогою відповідних методів класифікації, наприклад, за допомогою нейронних сіток або інших методів. Відповідно до винаходу, спосіб відрізняється наявністю фази вивчення, під час якої способи класифікації оптимізуються далі у тому відношенні, що між несуттєвими порушеннями цілісності поверхні і суттєвими дефектами поверхні, які на готових катаних виробах, у даному випадку термострічці або листі, приводять або привели до дефектів поверхні, можна провести відмінності. Для цього проводиться поєднання результатів контролю поверхні готового виробу з системою контролю болванки. Зокрема, проводиться переведення абсолютного положення дефектів на готовому виробі в абсолютне положення на поверхні болванки. Для цього дані таблиці прокатування, такі як ступінь загальної деформації і співвідношення поперечного та поздовжнього прокатування, враховуються у моделі. Інформація про положення передбачуваного дефекту поверхні на болванці зберігається та порівнюється з інформацією, яка визначає систему контролю після чистового прокатування, так що у даному випадку виникає ефект самовипромінювання. 5 Знайдені за допомогою способів класифікації, наприклад, нейронних сіток, взаємозв'язки між топографією та вірогідністю виникнення дефектів поверхні використовуються потім для прогнозування. За допомогою способу можуть бути обміряні як гарячі, так і холодні поверхні болванок, причому або болванка, або вимірювальний пристрій під час вимірювання переміщаються. При цьому рух може здійснюватися дискретно або ж безперервно. Одержана таким чином топографічна інформація, залежно від результату класифікації, може зберігатися з урахуванням її абсолютного положення. Рішення про те, чи має місце дефект поверхні, який перед подальшою обробкою поверхні болванки може бути усунений або який приведе до зниження якості готового виробу, робить необхідним як згадано раніше - наявність фази вивчення. Цей процес вивчення може здійснюватися експертами вручну, але тоді він схильний до суб'єктивних помилок. Відповідно до винаходу, дана задача вирішується, тому, шляхом поєднання з системою контролю поверхні на готовому виробі. При використанні способу у не підключеній установці (установка для безперервного розливу болванок і прокатний стан) без безпосереднього використання болванок, або за наявності закуплених болванок, цей алгоритм вивчення можна реалізувати, використовуючи довготривалий банк даних. Наступна можливість полягає у використанні цієї системи в рамках автоматизованого контролю болванок. В даному випадку дефекти розмічаються за допомогою маркувального робота, що полегшує пошук для апаратури. Інформація про місцеположення може також передаватися далі в центр обробки інформації для автоматичної корекції. Спосіб відповідно до винаходу пояснюється далі з посиланням на креслення, на яких показано: 93622 6 Фіг.1 - зразок, на який штучно були нанесені порушення цілісності, тобто дефекти; Фіг.2 - результат обміру зразка за допомогою методу проектування смужок, а саме лінії 5 на Фіг.1; Фіг.3 - топографічна оцінка даної лінії; Фіг.4 - приклад здійснення вимірювального пристрою; і Фіг.5 - принцип роботи системи контролю та оцінки відповідно до винаходу. Для роз'яснення способу у зразок штучним методом були нанесені дефекти. Це можна побачити на Фіг.1. З правого боку фігури помічені лінії, причому у даному випадку при подальшому описі необхідно звертатися, наприклад, до лінії 5. Зразок був обміряний за допомогою методу проектування смужок і результат для лінії 5 показаний на Фіг.2. Топографічна інформація допускає зведення інформації до форми точкових дефектів, як це показано на Фіг.3. Фіг.4 демонструє приклад розташування вимірювального пристрою з проектором та камерою над рольгангом, призначеним для транспортування болванок. На Фіг.5 показана принципова ідея, причому за допомогою першого контролю поверхні реєструються дефекти і/або порушення цілісності на напівфабрикаті, тобто на болванці, а потім другий контрольний пристрій розпізнає дефекти і/або порушення цілісності на катаному готовому виробі. За допомогою проведеного потім порівняння може бути зроблений висновок про те, який із виявлених на самому початку дефектів привів потім до дефекту на готовому виробі, так що, завдяки цьому, може бути здійснений процес вивчення, який приводить до кращої оцінки дефектів на готовому виробі з наслідками відносно того, що також повинні бути усунені лише ті дефекти, які негативним чином проявляють себе у готовому виробі. 7 93622 8 9 Комп’ютерна верстка Л. Купенко 93622 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for detecting and classifying surface defects on continuously cast slabs
Автори англійськоюRosenthal Dieter, Schulze, Stephan, Schuster Ingo, Sudau, Peter, Fackert Rainer, Weinert Andreas, Schumacher, Wilfried
Назва патенту російськоюСпособ обнаружения и классификации дефектов поверхностей ha изделиях, полученных способом непрерывного литья
Автори російськоюРозенталь Дитер, Шульце Стефан, Шустер Инго, Зудау Петер, Факерт Райнер, Вайнерт Андреас, Шумахер Вилфрид
МПК / Мітки
МПК: B21B 38/00, B21B 37/68, G01B 11/30, G01N 21/89
Мітки: способом, поверхонь, класифікації, лиття, спосіб, безперервного, виявлення, виробах, дефектів, одержаних
Код посилання
<a href="https://ua.patents.su/5-93622-sposib-viyavlennya-ta-klasifikaci-defektiv-poverkhon-na-virobakh-oderzhanikh-sposobom-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виявлення та класифікації дефектів поверхонь на виробах, одержаних способом безперервного лиття</a>
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття криволінійного типу
Номер патенту: 90142
Опубліковано: 12.04.2010
Автори: Полєщук Валентин Михайлович, Марков Олександр Миколайович, Бичков Сергій Васильович, Лучкін Володимир Сергійович, Крівченко Юрій Сергійович
МПК: B22D 11/043, B21B 1/46, B22D 11/04, B22D 11/00
Мітки: виробництва, зливків, спосіб, безперервного, заготовок, одержаних, машини, лиття, криволінійного, гарячекатаних, типу
Формула / Реферат:
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття (МБЛЗ) криволінійного типу, який включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, відокремлення зливка на заготовки та прокатку заготовок, який відрізняється тим, що одержаний криволінійний зливок після проходження найнижчої точки траєкторії на відстані меншій, ніж металургійна довжина МБЛЗ,...
Спосіб виробництва довгомірної заготовки зі зливків, одержаних на машині безперервного лиття криволінійного типу
Номер патенту: 91544
Опубліковано: 10.08.2010
Автори: Полєщук Валентин Михайлович, Марков Олександр Миколайович, Крівченко Юрій Сергійович
МПК: B22D 11/043, B21B 1/46, B22D 11/12
Мітки: заготовки, безперервного, зливків, довгомірної, криволінійного, спосіб, лиття, типу, машини, одержаних, виробництва
Формула / Реферат:
Спосіб виробництва довгомірної заготовки зі зливків на машині безперервного лиття (МБЛЗ) криволінійного типу, що містить формування в кристалізаторі поверхневого шару зливка, згинання частково закристалізованого зливка відповідно радіусу кривизни радіальної частини технологічної осі МБЛЗ та відокремлення заготовки від зливка, який відрізняється тим, що після згинання частково закристалізованого криволінійного зливка його передній кінець в...
Спосіб виробництва гарячекатаної заготовки зі зливків, одержаних на машині безперервного лиття (мблз) криволінійного типу
Номер патенту: 91543
Опубліковано: 10.08.2010
Автори: Бичков Сергій Васильович, Бровкін Володимир Леонідович, Полєщук Валентин Михайлович, Соловйов Віктор Михайлович, Крівченко Юрій Сергійович
МПК: B22D 11/12, B22D 11/00, B22D 11/043, B21B 1/46
Мітки: мблз, типу, виробництва, зливків, криволінійного, машини, спосіб, одержаних, безперервного, гарячекатаної, заготовки, лиття
Формула / Реферат:
Спосіб виробництва гарячекатаної заготовки зі зливків, одержаних на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, відокремлення заготовки від зливка та прокатування випрямленої заготовки, який відрізняється тим, що безперервнолитий зливок, сформований у циліндричну спіраль після виходу з МБЛЗ, вводять до теплоізолюючого пристрою на...
Спосіб виробництва цукрів з матеріалів, які містять целюлозу і геміцелюлозу, спосіб відділення кислоти та цукрів від рідин, одержаних цим способом виробництва, спосіб зброджування цукрів, одержаних цим способом
Номер патенту: 34477
Опубліковано: 15.03.2001
Автори: Казенс Джон Е., Фарон Уільям А.
МПК: B01D 15/04, C12P 7/10, C13D 3/14, C08B 15/00, C12P 19/04, C13K 1/00
Мітки: способом, кислоти, рідин, геміцелюлозу, зброджування, відділення, одержаних, спосіб, містять, матеріалів, целюлозу, цим, виробництва, цукрів
Текст:
...образуются сахара С5 и Сб. Известно, что гексозы легко подвергаются брожению, в то время как процесс брожения пентоз является более трудным, Таким образом, полученные сахара сначала необходимо разделить, что часто связано с использованием сложной технологии сепарации, а затем подвергнуть сбраживанию под действием различных микроорганизмов, обладающих свойствами производить сбраживание либо гексоз, либо пентоз . В предшествующи х способах...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Шертлер Армін, Хохенбіхлер Геральд, Пеллісетті Стефано
МПК: B22D 11/20, B22D 11/128, B22D 11/06
Мітки: безперервного, установки, установка, спосіб, роботи, смуги, даної, тонкої, лиття
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Попередній патент: Електропристрій для видалення синехій носа
Наступний патент: Пристрій для наукових досліджень та визначення технологічних параметрів процесів в системі вода джерел водопостачання-мембрана-чиста (питна) вода
Випадковий патент: Спосіб одержання гідролітичного ферментного препарату "циторецифен-м"