Спосіб цементації сталевих виробів та склад для його здійснення
Номер патенту: 88013
Опубліковано: 10.09.2009
Автори: Федоренкова Любов Іванівна, Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович, Колюча Валентина Дмитрівна
Формула / Реферат
1. Спосіб цементації сталевих виробів, що включає цементацію в контейнерах в дві стадії, який відрізняється тим, що першу стадію цементації здійснюють впродовж 2-3 годин при температурі 880-970 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С, і витримують при ній вироби впродовж 0,2-1,0 години.
2. Склад для здійснення цементації за п. 1, який містить деревновугільний карбюризатор як основу, який відрізняється тим, що додатково містить фторид натрію, натрію карбонат та рутил при наступному співвідношенні компонентів, мас. %:
фторид натрію
1-5
натрію карбонат
2-6
рутил
5-8
деревновугільний карбюризатор
решта.
Текст
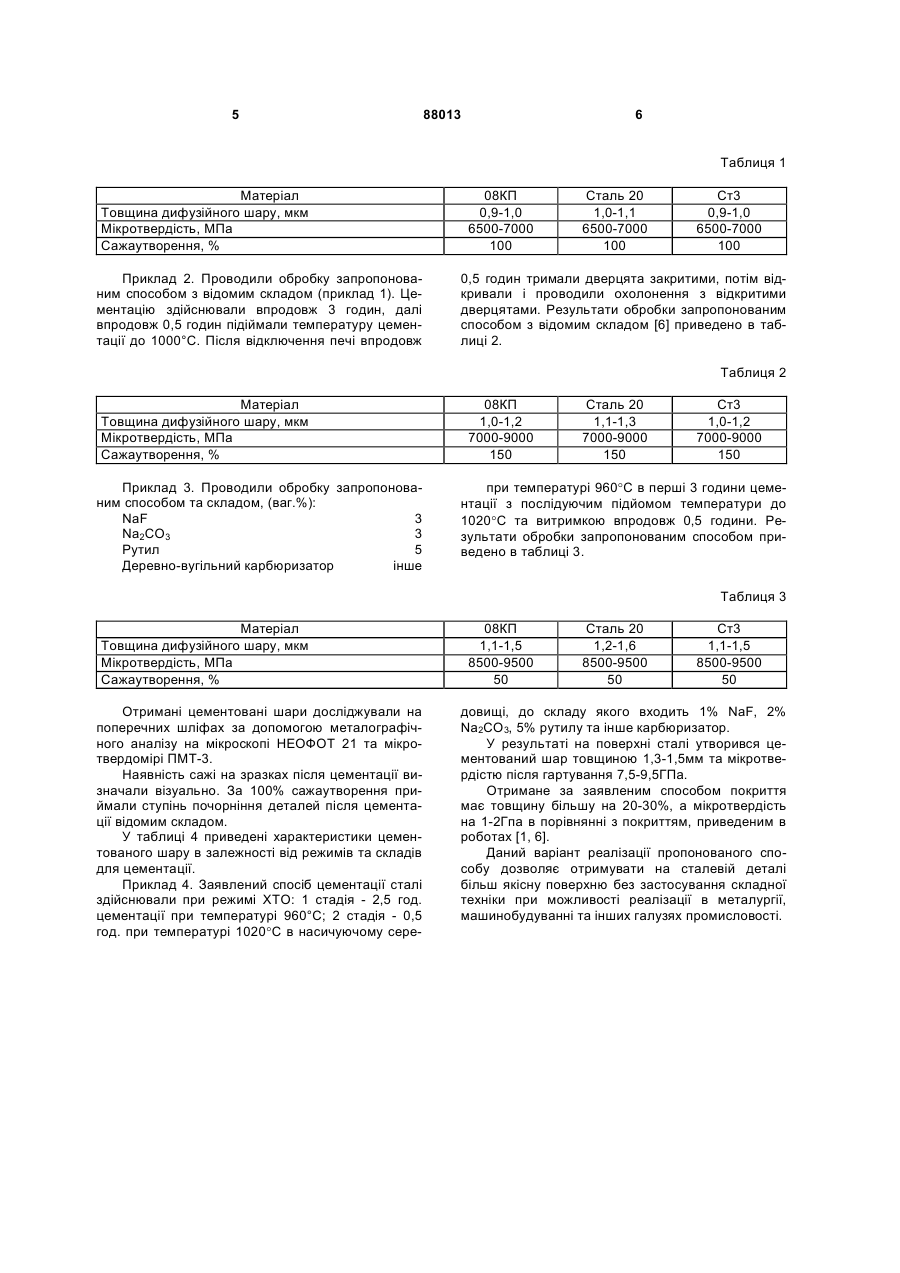
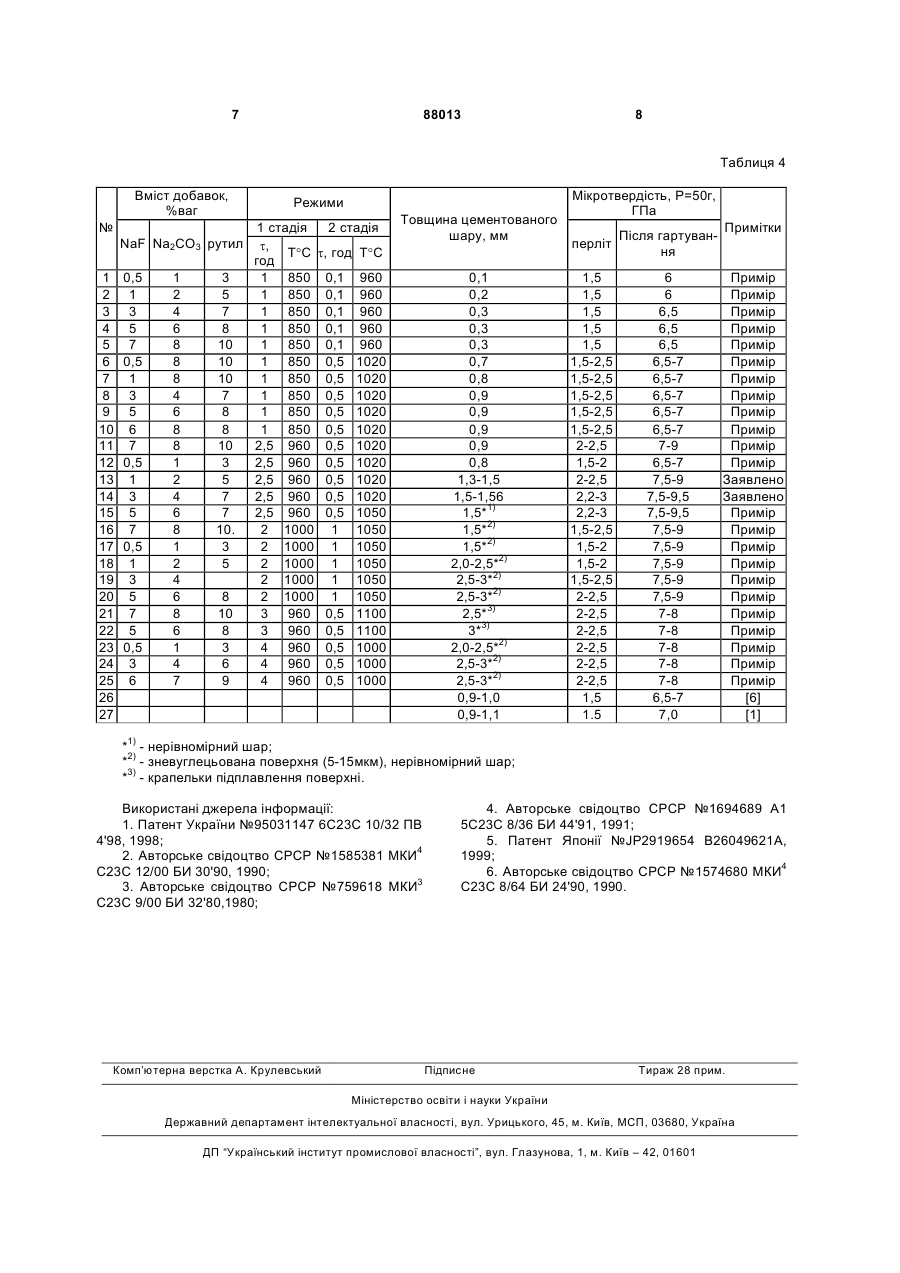
1. Спосіб цементації сталевих виробів, що включає цементацію в контейнерах в дві стадії, який відрізняється тим, що першу стадію цементації здійснюють впродовж 2-3 годин при температурі 880-970°С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050°С, і витримують при ній вироби впродовж 0,2-1,0 години. 2. Склад для здійснення цементації за п. 1, який містить деревновугільний карбюризатор як основу, який відрізняється тим, що додатково містить фторид натрію, натрію карбонат та рутил при наступному співвідношенні компонентів, мас. %: фторид натрію 1-5 натрію карбонат 2-6 рутил 5-8 деревновугільний карбюризатор решта. Винахід відноситься до металургії, а саме до хіміко-термічної обробки (ХТО) виробів із сталі, зокрема до вуглецювання у твердофазному середовищі і може бути використано при виготовленні або ремонті штампів та інструменту із маловуглецевих сталей, що зазнають поверхневого зносу. Відомі способи поверхневого легування сталевих виробів карбідоутворюючими елементами з застосуванням вуглецевомістячих добавок та галогеномістячих активаторів [1, 2, 3]. Процес проводять при температурах 1000-1100°C впродовж від 2 до 12 годин зі східчастим характером температурної обробки. Однак ці процеси довготривалі у часі і найчастіше формуються цементовані шари нерівномірні за товщиною. Окрім того, при ХТО виділяються побічні галогеномістячі продукти. Тому ці способи не мають широкого застосування у виробництві. Відомі також способи та суміші для цементації, в яких контролюється вуглецевий потенціал та процес сажаутворення за допомогою окисного газу [4, 5]. Процес проводять при температурах 980°C та 860-930°C відповідно. За 12 годин цементації досягається глибина шару в 2-2,5мм та 1-1,5мм. Однак проведення процесів в спеціальних іонізуючих та газорозподіляючих установках ускладнює ХТО масової кількості деталей. Найбільш близьким способом поверхневого насичення сталевих виробів є спосіб легування карбідоутворюючими елементами [1], який включає обробку в порошковій суміші за режимом, що складається з двох стадій нагріву деталей та витримки при заданій температурі. Однак для цементації більш ефективною є зворотна послідовність температур при вказаних стадіях нагріву, що забезпечують попередню активацію вуглецю і послідуюче хімічне регулювання вуглецевого потенціалу. Найбільш близькою до заявленої є порошкова суміш для цементації високохромистих сталей [6], в якій з метою інтенсифікації дифузійного процесу застосовують додатково g-оксид заліза у співвідношенні, ваг.%: Деревне вугілля 97-99 g-Fe2O3 1-3 Однак цей процес виключає можливість дода (19) UA (11) 88013 (13) C2 (21) a200613015 (22) 11.12.2006 (24) 10.09.2009 (46) 10.09.2009, Бюл.№ 17, 2009 р. (72) СПИРИДОНОВА ІРИНА МИХАЙЛІВНА, МОСТОВИЙ ВОЛОДИМИР ІВАНОВИЧ, КОЛЮЧА ВАЛЕНТИНА ДМИТРІВНА, ФЕДОРЕНКОВА ЛЮБОВ ІВАНІВНА (73) ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА (56) SU 26314 A1, 31.05.1932 SU 77962 A1, 01.01.1949 SU 234820 A1, 10.01.1969 SU 606899 A1, 15.05.1978 SU 629246 A1, 25.10.1978 SU 1067083 A1, 15.01.1984 SU 1514825 A1, 15.10.1989 US 6428849 B1, 06.08.2002 GB 421014 A, 12.12.1934 3 ткового модифікування цементованого шару, а також потребує тривалого часу обробки деталей. Виснаження насичуючої здатності середовища при експлуатації твердофазного карбюризатора більше 6 годин потребує застосування комбінаційних способів цементації. Для того, щоб в контейнері під плавким затвором не відбувалося уповільнення дифузії внаслідок інтенсивного сажаутворення, необхідно отримувати в контейнері додатковий атомарний кисень. Задачею винаходу є удосконалення способу хіміко-термічної обробки з використанням диференційованої за часом дії температури та кисеньмістячих компонентів, що дозволить керувати співвідношенням CO і C на фінальних стадіях цементації, і тим самим, активувати всі основні процеси в робочій зоні та дозволить за короткий термін і з мінімальними втратами формувати на сталевім виробі високоякісні дифузійні шари. Поставлена задача вирішується тим, що в способі цементації сталевих виробів, що включає цементацію в контейнерах в дві стадії, згідно з винаходом першу стадію цементації здійснюють впродовж 2-3 годин при температурі 880-970°C, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050°C і витримують при ній вироби впродовж 0,2-1,0 години. Задачею винаходу є також удосконалення складу насичуючого середовища шляхом вводу до насичуючого середовища нових компонентів, що сприяють підвищенню швидкості утворення високоякісного дифузійного шару. Поставлена задача вирішується також тим, що в складі насичуючої композиції, до якої входить деревно-вугільний карбюризатор, як основа, додатково міститься натрію фторид, натрію карбонат та рутил в наступній кількості, ваг.%: NaF 1 -5 Na2CO3 2-6 Рутил 5-8 Деревно-вугільний карбюризатор інше У способі, що заявляться на початковій стадії ХТО відбувається процес інтенсивного виділення двоокису вуглецю. У робочому просторі контейнера взаємодія металевих деталей з цементованою атмосферою впродовж перших 60-90 хвилин відрізняється низькою активністю. Розпад CO2 триває повільно. На подальшому етапі після 40-80 хвилин проведення процесу починається інтенсивне формування нерівномірного шару дифузії. Процес насичення стабілізується після 150-180 хвилин обробки. Після 4 годин цементації починається інтенсивне сажаутворення, яке є результатом розкладення надлишкового двооксиду вуглецю на монооксид та вуглець. Дана стадія є найбільш сприятливою для інтенсифікації цементації поверхні сталевої деталі, оскільки йде процес виділення вуглецю в робочій зоні контейнера [2]. Одночасно з цим виникає фактор гальмування дифузії вугле 88013 4 цю із робочої зони цементації в поверхню метала через нашарування на ній сажі. Відомо, що інтенсивність цементації в графіті, сажі та подібних чисто вуглецевих середовищах на порядок нижче, ніж у деревно-вугільним карбюризаторі. Деревно-вугільний карбюризатор є гранульованим та містить мінеральний залишок (зола) і активатор (ВаСО3). Однак у замкненому просторі при високих температурах карбюризатор починає також поставляти надлишковий вуглець. Проблему вирішують циклічним регулюванням вуглецевого потенціалу [5]. Заявлений спосіб ХТО забезпечує збільшення строку опору процесам зносу поверхні при експлуатації за рахунок використання заявленого складу суміші в означених вагових відсотках для зміцнення сталевої поверхні на протязі двох етапів цементації з різнотемпературними ступенями ХТО, що дозволяє сформувати модифіковану дифузійну зону більшої глибини та мікротвердості. Заявлений спосіб здійснюється таким чином. Виріб із маловуглецевої сталі або низьколегованої сталі поміщають у контейнер з плавким затвором. Проводять рівномірну закладку компонентів та суміші, упаковують, герметизують і поміщають в нагріту до робочої температури (960°C ) піч. Після виходу на режим проводять процес цементації. По закінченні 4 годин обробки температуру процесу підвищують до 1020°С. В результаті починається процес інтенсивного розкладання окислів метала за участю активаторів та вуглецю. Шар сажі стає тонше. По закінченні 60 хвилин етапу інтенсивної цементації процес ХТО припиняють. Після зниження температури печі до 800°С, піч охолоджують з відкритими дверима. Застосування запропонованого способу технічно просте та можливе для реалізації на будь-якій термічній ділянці інструментального виробництва. Na2CO3. Можливі варіанти запропонованого способу, при яких, у одному випадку, застосовують один окисел металу малих груп та періодів таблиці Менделеева, який має спільну діаграму розчинності з залізом та відповідний йому активатор, у другому випадку - інший (наприклад, [ТіO2, NaF, Na2CO3], [V2O5, NH4OH, KBF4, Na2CO3], [ZrO2, NH4OH, NaF, Na2CO3]). Варіанти застосування рутилу ілюструються прикладами 1, 2, 3. Приклад 1 Проводили обробку по відомому способу (прототипу) - цементацію в насичуючому середовищі, що містить 2% g-Fe2O3 та 98% деревного вугілля, при температурі 960°C зразків із сталі 08КП, Ст3, сталі 20. Занурення підготовленого контейнера здійснювали у нагріту до 960°C піч. Після 25 хв. виходу до режиму проводили процес цементації впродовж 4 годин. Результати обробки у відомому складі [6] приведено в таблиці 1. 5 88013 6 Таблиця 1 Матеріал Товщина дифузійного шару, мкм Мікротвердість, МПа Сажаутворення, % Приклад 2. Проводили обробку запропонованим способом з відомим складом (приклад 1). Цементацію здійснювали впродовж 3 годин, далі впродовж 0,5 годин підіймали температуру цементації до 1000°С. Після відключення печі впродовж 08КП 0,9-1,0 6500-7000 100 Сталь 20 1,0-1,1 6500-7000 100 Ст3 0,9-1,0 6500-7000 100 0,5 годин тримали дверцята закритими, потім відкривали і проводили охолонення з відкритими дверцятами. Результати обробки запропонованим способом з відомим складом [6] приведено в таблиці 2. Таблиця 2 Матеріал Товщина дифузійного шару, мкм Мікротвердість, МПа Сажаутворення, % Приклад 3. Проводили обробку запропонованим способом та складом, (ваг.%): NaF 3 Na2CO3 3 Рутил 5 Деревно-вугільний карбюризатор інше 08КП 1,0-1,2 7000-9000 150 Сталь 20 1,1-1,3 7000-9000 150 Ст3 1,0-1,2 7000-9000 150 при температурі 960°C в перші 3 години цементації з послідуючим підйомом температури до 1020°C та витримкою впродовж 0,5 години. Результати обробки запропонованим способом приведено в таблиці 3. Таблиця 3 Матеріал Товщина дифузійного шару, мкм Мікротвердість, МПа Сажаутворення, % Отримані цементовані шари досліджували на поперечних шліфах за допомогою металографічного аналізу на мікроскопі НЕОФОТ 21 та мікротвердомірі ПМТ-3. Наявність сажі на зразках після цементації визначали візуально. За 100% сажаутворення приймали ступінь почорніння деталей після цементації відомим складом. У таблиці 4 приведені характеристики цементованого шару в залежності від режимів та складів для цементації. Приклад 4. Заявлений спосіб цементації сталі здійснювали при режимі ХТО: 1 стадія - 2,5 год. цементації при температурі 960°С; 2 стадія - 0,5 год. при температурі 1020°C в насичуючому сере 08КП 1,1-1,5 8500-9500 50 Сталь 20 1,2-1,6 8500-9500 50 Ст3 1,1-1,5 8500-9500 50 довищі, до складу якого входить 1% NaF, 2% Na2CO3, 5% рутилу та інше карбюризатор. У результаті на поверхні сталі утворився цементований шар товщиною 1,3-1,5мм та мікротвердістю після гартування 7,5-9,5ГПа. Отримане за заявленим способом покриття має товщину більшу на 20-30%, а мікротвердість на 1-2Гпа в порівнянні з покриттям, приведеним в роботах [1, 6]. Даний варіант реалізації пропонованого способу дозволяє отримувати на сталевій деталі більш якісну поверхню без застосування складної техніки при можливості реалізації в металургії, машинобудуванні та інших галузях промисловості. 7 88013 8 Таблиця 4 Вміст добавок, %ваг № NaF 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 0,5 1 3 5 7 0,5 1 3 5 6 7 0,5 1 3 5 7 0,5 1 3 5 7 5 0,5 3 6 Режими 1 стадія 2 стадія Na2CO3 рутил t, T°C t, год T°C год 1 3 1 850 0,1 960 2 5 1 850 0,1 960 4 7 1 850 0,1 960 6 8 1 850 0,1 960 8 10 1 850 0,1 960 8 10 1 850 0,5 1020 8 10 1 850 0,5 1020 4 7 1 850 0,5 1020 6 8 1 850 0,5 1020 8 8 1 850 0,5 1020 8 10 2,5 960 0,5 1020 1 3 2,5 960 0,5 1020 2 5 2,5 960 0,5 1020 4 7 2,5 960 0,5 1020 6 7 2,5 960 0,5 1050 8 10. 2 1000 1 1050 1 3 2 1000 1 1050 2 5 2 1000 1 1050 4 2 1000 1 1050 6 8 2 1000 1 1050 8 10 3 960 0,5 1100 6 8 3 960 0,5 1100 1 3 4 960 0,5 1000 4 6 4 960 0,5 1000 7 9 4 960 0,5 1000 Товщина цементованого шару, мм 0,1 0,2 0,3 0,3 0,3 0,7 0,8 0,9 0,9 0,9 0,9 0,8 1,3-1,5 1,5-1,56 1,5*1) 1,5*2) 1,5*2) 2,0-2,5*2) 2,5-3*2) 2,5-3*2) 2,5*3) 3*3) 2,0-2,5*2) 2,5-3*2) 2,5-3*2) 0,9-1,0 0,9-1,1 Мікротвердість, Р=50г, ГПа перліт Після гартування 1,5 1,5 1,5 1,5 1,5 1,5-2,5 1,5-2,5 1,5-2,5 1,5-2,5 1,5-2,5 2-2,5 1,5-2 2-2,5 2,2-3 2,2-3 1,5-2,5 1,5-2 1,5-2 1,5-2,5 2-2,5 2-2,5 2-2,5 2-2,5 2-2,5 2-2,5 1,5 1.5 6 6 6,5 6,5 6,5 6,5-7 6,5-7 6,5-7 6,5-7 6,5-7 7-9 6,5-7 7,5-9 7,5-9,5 7,5-9,5 7,5-9 7,5-9 7,5-9 7,5-9 7,5-9 7-8 7-8 7-8 7-8 7-8 6,5-7 7,0 Примітки Примір Примір Примір Примір Примір Примір Примір Примір Примір Примір Примір Примір Заявлено Заявлено Примір Примір Примір Примір Примір Примір Примір Примір Примір Примір Примір [6] [1] *1) - нерівномірний шар; *2) - зневуглецьована поверхня (5-15мкм), нерівномірний шар; *3) - крапельки підплавлення поверхні. Використані джерела інформації: 1. Патент України №95031147 6С23С 10/32 ПВ 4'98, 1998; 2. Авторське свідоцтво CPCP №1585381 МКИ4 С23С 12/00 БИ 30'90, 1990; 3. Авторське свідоцтво CPCP №759618 МКИ3 С23С 9/00 БИ 32'80,1980; Комп’ютерна верстка А. Крулевський 4. Авторське свідоцтво CPCP №1694689 A1 5С23С 8/36 БИ 44'91, 1991; 5. Патент Японії №JP2919654 В26049621А, 1999; 6. Авторське свідоцтво CPCP №1574680 МКИ4 С23С 8/64 БИ 24'90, 1990. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for carbonization of steel articles and composition for implementation thereof
Автори англійськоюSpyrydonova Iryna Mykhailivna, Mostovyi Volodymyr Ivanovych, Koliucha Valentyna Dmytrivna, Fedorenkova Liubov Ivanivna
Назва патенту російськоюСпособ цементации стальных изделий и состав для его осуществления
Автори російськоюСпиридонова Ирина Михайловна, Мостовой Владимир Иванович, Колючая Валентина Дмитриевна, Федоренкова Любовь Ивановна
МПК / Мітки
МПК: C21D 1/74, C23C 10/34
Мітки: склад, сталевих, виробів, цементації, спосіб, здійснення
Код посилання
<a href="https://ua.patents.su/4-88013-sposib-cementaci-stalevikh-virobiv-ta-sklad-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб цементації сталевих виробів та склад для його здійснення</a>
Спосіб газової цементації сталевих деталей
Номер патенту: 54731
Опубліковано: 17.03.2003
Автори: Борозняк Олександр Іванович, Мірошниченко Леонід Володимирович, Мосолов В'ячеслав Іванович
Мітки: цементації, деталей, газової, сталевих, спосіб
Формула / Реферат:
Спосіб газової цементації сталевих деталей, який включає їх завантаження за допомогою корзин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовувального газу, відвід продуктів розпаду газу через свічу та витримку при температурі обробки, який відрізняється тим, що навуглецьовувальний газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його підйомі до свічі крізь...
Спосіб цементації сталевих деталей електроерозійним легуванням
Номер патенту: 82948
Опубліковано: 26.05.2008
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Белоус Андрій Валерійович, Тарельник В'ячеслав Борисович
МПК: C23C 8/00
Мітки: цементації, спосіб, деталей, сталевих, електроерозійним, легуванням
Формула / Реферат:
1. Спосіб цементації сталевих деталей шляхом електроерозійного легування графітовим електродом-анодом вказаних деталей - катодів, який відрізняється тим, що як матеріал катода використовують низьковуглецеві леговані сталі аустенітного класу, причому легування здійснюють з продуктивністю 1,0-5,0 хв./см2 і з формуванням поверхневих шарів товщиною від 4-5 до 320-350 мкм.2. Спосіб за п. 1, який відрізняється тим, що електроерозійне...
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації
Номер патенту: 39273
Опубліковано: 15.06.2001
Автори: Наливайко Володимир Миколайович, Катеринич Людмила Михайлівна, Капелюшний Федір Михайлович, Чайковський Олександр Борисович, Солових Євген Костянтинович, Катеринич Станіслав Євгенович, Черновол Михайло Іванович
МПК: C21D 1/56
Мітки: цементації, виробів, спосіб, підлягають, сталей, трубчастих, відновлення
Формула / Реферат:
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації, який включає у собі індукційне нагрівання деталі вище точки АС3 і її охолодження рідиною, який відрізняється тим, що охолодження ведеться за допомогою внутрішнього і зовнішнього спрейерів змінної інтенсивності охолодження.
Склад для боронікелювання сталевих виробів
Номер патенту: 4464
Опубліковано: 17.01.2005
Автори: Свирид Михайло Миколайович, Ошур Наталія Володимирівна, Волков Григорій Петрович
МПК: C23C 8/00
Мітки: сталевих, склад, боронікелювання, виробів
Формула / Реферат:
Склад для боронікелювання сталевих виробів, що містить аморфний бор, окис алюмінію, який відрізняється тим, що він додатково містить нікель, оксид хрому (III), алюміній, фтористий натрій при наступному співвідношенні компонентів, мас. % : бор аморфний 13...15 нікель 8...12 фтористий натрій 3...5 оксид хрому (ІІІ) ...
Склад для борування сталевих виробів
Номер патенту: 33654
Опубліковано: 10.07.2008
Автори: Костик Вікторія Олегівна, Костик Катерина Олександрівна, Павлюченко Олександр Олексійович
МПК: C23C 8/00
Мітки: борування, склад, виробів, сталевих
Формула / Реферат:
Склад для борування сталевих виробів, що включає фтористий натрій, який відрізняється тим, що додатково містить фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас. %: фтористий натрій 7-10 фтористий літій 7-10 поліборид магнію 80-86.
Попередній патент: Похідні хіназоліндіону як інгібітори parp
Наступний патент: Інструмент для виймання запобіжного кільця
Випадковий патент: М'ясні котлети з зародками пшениці