Спосіб і пристрій охолоджування металевої чорнової стрічки або стрічки в стані гарячої прокатки

Формула / Реферат
1. Спосіб охолоджування металевої чорнової стрічки або стрічки (4) в стані гарячої прокатки, оснащеному робочими валками (6, 7), при якому охолоджуючий засіб розприскують на чорнову стрічку або стрічку (4), при цьому чорнову стрічку або стрічку (4) в зоні країв стрічки екранують від потрапляння охолоджуючого засобу, при цьому охолоджуючий засіб відхиляють в зоні країв чорнової стрічки або стрічки (4), який відрізняється тим, що охолоджуючий засіб відхиляють від країв стрічки в зоні входу в зазор між робочими валками (6, 7).
2. Спосіб за п. 1, який відрізняється тим, що охолоджуючий засіб відхиляють в зоні країв стрічки на ділянці поза чорновою стрічкою або стрічкою (4).
3. Стан гарячої прокатки, що містить чорнову лінію прокатного стана і чистову лінію прокатного стана для прокатки металевої чорнової стрічки або стрічки (4) за допомогою робочих валків (6, 7), а також охолоджуючий пристрій (10, 11) для нанесення охолоджуючого засобу на чорнову стрічку або стрічку (4), при цьому передбачені пристосування (14, 15, 20) для екранування країв чорнової стрічки або стрічки (4) від впливу охолоджуючого засобу, який відрізняється тим, що пристосування (14, 15, 20) розташовані в зоні бічних напрямних (8, 9) чорнової стрічки або стрічки (4), при цьому кожна бічна напрямна (8, 9) встановлена перед входом в зазор (5), утворений відповідними двома робочими валками (6, 7).
4. Прокатний стан за п. 3, який відрізняється тим, що кожне пристосування (14, 15, 20) закріплене на бічних напрямних (8, 9), зокрема, у вигляді окремих конструктивних елементів.
5. Прокатний стан за п. 3 або п. 4, який відрізняється тим, що пристосування (14, 15, 20) виконані з можливістю переміщення разом з бічними напрямними (8. 9) упоперек напрямку руху чорнової стрічки або стрічки (4).
6. Прокатний стан за будь-яким із пп. 3-5, який відрізняється тим, що пристосування (14, 15, 20) забезпечують відхилення охолоджуючого засобу з чорнової стрічки або стрічки (4) до периферії.
7. Прокатний стан за п. 3, який відрізняється тим, що пристосування (20) встановлене в зоні позаду петлетримача з нижньої сторони чорнової стрічки або стрічки (4).
8. Прокатний стан за будь-яким із пп. 3-7, який відрізняється тим, що передбачене пристосування для екранування краю стрічки в зоні охолоджувальної системи, розміщеної між прокатними клітями.
9. Прокатний стан за п. 8, який відрізняється тим, що пристосування для екранування краю стрічки в охолоджуючому пристрої встановлене в зоні між чорновою кліттю і першою чистовою кліттю.
10. Прокатний стан за п. 8 або п. 9, який відрізняється тим, що екрануюче пристосування забезпечене власним пристроєм регулювання по ширині.
11. Прокатний стан за п. 10, який відрізняється тим, що для охолоджувальної системи для чорнової стрічки, для охолоджувальної системи між прокатними клітями або для охолоджувальної системи для зазору між валками ширина екранування встановлюється різною.
Текст
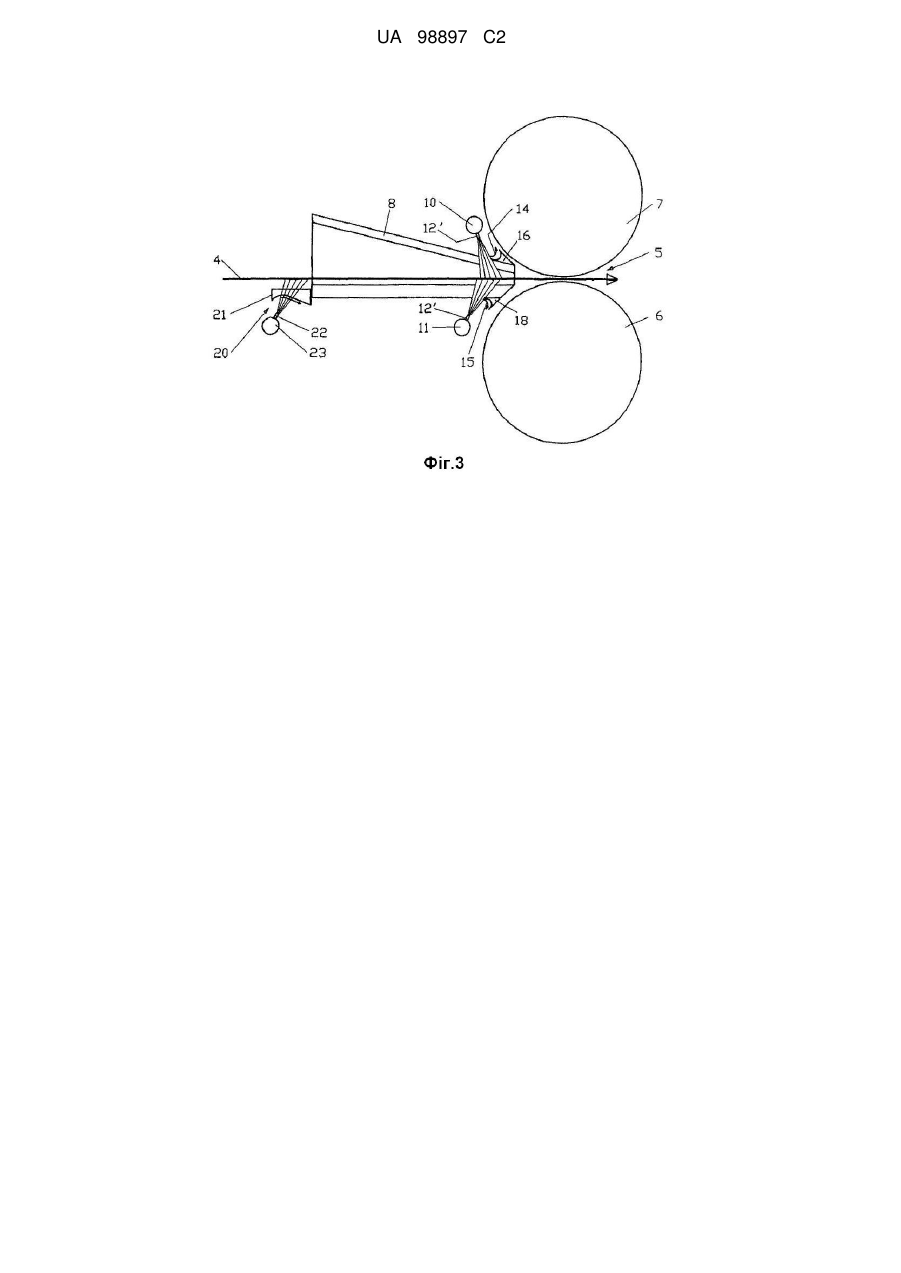
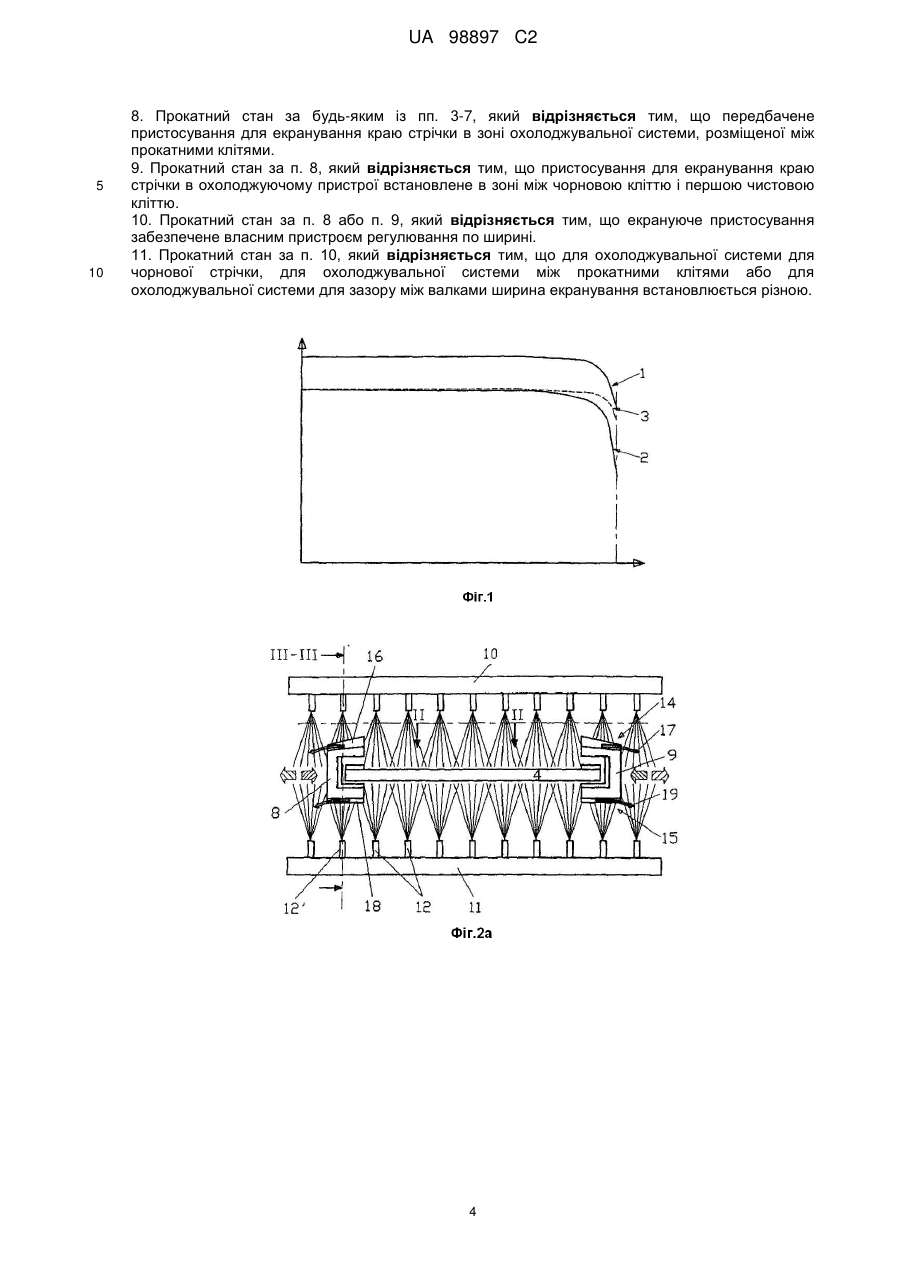
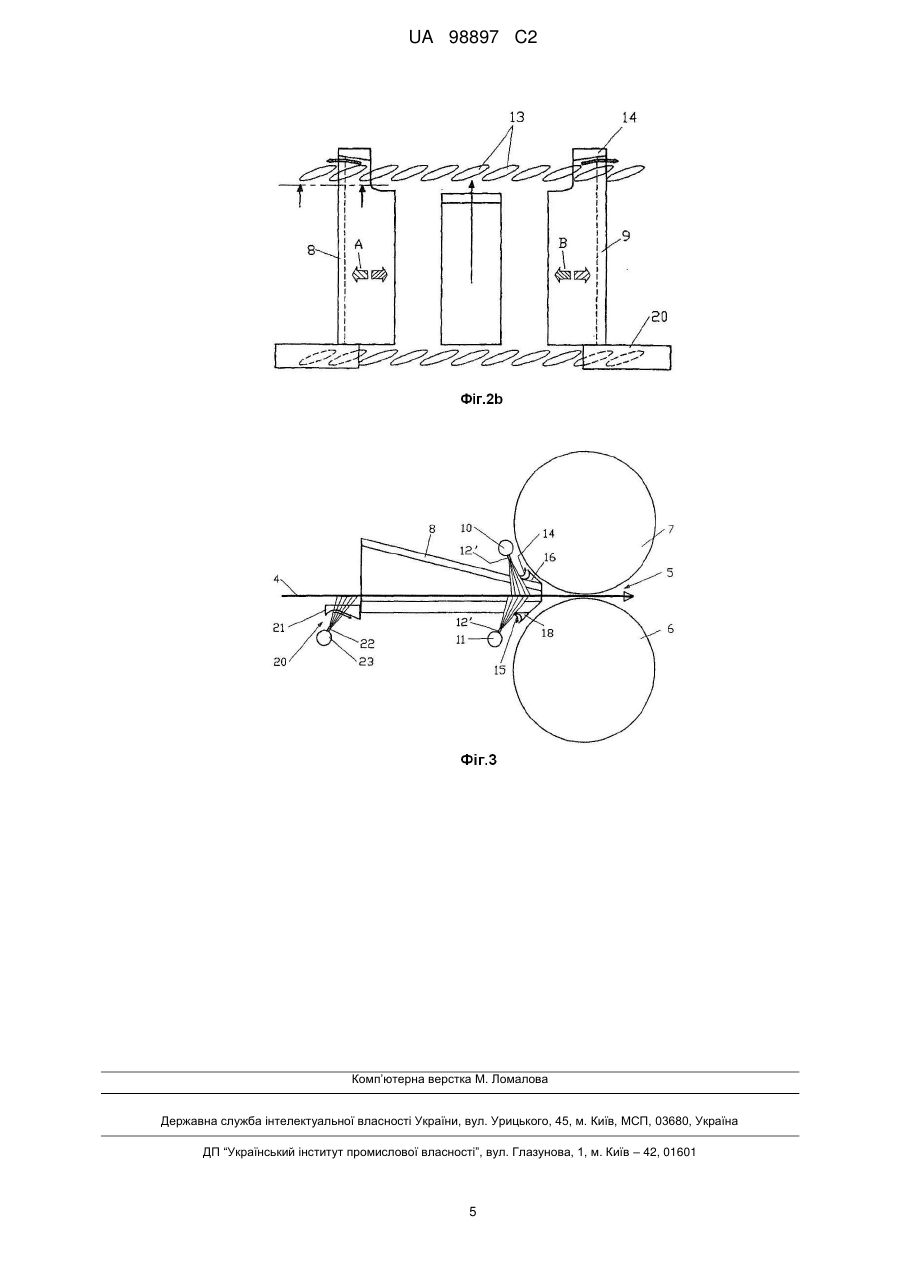
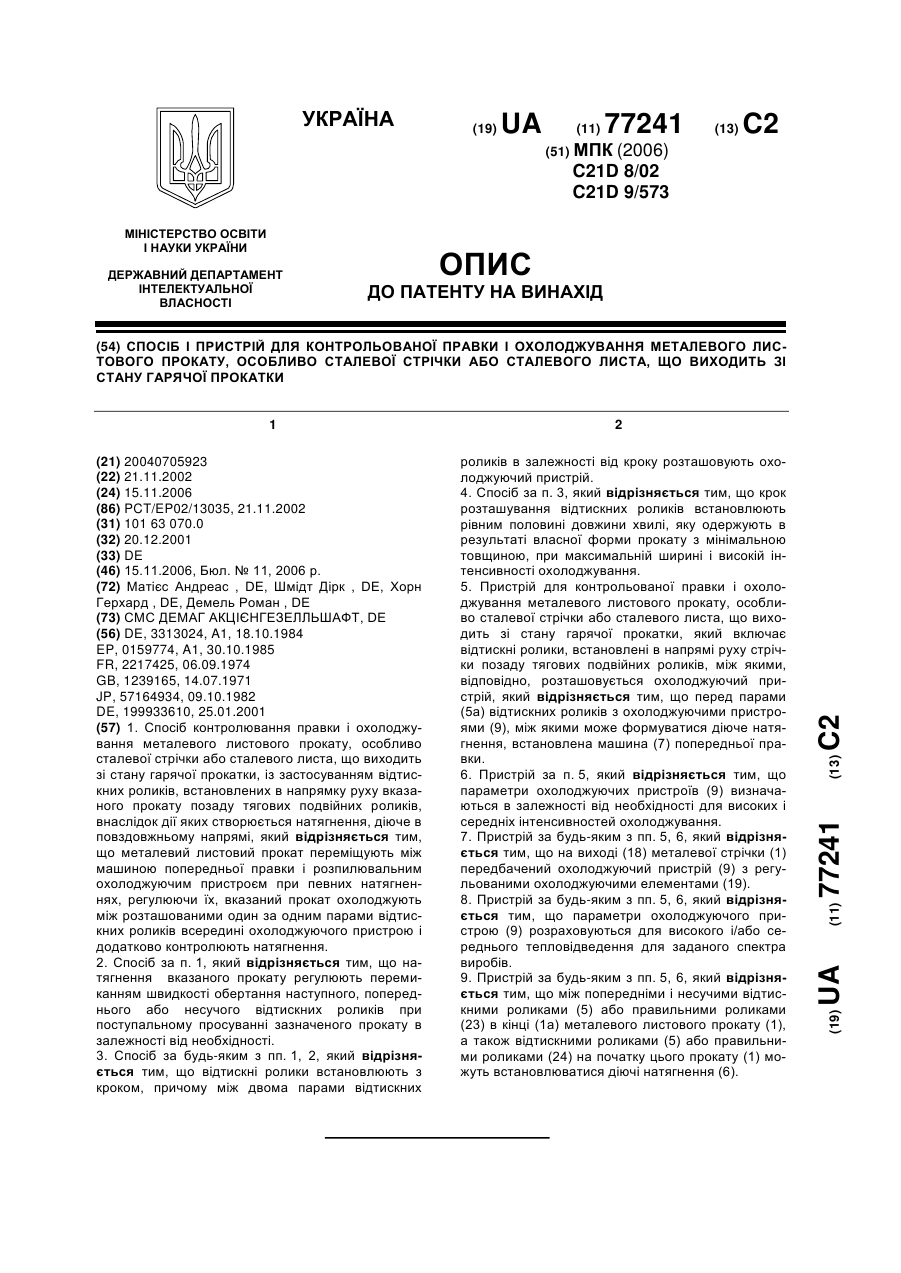
Реферат: Спосіб охолоджування металевої чорнової стрічки або стрічки (4) у стані гарячої прокатки, який містить робочі валки (6, 7), при якому охолоджуючий засіб розбризкують на чорнову стрічку або стрічку (4), причому чорнова стрічка або стрічка (4) екранована в крайових зонах від подачі охолоджуючого засобу. Для цього служать екрануючі пристосування (14, 15). Таким же чином екрануюче пристосування (20) може бути встановлене в зоні петльового пристрою або в охолоджуючому пристрої між чорновою кліттю і чистовою лінією прокатного стана. UA 98897 C2 (12) UA 98897 C2 UA 98897 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способу і пристрою охолоджування чорнової стрічки або стрічки металевої заготівки в стані гарячої прокатки, оснащеному робочими валками, при якому охолоджуючий засіб наноситься на чорнову стрічку або стрічку розбризкуванням. У стані гарячої прокатки відомі або описані декілька охолоджуючих пристосувань на ділянці чорнової лінії прокатного стану або чистовій лінії прокатного стану, наприклад: - охолоджування чорнової стрічки (установка між чорновою кліттю і чистовою кліттю), - охолоджування між клітями (установка між двома чистовими клітями), - охолоджування нижньої поверхні стрічки (розташоване перед бічною напрямною або позаду підіймаючого петлеутворювача), - охолоджування зазору між валками (двостороннє або одностороннє охолоджування стрічки перед зазором між валками). За допомогою різних охолоджуючих пристосувань виявляється вплив на температурний режим поверхні, ріст окалини, механічні властивості, вихід готової продукції і інше. Охолоджуючий вплив відбувається рівномірно по ширині стрічки. Як правило, температура чорнової стрічки, як і температура стрічки, холодніша по краях стрічки. Завдяки названому вище охолоджуючому пристосуванню цей ефект ще більше посилюється. Завдяки запропонованим у винаході способу і пристроям цей недолік запобігається, і рівномірність температури підвищується. На приведеному прикладі охолоджування зазору між валками новий спосіб охолоджування і охолоджуючі пристосування описані більш детально. Пристрій такого типу відомий з DE 4134599 СІ. У цій публікації говориться про спосіб гарячої прокатки металевої стрічки за один або декілька проходів, причому охолоджування чорнової стрічки або стрічки відбувається головним чином на підвідній стороні прокатної кліті або прокатних клітей. Відомий спосіб характеризується тим, що розбризкування охолоджуючого засобу здійснюють на металеву стрічку і на оболонку робочих валків на підвідній стороні на ділянці, що проходить по всій ширині металевої стрічки в найбільшій близькості від зазору між валками, таким чином, що поверхня стрічки охолоджується і завдяки цьому в робочому валку створюється менший тепловий потік. У основі цього методу лежать відомості про те, що завдяки охолоджуванню поверхні стальної стрічки безпосередньо перед входом в зазор, утворений між двома валками, термін служби поверхні валків в передніх клітях лінії гарячої прокатки прокатного стану значно збільшується. Завдяки цій мірі "зачищення" робочих валків, тобто відділення оксидного шару від поверхні кожуха робочих валків, в значній мірі запобігається або істотно відсувається. Це також опосередковано позитивно впливає на якість поверхні стрічки. Температура чорнової стрічки або стрічки прокатуваного металу в її крайовій зоні звичайно нижча, ніж в середині чорнової стрічки або стрічки. На фіг. 1 представлена температура металевої стрічки у вигляді функції ширини металевої стрічки, що проходить через прокатні кліті прокатного стану. При цьому лівий край діаграми представляє середину по ширині металевої стрічки. Крива 1 показує температурну характеристику перед входом металевої стрічки в прокатну кліть. Крива 2 показує температурну характеристику після виходу з прокатної кліті. На обох кривих помітне сильне падіння температури в крайовій зоні металевої стрічки. Внаслідок того, що температура металевої стрічки, тобто також і чорнової стрічки, в крайовій зоні нижча, ніж в середині, виникає різне локальне напруження в металевій стрічці, яке надає негативний вплив як на робочі валки, так і на саму металеву стрічку. Використовувані ділянці робочих валків зношуються при цих обставинах сильніше, внаслідок чого утворюються профільні відхилення і/або виникають проблеми, пов'язані з площинністю стрічки. Холодні краї стрічки також можуть негативно впливати на металургійні властивості на краю стрічки. Застосування відомого з рівня техніки способу охолоджування стрічки перед зазором між валками може ще більше збільшити зміну температури стрічки до її країв і тим самим посилити негативні ефекти. Подібні ефекти виникають також і при використанні інших названих вище охолоджуючих установок. У американському патенті 5235840 розкриті пристрій для обробки стальної стрічки в установці гарячої прокатки і спосіб мінімізації зростання окалини на стальній стрічці, а також зменшення зносу робочих валків в чистовій лінії прокатного стану. Для того, щоб зменшити зростання окалини і окиснення стальної стрічки, стальну стрічку в межах чистової лінії прокатного стану обприскують охолоджуючим засобом у вибраних місцях стрічки, при цьому температуру поверхні стрічки контролюють або регулюють таким чином, щоб вона лежала в межах температурного діапазону, всередині якого ріст окалини або окиснення зведені до мінімуму. Завдяки цьому автоматично зводиться до мінімуму знос робочих валків. 1 UA 98897 C2 5 10 15 20 25 30 35 40 45 50 55 60 У європейській заявці на патент ЕР 1 634657 А1 розкрита система керування або регулювання нанесення охолоджуючого засобу на стальну пластину після того, як вона була прокатана гарячим і холодним способом. Для цього розподіл температури на стальній стрічці, відповідно, на стальній пластині, вирівнюють по ширині перед початком процесу охолоджування і потім стальну пластину охолоджують з однаковою по ширині швидкістю охолоджування за допомогою регулювання системи охолоджування. У німецькій заявці DE 3230866 описаний пристрій охолоджування поверхні стального листа безпосередньо після гарячої прокатки. У зоні бічних країв стального листа встановлені екрануючі елементи, які за допомогою пристрою зсуву здатні переміщатися в напрямку один до одного і один від одного по ширині стального листа, який лежить на рольгангу. У японській заявці на патент JP 59078710 розкритий спосіб керування і регулювання температури прокатаної начисто стальної стрічки, при цьому на протилежних краях стальної стрічки передбачені екрануючі пристосування, які перешкоджають потраплянню охолоджуючого засобу на краї стальної стрічки. Екрануючі пристосування можуть зводитися один до одного або відводитися один від одного і таким чином може встановлюватися з підгонкою по ширині стальної стрічки. Крім того, таким чином визначається ділянка в середині стальної стрічки, яка повинна бути обприскана охолоджуючим засобом. Виходячи з цього рівня техніки, задача винаходу полягає в наданні альтернативного способу і прокатного стану з альтернативним пристроєм охолоджування для нанесення охолоджуючого засобу на чорнову стрічку або стрічку. Ця задача вирішується за допомогою способу, заявленого в п. 1 формули винаходу. Завдяки запропонованому активному охолоджуванню зазору між валками встановлюється гомогенний рівномірний температурний режим по поперечному профілю згідно з кривою 3 на фіг. 1 і тим самим поліпшуються властивості стрічки і знос валків. Переважні поліпшені варіанти винаходу виходять із залежних пунктів формули винаходу. Переважно використовується спосіб, згідно з яким охолоджуючий засіб відхиляють в зоні країв чорнової стрічки або стрічки, в результаті чого він не попадає на чорнову стрічку або стрічку в крайових ділянках. Охолоджуючий засіб в зоні країв стрічки переважно відхиляється на ділянці поза чорновою смугою або смугою, хоча в принципі можна також відхиляти охолоджуючий засіб до середини стрічки. Запропоновані дії переважно застосовуються в зоні вхідної напрямної робочих валків. Названа вище задача винаходу вирішується, крім того, за допомогою стану гарячої прокатки згідно з п. 3 формули винаходу. Кожна з бічних напрямних встановлена, зокрема, перед вхідним зазором, утвореним відповідно двома робочими валками. При цьому кожне пристосування для екранування країв стрічки закріплене на бічних напрямних, зокрема, у вигляді окремих конструктивних елементів. Вони переміщаються переважно разом з бічними напрямними упоперек напрямку руху чорнової стрічки або стрічки. Екрануючі пристосування переважно сприяють також тому, щоб охолоджуючий засіб відхилявся з чорнової стрічки або стрічки до периферії. Екрануючі пристосування можуть бути встановлені точно так само в зоні позаду петльового пристрою (петлетримача) на нижній стороні чорнової стрічки або стрічки. Винахід детально пояснюється нижче на прикладах здійснення, при цьому показано: Фіг. 2а - вигляд в розрізі металевої стрічки, що проходить прокатну кліть, на ділянці між двома охолоджувальними балками, що проходять упоперек напрямку руху, з бічними напрямними і пристосуваннями в бічній зоні металевої стрічки для екранування охолоджуючого засобу від крайових ділянок металевої стрічки перед вхідним зазором двох робочих валків, Фіг. 2b - вигляд зверху на металеву стрічку по лінії II-II з Фіг. 2а і додатково екрануючий пристрій для екранування охолоджуючого засобу, встановлений перед вхідною бічною напрямною, і Фіг. 3 - вигляд в розрізі металевої стрічки і бічної напрямної по лінії III-III з Фіг. 2а, а також додатковий поперечний переріз екрануючого пристрою, розміщеного перед бічною напрямною. У прокатному стані, що містить велике число прокатних клітей, чорнова стрічка і стрічка 4 (Фіг. 2а, 3) прокатуваного металевого профілю проходять зазор 5 між відповідно двома робочими валками 6, 7. В зоні перед робочими валками 6, 7 на бічних краях стрічки 4 розміщені бічні напрямні 8, 9, які мають в поперечному перерізі U-подібну форму і захоплюють стрічку 4 в її крайових зонах по верхній і нижній сторонах. З верхньої і нижньої сторін стрічки 4 розміщені як охолоджувальні балки 10, 11 охолоджуючі пристрої, з форсунок 12 яких під тиском на поверхню стрічки 4 для її охолоджування розприскується охолоджуючий засіб, зокрема, вода. Форсунки 12 утворюють при цьому на поверхні стрічки 4 ділянки 13 подачі охолоджуючого засобу. Згідно з винаходом, є екрануючі 2 UA 98897 C2 5 10 15 20 25 30 пристрої 14, 15, які перешкоджають тому, щоб охолоджуюче середовище з форсунок 12' в крайовій зоні стрічки 4 струмувало безпосередньо на крайову зону стрічки 4. Екрануючі пристрої 14, 15 відхиляють потік охолоджуючого засобу завжди переважно в бічну зону поза смугою 4. Зокрема, тому екрануючий пристрій 14, розміщений з верхньої сторони, містить на обох сторонах стрічки 4 щитки 16 і 17, нахилені вниз до зовнішньої сторони стрічки 4. На нижній стороні стрічки 4 щитки 18, 19 екрануючого пристрою 15 можуть проходити також положисто відносно поверхні, утвореної смугою 4, оскільки охолоджуючий засіб під дією сили тяжіння завжди відхиляється вниз. Екрануючі пристрої 14, 15 або 16, 18 закріпляються на напрямних 8, 9 переважно як окремі конструктивні елементи, або екрануючі пристрої 14, 15 або 16, 18 є нерухомими складовими напрямних 8, 9. Якщо напрямні 8, 9 здатні переміщатися відповідно ширині прокатуваної стрічки 4 упоперек напрямку руху стрічки 4 в напрямку подвійних стрілок А, В, то тоді відповідно разом з ними переміщаються екрануючі пристрої 14, 15 або 16, 18. Передбачається також, що щитки 18, 19 виконані з можливістю перекидання або під нахилом, щоб встановлювати ділянку подачі екранованого струменя охолоджуючого засобу. Додатково до розміщення екрануючих пристроїв 14, 15 і 16, 18 в зоні перед зазорами 5 між робочими валками 6, 7, екрануючий пристрій 20 може бути також встановлений перед бічною напрямною 8, 9 на нижній стороні стрічки 4, що додатково показано на Фіг. 2b, 3. Екрануючий пристрій 20 сконструйований в принципі так само, як екрануючі пристрої 14, 15 і 16, 18, і точно так само, як і вони, містить щитки 21 для відхилення охолоджуючого засобу, який витікає з форсунок 22 охолоджувальної балки 23. Зрозуміло, винахід може використовуватися незалежно від того, чи тече охолоджуючий засіб на стрічку 4 з окремих форсунок або падає на неї у вигляді завіси, яка має прямокутний отвір розпилювача, що перекриває ширину стрічки 4. Крім води як охолоджуючий засіб можуть застосовуватися також інші середовища, такі, як рідкий азот або водоповітряні суміші. Представлене на кресленнях пристосування для екранування країв стрічки 4 може застосовуватися всередині чистової лінії прокатного стану в різних місцях, зокрема, в охолоджувальній системі охолоджування чорнової стрічки або охолоджувальній системі проміжної кліті прокатного стану. При цьому можуть використовуватися різні регулювальні механізми для переміщення і підгонки екрануючих елементів до ширини стрічки. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб охолоджування металевої чорнової стрічки або стрічки (4) в стані гарячої прокатки, оснащеному робочими валками (6, 7), при якому охолоджуючий засіб розприскують на чорнову стрічку або стрічку (4), при цьому чорнову стрічку або стрічку (4) в зоні країв стрічки екранують від потрапляння охолоджуючого засобу, при цьому охолоджуючий засіб відхиляють в зоні країв чорнової стрічки або стрічки (4), який відрізняється тим, що охолоджуючий засіб відхиляють від країв стрічки в зоні входу в зазор між робочими валками (6, 7). 2. Спосіб за п. 1, який відрізняється тим, що охолоджуючий засіб відхиляють в зоні країв стрічки на ділянці поза чорновою стрічкою або стрічкою (4). 3. Стан гарячої прокатки, що містить чорнову лінію прокатного стана і чистову лінію прокатного стана для прокатки металевої чорнової стрічки або стрічки (4) за допомогою робочих валків (6, 7), а також охолоджуючий пристрій (10, 11) для нанесення охолоджуючого засобу на чорнову стрічку або стрічку (4), при цьому передбачені пристосування (14, 15, 20) для екранування країв чорнової стрічки або стрічки (4) від впливу охолоджуючого засобу, який відрізняється тим, що пристосування (14, 15, 20) розташовані в зоні бічних напрямних (8, 9) чорнової стрічки або стрічки (4), при цьому кожна бічна напрямна (8, 9) встановлена перед входом в зазор (5), утворений відповідними двома робочими валками (6, 7). 4. Прокатний стан за п. 3, який відрізняється тим, що кожне пристосування (14, 15, 20) закріплене на бічних напрямних (8, 9), зокрема, у вигляді окремих конструктивних елементів. 5. Прокатний стан за п. 3 або п. 4, який відрізняється тим, що пристосування (14, 15, 20) виконані з можливістю переміщення разом з бічними напрямними (8, 9) упоперек напрямку руху чорнової стрічки або стрічки (4). 6. Прокатний стан за будь-яким із пп. 3-5, який відрізняється тим, що пристосування (14, 15, 20) забезпечують відхилення охолоджуючого засобу з чорнової стрічки або стрічки (4) до периферії. 7. Прокатний стан за п. 3, який відрізняється тим, що пристосування (20) встановлене в зоні позаду петлетримача з нижньої сторони чорнової стрічки або стрічки (4). 3 UA 98897 C2 5 10 8. Прокатний стан за будь-яким із пп. 3-7, який відрізняється тим, що передбачене пристосування для екранування краю стрічки в зоні охолоджувальної системи, розміщеної між прокатними клітями. 9. Прокатний стан за п. 8, який відрізняється тим, що пристосування для екранування краю стрічки в охолоджуючому пристрої встановлене в зоні між чорновою кліттю і першою чистовою кліттю. 10. Прокатний стан за п. 8 або п. 9, який відрізняється тим, що екрануюче пристосування забезпечене власним пристроєм регулювання по ширині. 11. Прокатний стан за п. 10, який відрізняється тим, що для охолоджувальної системи для чорнової стрічки, для охолоджувальної системи між прокатними клітями або для охолоджувальної системи для зазору між валками ширина екранування встановлюється різною. 4 UA 98897 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cooling leader or band in hot-rolling mill
Автори англійськоюSeidel, Juergen, Baumgartel, Uwe, Wied, Andreas
Назва патенту російськоюСпособ и устройство охлаждения металлической черновой ленты или ленты в стане горячей прокатки
Автори російськоюЗайдель Юрген, Баумгертель Уве, Вид Андреас
МПК / Мітки
МПК: B21B 45/02, B21B 37/74
Мітки: пристрій, спосіб, металевої, стані, прокатки, охолоджування, стрічки, гарячої, чорнової
Код посилання
<a href="https://ua.patents.su/7-98897-sposib-i-pristrijj-okholodzhuvannya-metalevo-chornovo-strichki-abo-strichki-v-stani-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій охолоджування металевої чорнової стрічки або стрічки в стані гарячої прокатки</a>
Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Матієс Андреас, Шмідт Дірк, Демель Роман, Хорн Герхард
МПК: C21D 9/573, C21D 8/02
Мітки: спосіб, гарячої, охолоджування, сталевого, стану, стрічки, пристрій, сталевої, виходить, прокату, металевого, прокатки, листа, особливої, листового, правки, контрольованої
Формула / Реферат:
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої...
Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки
Номер патенту: 51977
Опубліковано: 10.08.2010
Автори: Мурашкін Олександр Вікторович, Грабовецький Юрій Миколайович, Садохін Володимир Генадійович, Негрій Сергій Дмитрович, Омельяненко Микола Іванович, Підтикан Віталій Олександрович, Пронюшкін Володимир Степанович, Лук'янчиков Олександр Миколайович, Куракін Юрій Миколайович, Мінаєв Андрій Євгенович
МПК: B21B 1/02
Мітки: виробництва, литої, спосіб, гарячої, прокатки, стрічки, стані, тонколистовому, заготівки
Формула / Реферат:
1. Спосіб виробництва стрічки на тонколистовому стані гарячої прокатки з литої заготівки, що включає попереднє нагрівання безперервнолитої заготівки і її прокатку в обтискній кліті, наступне остаточне нагрівання заготівки в методичній печі і її прокатку на тонколистовому стані до заданої товщини, який відрізняється тим, що попереднє нагрівання безперервнолитої заготівки проводять у методичних печах тонколистового стана, а попередню прокатку...
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: Гроссхардт Клаус-Юрген, БРАУН Мартін, Арменат Юрген
МПК: G01B 5/28, B21B 37/28, B21B 38/00, B21C 47/02, G01B 21/30
Мітки: гарячої, впливу, шахті, спосіб, моталки, установки, площинність, стрічки, вимірювання, прокатки, пристрій
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, стані, спосіб, штаб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B22D 11/06, B21B 1/46
Мітки: металева, установка, металевої, спосіб, розливання, виробництва, безперервного, стрічка, стрічки, прокатки
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...