Пристрій бєлова для абразивно-лазерного різання
Формула / Реферат
Пристрій для абразивно-лазерного різання, що включає несучий корпус із приводом, що має передавальний механізм, виконаний з можливістю обертання диска з абразивного матеріалу, який відрізняється тим, що корпус зв'язаний з лазерним пристроєм, виконаним з можливістю подачі лазерного променя в передавальний світловод, вихідна торцева частина якого орієнтована співвісно з торцевими частинами періодично розташованих робочих світловодів, які розміщені радіально і періодично в тілі диска з абразивного матеріалу, при цьому зовнішня торцева частина робочих світловодів розташована на бічний твірній абразивного диска, а внутрішня торцева частина робочих світловодів розташована на кільцевому виступі, сформованому на бічній частині абразивного диска.
Текст
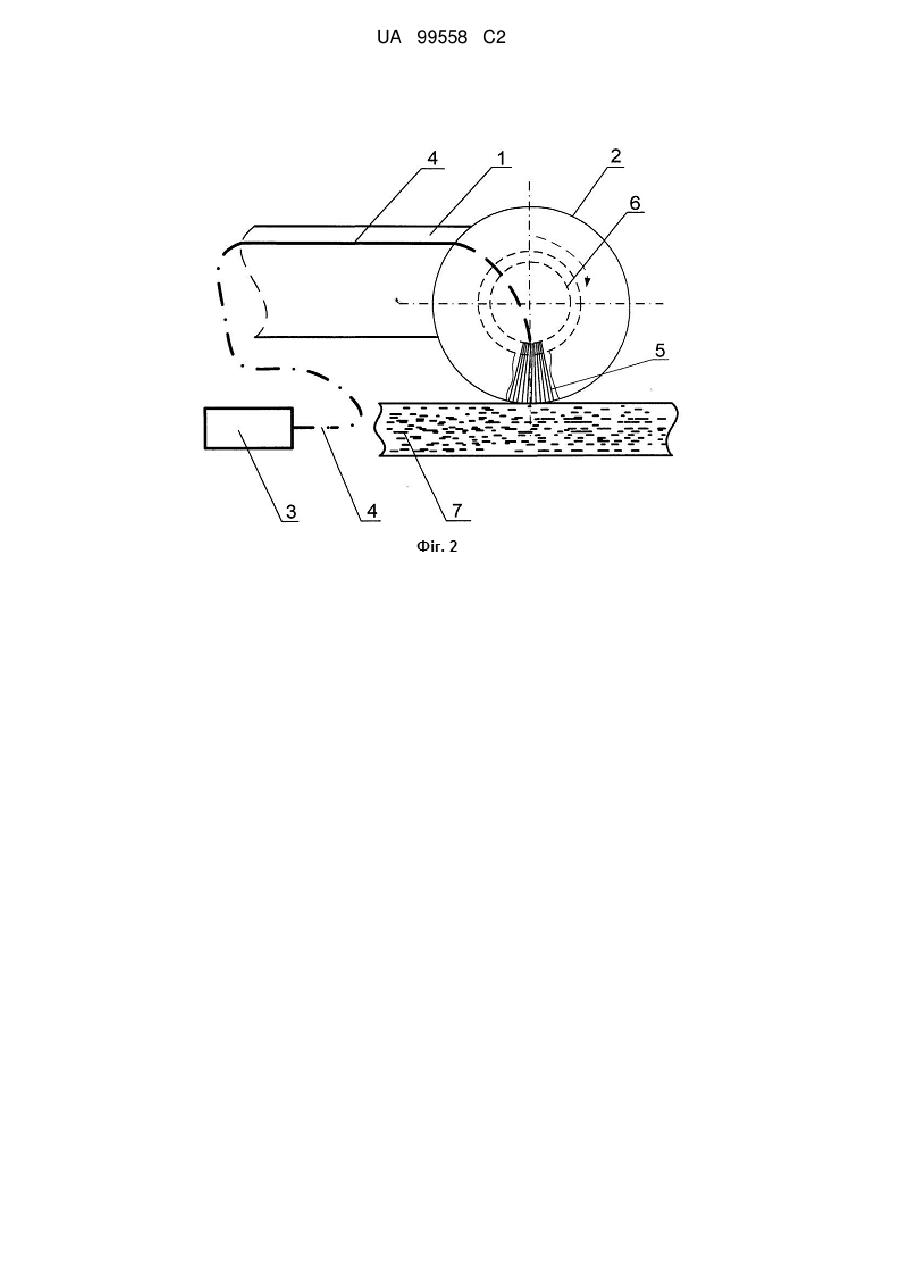
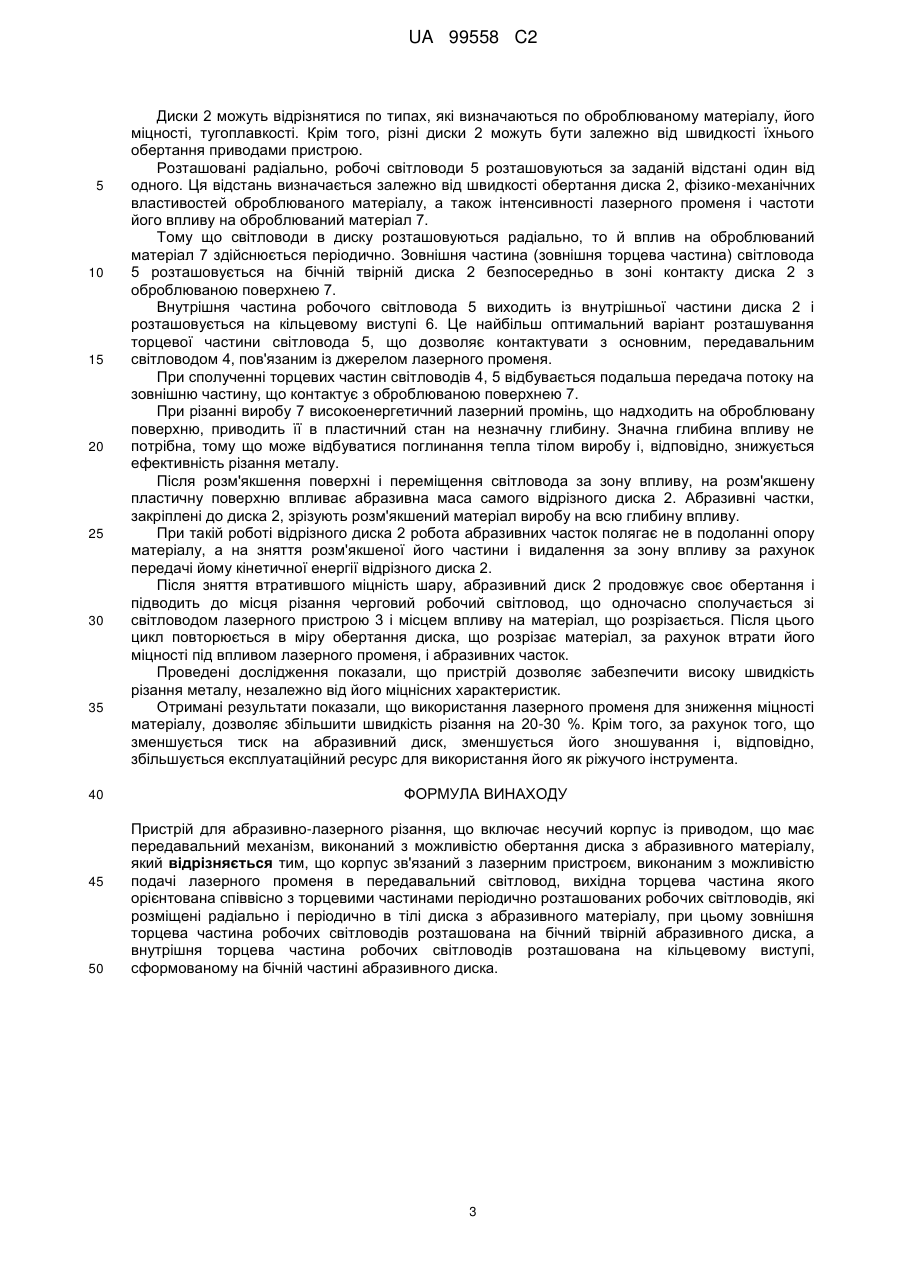
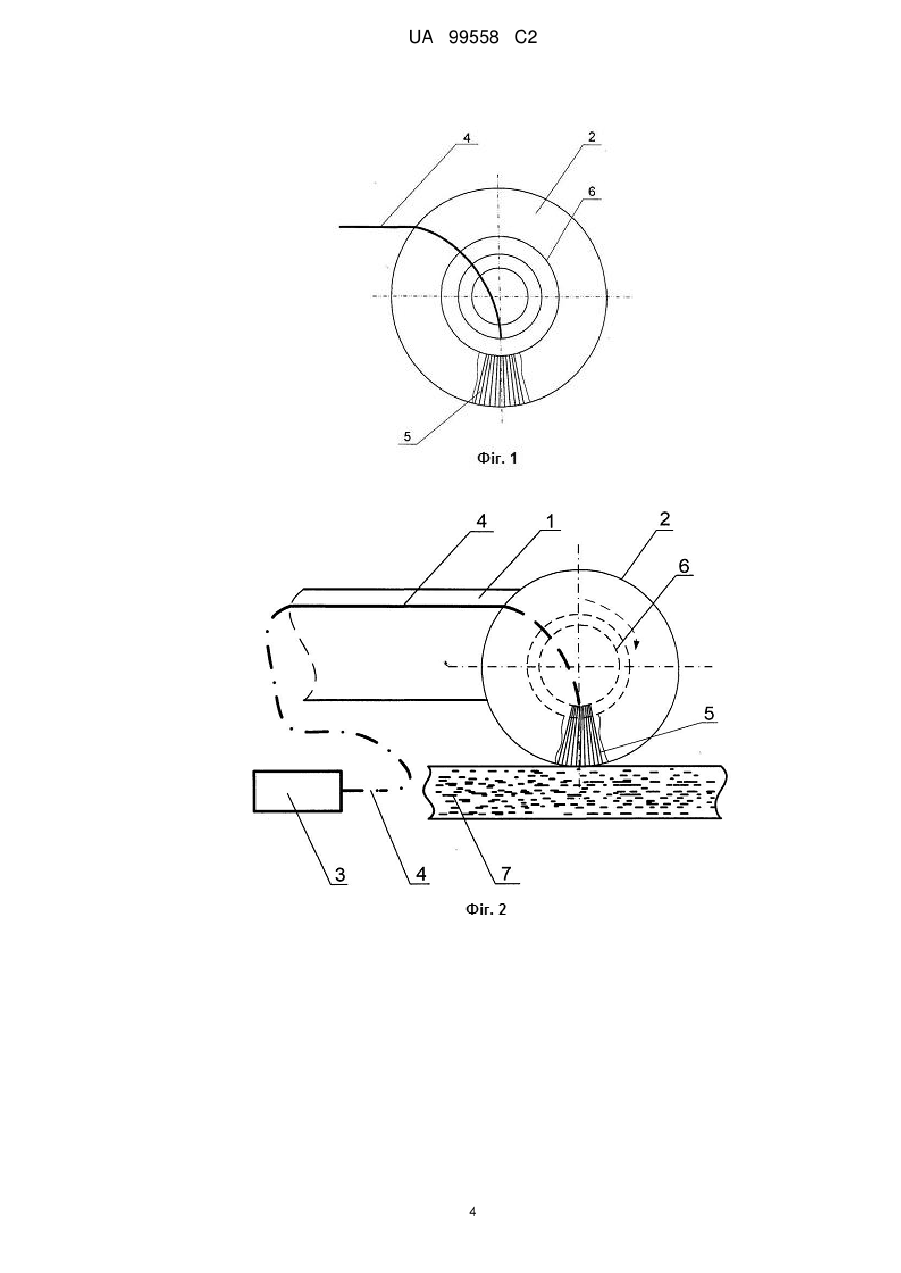
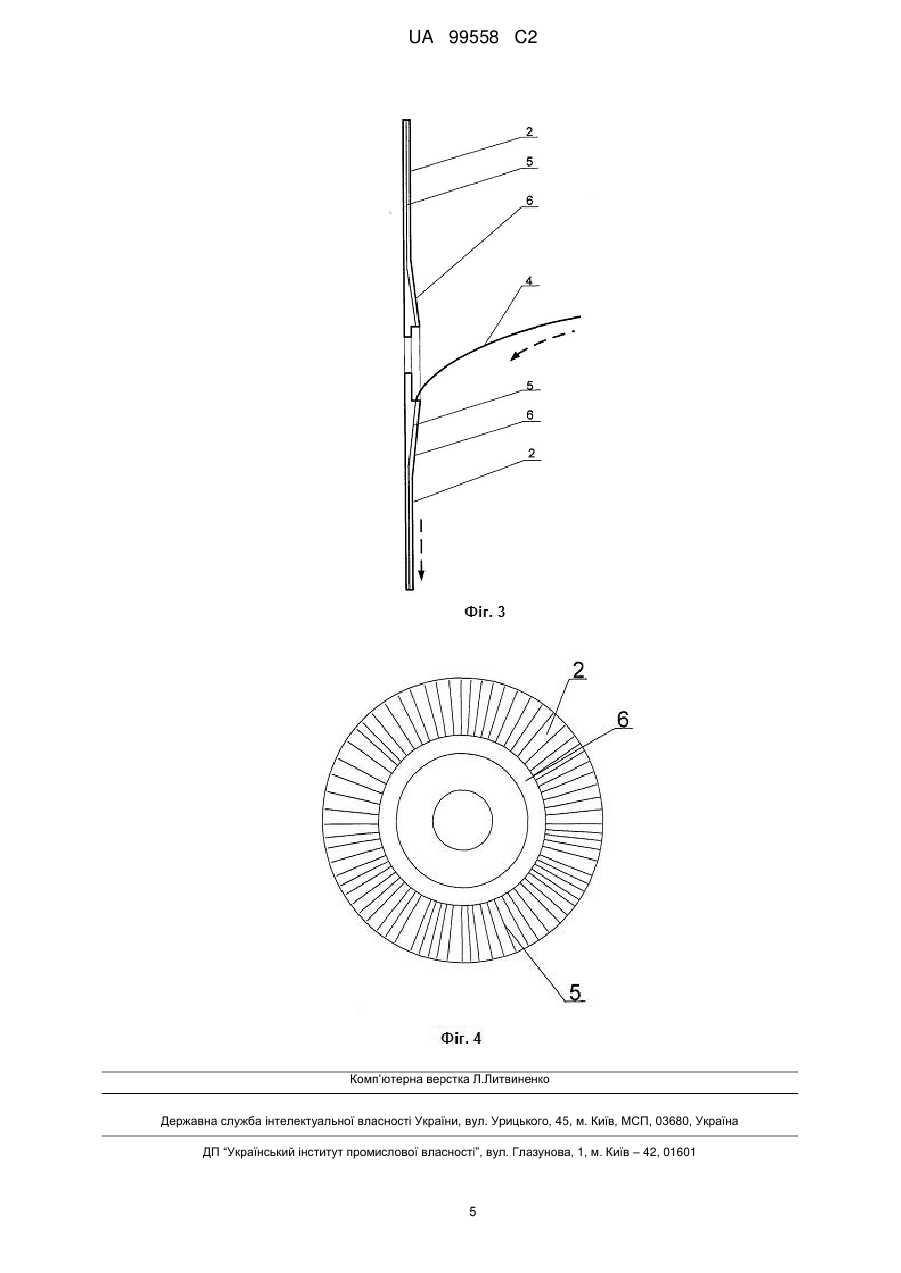
Реферат: Винахід належить до легкої промисловості і може бути використаний для випуску устаткування, призначеного для різання виробів, які мають високу механічну міцність. Зокрема, винахід може бути використаний для виготовлення в основному професійного інструмента, призначеного для різання з високою швидкістю металевих виробів з різними геометричними параметрами. Пристрій для абразивно-лазерного різання містить корпус із приводом, що має передавальний механізм, виконаний з можливістю обертання диска з абразивного матеріалу. Корпус зв'язаний з лазерним пристроєм, виконаним з можливістю подачі лазерного променя в передавальний світловод, вихідна торцева частина якого орієнтована співвісно з торцевими частинами періодично розташованих робочих світловодів, які розміщені радіально і періодично в тілі диска з абразивного матеріалу. Зовнішня торцева частина робочих світловодів розташована на бічній твірній абразивного диска. Внутрішня торцева частина робочих світловодів розташована на кільцевому виступі, сформованому на бічній частині абразивного диска. Досягається збільшення швидкості різання або обробки металу виробу незалежно від його міцнісних характеристик. Використання пристрою знижує собівартість виконання робіт, особливо при необхідності різання високоміцних виробів. UA 99558 C2 (12) UA 99558 C2 UA 99558 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до легкої промисловості і може бути використаний для випуску устаткування, призначеного для різання виробів які мають високу механічну міцність. Зокрема, винахід може бути використаний для виготовлення в основному професійного інструмента, призначеного для різання з високою швидкістю металевих виробів з різними геометричними параметрами. Відомий пристрій для різання металевих виробів, виконаний у вигляді лазера, що забезпечує формування високотемпературного променя, переміщення якого забезпечує можливість різання матеріалу в широкому діапазоні фізико-механічних властивостей. Лазер включає джерело енергії та пристрої що формують, концентрують і фокусують промінь, параметри якого забезпечують високу швидкість нагрівання і плавлення матеріалу в зоні його дії (http://www.redsail.net/cl20.html). Використання лазера дозволяє одержати високу якість зрізу оброблюваної поверхні. Але недоліком відомого пристрою є те, що формування променю, що має значні енергетичні параметри вимагає виготовлення великогабаритної й, як правило, стаціонарної установки. Використання подібної установки обмежує область її застосування і унеможливлює її використання в мобільних або ручних установках, призначених для обробки і різання металевих конструкцій або виробів з різних матеріалів. Експлуатація пристрою характеризується значними витратами через високу енергоємність і складність конструкції. Пристрій характеризується високою вартістю через значні енергетичні витрати для формування потужного потоку, що забезпечує нагрівання, оплавлення і випар оброблюваної ділянки. Ці витрати зростають при необхідності різання виробів, що мають великі габаритні розміри. Крім того, різання великих виробів може бути пов'язане з виконанням робіт на висоті, а відомий пристрій не дозволяє оперативно управляти процесом без застосування складної і дорогої допоміжної техніки. Це збільшує собівартість робіт і обмежує область їхнього виконання, особливо при різанні виробів, що характеризуються складною конфігурацією. Найбільш близьким технічним рішенням, вибраним як прототип, є пристрій механічного різання виробів, що являє собою корпус, у якому розміщений привод, з'єднаний за допомогою передавального механізму з диском, виконаним з абразивного матеріалу (http://www.makita.net.ru/uglovie_shlifmashini.html). Недоліком відомого пристрою є те, що різання здійснюється диском, що представляє масу абразивного матеріалу, частки якого заданого гранулометричного складу склеєні або спечені між собою. Для збільшення експлуатаційного ресурсу усередині диска можуть бути розміщені армуючі елементи, які підвищують жорсткість диска і попереджають його деформацію при обертанні під навантаженням. При різанні металу диск нагрівається, що різко знижує його міцність і зменшує експлуатаційний ресурс, а при різанні високоміцного матеріалу інтенсивне зношування диска значно збільшує вартість виконання робіт, тому що різання виробу здійснюється тільки за рахунок абразивної взаємодії між різальним інструментом і оброблюваним виробом. Всі ці фактори негативно позначаються на вартісних показниках виконуваних робіт і обмежують область застосування пристрою, особливо при необхідності різання зразків, виконаних з високоміцних або легованих сталей. Обробка або різання зазначених виробів стає недоцільною через високу вартість робіт і їхню значну тривалість. Задачею винаходу є вдосконалення конструкції пристрою для різання виробів за рахунок того, що ріжучий елемент пристрою у вигляді диска забезпечує комбінований періодичний абразивний і тепловий вплив на оброблюваний зразок, що приводить до попереднього зменшення міцності металу, доведення його до стану, близького до пластичного. При зниженні міцності поверхні виробу забезпечується можливість абразивного видалення часток розм'якшеного металу. Технічний результат від використання пристрою дозволяє збільшити швидкість різання або обробки металу виробу незалежно від його міцнісних характеристик Використання пристрою знижує собівартість виконання робіт, особливо при необхідності різання високоміцних виробів. Зниження собівартості виконання робіт забезпечується за рахунок попереднього теплового впливу на поверхню оброблюваного виробу, зниження його міцності або приведення його в пластичний стан з наступним абразивним впливом. Це дозволяє зменшити витрати часу на виконувані роботи і зменшити витрати ріжучих абразивних дисків за рахунок зменшення їхнього зношування. Поставлена задача вирішується за рахунок того, що пристрій для абразивно-лазерного різання включає несучий корпус із приводом, що має передавальний механізм, виконаний з можливістю обертання кола з абразивного матеріалу. 1 UA 99558 C2 5 10 15 20 25 30 35 40 45 50 55 Відповідно до винаходу, корпус зв'язаний з лазерним пристроєм, виконаним з можливістю подачі лазерного променя в передавальний світловод, вихідна торцева частина якого орієнтована співвісно з торцевими частинами періодично розташованих робочих світловодів, які розміщені радіально і періодично в тілі диска з абразивного матеріалу, при цьому зовнішня торцева частина робочих світловодів розташована на бічній утворюючого абразивного кола, а внутрішня торцева частина робочих світловодів розташована на кільцевому виступі, сформованому на бічній частині абразивного диска. Заявлений винахід ілюструється схемами, де на фіг. 1 показана схема вертикальної проекції взаємного розміщення передавального й робочих світловодів для абразивно-лазерного різання; на фіг. 2 - компоновочна схема вертикальної проекції пристрою для абразивно-лазерного різання; на фіг. 3 - вертикальна проекція бічної частини абразивно-лазерного диска; на фіг. 4 - схема вертикальної проекції абразивно-лазерного диска. Пристрій для абразивно-лазерного різання містить несучий корпус 1 із приводом оснащеним передавальним механізмом, виконаним з можливістю обертання диска 2 з абразивного матеріалу. Корпус 1 пов'язаний з лазерним пристроєм 3. Лазерний пристрій 3 оснащений передавальним світловодом 4. Кінцеву частину передавального світловода 4 розташовують у зоні обертового диска 2. У тілі світловода 2 з абразивного матеріалу радіально і періодично розташовані робочі світловоди 5. Вісь торцевої частини передавального світловода 4 орієнтована співвісно з робочими світловодами 5. Зовнішня торцева частина робочих світловодів 5 розташована на бічній утворюючій абразивного диска 2, а внутрішня торцева частина світловодів 5 розташована на кільцевому виступі 6 на бічній частині абразивного диска 2. Різання металевого виробу 7 здійснюються за рахунок абразивного впливу диска 2 і теплового впливу лазерного променя, що надходить по передавальному світловоду 4 і далі послідовно по робочих радіально розташованих світловодах 5. Пристрій працює в такий спосіб. Механічна частина пристрою являє собою електричний або пневматичний привод, розташований у корпусі 1. Вал привода за допомогою передавального механізму або зубчастого редуктора пов'язаний з диском 2, виконаним з абразивного матеріалу. Диск 2 може бути виконаний цільним або мати армування для підвищення його механічної міцності або підвищення ефективності різання матеріалу. Диск 2 обертається із заданою швидкістю, що залежить від швидкості обертання вала привода і передаточного числа механізму взаємодіючого з диском 2. У заявленому пристрої в тілі абразивного диска 2 при його виготовленні радіально розміщають робочі світловоди 5. Крок розміщення світловодів залежить від призначення абразивного диска 2, швидкості його обертання і матеріалу, який розрізається. У корпус 1 пристрою зв'язують з лазерним пристроєм 3, параметри якого залежать від варіанта його виконання і енергетичної потужності. При роботі лазер 3 генерує промінь значної енергетичної потужності і передає його по передавальному світловоду 4, кінцеву частину якого розміщають безпосередньо в бічній частині абразивного диска 2. Зовнішня частина радіально розміщених робочих світловодів 5 розташована на бічній утворюючій абразивного кола 4, а внутрішня торцева частина світловодів 5 розташована на кільцевому виступі 6 на бічній частині абразивного диска 2. Розташування торцевих частин робочих світловодів 5 на кільцевому виступі 6 сприяє ефективній передачі енергії лазерного променя від передавального світловода 4 через робочий світловод 5 на поверхню, що обробляється. При використанні пристрою реалізується ефект попереднього розігріву оброблюваної ділянки, доведення її поверхні до пластичного стану, після чого на поверхню виробу 7 впливають абразивами для видалення ділянки і підготовки її для наступного безконтактного теплового впливу. При роботі пристрою включають лазерний пристрій 3, за допомогою якого формують тепловий потік високої інтенсивності, після цього включають привод пристрою і доводять обертання відрізного диска 2 до експлуатаційних параметрів. Обертовий диск 2 підносять до оброблюваного виробу 7 для наступного розрізання. При обертанні диска 2 імпульси лазерного потоку передаються по світловоду 4, по якому тепловий потік подається до обертового диска 2 пристрою. 2 UA 99558 C2 5 10 15 20 25 30 35 40 45 50 Диски 2 можуть відрізнятися по типах, які визначаються по оброблюваному матеріалу, його міцності, тугоплавкості. Крім того, різні диски 2 можуть бути залежно від швидкості їхнього обертання приводами пристрою. Розташовані радіально, робочі світловоди 5 розташовуються за заданій відстані один від одного. Ця відстань визначається залежно від швидкості обертання диска 2, фізико-механічних властивостей оброблюваного матеріалу, а також інтенсивності лазерного променя і частоти його впливу на оброблюваний матеріал 7. Тому що світловоди в диску розташовуються радіально, то й вплив на оброблюваний матеріал 7 здійснюється періодично. Зовнішня частина (зовнішня торцева частина) світловода 5 розташовується на бічній твірній диска 2 безпосередньо в зоні контакту диска 2 з оброблюваною поверхнею 7. Внутрішня частина робочого світловода 5 виходить із внутрішньої частини диска 2 і розташовується на кільцевому виступі 6. Це найбільш оптимальний варіант розташування торцевої частини світловода 5, що дозволяє контактувати з основним, передавальним світловодом 4, пов'язаним із джерелом лазерного променя. При сполученні торцевих частин світловодів 4, 5 відбувається подальша передача потоку на зовнішню частину, що контактує з оброблюваною поверхнею 7. При різанні виробу 7 високоенергетичний лазерний промінь, що надходить на оброблювану поверхню, приводить її в пластичний стан на незначну глибину. Значна глибина впливу не потрібна, тому що може відбуватися поглинання тепла тілом виробу і, відповідно, знижується ефективність різання металу. Після розм'якшення поверхні і переміщення світловода за зону впливу, на розм'якшену пластичну поверхню впливає абразивна маса самого відрізного диска 2. Абразивні частки, закріплені до диска 2, зрізують розм'якшений матеріал виробу на всю глибину впливу. При такій роботі відрізного диска 2 робота абразивних часток полягає не в подоланні опору матеріалу, а на зняття розм'якшеної його частини і видалення за зону впливу за рахунок передачі йому кінетичної енергії відрізного диска 2. Після зняття втратившого міцність шару, абразивний диск 2 продовжує своє обертання і підводить до місця різання черговий робочий світловод, що одночасно сполучається зі світловодом лазерного пристрою 3 і місцем впливу на матеріал, що розрізається. Після цього цикл повторюється в міру обертання диска, що розрізає матеріал, за рахунок втрати його міцності під впливом лазерного променя, і абразивних часток. Проведені дослідження показали, що пристрій дозволяє забезпечити високу швидкість різання металу, незалежно від його міцнісних характеристик. Отримані результати показали, що використання лазерного променя для зниження міцності матеріалу, дозволяє збільшити швидкість різання на 20-30 %. Крім того, за рахунок того, що зменшується тиск на абразивний диск, зменшується його зношування і, відповідно, збільшується експлуатаційний ресурс для використання його як ріжучого інструмента. ФОРМУЛА ВИНАХОДУ Пристрій для абразивно-лазерногорізання, що включає несучий корпус із приводом, що має передавальний механізм, виконаний з можливістю обертання диска з абразивного матеріалу, який відрізняється тим, що корпус зв'язаний з лазерним пристроєм, виконаним з можливістю подачі лазерного променя в передавальний світловод, вихідна торцева частина якого орієнтована співвісно з торцевими частинами періодично розташованих робочих світловодів, які розміщені радіально і періодично в тілі диска з абразивного матеріалу, при цьому зовнішня торцева частина робочих світловодів розташована на бічний твірній абразивного диска, а внутрішня торцева частина робочих світловодів розташована на кільцевому виступі, сформованому на бічній частині абразивного диска. 3 UA 99558 C2 4 UA 99558 C2 Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюBielov's device for laser abrasive cutting
Автори англійськоюBielov Mykhailo Hennadiiovych
Назва патенту російськоюУстройство белова для абразивно-лазерного резания
Автори російськоюБелов Михаил Геннадьевич
МПК / Мітки
МПК: B23K 28/00, B23K 26/38
Мітки: абразивно-лазерного, різання, бєлова, пристрій
Код посилання
<a href="https://ua.patents.su/7-99558-pristrijj-behlova-dlya-abrazivno-lazernogo-rizannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій бєлова для абразивно-лазерного різання</a>
Спосіб визначення режиму лазерного різання заготовок різної товщини
Номер патенту: 58166
Опубліковано: 11.04.2011
Автори: Лавріненков Евгеній Олександрович, Котляров Валерій Павлович
МПК: B23K 26/38
Мітки: лазерного, режиму, спосіб, різної, товщини, заготовок, різання, визначення
Формула / Реферат:
1. Спосіб визначення режиму лазерного різання заготовок різної товщини, при якому різ формують сфокусованим лазерним випромінюванням постійної потужності і струменем газу, і за сигналом із зони обробки встановлюють швидкість різання для кожної товщини, відповідну формуванню кромок без облою та грату, який відрізняється тим, що з метою підвищення продуктивності різ формують на заготовці змінної товщини за один прохід.2. Спосіб за п. 1,...
Пристрій для різання сталевих, чавунних труб, виробів із залізобетону
Номер патенту: 9703
Опубліковано: 17.10.2005
Автори: Дзюбенко Руслан Васильович, Бланар Олег Володимирович, Рафалович Михайло Григорович
МПК: G21F 5/005
Мітки: пристрій, труб, виробів, сталевих, чавунних, залізобетону, різання
Формула / Реферат:
1. Пристрій для різання сталевих, чавунних труб, виробів із залізобетону, що містить раму, механізм обертання диска пили, який відрізняється тим, що на рамі встановлений двигун приводу подачі повзуна з диском пили, ходовий гвинт подачі повзуна, напрямні колонки.2. Пристрій за п.1, який відрізняється тим, що рама оснащена призмою, яка базується на виріб, що обробляється.
Спосіб лазерного різання з допоміжним водяним струменем
Номер патенту: 55060
Опубліковано: 17.03.2003
Автори: Кадан Віктор Миколайович, Блонський Іван Васильович
МПК: B23K 26/00
Мітки: різання, лазерного, спосіб, струменем, водяним, допоміжним
Формула / Реферат:
Спосіб лазерного різання з допоміжним водяним струменем, згідно з яким лазерний промінь направляють на матеріал, що оброблюється, у тому ж напрямку подають струмінь захисного газу, в ту ж саму точку направляють струмінь води під тиском, який відрізняється тим, що обробка здійснюється циклічно, спочатку на визначений час включають лазерний промінь, а після його включення на ту ж саму точку матеріалу під тиском подають струмінь води, потім...
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/14, G02B 6/00, B23K 26/00
Мітки: стиків, зварювання, різання, використання, спосіб, лазерного, нерухомих, кільцевих, трубопроводів, світловод
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Пристрій для різання матеріалу
Номер патенту: 9988
Опубліковано: 17.10.2005
Автор: Любов Андрій Іванович
МПК: B26D 1/01
Мітки: різання, матеріалу, пристрій
Формула / Реферат:
Пристрій для різання матеріалу, що містить різальний інструмент у вигляді нескінченної струни, встановлений на рухомій рамі, який відрізняється тим, що пристрій містить станину, на якій встановлений копір у вигляді диска з канавками, що повторюють форму виробу і задають траєкторію руху рами, візок для подачі матеріалу на різання, а різальна поверхня нескінченної струни виконана у вигляді хвилеподібного накручування.
Попередній патент: Спосіб одержання складнолегованих порошків на основі кобальту
Наступний патент: Пристрій для біологічного очищення нафтовмісних вод на суднах
Випадковий патент: Ендопротез проксимального відділу плечової кістки