Спосіб обробки конічного отвору
Номер патенту: 100159
Опубліковано: 10.07.2015
Автори: ОБОРСЬКИЙ ГЕННАДІЙ ОЛЕКСАНДРОВИЧ, Голобородько Ганна Михайлівна, Перпері Людмила Михайлівна, Оргиян Олександр Андрійович

Формула / Реферат
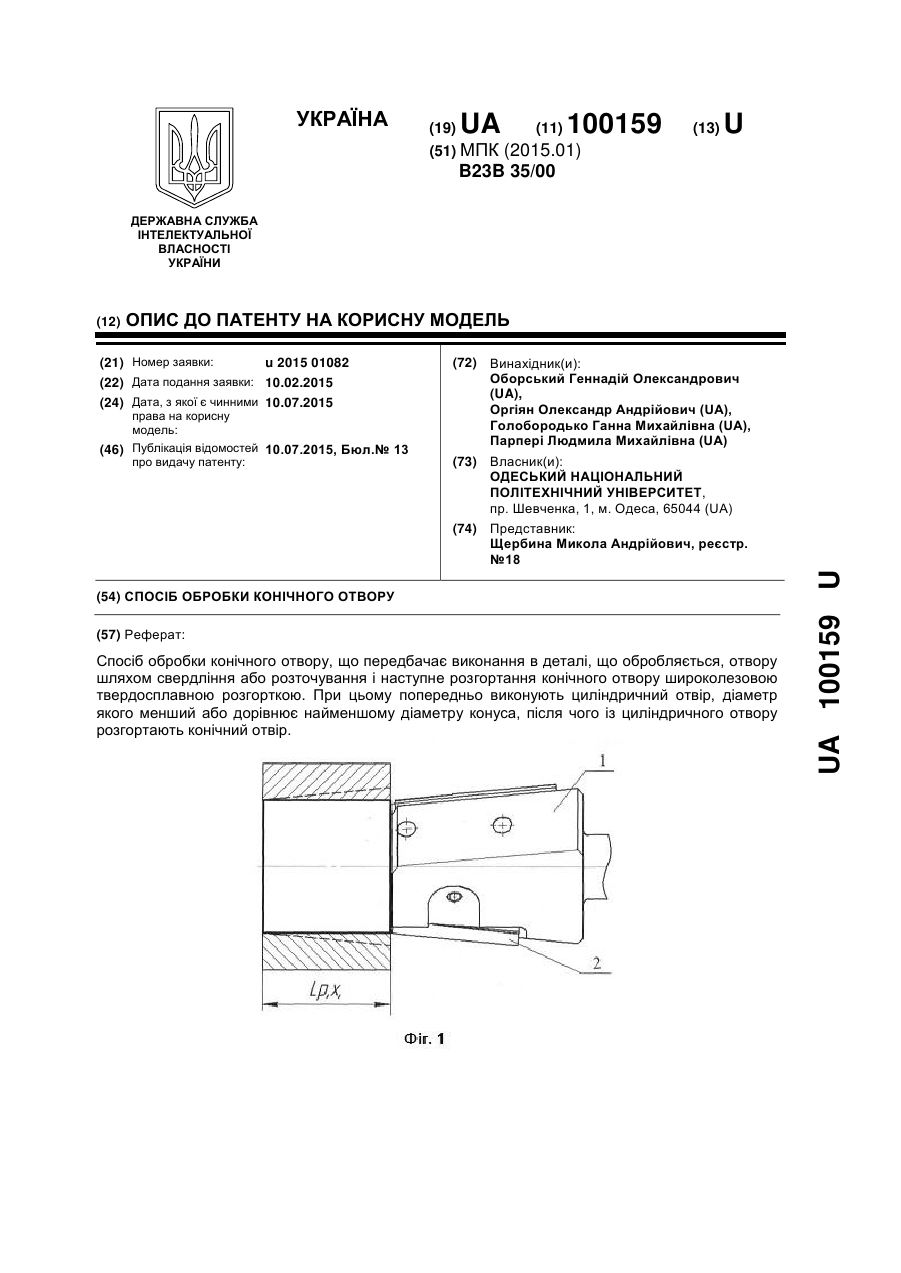
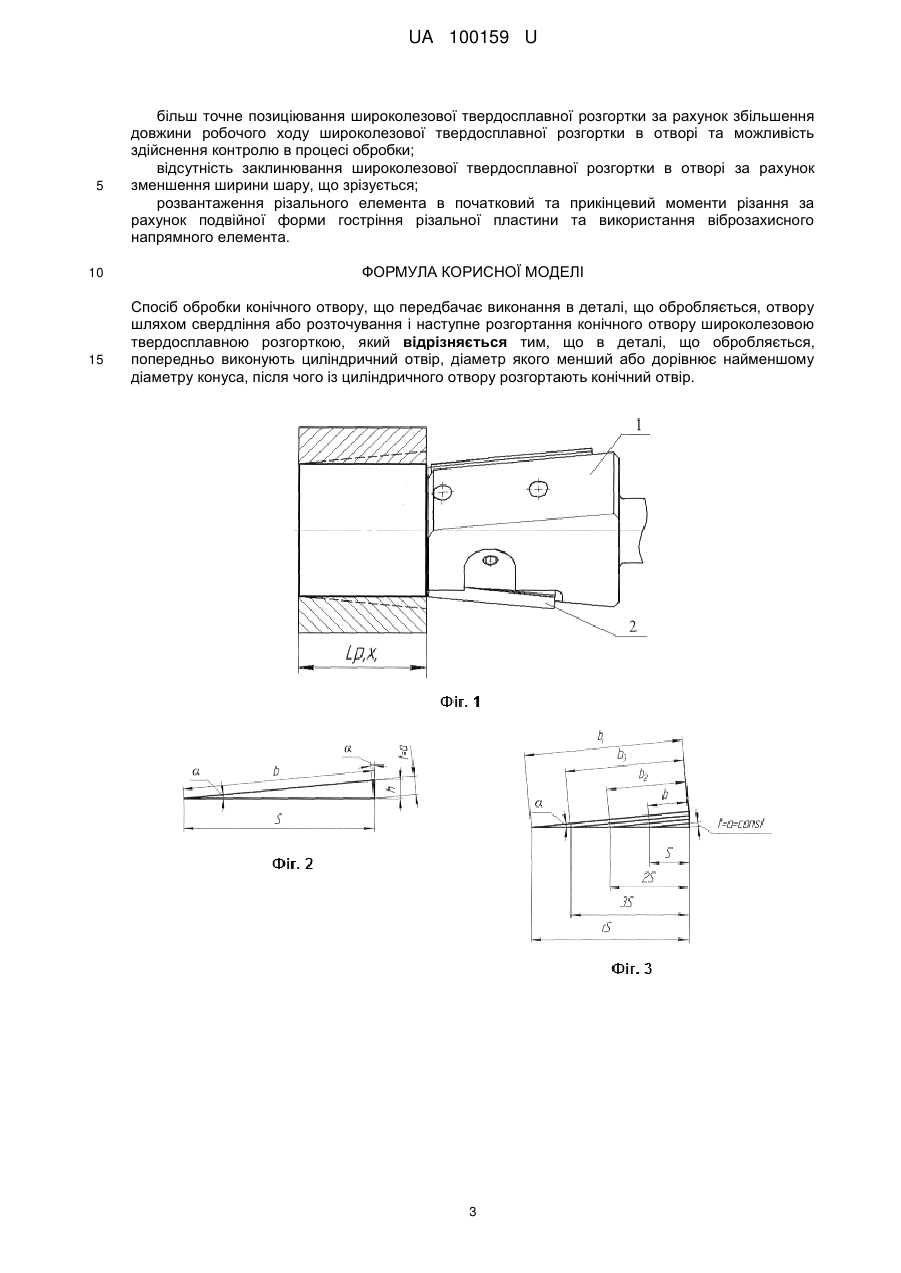
Спосіб обробки конічного отвору, що передбачає виконання в деталі, що обробляється, отвору шляхом свердління або розточування і наступне розгортання конічного отвору широколезовою твердосплавною розгорткою, який відрізняється тим, що в деталі, що обробляється, попередньо виконують циліндричний отвір, діаметр якого менший або дорівнює найменшому діаметру конуса, після чого із циліндричного отвору розгортають конічний отвір.
Текст
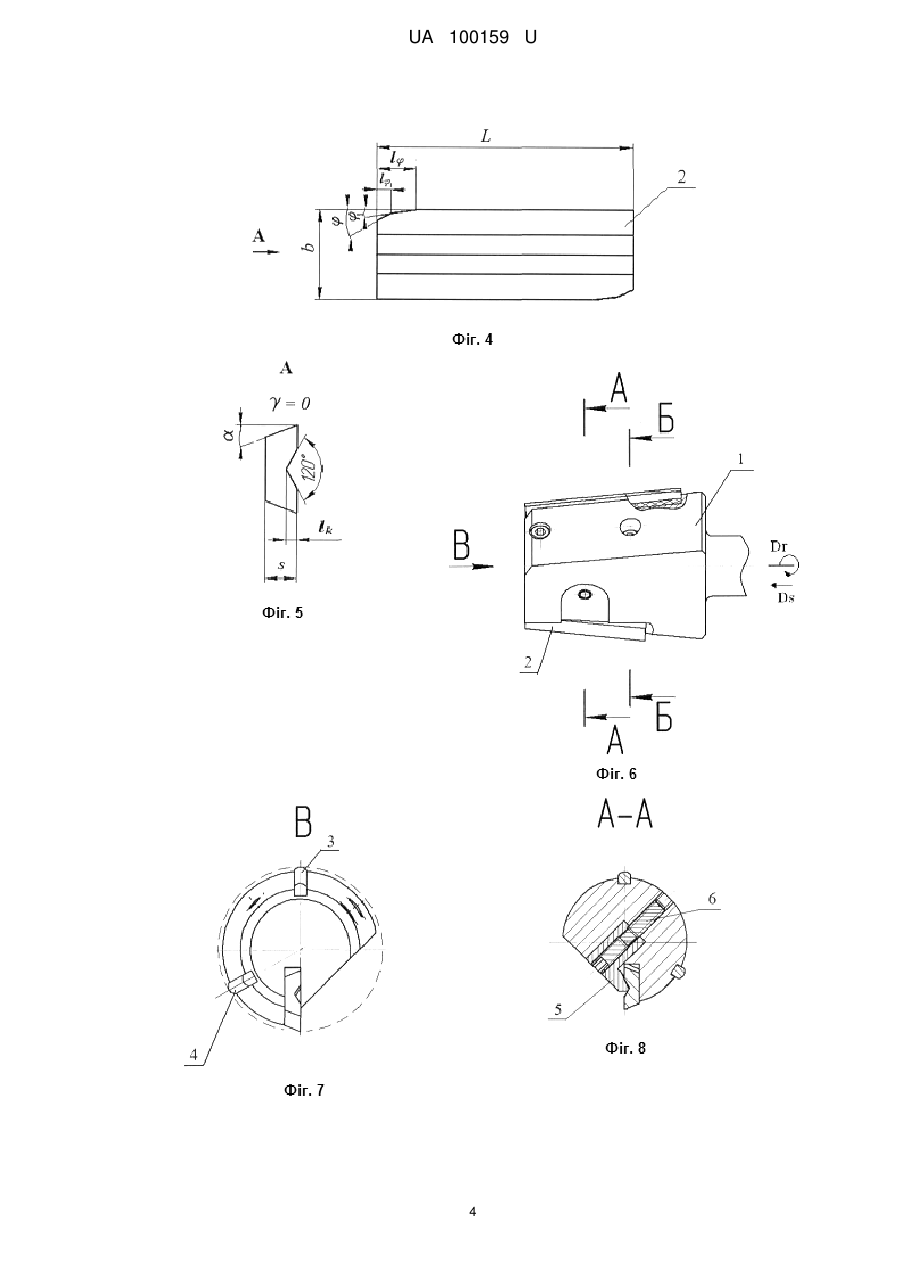
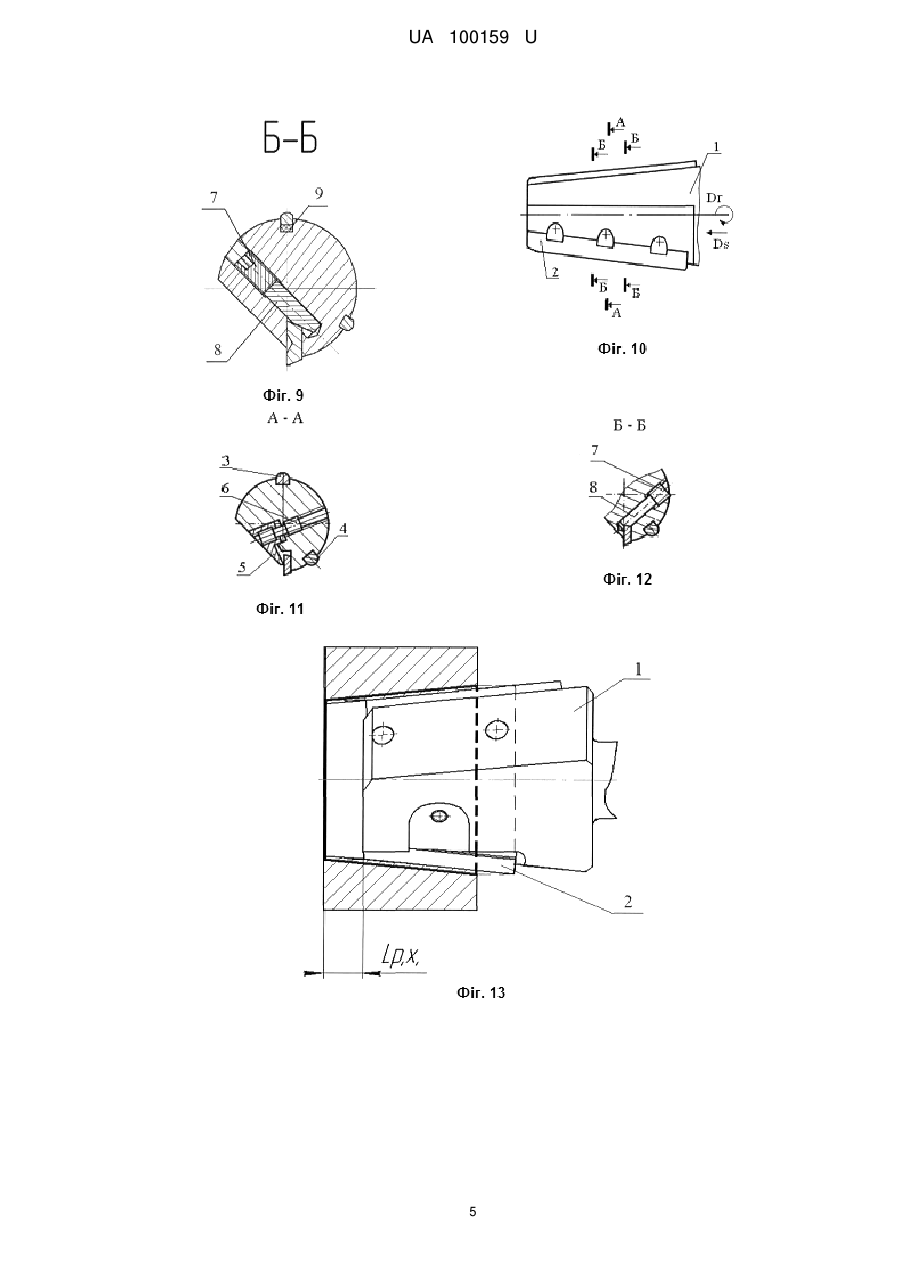
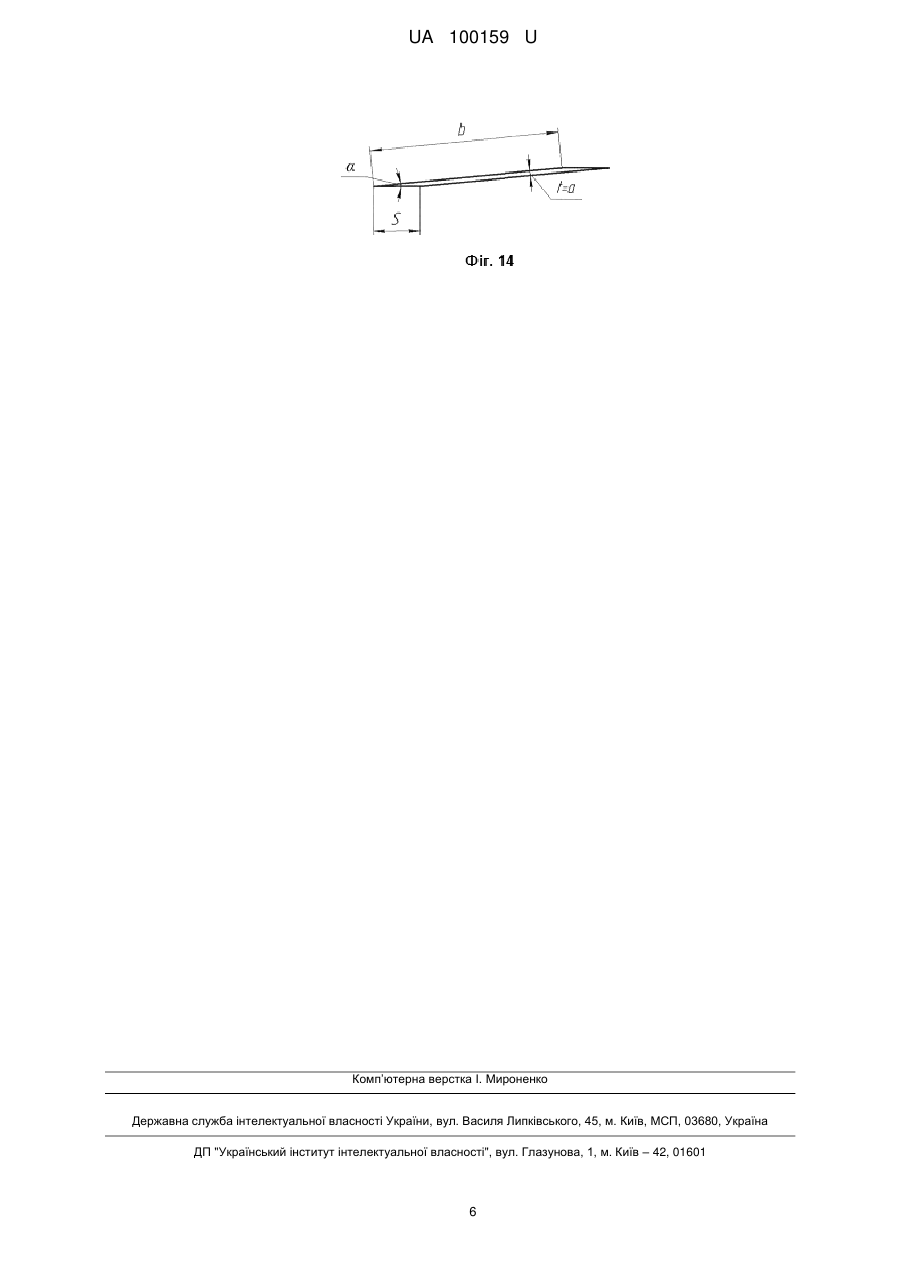
Реферат: Спосіб обробки конічного отвору, що передбачає виконання в деталі, що обробляється, отвору шляхом свердління або розточування і наступне розгортання конічного отвору широколезовою твердосплавною розгорткою. При цьому попередньо виконують циліндричний отвір, діаметр якого менший або дорівнює найменшому діаметру конуса, після чого із циліндричного отвору розгортають конічний отвір. UA 100159 U (12) UA 100159 U UA 100159 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металообробки, зокрема до обробки різальними інструментами, і може бути використана при розгортанні точних конічних отворів. Найбільш близьким до корисної моделі, що заявляється, є спосіб обробки конічного отвору широколезовою твердосплавною розгорткою (див. Джугурян Т. Г. Комбинированная обработка точных координированных отверстий / Т.Г. Джугурян - Одесса: АО "БАХВА", 2003. - С. 70-71). Відповідно до вказаного способу, в деталі, що обробляється, попередньо виконують конічний отвір шляхом розгортання звичайною конічною багатолезовою розгорткою. На фіг. 10, 11,12 показана широколезова регульована розгортка, за допомогою якої розгортають конічний отвір, а на фіг. 13, 14 - схема обробки конічного отвору вказаним способом. Корпус розгортки 1 оснащений робочими елементами: різальною 2 та двома напрямними опорною 3, бічною 4 пластинами. Різальна пластина 2 фіксується жорстко в осьовому напрямку штифтом. Затискають різальну пластину 2 прихоплювачем 5 з диференційним гвинтом 6. Настроювання на розмір різальної пластини 2 в радіальному напрямку здійснюють за допомогою регульованих гвинтів 7 та штовхачів 8, що розташовані в радіальних отворах корпусу. Різальна пластина 2 непереточувана двостороння (при зношуванні повертається на 180°) з канавкою для закріплення прихоплювачем 5. Даний спосіб вибрано прототипом. Прототип і корисна модель, що заявляється, мають наступні спільні ознаки: виконання в деталі, що обробляється, отвору шляхом свердління або розточування; розгортання конічного отвору широколезовою твердосплавною розгорткою. Але способу за прототипом притаманні наступні недоліки. По-перше, цим способом можливо здійснювати обробку тільки після попередньої обробки та придания отвору конічної форми в межах поля допуску - у зв'язку зі зміною розмірів оброблюваного отвору (див. Справочник технолога-машиностроителя. В 2-х т. Т. 1./ Под ред. А. Г. Косиловой, Р. К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. - С. 315). По-друге, довжина робочого ходу LPX. за таким способом обмежена величиною припуску на обробку. За рахунок обмеження довжини робочого ходу навантаження на різальній пластині буде нерівномірним. Величина припуску при роботі даною широколезовою твердосплавною розгорткою складає від 15 до 100 мкм, тобто обробка конічних отворів здійснюється від двох до десяти обертів, з урахуванням величини подачі S=0,05…0,1 мм/об., довжина робочого ходу складатиме від 0,1 до 1 мм. За кожний оберт широколезовою твердосплавною розгорткою різальна пластина знімає шар металу шириною b, яка буде дорівнювати величині утворювальної конічної ділянки, та товщиною а, яка буде дорівнювати величині глибини різання за один оберт інструменту а = t. Через те, що при кожному оберті широколезової твердосплавної розгортки стружка буде зніматися досить широким перерізом, Існує імовірність заклинювання широколезової твердосплавної розгортки в отворі при попаданні стружки між задньою поверхнею різального леза та поверхнею отвору. В основу корисної моделі поставлено задачу створити спосіб обробки конічного отвору, який забезпечує збільшення довжини робочого ходу інструмента в отворі, зменшення ширини шару, що зрізується, та більш рівномірне навантаження робочих елементів. Поставлена задача вирішена в способі обробки конічного отвору, що передбачає виконання в деталі, що обробляється, отвору шляхом свердління або розточування і наступне розгортання конічного отвору широколезовою твердосплавною розгорткою, тим, що, на відміну від прототипу, в деталі, що обробляється, попередньо виконують циліндричний отвір, діаметр якого менший або дорівнює найменшому діаметру конуса, після чого із циліндричного отвору розгортають конічний отвір. Новим в корисній моделі, що заявляється, є те, що в деталі, що обробляється, попередньо виконують ЦИЛІНДРИЧНИЙ отвір, діаметр якого менший або дорівнює найменшому діаметру конуса отвору. На відміну від способу, що заявляється, відомі способи обробки конічного отвору, в тому числі і прототип, передбачають виконання конічного отвору, який далі розгортають широколезовою твердосплавною розгорткою. Спосіб, що заявляється, ілюструється кресленням, де: фіг. 1 - схема обробки; фіг. 2 - форма перерізу шару, що зрізується на першому оберті; фіг. 3 - форма повного перерізу шару, що зрізується; фіг. 4 - непереточувальна двостороння різальна пластина, вид спереду; фіг. 5 - непереточувальна двостороння різальна пластина, від зліва; 1 UA 100159 U 5 10 15 20 25 30 35 фіг. 6 - конструкція широколезової твердосплавної розгортки з віброзахисним елементом, вид спереду; фіг. 7 - конструкція широколезової твердосплавної розгортки з віброзахисним елементом, вид зліва; фіг. 8 - переріз А-А широколезової твердосплавної розгортки з віброзахисним елементом; фіг. 9 - переріз Б-Б широколезової твердосплавної розгортки з віброзахисним елементом; фіг. 10 - широколезова твердосплавна регульована розгортка за прототипом; фіг. 11 - переріз А - А широколезової твердосплавної розгортки за прототипом; фіг. 12 - переріз Б - Б широколезової твердосплавної розгортки за прототипом; фіг. 13 - схема обробки конічного отвору за прототипом; фіг. 14 - форма перерізу шару, що зрізують при обробці за прототипом. Обробку конічних отворів здійснюють таким чином. У заготовці на універсальному верстаті з ЧПК з автоматичною зміною інструменту, попередньо виконують циліндричний отвір свердлінням або розточуванням до діаметра, який дорівнює найменшому діаметру заданого конуса або є трохи меншим, Чистову обробку здійснюють широколезовою твердосплавною розгорткою, котру установлюють на тому ж верстаті з ЧПК після попередньої обробки. Широколезова твердосплавна розгортка (див. фіг. 6, 7, 8, 9) містить корпус 1, в якому установлені робочі елементи: різальна 2 та дві напрямні опорна 3 і бічна 4 пластини. Різальна пластина 2 затискається прихоплювачем 5 із з диференційним гвинтом 6. Настроювання на розмір різальної пластини 2 в радіальному напрямку здійснюють за допомогою регульованих гвинтів 7 та штовхачів 8, що розташовані в радіальних отворах корпусу 1. Різальна пластина 2 виконана непереточуваною двосторонньою (при зношуванні повертається на 180°) з канавкою для закріплення прихоплювачем 5. Опорна напрямна пластина 3 та пружний елемент 9, виконаний з маслостійкої гуми, утворюють віброзахисний елемент (окремою позицією не показано). Пружний елемент 9, який має високу демпфуючу здатність, установлений під опорною напрямною пластиною 3, яка розташована діаметрально протилежно. Пружний елемент 9 установлений на 1/3 довжини опорної напрямної пластини 3, товщина пружного елемента 9=0,2….0,8 мм. Широколезовій твердосплавній розгортці задається головний обертальний рух та поступальний рух подачі. -1 Частота обертання знаходиться у діапазоні n=150…250 хв , подача S=0,05…0,1 мм/об. Довжина робочого ходу LP.X. за таким способом дорівнюватиме довжині отвору, який оброблюється. Шлях різання, який проходить кожна точка різальної кромки, залежить від діаметру, тому за таким способом точки різальної кромки, які знаходяться на найменшому діаметрі, проходять через всю довжину отвору, точки, які знаходяться на більшому діаметрі, проходять частину довжини отвору; але шлях різання з урахуванням діаметра майже однаковий з точками меншого діаметра, тому різальна пластина 2 отримує навантаження більш рівномірне та зношування буде меншим. При обробці з циліндричного отвору (показано на фіг. 2, 3) переріз шару, який зрізується, буде поступово змінюватися та ширина b збільшуватися пропорційно n S 40 45 50 55 bi i 1 cos . На останньому кількості обертів, тобто ширина на і-му оберті буде дорівнювати: оберті ширина шару, який зрізується, буде дорівнювати довжині утворювальної. Товщина шару а, яка зрізується, буде дорівнювати величині глибини різання за один оберт широколезової . твердосплавної розгортки, та залежить від величини подачі: а = t=h cos α = const, де h=Stgα. За таким способом можливе здійснення контролю у процесі обробки, завдяки попередньому розрахунку величини кількості обертів i=LP.X./S, та непотрібне декілька додаткових обертів з метою виважування за відсутністю подачі. Для розвантаження різальної пластини 2 в початковий момент різання (врізання) геометрія повинна бути з подвійним гострінням, а саме під кутами φ та φ 1 (фіг. 4). Співвідношення розмірів кутів φ та φ1 до лінійних розмірів 1φ та 1φ1 вибираються залежно від матеріалів. Для розвантаження різальної пластини 2 наприкінці обробки, з урахуванням збільшення величини ширини шару, який зрізується (на більшому діаметрі), доцільно застосовувати віброзахисний напрямний елемент (окремою позицією непоказано), що складається з опорної напрямної пластини 3 та пружного елемента 9. Пружний елемент 9 необхідно встановлювати під опорну, діаметрально протилежну напрямну пластину 3, у зв'язку з тим, що вона сприймає більшу частину динамічного навантаження (75…85 %) від сили різання, яка діє на різальну пластину 2. Заявлений спосіб забезпечує: 2 UA 100159 U 5 10 15 більш точне позиціювання широколезової твердосплавної розгортки за рахунок збільшення довжини робочого ходу широколезової твердосплавної розгортки в отворі та можливість здійснення контролю в процесі обробки; відсутність заклинювання широколезової твердосплавної розгортки в отворі за рахунок зменшення ширини шару, що зрізується; розвантаження різального елемента в початковий та прикінцевий моменти різання за рахунок подвійної форми гостріння різальної пластини та використання віброзахисного напрямного елемента. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки конічного отвору, що передбачає виконання в деталі, що обробляється, отвору шляхом свердління або розточування і наступне розгортання конічного отвору широколезовою твердосплавною розгорткою, який відрізняється тим, що в деталі, що обробляється, попередньо виконують циліндричний отвір, діаметр якого менший або дорівнює найменшому діаметру конуса, після чого із циліндричного отвору розгортають конічний отвір. 3 UA 100159 U 4 UA 100159 U 5 UA 100159 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюOrhiian Oleksandr Andriiovych
Автори російськоюОргиян Александр Андреевич
МПК / Мітки
МПК: B23B 35/00
Мітки: спосіб, отвору, конічного, обробки
Код посилання
<a href="https://ua.patents.su/8-100159-sposib-obrobki-konichnogo-otvoru.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки конічного отвору</a>
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування
Номер патенту: 90699
Опубліковано: 10.06.2014
Автори: Геворкян Едвін Спартакович, Мельник Ольга Михайлівна, Пушкар Петро Вікторович
Мітки: отвору, змішування, гідроабразивного, виготовлення, трубки, обробки, спосіб, сопла
Формула / Реферат:
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування, що включає послідовну установку в корпус сопла дисків, який відрізняється тим, що диски виготовляють з керамічного композиційного або надтвердого матеріалу (кубічний нітрид бору, синтетичний алмаз, сапфір) з центральним каналом, причому запресовують потім в спеціальну трубочку з інструментальної сталі У10А, 9ХС, ХВГ, 5ХНМ, з утворенням робочої частини сопла і...
Спосіб обробки коротких шлункових судин при лапароскопічній фундоплікації по ніссену з приводу грижі стравохідного отвору діафрагми
Номер патенту: 73820
Опубліковано: 10.10.2012
Автори: Шаповалова Юлія Олександрівна, Мате Віталій Васильович, Гринцов Олександр Григорович, Совпель Олег Володимирович
МПК: A61B 17/00
Мітки: фундоплікації, коротких, спосіб, шлункових, отвору, стравохідного, грижі, діафрагми, приводу, обробки, ніссену, лапароскопічній, судин
Формула / Реферат:
Спосіб обробки коротких шлункових судин при лапароскопічній фундоплікації по Ніссену з приводу грижі стравохідного отвору діафрагми, який включає перетин шлунково-селезінкової зв'язки, гемостаз коротких шлункових судин, який відрізняється тим, що перетинання малого сальника, де розташовані короткі судини шлунка, проводять після того, як на необхідній відстані виконано в ньому «вікно», в яке на всю товщу малого сальника накладають...
Спосіб виміру площі стравохідного отвору діафрагми у пацієнтів із грижами стравохідного отвору діафрагми
Номер патенту: 62024
Опубліковано: 10.08.2011
Автори: Нікішаєв Володимир Іванович, Михальчевський Валентин Петрович, Міхальчевський Петро Семенович
МПК: A61B 17/00, A61B 5/107, A61B 1/273
Мітки: діафрагми, площі, отвору, пацієнтів, грижами, виміру, стравохідного, спосіб
Формула / Реферат:
Спосіб виміру площі стравохідного отвору діафрагми у пацієнтів із грижами стравохідного отвору діафрагми, що базується на вимірюванні сагітального (R) та поперечного (s) розмірів стравохідного отвору, який відрізняється тим, що поперечний розмір визначається після розведення ніжок діафрагми шляхом відведення правої ніжки діафрагми за рахунок тракції останньої за допомогою ендоскопічної лінійки вправо, а лівої ніжки - затискачем вліво; після...
Апарат та спосіб закривання або відкривання отвору, особливо донного отвору бункера, для матеріалу доменної печі, і доменна піч, що має такий апарат
Номер патенту: 100838
Опубліковано: 11.02.2013
Автор: Ірніх Франц-Йозеф
МПК: B65D 88/26, F27D 3/10, F27B 1/20, C21B 7/18
Мітки: спосіб, закривання, має, особливої, доменної, бункера, апарат, донного, отвору, матеріалу, доменна, відкривання, піч, печі
Формула / Реферат:
1. Апарат для закривання або відкривання випускного отвору (10) завантажувального бункера (11) доменної печі, розташованого над колошником доменної печі, який включає тарілчасту заслінку (12), встановлену з можливістю переміщення у відкрите положення, в якому випускний отвір (10) відкрито, та в закрите положення, в якому випускний отвір (10) замкнено, та навпаки, який відрізняється тим, що тарілчаста заслінка (12) з'єднана з привідним...
Вузол конічного роликопідшипника (варіанти)
Номер патенту: 102684
Опубліковано: 12.08.2013
Автори: Масон Майкл, Хуббард Пол А.
МПК: F16C 33/58, B61F 15/00, F16C 19/34, F16C 33/46
Мітки: вузол, варіанти, роликопідшипника, конічного
Формула / Реферат:
1. Вузол конічного роликопідшипника, який містить:внутрішнє кільце підшипника, що має звернену назовні доріжку кочення; зовнішнє кільце підшипника, що має звернену всередину доріжку кочення; розпірку, розташовану поруч із внутрішнім кільцем підшипника; конічні роликові елементи, розташовані між зверненою назовні доріжкою кочення та зверненою всередину доріжкою кочення і такі, що входять з ними у контакт; і...
Попередній патент: Спосіб лікування псоріазу, асоційованого з кардіометаболічними порушеннями
Наступний патент: Спосіб поетапної адаптації рослин-регенерантів magnolia kobus dc. до умов in vivo
Випадковий патент: Похідні бензотіазолу як агенти проти раку