Роторний верстат для магнітно-абразивної обробки
Номер патенту: 104063
Опубліковано: 25.12.2013
Автори: Благодарний Антон Олегович, Овечкін Антон Анатолійович, Матюха Петро Григорович
Формула / Реферат
Роторний верстат для магнітно-абразивної обробки, який містить станину, на якій закріплені один проти одного магнітній індуктор та ротор зі своїми приводами, який відрізняється тим, що ротор виконаний у вигляді диска, на торці якого по колу виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок, при цьому на станині верстата розташовані вузол завантаження та вузол розвантаження заготовок, які на торцевій поверхні ротора утворюють зону обслуговування із зоною завантаження та зоною розвантажування, відповідно, причому під ротором розташований нерухомий диск, в торці якого в зоні розвантаження виконаний наскрізний отвір, що з'єднаний з порожниною ємності для оброблених заготовок, при цьому як робочі органи завантажувального та розвантажувального вузлів використовуються пневматичні циліндри, штоки яких мають можливість контактувати з поверхнею заготовок, а вісь магнітного індуктора розташована відносно осі ротора зі зміщенням, величина якого відповідає залежності:
де Le - величина зміщення осі магнітного індуктора відносно осі ротора;
Rp - радіус ротора;
w - центральний кут, який визначає межі зони обслуговування;
В - ширина на межі зони обслуговування.
Текст
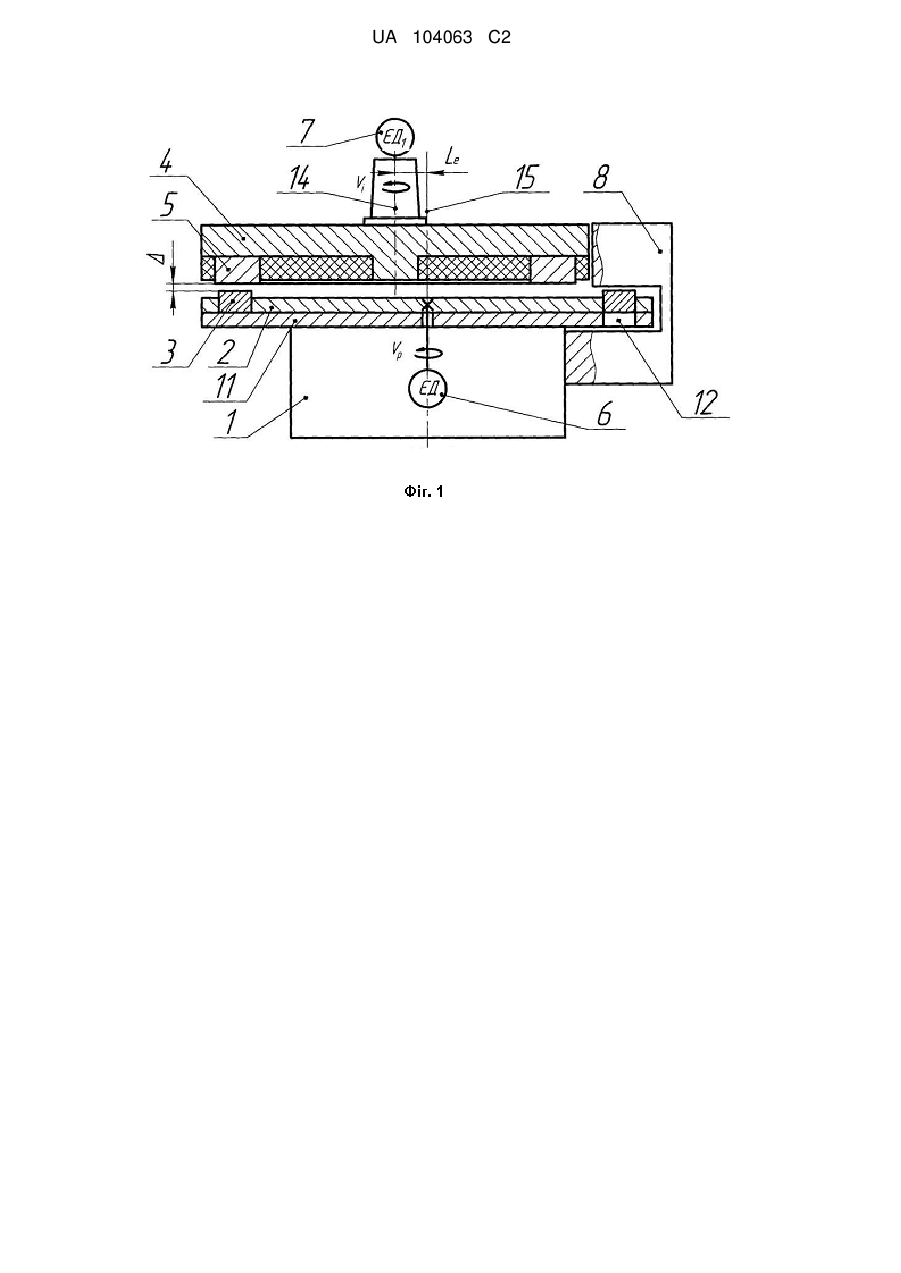
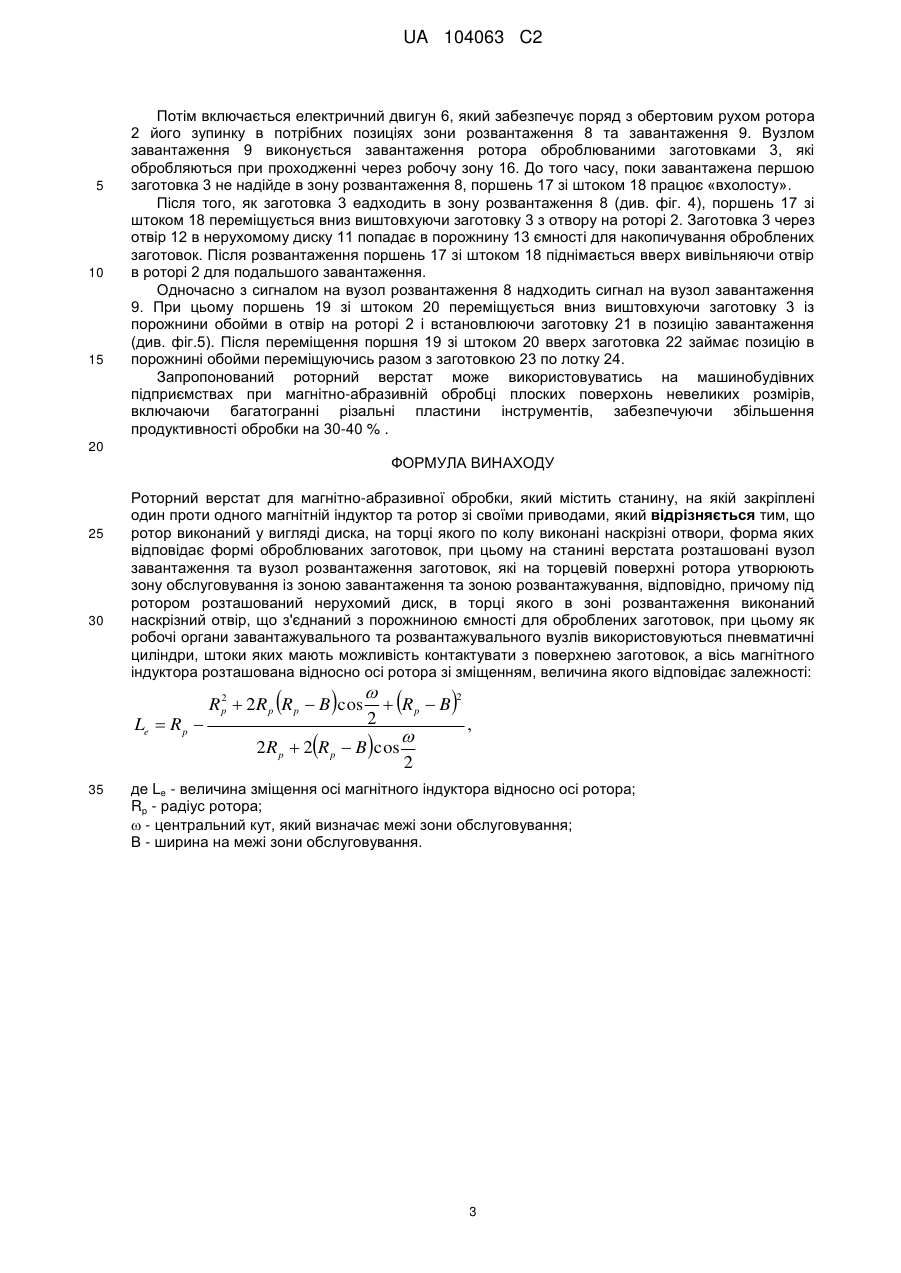
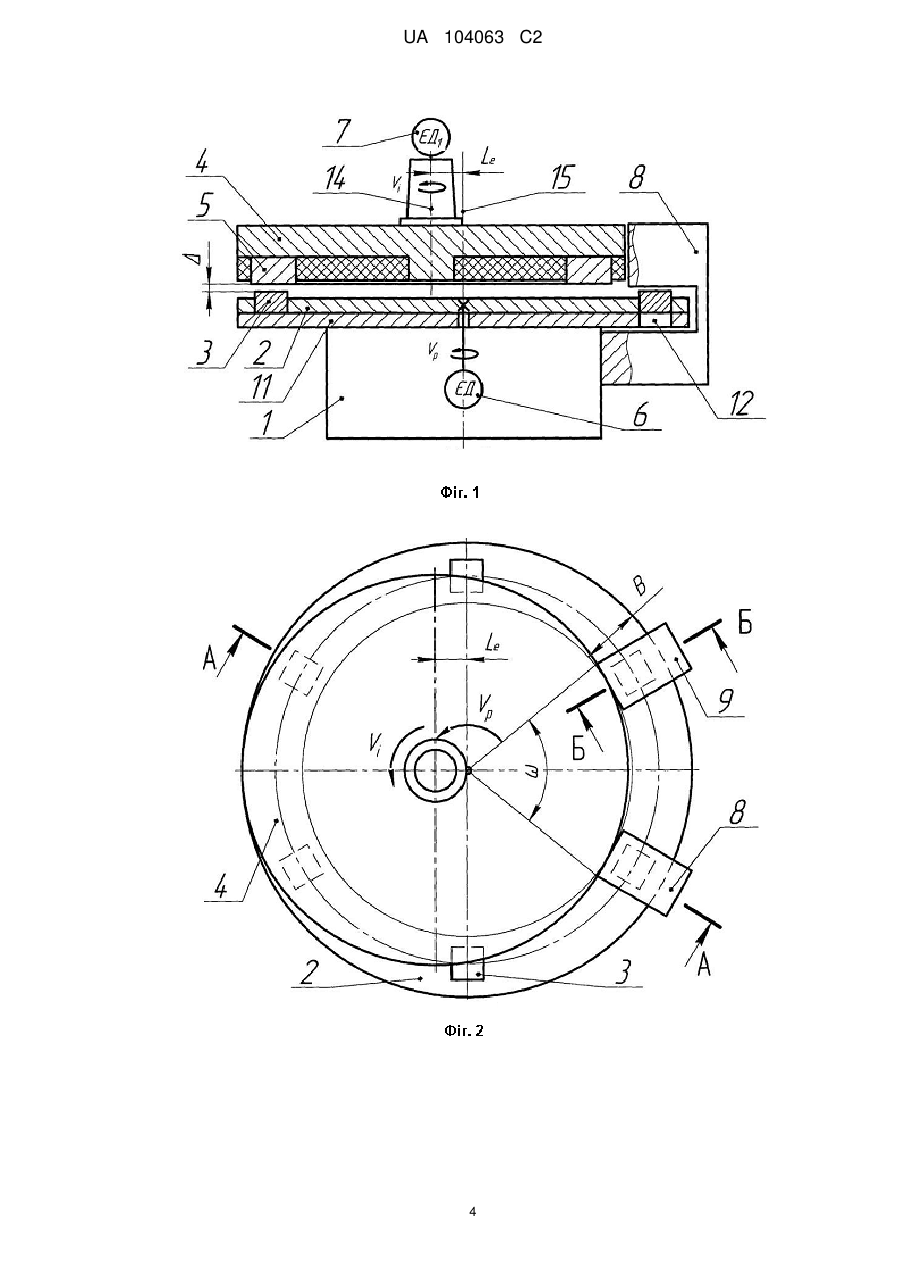
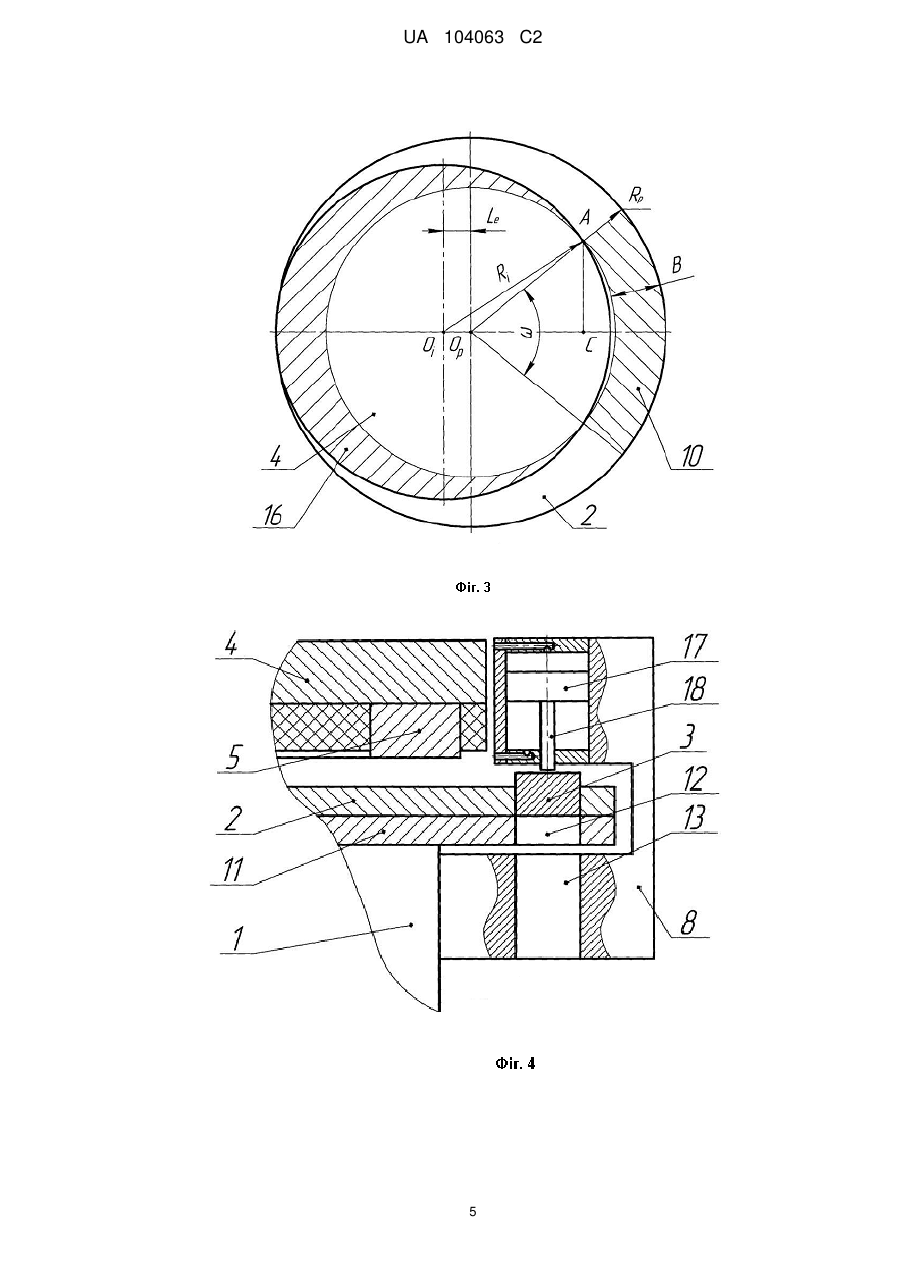
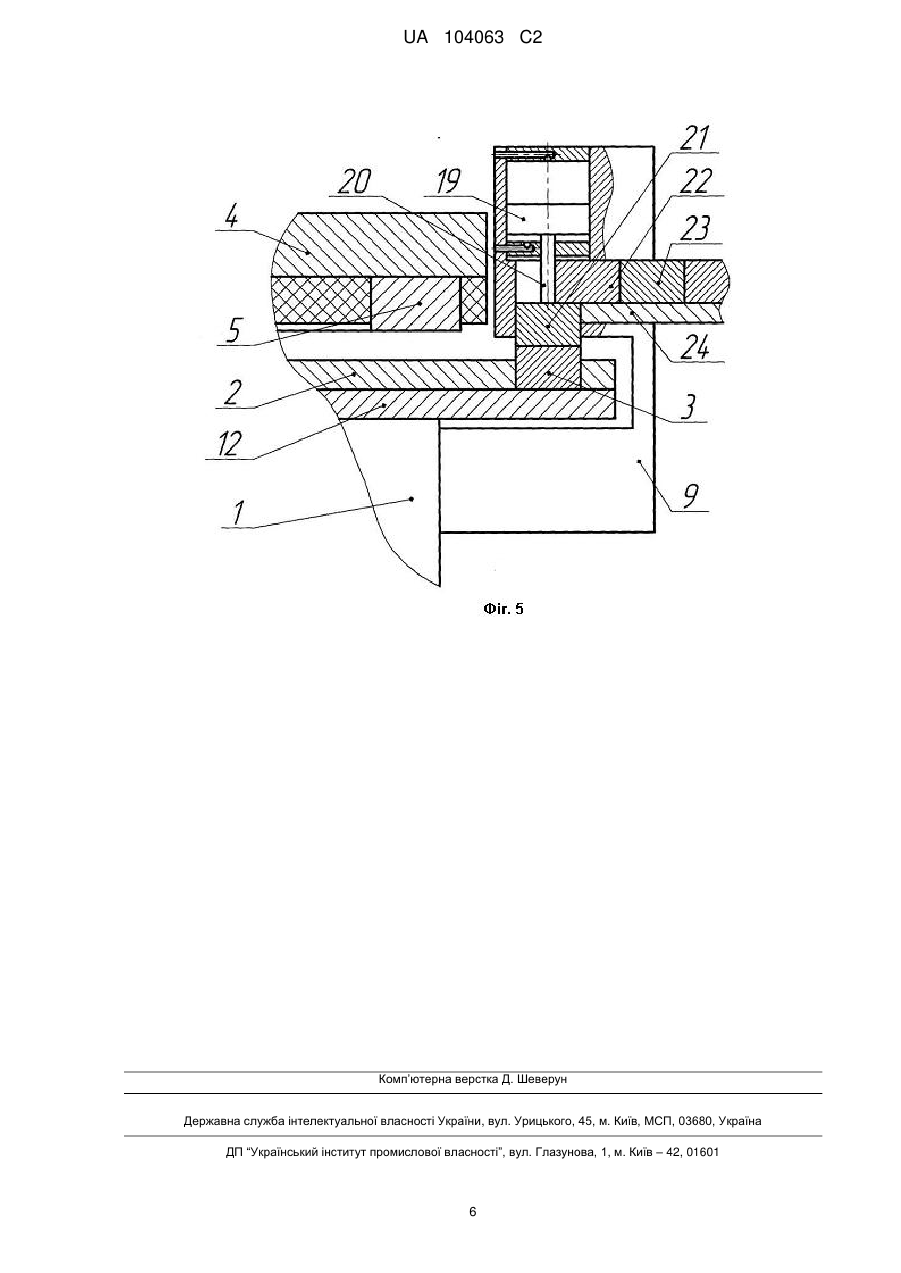
Реферат: Винахід належить до машинобудування і може бути використаний для магнітно-абразивної обробки (МАО) плоских поверхонь, включаючи багатогранні змінні пластини, якими оснащується різальний інструмент. Роторний верстат для магнітно-абразивної обробки містить станину, на якій закріплені один проти одного магнітній індуктор та ротор зі своїми приводами. Ротор виконаний у вигляді диска, на торці якого по колу виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок. На станині верстата розташовані вузол розвантаження та вузол завантаження заготовок, які на торцевій поверхні ротора утворюють, відповідно, зону завантаження та зону розвантажування. Під ротором розташований нерухомий диск, в торці якого в зоні розвантаження виконаний наскрізний отвір, що з'єднаний з порожниною ємності для оброблених заготовок. Як робочі органи завантажувального та розвантажувального вузлів використовуються пневматичні циліндри, штоки яких мають можливість контактувати з поверхнею заготовок. Вісь магнітного індуктора розташована відносно осі ротора зі зміщенням. Винахід забезпечує збільшення продуктивності обробки на 30-40 % . UA 104063 C2 (12) UA 104063 C2 UA 104063 C2 5 10 15 20 25 30 35 40 Винахід належить до машинобудування і може бути використаний для магнітно-абразивної обробки (МАО) плоских поверхонь, включаючи багатогранні змінні пластини, якими оснащується різальний інструмент. Відома установка для МАО осьового ріжучого інструмента [Патент України на винахід №25441А, МПК В24В 31/112, Бюл №6, Опубл. 15.12.98.], яка складається з головки з роздавальним модулем, в якому встановлене центральне конічне колесо, рівномірно розташованих по колу бічних та кутових головок, які мають можливість обертатись паралельно осі заготовки, регулюючи кути атаки, та, співвісної до неї магнітної системи типу «кільцева ванна». Центральне конічне колесо через сателіти з'єднане зі шпинделями кутових головок, і через телескопічний вал, що проходить через отвір центрального магнітопроводу магнітної системи, з допоміжним приводом. Недоліком конструкції є технологічна обмеженість оброблення осьового ріжучого інструмента, а також складність конструкції через наявність додаткового приводу, який проходить через магнітну систему. Як прототип прийнятий роторний верстат для магнітно-абразивної обробки виробів [А. С. СССР №753615, МПК В 24 В 31/10. Опубл. 07.08.1980], кінематично зв'язаних з приводами робочих рухів і розташованих на полюсах сердечників електромагнітних котушок між парною кількістю, повернутих один до одного полюсів ротора і індуктора, полярність яких по черзі змінюється, підключених до блока живлення, при цьому електромагнітні котушки ротора в кількості, яка дорівнює кількості полюсів індуктора розташовані рівномірно по колу ротора один від одної на відстані, яка перевищує величину робочого проміжку, і встановлені з можливістю обертання навколо своїх осей, при цьому котушки підключені до блока живлення таким чином, щоб останній забезпечував постійну різнойменну полярність протилежним полюсам. Роторний верстат містить станину, магнітний індуктор з приводом, ротор, на торці якого по колу розташовані оброблювані заготовки, привод ротора. Недоліком конструкції є складність конструкції, обмежена продуктивність оброблення за рахунок неможливості виконання завантаження та розвантаження без зупинки процесу і порушення налагодженого проміжку в зоні оброблення, обумовленого тим, що вісь магнітного індуктора розташована співвісною з віссю ротора, що не дає змоги розміщення вузлів для завантаження та розвантаження. В основу винаходу поставлена задача удосконалення роторного верстата для магнітноабразивної обробки, в якому за рахунок нових конструктивних елементів, забезпечується виконання завантаження заготовок та розвантаження оброблених деталей під час оброки в автоматичному режимі, що призводить до підвищення продуктивності обробки при спрощенні конструкції. Поставлена задача вирішується за рахунок того, що у відомому роторному верстаті для магнітно-абразивної обробки, який містить станину, на якій закріплені магнітній індуктор та ротор з приводами, на торці ротора по колу розміщені оброблювані заготовки, згідно з винаходом, вісь магнітного індуктора розташована відносно осі ротора зі зміщенням, а величина зміщення осі магнітного індуктора відносно осі ротора визначається за залежністю L e Rp 45 50 55 Rp B 2 2R p 2 R p B Cos 2 2 R p 2R p R p B Cos 2 , де Le - величина зміщення осі магнітного індуктора відносно осі ротора; Rp - радіус ротора; - центральний кут, який визначає межу зони контролю якості, завантаження та розвантаження; В - ширина на межі зони контролю, завантаження та розвантаження, причому, ротор виконаний в вигляді диска, на торці якого виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок, на корпусі верстата розташовані вузол розвантаження та вузол завантаження, а під ротором розташований нерухомий диск, в торці якого в зоні розвантаження виконаний наскрізний отвір, що з'єднаний з порожниною ємності для оброблених заготовок, крім того, як робочі органи завантажувального та розвантажувального пристроїв використовуються, наприклад, пневматичні циліндри, штоки яких мають можливість контактувати з поверхнею заготовок. В запропонованому пристрої підвищення продуктивності оброблення забезпечується за рахунок нових ознак, які відрізняють заявлений пристрій від прототипу. Дійсно, зміщення осі магнітного індуктора відносно осі ротора на величину, визначену за запропонованою залежністю, забезпечує максимально можливу робочу зону, через яку 1 UA 104063 C2 5 10 15 20 25 30 35 40 45 проходять оброблювані заготовки. Як наслідок, одночасно можуть оброблюватись декілька заготовок або може бути збільшена швидкість ротора, що сприяє підвищенню продуктивності обробки, при цьому забезпечуються можливість розташування вузлів розвантаження та розвантаження. Крім того, виконання ротора в вигляді диска, на торці якого виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок, розташування на корпусі верстата вузлів розвантаження та завантаження, а також розташування під ротором нерухомого диска, в торці якого в зоні розвантаження виконаний наскрізний отвір, що з'єднаний з порожниною ємності для оброблених заготовок, дозволяє автоматизувати завантаження та розвантаження під час обробки, що також сприяє підвищенню продуктивності оброблення. Спрощенню конструкції верстата сприяє також використання як робочих органів завантажувального та розвантажувального вузлів пневматичних циліндрів, штоки яких мають можливість контактувати з поверхнею заготовок. На фіг. 1 показаний роторний верстат для магнітно-абразивної обробки, вигляд збоку, з перерізом А-А на фіг.2 (окрім вузла розвантаження); на фіг.2 - роторний верстат для магнітноабразивної обробки, вид зверху; на фіг.3 - схема, яка ілюструє вплив величини зміщення осі індуктора відносно осі ротора на величину площі робочої зони (показано положення, при якому при наявності зони обслуговування площа робочої зони максимальна); на фіг.4 - переріз А - А вузла розвантаження на фіг. 2; на фіг.5 - переріз Б - Б вузла завантаження на фіг.2. Роторний верстат для магнітно-абразивної обробки складається з корпуса 1, на якому розміщений ротор 2 у вигляді диска, на торці якого виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок 3, розташованих по колу, магнітний індуктор 4 з постійних магнітів 5. Електричній двигун 6 призначений для обертання ротора 2 та фіксації його в потрібній позиції, а електричний двигун 7 - для обертання магнітного індуктора 4. На станині 1 розташовані вузол розвантаження 8 та вузол завантаження 9, які на торцевій поверхні ротора утворюють зону обслуговування 10 з вузлами завантаження 8 та розвантаження 9, обмежену центральним кутом ω та величиною В. Під ротором 2 розташований нерухомий диск 11, в торці якого в зоні розвантаження 8 виконаний наскрізний отвір 12, що з'єднаний з порожниною 13 ємності для оброблених заготовок 3. Вісь 14 магнітного індуктора 4 зміщена відносно осі 15 ротора 2 на величину Le, яка визначається за наведеною вище залежністю. Визначена величина Le забезпечує максимально можливу зону оброблення 16 з урахуванням площі зони обслуговування 10 (див. фіг.3). Вузол розвантаження 8 як робочого органа має пневмоциліндр двосторонньої дії з поршнем 17, штоком 18, який контактує з поверхнею заготовки 3 (на фіг.4 показане положення штока і заготовки перед розвантаженням). Вузол завантаження 9 як робочого органа має пневмоциліндр двосторонньої дії з поршнем 19, штоком 20, який контактує з заготовкою 21, яка знаходиться в обоймі вузла завантаження куди надходять заготовки 22, 23, розташовані на лотку 24 (на фіг. 5 показане положення штока 20 і заготовки 3 під час завантаження). Керування пневмоциліндрами розвантажувального 8 та завантажувального 9 вузлів виконується двостороннім розподільником з електромагнітним керуванням з ручним дублюванням. Виконання магнітно-абразивної обробки на роторному верстаті, виконується наступним чином. На верстаті, у якому вісь 14 магнітного індуктора 4 зміщена відносно осі 15 ротора 2, закріпленого на станині 1, на величину Le в шпиндель індуктора закріпляється магнітний індуктор 4, радіус Ri якого виконаний за розміром Ri 50 55 2 R p 2 R p R p B Cos 2 R p B 2 R p 2R p B Cos 2 , 2 На робочу поверхню індуктора, зібрану з постійних магнітів 5, наноситься магнітноабразивний порошок, який закріпляється на робочій поверхні індуктора магнітними силами. Після цього магнітний індуктор 4 переміщується в напрямку торцевої поверхні ротора 2 до моменту, коли буде забезпечена необхідна величина робочого проміжку Δ. Включається електричний двигун 7, який забезпечує швидкість оброблення Vі. 2 UA 104063 C2 5 10 15 Потім включається електричний двигун 6, який забезпечує поряд з обертовим рухом ротора 2 його зупинку в потрібних позиціях зони розвантаження 8 та завантаження 9. Вузлом завантаження 9 виконується завантаження ротора оброблюваними заготовками 3, які обробляються при проходженні через робочу зону 16. До того часу, поки завантажена першою заготовка 3 не надійде в зону розвантаження 8, поршень 17 зі штоком 18 працює «вхолосту». Після того, як заготовка 3 еадходить в зону розвантаження 8 (див. фіг. 4), поршень 17 зі штоком 18 переміщується вниз виштовхуючи заготовку 3 з отвору на роторі 2. Заготовка 3 через отвір 12 в нерухомому диску 11 попадає в порожнину 13 ємності для накопичування оброблених заготовок. Після розвантаження поршень 17 зі штоком 18 піднімається вверх вивільняючи отвір в роторі 2 для подальшого завантаження. Одночасно з сигналом на вузол розвантаження 8 надходить сигнал на вузол завантаження 9. При цьому поршень 19 зі штоком 20 переміщується вниз виштовхуючи заготовку 3 із порожнини обойми в отвір на роторі 2 і встановлюючи заготовку 21 в позицію завантаження (див. фіг.5). Після переміщення поршня 19 зі штоком 20 вверх заготовка 22 займає позицію в порожнині обойми переміщуючись разом з заготовкою 23 по лотку 24. Запропонований роторний верстат може використовуватись на машинобудівних підприємствах при магнітно-абразивній обробці плоских поверхонь невеликих розмірів, включаючи багатогранні різальні пластини інструментів, забезпечуючи збільшення продуктивності обробки на 30-40 % . 20 ФОРМУЛА ВИНАХОДУ 25 30 Роторний верстат для магнітно-абразивної обробки, який містить станину, на якій закріплені один проти одного магнітній індуктор та ротор зі своїми приводами, який відрізняється тим, що ротор виконаний у вигляді диска, на торці якого по колу виконані наскрізні отвори, форма яких відповідає формі оброблюваних заготовок, при цьому на станині верстата розташовані вузол завантаження та вузол розвантаження заготовок, які на торцевій поверхні ротора утворюють зону обслуговування із зоною завантаження та зоною розвантажування, відповідно, причому під ротором розташований нерухомий диск, в торці якого в зоні розвантаження виконаний наскрізний отвір, що з'єднаний з порожниною ємності для оброблених заготовок, при цьому як робочі органи завантажувального та розвантажувального вузлів використовуються пневматичні циліндри, штоки яких мають можливість контактувати з поверхнею заготовок, а вісь магнітного індуктора розташована відносно осі ротора зі зміщенням, величина якого відповідає залежності: Le R p 35 2 R p 2 R p R p B cos 2 R p B 2 R p 2R p B cos 2 , 2 де Le - величина зміщення осі магнітного індуктора відносно осі ротора; Rp - радіус ротора; - центральний кут, який визначає межі зони обслуговування; В - ширина на межі зони обслуговування. 3 UA 104063 C2 4 UA 104063 C2 5 UA 104063 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюMatiukha Petro Hryhorovych, Blahodarnyi Anton Olehovych
Автори російськоюМатюха Петр Григорьевич, Благодарный Антон Олегович
МПК / Мітки
МПК: B24B 31/112
Мітки: магнітно-абразивної, роторний, верстат, обробки
Код посилання
<a href="https://ua.patents.su/8-104063-rotornijj-verstat-dlya-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Роторний верстат для магнітно-абразивної обробки</a>
Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Номер патенту: 77792
Опубліковано: 15.01.2007
Автори: Лисенко Андрій Анатолійович, Майборода Віктор Станіславович, Гейчук Володимир Миколайович
МПК: B24B 31/112
Мітки: лопаток, газотурбінних, двигунів, обробки, чпк, магнітно-абразивної, верстат
Формула / Реферат:
Верстат для магнітно-абразивної обробки лопаток газотурбінних двигунів, що містить станину з встановленою на ній магнітною системою, у якій робочий зазор має форму кільця, заповненого магнітно-абразивним порошком, та з рівномірно розташованими по колу магнітними полюсами, каретку, встановлену з можливістю вертикального поступального руху, на якій встановлено з можливістю обертального руху співвісний з робочим зазором ротор, що містить...
Пристрій для магнітно-абразивної обробки
Номер патенту: 100458
Опубліковано: 25.12.2012
Автори: Матюха Петро Григорович, Гонопольський Микола Якович, Благодарний Антон Олегович
МПК: B24B 31/112
Мітки: обробки, магнітно-абразивної, пристрій
Формула / Реферат:
Пристрій для магнітно-абразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, який відрізняється тим, що корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше...
Пристрій для магнітно-абразивної обробки
Номер патенту: 101995
Опубліковано: 27.05.2013
Автори: Благодарний Антон Олегович, Матюха Петро Григорович, Габітов Валерій Валерійович
МПК: B24B 31/10
Мітки: обробки, магнітно-абразивної, пристрій
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, що містить розміщені на відстані магнітні системи, у яких полюси протилежної полярності розміщені один проти одного, причому магнітні системи складені із магнітних блоків, що розміщені на корпусі, кожний із яких виконаний в вигляді постійного магніту та Г-подібного полюсного наконечника, внутрішня поверхня якого знаходиться в контакті з неробочим полюсом і боковою поверхнею магніту, який...
Спосіб магнітно-абразивної обробки
Номер патенту: 44708
Опубліковано: 12.10.2009
Автори: Лошковський Андрій Олександрович, Сивак Іван Онуфрійович
МПК: B24B 31/112
Мітки: спосіб, обробки, магнітно-абразивної
Формула / Реферат:
Спосіб магнітно-абразивної обробки, при якому абразивну масу зворотно-поступальним рухом багатократно продавлюють вздовж каналу, утвореного направляючим елементом разом із оброблюваною деталлю, причому направляючий елемент беруть із отворами, що плавно розширюються від торцевих поверхонь, і розміщують його по торцях оброблюваних заготовок отворами меншого діаметра в стик і співвісно оброблюваними отворами, який відрізняється тим, що як...
Пристрій для магнітно-абразивної обробки
Номер патенту: 59313
Опубліковано: 10.05.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
МПК: B24B 31/112
Мітки: магнітно-абразивної, пристрій, обробки
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, який відрізняється тим, що індуктор виконаний у вигляді...
Попередній патент: Аналого-цифровий електрохімічний пристрій для вимірювання параметрів розчинів
Наступний патент: Маса для отримання безфтористих безборних світлозабарвлених емалевих покриттів
Випадковий патент: Тріангель гальмової важільної передачі