Штамп для пресування заготовок з протитиском
Номер патенту: 104922
Опубліковано: 25.02.2016
Автори: Тарасов Олександр Федорович, Бейгельзимер Яків Юхимович, Коцюба Віктор Юрійович, Павленко Дмитро Вікторович
Формула / Реферат
Штамп для пресування заготовок з протитиском, що містить верхню і нижню базові плити, закріплені на повзуні і столі преса відповідно, верхню і нижню проміжні плити, причому верхня проміжна плита, із закріпленим на ній робочим контейнером і матрицею для пресування, встановлена нерухомо над нижньою базовою плитою на опорах і утворює нерухому основу штампа, між ними встановлена з можливістю обмеженого зміщення за віссю пресування нижня проміжна плита, яка зв'язана тягами з верхньою базовою плитою та має можливість тимчасової фіксації від зміщення відносно тяг при ході верхньої базової плити вниз, для цього на тягах встановлено фіксатори, зверху і знизу матриці співвісно з її каналом встановлено верхній робочий та нижній підпірний пуансони, які закріплені відповідно на верхній базовій плиті і штоку циліндра виштовхувача преса, приймальний контейнер пов'язаний з нижньою проміжною плитою та виконаний роз'ємним уздовж робочого каналу, він складається із двох напівматриць, які в робочому положенні розміщені в бандажі, а підпірний пуансон розміщений у робочому каналі приймального контейнера, приймальний контейнер у робочому положенні притискається до нижнього торця матриці знизу клиновим пристроєм, який встановлено у просторі між нижньою проміжною та нижньою базовою плитами, який відрізняється тим, що бандаж приймального контейнера закріплений на верхній проміжній плиті, а приймальний контейнер закріплений на нижній проміжній плиті, тяги закріплені на колонках, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті і забезпечують співвісність верхнього пуансона і матриці, клиновий пристрій виконано у вигляді двох симетрично розташованих щодо осі штампа клинів, встановлених між нижньою проміжною плитою і нерухомою основою штампа.
Текст
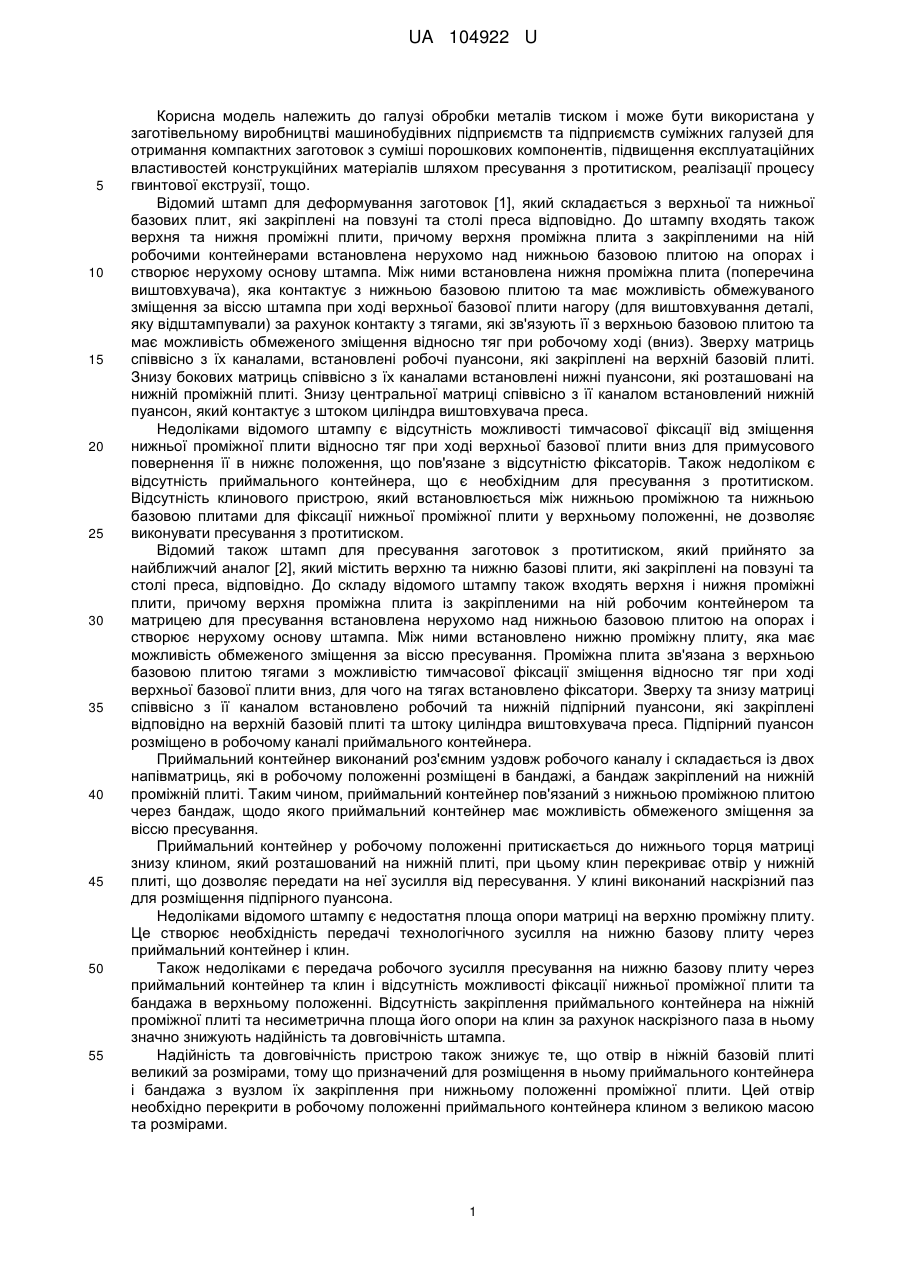
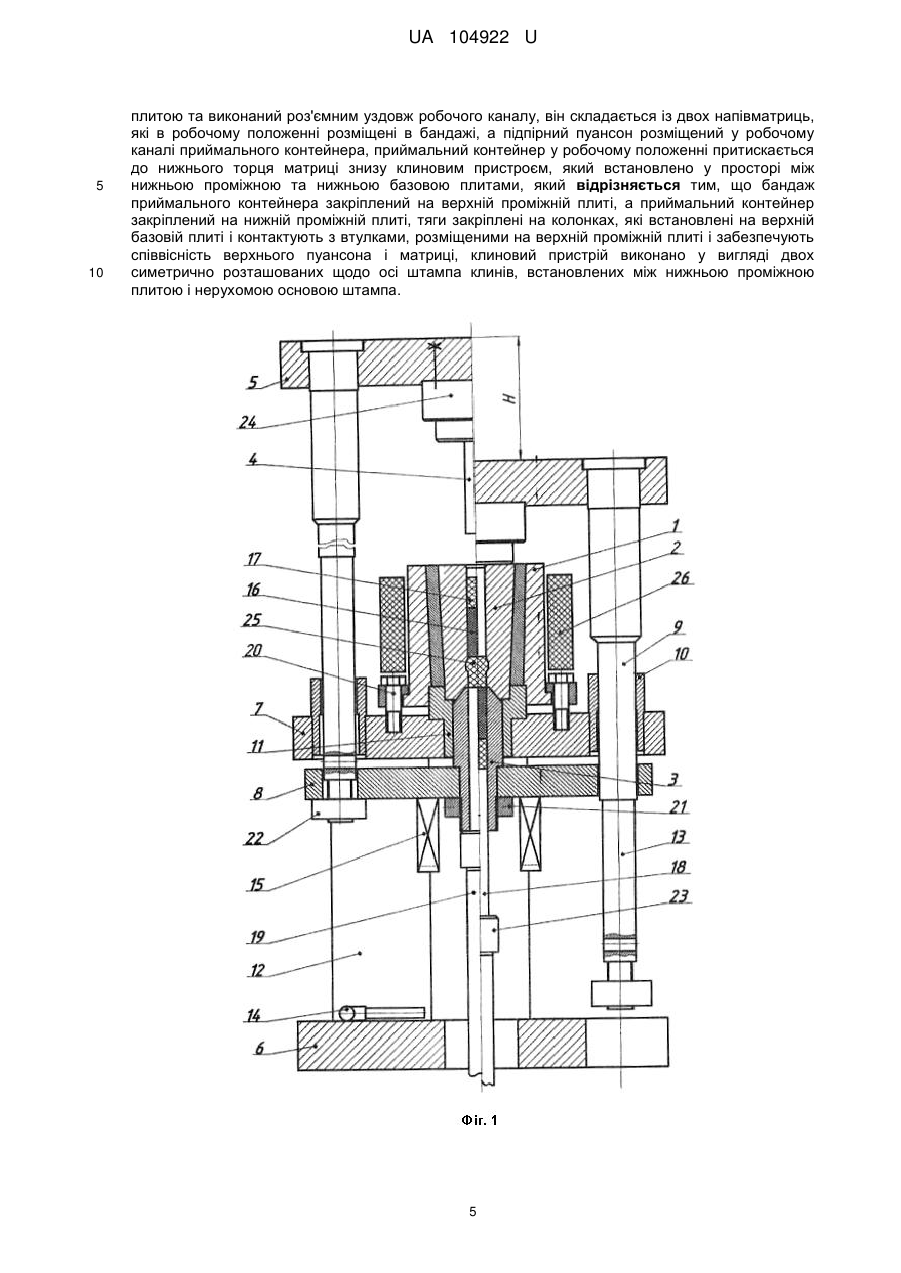
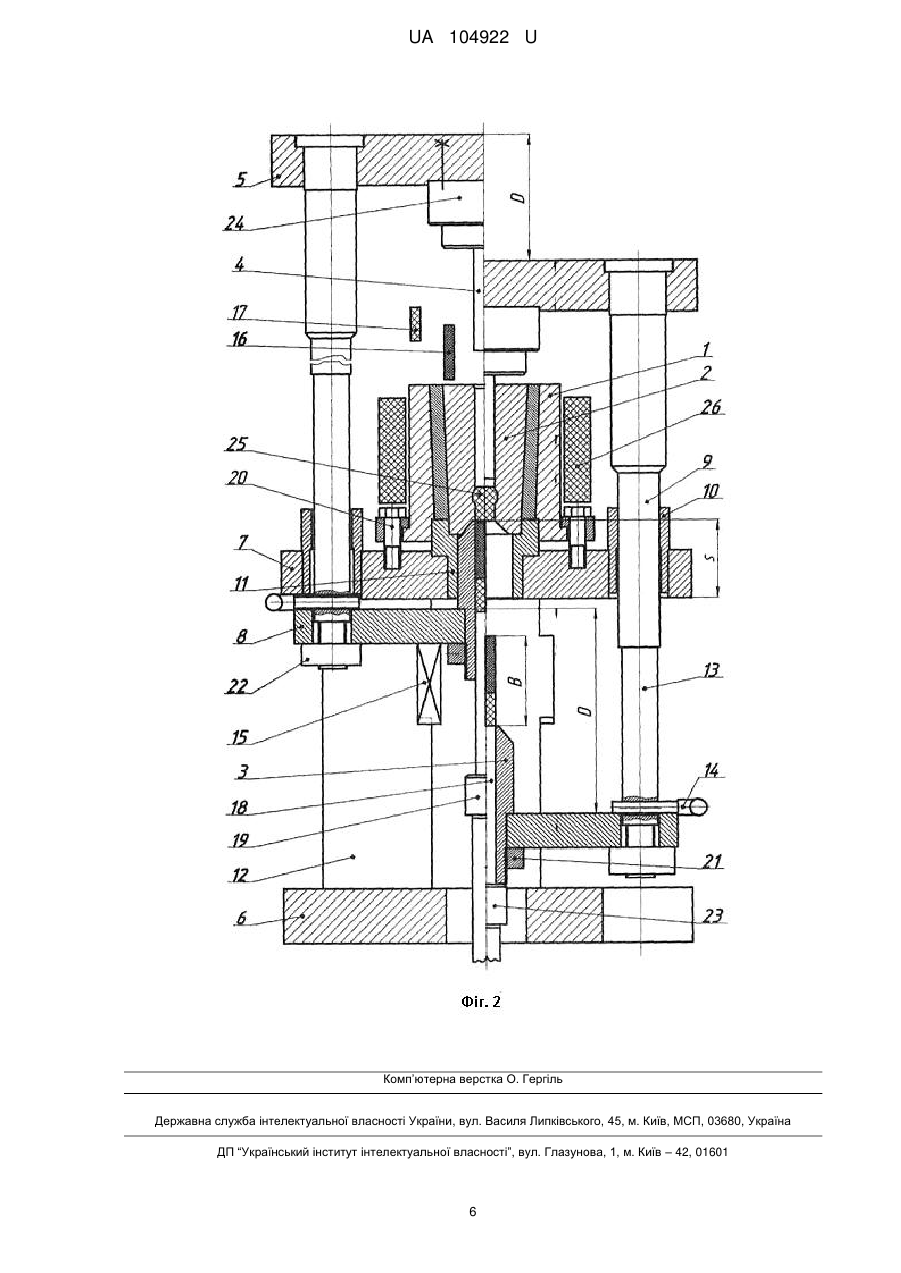
Реферат: Штамп для пресування заготовок з протитиском містить верхню і нижню базові плити, закріплені на повзуні і столі преса відповідно, верхню і нижню проміжні плити. Верхня проміжна плита, із закріпленим на ній робочим контейнером і матрицею для пресування, встановлена нерухомо над нижньою базовою плитою на опорах і утворює нерухому основу штампа. Між ними встановлена з можливістю обмеженого зміщення за віссю пресування нижня проміжна плита, яка зв'язана тягами з верхньою базовою плитою та має можливість тимчасової фіксації від зміщення відносно тяг при ході верхньої базової плити вниз. Для цього на тягах встановлено фіксатори. Зверху і знизу матриці співвісно з її каналом встановлено верхній робочий та нижній підпірний пуансони, які закріплені відповідно на верхній базовій плиті і штоку циліндра виштовхувача преса. Приймальний контейнер пов'язаний з нижньою проміжною плитою та виконаний роз'ємним уздовж робочого каналу. Він складається із двох напівматриць, які в робочому положенні розміщені в бандажі. А підпірний пуансон розміщений у робочому каналі приймального контейнера. Приймальний контейнер у робочому положенні притиснутий до нижнього торця матриці знизу клиновим пристроєм, який встановлено у просторі між нижньою проміжною та нижньою базовою плитами. Бандаж приймального контейнера закріплений на верхній проміжній плиті, а приймальний контейнер закріплений на нижній проміжній плиті. Тяги закріплені на колонках, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті і забезпечують співвісність верхнього пуансона і матриці. Клиновий пристрій виконано у вигляді двох симетрично розташованих щодо осі штампа клинів, встановлених між нижньою проміжною плитою і нерухомою основою штампа. UA 104922 U (12) UA 104922 U UA 104922 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки металів тиском і може бути використана у заготівельному виробництві машинобудівних підприємств та підприємств суміжних галузей для отримання компактних заготовок з суміші порошкових компонентів, підвищення експлуатаційних властивостей конструкційних матеріалів шляхом пресування з протитиском, реалізації процесу гвинтової екструзії, тощо. Відомий штамп для деформування заготовок [1], який складається з верхньої та нижньої базових плит, які закріплені на повзуні та столі преса відповідно. До штампу входять також верхня та нижня проміжні плити, причому верхня проміжна плита з закріпленими на ній робочими контейнерами встановлена нерухомо над нижньою базовою плитою на опорах і створює нерухому основу штампа. Між ними встановлена нижня проміжна плита (поперечина виштовхувача), яка контактує з нижньою базовою плитою та має можливість обмежуваного зміщення за віссю штампа при ході верхньої базової плити нагору (для виштовхування деталі, яку відштампували) за рахунок контакту з тягами, які зв'язують її з верхньою базовою плитою та має можливість обмеженого зміщення відносно тяг при робочому ході (вниз). Зверху матриць співвісно з їх каналами, встановлені робочі пуансони, які закріплені на верхній базовій плиті. Знизу бокових матриць співвісно з їх каналами встановлені нижні пуансони, які розташовані на нижній проміжній плиті. Знизу центральної матриці співвісно з її каналом встановлений нижній пуансон, який контактує з штоком циліндра виштовхувача преса. Недоліками відомого штампу є відсутність можливості тимчасової фіксації від зміщення нижньої проміжної плити відносно тяг при ході верхньої базової плити вниз для примусового повернення її в нижнє положення, що пов'язане з відсутністю фіксаторів. Також недоліком є відсутність приймального контейнера, що є необхідним для пресування з протитиском. Відсутність клинового пристрою, який встановлюється між нижньою проміжною та нижньою базовою плитами для фіксації нижньої проміжної плити у верхньому положенні, не дозволяє виконувати пресування з протитиском. Відомий також штамп для пресування заготовок з протитиском, який прийнято за найближчий аналог [2], який містить верхню та нижню базові плити, які закріплені на повзуні та столі преса, відповідно. До складу відомого штампу також входять верхня і нижня проміжні плити, причому верхня проміжна плита із закріпленими на ній робочим контейнером та матрицею для пресування встановлена нерухомо над нижньою базовою плитою на опорах і створює нерухому основу штампа. Між ними встановлено нижню проміжну плиту, яка має можливість обмеженого зміщення за віссю пресування. Проміжна плита зв'язана з верхньою базовою плитою тягами з можливістю тимчасової фіксації зміщення відносно тяг при ході верхньої базової плити вниз, для чого на тягах встановлено фіксатори. Зверху та знизу матриці співвісно з її каналом встановлено робочий та нижній підпірний пуансони, які закріплені відповідно на верхній базовій плиті та штоку циліндра виштовхувача преса. Підпірний пуансон розміщено в робочому каналі приймального контейнера. Приймальний контейнер виконаний роз'ємним уздовж робочого каналу і складається із двох напівматриць, які в робочому положенні розміщені в бандажі, а бандаж закріплений на нижній проміжній плиті. Таким чином, приймальний контейнер пов'язаний з нижньою проміжною плитою через бандаж, щодо якого приймальний контейнер має можливість обмеженого зміщення за віссю пресування. Приймальний контейнер у робочому положенні притискається до нижнього торця матриці знизу клином, який розташований на нижній плиті, при цьому клин перекриває отвір у нижній плиті, що дозволяє передати на неї зусилля від пересування. У клині виконаний наскрізний паз для розміщення підпірного пуансона. Недоліками відомого штампу є недостатня площа опори матриці на верхню проміжну плиту. Це створює необхідність передачі технологічного зусилля на нижню базову плиту через приймальний контейнер і клин. Також недоліками є передача робочого зусилля пресування на нижню базову плиту через приймальний контейнер та клин і відсутність можливості фіксації нижньої проміжної плити та бандажа в верхньому положенні. Відсутність закріплення приймального контейнера на ніжній проміжної плиті та несиметрична площа його опори на клин за рахунок наскрізного паза в ньому значно знижують надійність та довговічність штампа. Надійність та довговічність пристрою також знижує те, що отвір в ніжній базовій плиті великий за розмірами, тому що призначений для розміщення в ньому приймального контейнера і бандажа з вузлом їх закріплення при нижньому положенні проміжної плити. Цей отвір необхідно перекрити в робочому положенні приймального контейнера клином з великою масою та розмірами. 1 UA 104922 U 5 10 15 20 25 30 35 40 45 50 55 60 Недоліком є також відсутність колонок, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті для забезпечення співвісності верхнього пуансона і матриці, що знижує надійність та довговічність їх роботи. Загальними суттєвими ознаками відомого пристрою (штампу) і того, що заявляється, є те, що вони мають верхню і нижню базові плити, закріплені на повзуні і столі преса відповідно, верхню і нижню проміжні плити, причому верхня проміжна плита, із закріпленим на ній робочим контейнером і матрицею для пресування, встановлена нерухомо над нижньою базовою плитою на опорах і утворює нерухому основу штампа, між ними встановлена з можливістю обмеженого зміщення за віссю пресування нижня проміжна плита, яка зв'язана тягами з верхньою базовою плитою та має можливість тимчасової фіксації від зміщення відносно тяг при ході верхньої базової плити вниз, для цього на тягах встановлено фіксатори, зверху і знизу матриці співвісно з її каналом встановлено верхній робочий та нижній підпірний пуансони, які закріплені відповідно на верхній базовій плиті і штоку циліндра виштовхувача преса, приймальний контейнер пов'язаний з нижньою проміжною плитою та виконаний роз'ємним уздовж робочого каналу, він складається із двох напівматриць, які в робочому положенні розміщені в бандажі, а підпірний пуансон розміщений у робочому каналі приймального контейнера, приймальний контейнер у робочому положенні притискається до нижнього торця матриці знизу клиновим пристроєм, який встановлено у просторі між нижньою проміжною та нижньою базовою плитами. В основу корисної моделі поставлена задача підвищення надійності і довговічності роботи штампа. Поставлена задача вирішується за рахунок того, що в штампі для пресування заготовок з протитиском бандаж приймального контейнера закріплений на верхній проміжній плиті, а приймальний контейнер закріплений на нижній проміжній плиті, тяги закріплені на колонках, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті і забезпечують співвісність верхнього пуансона і матриці, клиновий пристрій виконано у вигляді двох симетрично розташованих щодо осі штампа клинів, встановлених між нижньою проміжною плитою і нерухомою основою штампа. Нерухоме закріплення бандажа приймального контейнера на верхній проміжній плиті збільшує площу опори матриці на верхню проміжну плиту і забезпечує передачу технологічного зусилля пресування від матриці на основу, а також підвищує точність позиціонування приймального контейнера щодо матриці і у такий спосіб підвищується надійність роботи штампа. Закріплення приймального контейнера на нижній проміжній плиті дозволяє вводити та виводити його з бандажа, розташованого на верхній проміжній плиті, зусиллям преса (за рахунок зв'язку з тягами та наявності фіксаторів), притиснути його до нижнього торця матриці і зафіксувати нижню проміжну плиту та приймальний контейнер у верхньому положенні, і в такий спосіб забезпечити надійний контакт приймального контейнера з матрицею, що підвищує надійність роботи штампа. Закріплення тяг на колонках, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті, що спрощує конструкцію за рахунок того, що тяги практично суміщені з колонками. Наявність колонок і втулок забезпечує співвісність верхнього пуансона і матриці, що також підвищує надійність та довговічність роботи цих деталей штампа. Виконання клинового пристрою у вигляді двох симетрично розташованих щодо осі штампа клинів, встановлених між нижньою проміжною плитою і нерухомою основою штампа, дозволяє забезпечити фіксацію нижньої проміжної плити та бандажа у верхньому положенні і передати зусилля притиску приймального контейнера до нижнього торця матриці на основу штампа. При цьому клини сприймають тільки сили тертя заготовки об стінки приймального контейнера. У такий спосіб забезпечується підвищення надійності роботи штампа. Суть технічного рішення пояснюється кресленнями, на яких зображено: фіг. 1 - штамп для пресування з протитиском у верхньому та нижньому положенні при робочому ході; фіг. 2 - штамп для пресування з протитиском у верхньому та нижньому положенні при звільнені заготовки після пресування. Штамп для пресування заготовок із протитиском (фіг. 1) складається із блоку, який забезпечує позиціонування відносно один одного основних технологічних елементів конструкції: контейнера 1 з матрицею 2, приймального контейнера 3, а також пуансона 4. Блок складається з рухомої верхньої 5 та нерухомої нижньої 6 плит, закріплених відповідно на повзуні і столі преса, а також нерухомої 7 та рухомої 8 проміжних плит. Рухома проміжна плита 8 встановлена з можливістю обмеженого зміщення за віссю пресування між проміжною плитою 7 і базовою 2 UA 104922 U 5 10 15 20 25 30 35 40 45 50 55 60 плитою 6. Позиціонування плит 5 і 7 відносно одна одної і робочого інструменту 1, 2 при переміщенні рухомої плити 5 здійснюється за допомогою двох колонок 9 і втулок 10. Втулки закріплені на верхній проміжній плиті 7, а колонки на верхній базовій плиті 5. Вузол матриці 1, 2 розташовано на проміжній плиті 7 і центрується щодо неї бандажем 11 приймального контейнера 3. Плита 7 встановлена на опори 12, розміщені і закріплені на плиті 6, таким чином ці плити і опори і утворюють нерухому основу штампа. Рухома плита 8 пов'язана тягами 13 з колонками 9 та має можливість фіксації від осьового зміщення фіксаторами 14. Приймальний контейнер 3 закріплено на рухомій проміжній плиті 8, направляється бандажем 11 приймального контейнера 3 і фіксується у верхньому положенні клинами 15, при цьому він контактує з нижнім торцем матриці 2. Приймальний контейнер 3 призначений для забезпечення пересування заготовки 16 та фальшзаготовки 17 з протитиском при деформації їх в матриці 2. Для створення в процесі деформації заготовки високого рівня гідростатичного тиску, що забезпечує збереження її цілісності, штамп містить вузол підпору. Підпір здійснюється циліндром виштовхувача преса (на фіг. 1 не показаний). Вузол підпору включає нижній підпірний пуансон 18 закріплений на проміжному штоку 19, який встановлюється на шток циліндра виштовхувача. Закріплення контейнера 1 забезпечується гвинтами 20, приймального контейнера 3 - гайкою 21, а обмеження зміщення плити 8 відносно тяг - гайками 22. Нижній підпірний пуансон 18 закріплений на проміжному штоку 19 гайкою 23. Верхній робочий пуансон 4 закріплений на плиті 5 різьбовим кріпленням 24. Перед початком деформування заготовка 16 і фальшзаготовка 17 встановлюються в матрицю 2. Перед першим деформуванням в матрицю встановлюється та деформується фальшзаготовка 25. Для деформації жароміцних титанових сплавів, наприклад, залізонікелевих, а також спечених сплавів, штамп оснащується вузлом нагрівання 26, розташованим концентрично контейнеру 1. Заявлений штамп працює наступним чином. У вихідному положенні верхня плита 5 з робочим пуансоном 4 і проміжна рухома плита 8 перебувають у верхньому положенні. Приймальний контейнер 3 притиснутий до нижнього торця матриці 2 зусиллям зворотних циліндрів преса (не показано). Клини 15 встановлені і фіксують рухому плиту 8. Фіксатори 14 витягнуті з тяг 13 і не перешкоджають їх переміщенню униз. Нижній пуансон 18 і проміжний шток 19 перебувають у верхньому положенні, пуансон 18 знаходиться усередині приймального контейнера 3. Гайка 23 кріплення нижнього пуансона 18 упирається знизу у приймальний контейнер 3 і обмежує рух пуансона 18 усередині приймального контейнера 3. Якщо деформування не проводилось, то виконується нагрівання контейнера 1 з матрицею 2 за допомогою вузла нагрівання 26. Потім в матрицю 2 встановлюється та деформується фальшзаготовка 25. В циклі пресування в канал матриці 2 встановлюється заготовка 16, яку деформують, та верхня фальш-заготовка 17. Після цього виконується робочий хід верхньої базової плити 5 і пресування заготовки 16 та фальш-заготовок 17, 25 за рахунок переміщення пуансона 4 у крайнє нижнє положення, яке відповідає рівню робочої ділянки матриці 2, а нижній пуансон 18 синхронно з верхнім 4 також переміщується униз. Під час руху нижній пуансон 18 створює зусилля протитиску на нижній торець заготовки (через фальшзаготовку 25), що забезпечує деформацію основної заготовки 16 в умовах високого рівня гідростатичного тиску. Після робочого ходу пресування плита 5 з робочим пуансоном 4 піднімається у верхнє положення (фіг. 2). Рухома плита 8 знаходиться при цьому у верхньому положенні і притискається тягами 13 до торця матриці 2. Потім виконують вилучення клинів 15, в отвори тяг 13 встановлюють фіксатори 14, після чого верхню плиту 5, колонки 9 і тяги 13 опускають униз. При цьому тяги 13 через фіксатори 14 опускають рухому плиту 8 униз разом із приймальним контейнером 3, заготовкою 16, фальшзаготовкою 25 і нижнім пуансоном 18. Після переміщення нижнього пуансона 18 у крайнє нижнє положення він зупиняється і при подальшому русі приймального контейнера 3 униз заготовку 16 і фальшзаготовку 25 випресовують із приймального контейнера 3 нижнім пуансоном. При цьому хід D плити 5 разом з плитою 8 більше суми хода S приймального контейнера 3 всередині бандажа і висоти В відпресованої заготовки 16 з фальшзаготовкою 25, тому що величина зазору між плитами 1 і 8 повинна перевищити довжину заготовки 16 з фальшзаготовкою 25. Заготовка 16 і нижня фальшзаготовка 25 виштовхуються з матриці 2 над нижньою проміжною рухомою плитою 8 в цей зазор. Після цього штамп підготовляється до нового циклу. При цьому повзун преса з верхньою плитою 5 піднімається і тягами 13 повертає рухому плиту 8 нагору. Плита 8 піднімається до 3 UA 104922 U 5 10 15 20 25 30 35 упору приймального контейнера 3 знизу у торець гвинтової матриці 2. Штамповий простір над матрицею 2 відкривається, тому що пуансон 4 також піднімається разом з плитою 5. Бічні фіксатори 14 витягуються, а клини 15 встановлюються під рухому плиту 8 і фіксують її та приймальний контейнер 3 у верхньому положенні. Вузол нижнього пуансона 18, 19 для підпору заготовки 16 при пресуванні переміщується нагору до упору в приймальний контейнер 3 гайки 23. В порожнину матриці встановлюється заготовка 16 з фальшзаготовкою 17 і цикл деформації повторюється, упор. Приклад роботи пристрою. Здійснювали пресування із протитиском зразків з титану ВТ1-0 у литому вихідному стані. Розміри заготовки складали 28 × 18 × 70 мм. Штамп знаходився у вихідному положенні (фіг. 1). Виконували нагрівання контейнера 1 з матрицею 2 за допомогою вузла нагрівання 26 до температури 450 °C. В канал матриці 2 встановлювали та деформували шляхом переміщення пуансона 4 униз на відстань повного ходу Н = 240 мм (фіг. 1) фальшзаготовку 25 з міді М1. Після відведення пуансона 4 у вихідне положення встановлювали заготовку 16 та верхню фальшзаготовку 17 з міді М1, яка мала розміри 28 × 18 × 30 мм. Таким чином, висота пакета становила В = 100 мм, яка відповідає сумарній довжині заготовки 16 і фальшзаготовки 17. Виконували робочий хід, при якому пуансон 4 переміщувався униз до контакту з фальшзаготовкою 17 на відстань Н-В = 140, потім пуансони 4 та 18 синхронно переміщувалися у крайнє нижнє положення на відстань В. Після виконання пресування піднімали плиту 5 з робочим пуансоном 4 у верхнє положення на хід Н, вилучали клини 15 (фіг. 2), в отвори тяг 13 встановлювали бічні фіксатори 14, після чого верхню плиту 5, колонки 9 і тяги 13 опускали униз. При переміщенні приймального контейнера 3 разом із заготовкою 16 і фальшзаготовкою 25 на відстань S=80 мм приймальний контейнер 3 виходив з бандажа 11 і продовжував опускатися, а при подальшому ході на відстань D-S=130 мм (D=230 мм) пуансон 18 займав крайнє нижнє положення і зупинявся. При цьому величина зазору між плитами 7 і 8 перевищувала довжину заготовки 16 з фальшзаготовкою 25 на 50 мм. Подальше переміщення униз плит 5 та 8 на відстань В = 100 мм забезпечувало випресовування заготовки 16 і фальшзаготовки 25 із приймального контейнера 3 торцем нерухомого нижнього пуансона 18. Потім штамп підготовлювали до нового циклу деформації, для чого піднімали плити 5 і 8 із закріпленими на них деталями штампу у верхнє положення, вилучали бічні фіксатори 14 з отворів тяг 13, встановлювали клини 15 і фіксували плиту 8 у верхньому положенні. В канал матриці 2 повторно встановлювали заготовку 16 та верхню фальшзаготовку 17, після чого цикл деформації повторювали для кожної заготовки п'ять разів. Застосування схеми пресування з протитиском дозволило забезпечити виключення руйнування заготовки при великих ступенях деформації. Розмір зерен сплаву після деформації становив 250…300 нм, що відповідає рівню субмікрокристалічної структури матеріалу. Застосування пропонованого технічного рішення дозволяє підвищити надійність пристрою для пресування заготовок з протитиском приблизно на 25…30 % у порівнянні з найближчим аналогом. 40 45 Джерела інформації: 1. Холодная объемная штамповка. Справочник / Под ред. д-ра техн. наук, проф. Г.А. Навроцкого. - М.: Машиностроение, 1973. - 496 с. 2. Совершенствование конструкций штамповой оснастки, средств автоматизации и прессового оборудования для реализации процесса винтовой экструзии / Я.Е. Бейгельзимер, А.Ф. Тарасов, Л.Л. Роганов, Р.Ю. Кулагин, А.В. Алтухов // Обработка материалов давлением. Краматорск: ДГМА, 2013. - № 4 (37). - С. 184-189. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 Штамп для пресування заготовок з протитиском, що містить верхню і нижню базові плити, закріплені на повзуні і столі преса відповідно, верхню і нижню проміжні плити, причому верхня проміжна плита, із закріпленим на ній робочим контейнером і матрицею для пресування, встановлена нерухомо над нижньою базовою плитою на опорах і утворює нерухому основу штампа, між ними встановлена з можливістю обмеженого зміщення за віссю пресування нижня проміжна плита, яка зв'язана тягами з верхньою базовою плитою та має можливість тимчасової фіксації від зміщення відносно тяг при ході верхньої базової плити вниз, для цього на тягах встановлено фіксатори, зверху і знизу матриці співвісно з її каналом встановлено верхній робочий та нижній підпірний пуансони, які закріплені відповідно на верхній базовій плиті і штоку циліндра виштовхувача преса, приймальний контейнер пов'язаний з нижньою проміжною 4 UA 104922 U 5 10 плитою та виконаний роз'ємним уздовж робочого каналу, він складається із двох напівматриць, які в робочому положенні розміщені в бандажі, а підпірний пуансон розміщений у робочому каналі приймального контейнера, приймальний контейнер у робочому положенні притискається до нижнього торця матриці знизу клиновим пристроєм, який встановлено у просторі між нижньою проміжною та нижньою базовою плитами, який відрізняється тим, що бандаж приймального контейнера закріплений на верхній проміжній плиті, а приймальний контейнер закріплений на нижній проміжній плиті, тяги закріплені на колонках, які встановлені на верхній базовій плиті і контактують з втулками, розміщеними на верхній проміжній плиті і забезпечують співвісність верхнього пуансона і матриці, клиновий пристрій виконано у вигляді двох симетрично розташованих щодо осі штампа клинів, встановлених між нижньою проміжною плитою і нерухомою основою штампа. 5 UA 104922 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 22/02
Мітки: штамп, протитиском, заготовок, пресування
Код посилання
<a href="https://ua.patents.su/8-104922-shtamp-dlya-presuvannya-zagotovok-z-protitiskom.html" target="_blank" rel="follow" title="База патентів України">Штамп для пресування заготовок з протитиском</a>
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Сердюк Геннадій Георгійович, Грабчак Олексій Кирилович, Штерн Михайло Борисович, Куровський Валентин Якович, Баглюк Геннадій Анатолійович
Мітки: порошкових, заготовок, штампування, штамп, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Пристрій для рівноканального кутового пресування прутків з протитиском
Номер патенту: 46169
Опубліковано: 10.12.2009
Автори: Спусканюк Віктор Захарович, Варюхін Віктор Миколайович, Гангало Олександр Миколайович, Давиденко Олександр Анатолійович
МПК: B21C 37/00, B21C 37/15
Мітки: прутків, кутового, пристрій, протитиском, пресування, рівноканального
Формула / Реферат:
1. Пристрій для рівноканального кутового пресування прутків з протитиском, що містить контейнер високого тиску з виконаними в ньому вертикальним та горизонтальним каналами квадратної форми, що перетинаються під кутом 90° в одній площині й мають однакові розміри поперечного перерізу, пуансони, які розміщені в каналах контейнера з можливістю поступально-зворотного переміщення і створення тиску чи протитиску пресування за допомогою допоміжних...
Штамп для гнуття заготовок із несиметричним профілем
Номер патенту: 85850
Опубліковано: 10.12.2013
Автори: Стеблюк Володимир Іванович, Титов Вячеслав Андрійович, Орлюк Михайло Володимирович, Качан Олексій Якович, Пінда Володимир Миколайович, Пархомчук Віталій Анатолійович
МПК: B21D 7/00
Мітки: штамп, заготовок, гнуття, профілем, несиметричним
Формула / Реферат:
Штамп для гнуття заготовок із несиметричним профілем, що містить рухому верхню плиту із закріпленими на ній клинами та нерухому нижню плиту, на якій розміщені дві матриці та пуансони, який відрізняється тим, що додатково розміщені притискачі, із можливістю переміщення по поверхні ділянки заготовки в процесі її згинання.
Пристрій для гідростатичного пресування з протитиском
Номер патенту: 34502
Опубліковано: 11.08.2008
Автори: Борщаговська Олена Олександрівна, Калюжний Олександр Володимирович, Куценко Віталій Миколайович, Калюжний Володимир Леонідович
МПК: B21C 25/00
Мітки: протитиском, гідростатичного, пристрій, пресування
Формула / Реферат:
Пристрій для гідростатичного пресування з протитиском, що включає камеру високого тиску з рідиною робочого середовища, пуансон, матрицю та опору, який відрізняється тим, що роль плунжера виконує камера високого тиску, яка зміщується при пресуванні відносно опори, встановленої в більшому отворі камери високого тиску.
Спосіб рівноканального кутового пресування з протитиском

Номер патенту: 61144
Опубліковано: 11.07.2011
Автори: Мельник Володимир Сергійович, Пархомчук Віталій Анатолійович, Маковей Валерій Олексійович
МПК: B21J 5/00
Мітки: спосіб, пресування, кутового, рівноканального, протитиском
Формула / Реферат:
Спосіб рівноканального кутового пресування з протитиском, що включає встановлення металевої заготовки в матрицю, яка має два взаємно перпендикулярні отвори однакових розмірів, та прикладення вертикального зусилля до заготовки і утворення в горизонтальному отворі протитиску витоком пластичного матеріалу, який відрізняється тим, що протитиск утворюється рідиною, значення якого визначається за формулою
Попередній патент: Спосіб лікування венозної трофічної виразки
Наступний патент: Ємкість прямокутної форми для заморожування харчових продуктів
Випадковий патент: Спосіб одержання 3-гетерил-2н-хромен-2-імінів та їх 2-n-арилімінопохідних