Установка і спосіб виготовлення довгих металевих виробів
Формула / Реферат
1. Установка для виготовлення довгих катаних виробів, яка містить:
- сталеплавильний блок (6) для одержання рідкого металу з першим темпом виробництва,
- прокатний стан (13), який має другий темп виробництва,
- ливарну машину (11) безперервної дії, розташовану між сталеплавильним блоком і прокатним станом (13), причому ливарна машина (11) безперервної дії має принаймні дві ливарні лінії (21, 19), кожна з яких виконана з можливістю безпосереднього виготовлення довгих проміжних виробів, у якій:
перша ливарна лінія безпосередньо розташована в ряд з прокатним станом для подачі до нього литих заготовок, і
принаймні друга ливарна лінія не розташована в ряд з прокатним станом і не подає до нього заготовки, яка відрізняється тим, що додатково містить варіювальні засоби (27) для одночасного варіювання виробничого темпу першої ливарної лінії і виробничого темпу принаймні другої ливарної лінії залежно від відмінності між темпом виробництва сталеплавильного блока і темпом виробництва прокатного стана.
2. Установка за п. 1, яка відрізняється тим, що варіювальні засоби (27) виконані з можливістю безпосереднього підвищення темпу виробництва першої ливарної лінії (19) з одночасним зниженням темпу виробництва другої ливарної лінії (21).
3. Установка за п. 1, яка відрізняється тим, що варіювальні засоби (27) виконані з можливістю безпосереднього зниження темпу виробництва першої ливарної лінії (19) з одночасним підвищенням темпу виробництва другої ливарної лінії (21).
4. Установка за п. 1 або 2, яка відрізняється тим, що варіювальні засоби включають засіб для варіювання кількості розплавленого металу, який надходить в ливарну машину і ливарну форму безперервної дії з двома виходами, які мають незмінні геометричні характеристики.
5. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що принаймні одна з ливарних ліній безперервної дії оснащена клапаном, рух якого спричиняє зміну темпу виробництва принаймні двох ливарних ліній.
6. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що принаймні дві ливарні лінії безперервної дії оснащені клапанами, які виконані з можливістю варіювання своїм рухом, який спричиняє зміну їх темпу виробництва.
7. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що додатково містить засоби (15), такі як індукційна піч, для гомогенізації температури проміжного виробу, який надходить з першої ливарної лінії, при цьому згадані засоби розташовані між ливарною машиною і прокатним станом.
8. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що додатково містить засоби, які виконані з можливістю безпосереднього розрізання проміжного виробу, який надходить з першої ливарної лінії (19), у випадку аварії, і засоби, виконані з можливістю безпосереднього розрізання проміжного виробу, який надходить з принаймні другої ливарної лінії (21), для виготовленняздатного до доставки напівзавершеного виробу.
9. Спосіб виготовлення довгих металевих виробів, у якому:
- одержують рідкий метал з першим темпом виробництва,
- безперервно відливають рідкий метал для виготовлення принаймні першого і другого довгого проміжного виробу, який відрізняється тим, що у ньому додатково:
- прокатують перший довгий виріб з другим темпом виробництва, відмінним від першого темпу виробництва, при цьому другий довгий виріб не прокатують,
- одночасно варіюють темп лиття першого і другого довгого виробу залежно від відмінності між першим темпом виробництва і другим темпом виробництва.
10. Спосіб за попереднім пунктом, який відрізняється тим, що, коли темп виробництва першого довгого виробу знижують, то одночасно підвищують темп виробництва другого довгого виробу.
11. Спосіб за п. 9, який відрізняється тим, що, коли темп виробництва першого довгого виробу підвищують, то одночасно знижують темп виробництва другого довгого виробу.
Текст
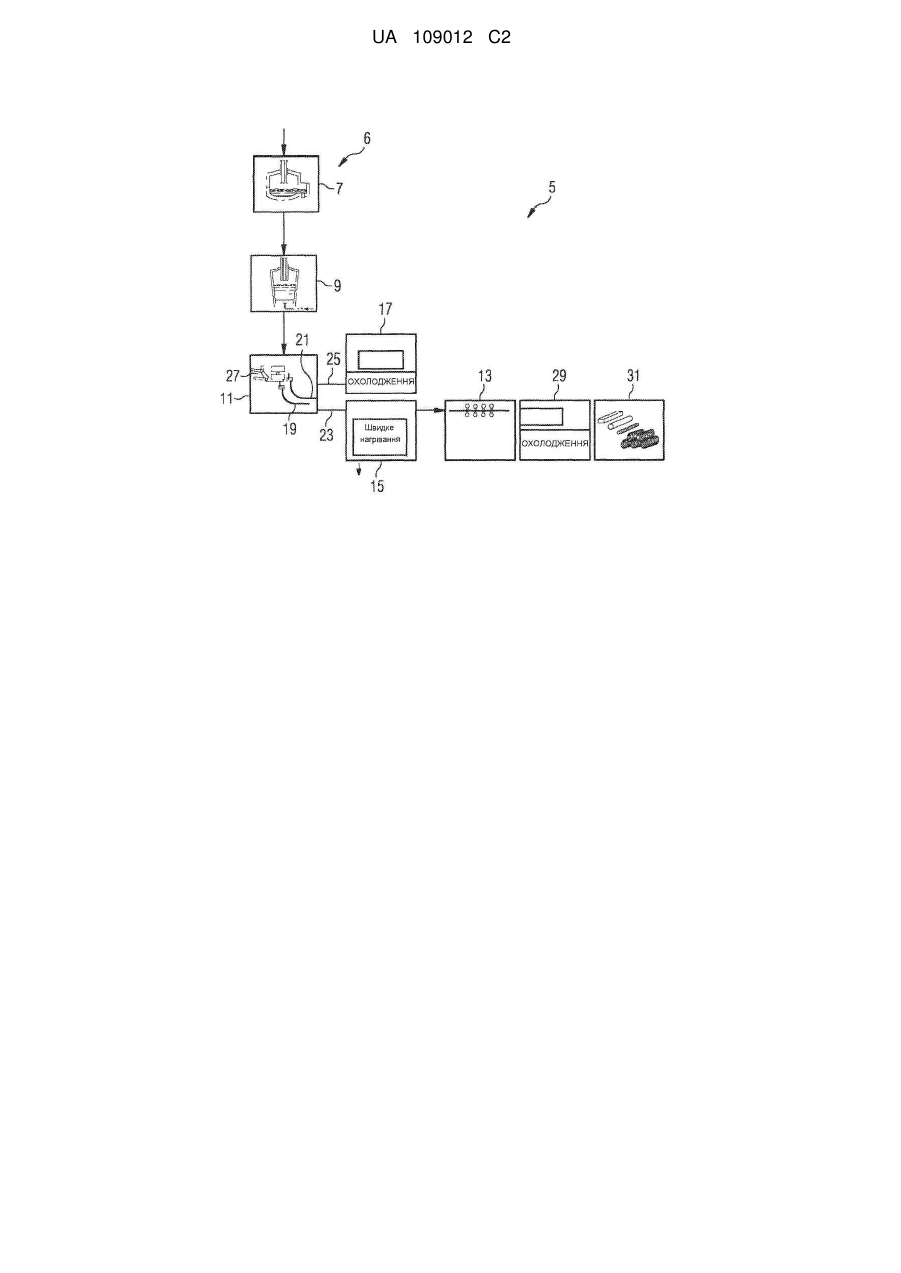
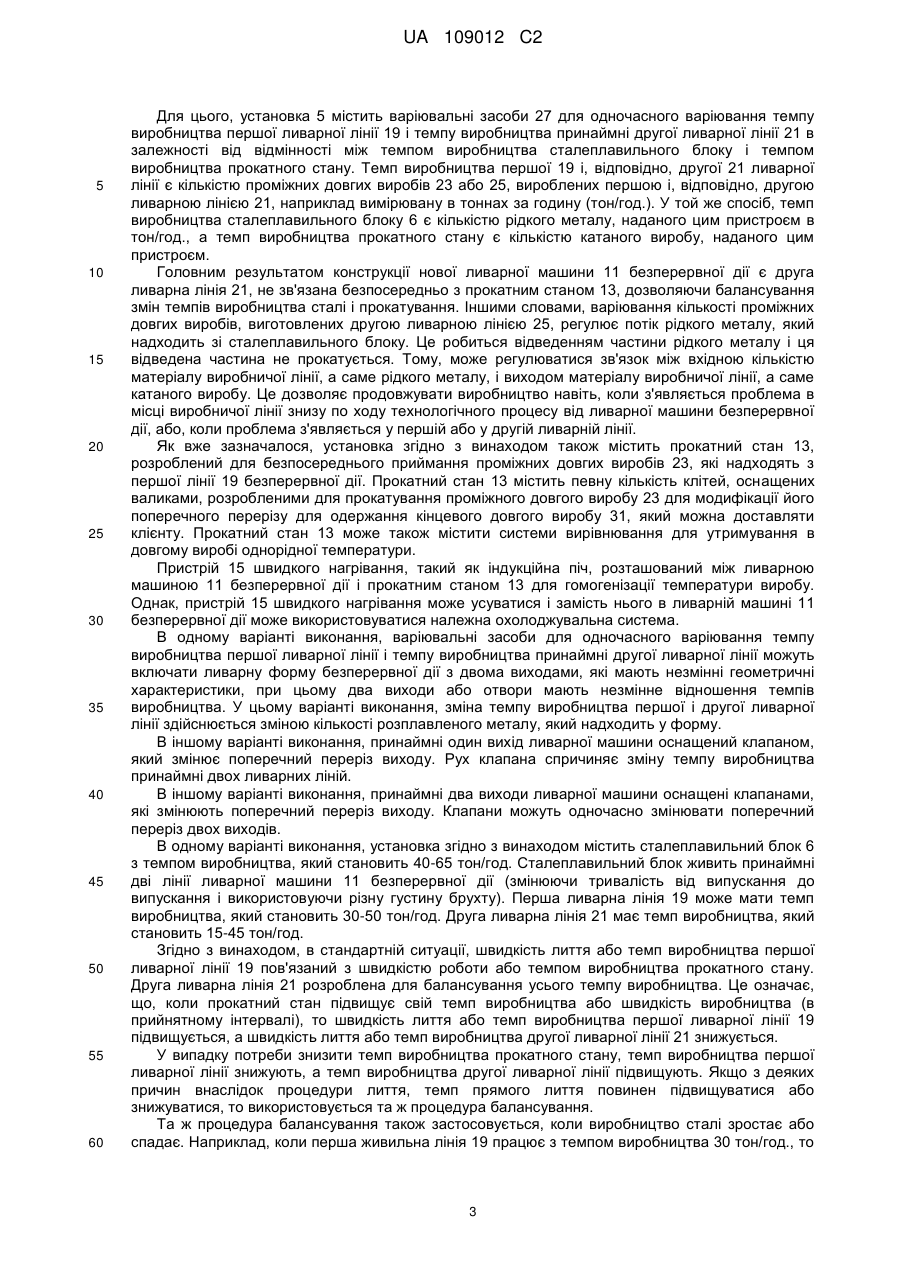
Реферат: Установка для виготовлення довгих катаних виробів, яка містить сталеплавильний блок (6) для одержання рідкого металу з першим темпом виробництва, прокатний стан (13), який має другий темп виробництва, ливарну машину (11) безперервної дії, розташовану між сталеплавильним блоком і прокатним станом (13), при цьому ливарна машина (11) безперервної дії має принаймні дві ливарні лінії (21, 19), кожна з яких безпосередньо виготовляє довгі проміжні вироби, при цьому перша ливарна лінія безпосередньо розташована в ряд з прокатним станом для подачі до нього литих заготовок і принаймні друга ливарна лінія не розташована в ряд з прокатним станом і не подає до нього литі заготовки, яка відрізняється тим, що вона додатково містить варіювальні засоби (27) для одночасного варіювання темпу виробництва першої ливарної лінії і темпу виробництва принаймні другої ливарної лінії залежно від відмінності між темпом виробництва сталеплавильного блока і темпом виробництва прокатного стана. UA 109012 C2 (12) UA 109012 C2 UA 109012 C2 5 10 15 20 25 30 35 40 45 50 55 60 Представлений винахід належить до установки і до способу виготовлення довгих виробів. Виробництво довгих металевих виробів реалізується на установці послідовністю етапів. На першому етапі, подають металічний брухт як сировинний матеріал до печі, яка нагріває брухт до досягання його рідкого стану. Після цього, використовують обладнання для безперервного лиття для охолодження рідкого металу і формування виробу відповідного розміру, наприклад болванки, для створення належних заготовок для прокатного стану. Типово ці заготовки розрізають і охолоджують в холодильниках. Після цього, використовують прокатний стан для перетворення заготовок або болванок на вироби різних розмірів, придатних до використання в машинобудівній промисловості. Для одержання цього результату, прокатний стан підігріває заготовки до придатної температури для прокатування їх багатьма пристроями, так званими клітями, і зазвичай заготовкам надають кінцевий розмір. Кінцевий виріб зазвичай розрізають в гарячому стані, охолоджують в холодильнику і, нарешті, розрізають і пакують для готовності доставки клієнту. Документ ЕР1187686 розкриває установку для виробництва довгих катаних виробів, яка містить блок безперервного лиття, який має певну кількість паралельних конвеєрів, на яких подаються довгі заготовки, прокатний стан, розташований знизу по ходу технологічної лінії від згаданого блоку безперервного лиття в один ряд з одним із згаданих конвеєрів, на яких подають заготовки, тунельну піч, розташовану між згаданим блоком безперервного лиття і згаданим прокатним станом вздовж згаданого одного конвеєра, на якому подають заготовки. Ця установка додатково містить паралельні роликові конвеєри, з'єднані з кожним із певної кількості паралельних конвеєрів, на яких подають заготовки, і засоби, передбачені для керування згаданими паралельними роликовими конвеєрами з різною швидкістю зворотно поступального руху, при цьому згадані паралельні роликові конвеєри і згадані передавальні засоби налаштовані так, що заготовка на згаданому зміщеному вбік конвеєрі, на якому вони подаються, після розрізання прискорюється з такою швидкістю, щоб надолужити час, необхідний для поступального переміщення до заготовки на згаданому одному конвеєрі, на якому подаються заготовки. Недолік цієї установки полягає в тому, що, в разі виникнення проблеми в прокатному стані, увесь виробничий процес повинен зупинятися завдяки близькому зв'язку між прокатним станом і кожним паралельним конвеєром з довгими заготовками, які надходять з блоку безперервного лиття. Тим же самим способом, увесь виробничий процес необхідно зупиняти в разі виникнення проблеми на конвеєрах з заготовками, розташованих в ряд з прокатним станом, оскільки усі заготовки на інших конвеєрах необхідно переносити на цей конвеєр для прокатування прокатним станом. Окрім того, це рішення також передбачає використання передавальних пристроїв для синхронізації руху кожної заготовки, яка виготовляється кожною лінією лиття, оскільки вони повинні послідовно прокатуватися без втрати виробничого темпу Ці передавальні і синхронізаційні пристрої збільшують ризик поламки і, тому, втрати темпу виробництва усієї установки. Насправді, у цьому рішенні, оскільки увесь виробничий процес кожного паралельного конвеєра з довгими заготовками, які надходить з блоку лиття, повинен поглинатися прокатним станом, то проблема в одному місці виробничої лінії може спричинити зупинку усього виробничого процесу. Задачею представленого винаходу є вирішення вищезгаданих проблем і надання установки для виробництва довгих виробів, яка має певну кількість ливарних ліній, де виробничий процес однієї лінії не може порушуватися проблемою, яка з'являється на іншій лінії. Іншою задачею представленого винаходу є надання установки для виробництва довгих виробів, де виробництво довгих виробів може підтримуватися навіть, якщо виникає проблема на лінії лиття, розташованій в один ряд з прокатним блоком. Ці задачі вирішуються згідно з першим аспектом представленого винаходу за допомогою установки для виробництва довгих катаних виробів, яка містить: - сталеплавильний блок для одержання рідкого металу з першим темпом виробництва, - прокатний стан (13), який має другий темп виробництва - блок (11) безперервного лиття, розташований між сталеплавильним блоком і прокатним станом (13), при цьому блок (11) безперервного лиття містить принаймні дві ливарні лінії (21,19), кожна з яких здатна безпосередньо виробляти довгі проміжні вироби, де - перша ливарна лінія безпосередньо розташована в ряд з (або сконфігурована для прямого живлення) з прокатним станом для подачі до нього литих заготовок, і 1 UA 109012 C2 5 10 15 20 25 30 35 40 45 50 55 - принаймні друга ливарна лінія не розташована в ряд з прокатним станом і не подає до нього заготовки, при цьому установка додатково містить варіювальні засоби (27) для одночасного варіювання темпом виробництва першої ливарної лінії і темпом виробництва принаймні другої ливарної лінії в залежності від відмінності між темпом виробництва сталеплавильного блоку і темпом виробництва прокатного стану. Згідно з іншими ознаками, взятими в комбінації або окремо: - варіювальні засоби (27) безпосередньо підвищують темп виробництва першої ливарної лінії (19) з одночасним зниженням темпу виробництва другої ливарної лінії (21); - варіювальні засоби (27) безпосередньо знижують темп виробництва першої ливарної лінії (19) з одночасним підвищенням темпу виробництва другої ливарної лінії (21); - варіювальні засоби включають засоби для варіювання кількості розплавленого металу, який надходить в ливарну машину і форму безперервного лиття з двома виходами, які мають незмінні геометричні характеристики; - принаймні одна з ліній безперервного лиття оснащена клапаном, рух якого спричиняє зміну темпу виробництва принаймні двох ливарних ліній, - принаймні дві лінії безперервного лиття оснащені клапанами, які змінюють свій рух, який спричиняє зміну їх темпу виробництва; - установка містить засоби (15), такі як індукційна піч, для гомогенізації температури проміжного виробу, який надходить з першої ливарної лінії, при цьому згадані засоби розташовані між ливарною машиною і прокатним станом; - установка додатково містить засоби, які безпосередньо розрізають проміжний виріб, який надходить з першої ливарної лінії (21) у випадку аварії, і засоби, які безпосередньо розрізають проміжний виріб, який надходить з принаймні другої ливарної лінії, для одержання здатного до доставки напівзавершеного виробу. Згідно з іншим аспектом, представлений винахід стосується способу виробництва довгих металевих виробів, у якому: - одержують рідкий метал з першим темпом виробництва, - безперервно відливають рідкий метал для одержання принаймні першого і другого довгого проміжного виробу, який відрізняється тим, що у ньому додатково: - прокатують перший довгий виріб з другим темпом виробництва, відмінним від першого темпу виробництва, при цьому другий довгий виріб не прокатують, - варіюють одночасно темп лиття першого і другого довгого виробу в залежності від відмінності між першим і другим темпом виробництва. Згідно з варіантом виконання, коли темп виробництва першого довгого виробу знижується, то одночасно підвищується темп виробництва другого довгого виробу. Окрім того, коли темп виробництва першого довгого виробу зростає, то одночасно зменшується темп виробництва другого довгого виробу. Конструкційні і функціональні характеристики представленого винаходу і його переваги по відношенню до технології, відомої з попереднього рівня техніки, будуть краще зрозумілими з наступного опису з посиланням на додане до нього необмежувальне унікальне креслення, яке зображає схематичний вид установки згідно з винаходом. Установка 5 згідно з винаходом містить засоби 7, 9 для перетворення металічного брухту на рідкий метал, ливарну машину 11 безперервної дії і прокатний стан 13, кожен з яких описаний нижче. Засоби або система для перетворення металічного брухту (головним чином стального брухту) на рідку сталь, так званий сталеплавильний блок, можуть включати дугову електропіч (EAF) 7 або інший засіб, такий як індукційна піч. Такі засоби можуть також включати піч-ківш 9. Ливарна машина 11 безперервної дії приймає розплавлений метал з печі-ковша 9 і містить принаймні першу 19 і другу 21 ливарну лінію, так звані рівчаки. Іншими словами, ливарна машина 11 має два виходи, кожен з яких виробляє довгий проміжний виріб 23, 25, такий як болванки, блюми, або проміжні вироби з іншими формами. Перша ливарна лінія 19 розроблена для безпосереднього живлення прокатного стану 13. Для цього, перша ливарна лінія 19 може розташовуватися в ряд з прокатним станом 13. Друга ливарна лінія 21 не розташована в ряд з прокатним станом, а може бути паралельною першій живильній ливарній лінії 19. Головною задачею гнучкого прямого живлення є надання двох ливарних ліній 19 і 21 для балансування темпу виробництва прокатного стану 13 і темпу виробництва ливарної машини 11 безперервної дії. Згідно з винаходом, тільки одна ливарна лінія - перша ливарна лінія 19 живить прокатний стан в той час, коли друга лінія 21 живить холодильник 29 безперервної дії. 2 UA 109012 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для цього, установка 5 містить варіювальні засоби 27 для одночасного варіювання темпу виробництва першої ливарної лінії 19 і темпу виробництва принаймні другої ливарної лінії 21 в залежності від відмінності між темпом виробництва сталеплавильного блоку і темпом виробництва прокатного стану. Темп виробництва першої 19 і, відповідно, другої 21 ливарної лінії є кількістю проміжних довгих виробів 23 або 25, вироблених першою і, відповідно, другою ливарною лінією 21, наприклад вимірювану в тоннах за годину (тон/год.). У той же спосіб, темп виробництва сталеплавильного блоку 6 є кількістю рідкого металу, наданого цим пристроєм в тон/год., а темп виробництва прокатного стану є кількістю катаного виробу, наданого цим пристроєм. Головним результатом конструкції нової ливарної машини 11 безперервної дії є друга ливарна лінія 21, не зв'язана безпосередньо з прокатним станом 13, дозволяючи балансування змін темпів виробництва сталі і прокатування. Іншими словами, варіювання кількості проміжних довгих виробів, виготовлених другою ливарною лінією 25, регулює потік рідкого металу, який надходить зі сталеплавильного блоку. Це робиться відведенням частини рідкого металу і ця відведена частина не прокатується. Тому, може регулюватися зв'язок між вхідною кількістю матеріалу виробничої лінії, а саме рідкого металу, і виходом матеріалу виробничої лінії, а саме катаного виробу. Це дозволяє продовжувати виробництво навіть, коли з'являється проблема в місці виробничої лінії знизу по ходу технологічного процесу від ливарної машини безперервної дії, або, коли проблема з'являється у першій або у другій ливарній лінії. Як вже зазначалося, установка згідно з винаходом також містить прокатний стан 13, розроблений для безпосереднього приймання проміжних довгих виробів 23, які надходять з першої лінії 19 безперервної дії. Прокатний стан 13 містить певну кількість клітей, оснащених валиками, розробленими для прокатування проміжного довгого виробу 23 для модифікації його поперечного перерізу для одержання кінцевого довгого виробу 31, який можна доставляти клієнту. Прокатний стан 13 може також містити системи вирівнювання для утримування в довгому виробі однорідної температури. Пристрій 15 швидкого нагрівання, такий як індукційна піч, розташований між ливарною машиною 11 безперервної дії і прокатним станом 13 для гомогенізації температури виробу. Однак, пристрій 15 швидкого нагрівання може усуватися і замість нього в ливарній машині 11 безперервної дії може використовуватися належна охолоджувальна система. В одному варіанті виконання, варіювальні засоби для одночасного варіювання темпу виробництва першої ливарної лінії і темпу виробництва принаймні другої ливарної лінії можуть включати ливарну форму безперервної дії з двома виходами, які мають незмінні геометричні характеристики, при цьому два виходи або отвори мають незмінне відношення темпів виробництва. У цьому варіанті виконання, зміна темпу виробництва першої і другої ливарної лінії здійснюється зміною кількості розплавленого металу, який надходить у форму. В іншому варіанті виконання, принаймні один вихід ливарної машини оснащений клапаном, який змінює поперечний переріз виходу. Рух клапана спричиняє зміну темпу виробництва принаймні двох ливарних ліній. В іншому варіанті виконання, принаймні два виходи ливарної машини оснащені клапанами, які змінюють поперечний переріз виходу. Клапани можуть одночасно змінювати поперечний переріз двох виходів. В одному варіанті виконання, установка згідно з винаходом містить сталеплавильний блок 6 з темпом виробництва, який становить 40-65 тон/год. Сталеплавильний блок живить принаймні дві лінії ливарної машини 11 безперервної дії (змінюючи тривалість від випускання до випускання і використовуючи різну густину брухту). Перша ливарна лінія 19 може мати темп виробництва, який становить 30-50 тон/год. Друга ливарна лінія 21 має темп виробництва, який становить 15-45 тон/год. Згідно з винаходом, в стандартній ситуації, швидкість лиття або темп виробництва першої ливарної лінії 19 пов'язаний з швидкістю роботи або темпом виробництва прокатного стану. Друга ливарна лінія 21 розроблена для балансування усього темпу виробництва. Це означає, що, коли прокатний стан підвищує свій темп виробництва або швидкість виробництва (в прийнятному інтервалі), то швидкість лиття або темп виробництва першої ливарної лінії 19 підвищується, а швидкість лиття або темп виробництва другої ливарної лінії 21 знижується. У випадку потреби знизити темп виробництва прокатного стану, темп виробництва першої ливарної лінії знижують, а темп виробництва другої ливарної лінії підвищують. Якщо з деяких причин внаслідок процедури лиття, темп прямого лиття повинен підвищуватися або знижуватися, то використовується та ж процедура балансування. Та ж процедура балансування також застосовується, коли виробництво сталі зростає або спадає. Наприклад, коли перша живильна лінія 19 працює з темпом виробництва 30 тон/год., то 3 UA 109012 C2 5 10 15 20 25 30 35 40 45 50 55 60 друга ливарна лінія врівноважує виробництво сталі з збільшенням темпу виробництва на 25 тон/год. для збереження усього темпу виробництва сталі, рівним приблизно 55 тон/год. Темп виробництва прокатного стану 13 може підвищуватися шляхом надання можливості ливарній лінії 23 прямого живлення (першій ливарній лінії) досягати вищого темпу виробництва, який становить до 35-40-45-50 тон/год. У цьому випадку, виробництво другої лінії 21 знижується до 20-15 тон/год. Це утримує величину темпу виробництва сталі сталою, рівною 55 тон/год. Завдяки цьому підвищенню виробництва прокатного стану, темп виробництва сталі може також зростати до 60-65 тон/год. для збереження усього виробництва збалансованим. Представлений винахід також надає гарне рішення в аварійних ситуаціях. Наприклад, коли прокатний стан 13 зупиняється, то друга ливарна лінія 21 може підвищувати свою потужність виробництва до 45 тон/год. Це дозволяє зупиняти першу ливарну лінію 19 і зберігати нормальний темп виробництва сталі. Тому, у випадку довготривалої зупинки через проблеми з подачею крупнококсового вугілля або технічного обслуговування, установка 5 і спосіб згідно з винаходом надають можливість виготовляти проміжні вироби без довготривалої зупинки виробництва сталі. Винахід також надає гарне рішення у випадку короткої зупинки для зміни робочого процесу. Може бути необхідним зупинити прокатний стан, який розроблений для безперервної роботи, для зміни робочого процесу, такої як заміна рівчаків, заміна ножів, заміна напрямних, яка може не завжди виконуватися під час зупинки лінії прямого живлення. У цьому випадку, друга лінія здатна виробляти проміжні вироби, дозволяючи якомога скоріше повторно запустити систему. Це означає, що перша ливарна лінія зупиняє процедуру лиття або, в решті решт, виробляє проміжний матеріал для наступної обробки, при цьому додатковий матеріал подається другою ливарною лінією 21, яка виробляє більше проміжного матеріалу 25. Проміжний матеріал 25 потім розрізають і подають до холодильника 31, розташованого знизу по ходу технологічного процесу від другої ливарної лінії 21. Під час нормального лиття, з причин, пов'язаних із споживанням ливарного матеріалу, такого як вогнетривкий матеріал або інший, процедури лиття на першій ливарній лінії 21 повинні зупинятися до можливого повторного запуску операцій (зазвичай 8 - максимум 24 години). У цьому випадку, для оптимізації виробництва сталі, можна зупиняти також другу ливарну лінію або підтримувати роботу другої ливарної лінії. Інша перевага гнучкої системи прямого живлення згідно з винаходом полягає у тому, що на другій ливарній лінії може встановлюватися будь-який тип ливарної форми, яка безпосередньо виробляє болванки різного розміру (наприклад, діаметром від 100 до 150 мм), тоді як перша ливарна лінія жорстко зв'язана з прокатним станом, який може прокатувати болванки тільки з одним розміром (головним чином діаметром в інтервалі 120-130 мм). Іншими словами, перша і друга ливарна лінія може виробляти різний тип (за розміром і формою) проміжних виробів. Також на виході ливарної машини 11 безперервної дії і знизу по ходу технологічного процесу від другої живильної лінії передбачені ріжучі пристрої (не зображені на кресленні) для розрізання проміжного виробу (болванок) перед охолодженням в холодильнику 17. Окрім того, для розрізання проміжного виробу у випадку аварії на виході першої ливарної лінії і зверху по ходу технологічного процесу від ливарної машини безперервної дії передбачені ріжучі засоби. Зверху по ходу технологічного процесу від прокатного стану 13 може передбачатися додатковий ріжучий пристрій. Головними перевагами винаходу є наступні: - у випадку зміни швидкості в прокатному стані, друга ливарна лінія виконує балансування, зниження або збільшення швидкості виробництва для збереження темпу виробництва системи збалансованим; - досягають оптимального розміру і темпу виробництва сталі; - у випадку зупинки прокатного стану, все ще можна зупинити лінію прямого живлення без зупинки виробництва сталі; - виробник може виробляти напів-завершений виріб, - можливість використовувати другу лінію як живильну лінію, коли лінія прямого живлення зупинена; - можливість підключати багато ліній для досягання вищої потужності виробництва сталі; - дугова електропіч (EAF) може розроблятися для будь-якої бажаної потужності виробництва для живлення ливарної машини безперервної дії принаймні двома лініями, причому відомо, що, з точки зору ефективності, вища потужність печі має основні переваги по відношенню до печі низької потужності завдяки тому факту, що втрати теплоти печі менші в печі високої потужності, при цьому інвестиції в механічні і електричні компоненти безпосередньо не пропорційні потужності печі. Підвищення витрат не впливає на збільшення інвестицій у тій же кількості. 4 UA 109012 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Установка для виготовлення довгих катаних виробів, яка містить: - сталеплавильний блок (6) для одержання рідкого металу з першим темпом виробництва, - прокатний стан (13), який має другий темп виробництва, - ливарну машину (11) безперервної дії, розташовану між сталеплавильним блоком і прокатним станом (13), причому ливарна машина (11) безперервної дії має принаймні дві ливарні лінії (21, 19), кожна з яких виконана з можливістю безпосереднього виготовлення довгих проміжних виробів, у якій: перша ливарна лінія безпосередньо розташована в ряд з прокатним станом для подачі до нього литих заготовок, і принаймні друга ливарна лінія не розташована в ряд з прокатним станом і не подає до нього заготовки, яка відрізняється тим, що додатково містить варіювальні засоби (27) для одночасного варіювання виробничого темпу першої ливарної лінії і виробничого темпу принаймні другої ливарної лінії залежно від відмінності між темпом виробництва сталеплавильного блока і темпом виробництва прокатного стана. 2. Установка за п. 1, яка відрізняється тим, що варіювальні засоби (27) виконані з можливістю безпосереднього підвищення темпу виробництва першої ливарної лінії (19) з одночасним зниженням темпу виробництва другої ливарної лінії (21). 3. Установка за п. 1, яка відрізняється тим, що варіювальні засоби (27) виконані з можливістю безпосереднього зниження темпу виробництва першої ливарної лінії (19) з одночасним підвищенням темпу виробництва другої ливарної лінії (21). 4. Установка за п. 1 або 2, яка відрізняється тим, що варіювальні засоби включають засіб для варіювання кількості розплавленого металу, який надходить в ливарну машину і ливарну форму безперервної дії з двома виходами, які мають незмінні геометричні характеристики. 5. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що принаймні одна з ливарних ліній безперервної дії оснащена клапаном, рух якого спричиняє зміну темпу виробництва принаймні двох ливарних ліній. 6. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що принаймні дві ливарні лінії безперервної дії оснащені клапанами, які виконані з можливістю варіювання своїм рухом, який спричиняє зміну їх темпу виробництва. 7. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що додатково містить засоби (15), такі як індукційна піч, для гомогенізації температури проміжного виробу, який надходить з першої ливарної лінії, при цьому згадані засоби розташовані між ливарною машиною і прокатним станом. 8. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що додатково містить засоби, які виконані з можливістю безпосереднього розрізання проміжного виробу, який надходить з першої ливарної лінії (19), у випадку аварії, і засоби, виконані з можливістю безпосереднього розрізання проміжного виробу, який надходить з принаймні другої ливарної лінії (21), для виготовлення здатного до доставки напівзавершеного виробу. 9. Спосіб виготовлення довгих металевих виробів, у якому: - одержують рідкий метал з першим темпом виробництва, - безперервно відливають рідкий метал для виготовлення принаймні першого і другого довгого проміжного виробу, який відрізняється тим, що у ньому додатково: - прокатують перший довгий виріб з другим темпом виробництва, відмінним від першого темпу виробництва, при цьому другий довгий виріб не прокатують, - одночасно варіюють темп лиття першого і другого довгого виробу залежно від відмінності між першим темпом виробництва і другим темпом виробництва. 10. Спосіб за попереднім пунктом, який відрізняється тим, що, коли темп виробництва першого довгого виробу знижують, то одночасно підвищують темп виробництва другого довгого виробу. 11. Спосіб за п. 9, який відрізняється тим, що, коли темп виробництва першого довгого виробу підвищують, то одночасно знижують темп виробництва другого довгого виробу. 5 UA 109012 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for production of metal elongated products
Автори англійськоюZanelli, Ugo, Colombo, Ezio
Автори російськоюДзанелли Уго, Коломбо Эзио
МПК / Мітки
МПК: B21B 1/46, B22D 11/14, B22D 11/20
Мітки: спосіб, виробів, металевих, установка, виготовлення, довгих
Код посилання
<a href="https://ua.patents.su/8-109012-ustanovka-i-sposib-vigotovlennya-dovgikh-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Установка і спосіб виготовлення довгих металевих виробів</a>
Спосіб виготовлення довгих макаронних виробів та установка для його здійснення
Номер патенту: 26218
Опубліковано: 19.07.1999
Автор: Мансер Йозеф
МПК: A21C 11/00, F26B 15/00
Мітки: виробів, спосіб, здійснення, виготовлення, макаронних, довгих, установка
Формула / Реферат:
1. Способ изготовления длинных макаронных изделий, предусматривающий формование тестового полуфабриката путем подачи теста через пресс-форму, его нагревание и сушку кондиционированным воздухом в нескольких климатических зонах и разрезание на определенную длину, отличающийся тем, что тестовый полуфабрикат формуют в виде жгутов теста с влажностью 28 - 35%, а сушку ведут путем их непрерывной продольной подачи и перемещения на горизонтальном...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: композиційний, спосіб, установка, виготовлення, матеріал, виробів
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Розливальний стакан для подання розплавленого металу в кристалізатор безперервного розливання металевих виробів та установка безперервного розливання металевих виробів, обладанана таким стаканом
Номер патенту: 41999
Опубліковано: 15.10.2001
Автори: ДАМАСС Жан-Мішель, Барб Жак
МПК: B22D 41/50, B22D 11/14
Мітки: стаканом, металу, безперервного, розливання, установка, розливальний, виробів, подання, таким, обладанана, стакан, металевих, розплавленого, кристалізатор
Формула / Реферат:
1. Разливочный стакан для подачи расплавленного металла в кристаллизатор непрерывной разливки металлических изделий, содержащий трубу, верхний конец которой предназначен для присоединения посредством крепежных средств к выходному стакану емкости, содержащей расплавленный металл, а нижний конец которой присоединен к концевой части стакана, снабженной отверстиями, предназначенными для распределения расплавленного металла в разливочном...
Спосіб виготовлення довгих макаронних виробів
Номер патенту: 5168
Опубліковано: 28.12.1994
Автори: Йосеф Мансер, Вернер Сейлєр, Фрідріх Еггер
МПК: F26B 3/00, F26B 13/10, A21C 9/00, F26B 15/00, A23L 1/16
Мітки: спосіб, макаронних, виготовлення, виробів, довгих
Формула / Реферат:
Способ изготовления длинных макаронных изделий, предусматривающий формирование теста через головку пресса, подвешивание полученных изделий на стержни, их нагревание и сушку теплоагентом в нескольких климатических зонах до влажности готового продукта 13-14%, через которые продукт пропускают в продольном направлении с заданными температурой и относительной влажностью, полученными путем смешивания циркуляционного воздуха и свежего воздуха, и...
Пристрій для виготовлення довгих макаронних виробів
Номер патенту: 13477
Опубліковано: 25.04.1997
Автори: Йосеф Мансер, Фрідріх Еггєр, Вернер Сейлєр
МПК: A21C 9/00
Мітки: макаронних, виготовлення, довгих, пристрій, виробів
Формула / Реферат:
1. Установка для изготовления длинных макаронных изделий, содержащая пресс с экструдером, стержневое подвешивающее устройство, сушилку длинных макаронных изделий, выполненную одноярусной с зоной быстрого нагрева, имеющей несколько участков различной температуры и, по меньшей мере, один продольный канал для свежего воздуха, по меньшей мере, один продольный канал для отработанного воздуха и соединительные каналы с управляемыми дросселями, зоной...
Попередній патент: Синергічна гербіцидна композиція, яка містить клопіралід і флорасулам
Наступний патент: Похідні індолізину, спосіб їх отримання і їх терапевтичне застосування
Випадковий патент: Спосіб отримання зносостійких сталей